Alkene is unsaturated hydrocarbons that contain at least one carbon–carbon double bond, placing them at the core of organic chemistry and industrial chemistry alike. Their reactivity, particularly in addition reactions, makes them essential feedstocks for a wide range of materials and chemical intermediates.
From polyethylene production to specialty pharmaceuticals and flavoring agents, alkenes are fundamental to countless everyday products. With ongoing innovation in catalyst design and green chemistry, alkene research is evolving rapidly. This article explores alkene composition, grades, performance characteristics, industrial uses, comparative advantages, and the future landscape of alkene-based innovation through PatSnap Eureka AI Agent.
Ask Patsnap Eureka AI
Patsnap Eureka AI provides instant, trusted answers to any technical questions.
Alkenes are a homologous series of hydrocarbons with the general molecular formula CₙH₂ₙ, characterized by one or more carbon-carbon double bonds (C=C). These double bonds impart significant chemical reactivity, particularly in electrophilic addition reactions.
Common Alkene Examples:
Ethene (C₂H₄): The simplest and most widely produced alkene, used in polymer manufacturing.
Propene (C₃H₆): A crucial precursor in polypropylene and acetone synthesis.
Butene (C₄H₈): Exists in several isomers, used in synthetic rubber and plasticizers.
Isobutene (C₄H₈): An important monomer in butyl rubber and fuel additives.
Alkenes can be linear or branched, and may also include cyclic variants such as cyclohexene, broadening their structural and application diversity.
Performance Characteristics
Alkenes exhibit a unique blend of structural simplicity and chemical versatility, with performance traits including:
High Reactivity: Due to the π bond in the C=C double bond, enabling rapid electrophilic additions.
Low Boiling Points: Generally lower than alkanes of comparable mass due to weaker van der Waals forces.
Polymerizability: Readily form long-chain polymers via addition polymerization (e.g., polyethylene, polypropylene).
Combustibility: Suitable as energy carriers in controlled environments.
Selective Functionalization: The double bond serves as a chemical handle for further derivatization into alcohols, halides, or epoxides.
Commercial Grades & Material Types
Alkenes are produced in various grades depending on end-use requirements:
Polymer-grade Ethylene & Propylene: High-purity feedstocks for plastics and elastomers.
Chemical-grade Alkenes: Utilized in oxidation, hydration, or halogenation for downstream specialty chemicals.
Mixed C₄ Streams: Industrial mixtures of butenes and isobutene for synthetic rubber applications.
Bio-alkenes: Renewable alkenes synthesized from biomass, supporting green chemistry initiatives.
Application Domains
1. Polyolefin Manufacturing
Ethylene and propylene are foundational in the production of polyethylene (PE) and polypropylene (PP), the world’s most used plastics. These materials are essential in packaging, automotive components, consumer goods, and construction.
2. Synthetic Rubber Production
Isobutylene and butene serve as monomers in the production of butyl rubber and other elastomers. These rubbers are vital in automotive tires, sealants, and pharmaceutical closures due to their excellent impermeability and flexibility.
3. Fine Chemical & Pharmaceutical Synthesis
Alkenes undergo selective functionalization to yield alcohols, halohydrins, and epoxides—intermediates for drug molecules, agrochemicals, and flavoring agents. Their reactivity allows for diverse transformation in both lab-scale and industrial synthetic routes.
4. Surfactants and Detergents
Linear alpha-olefins (LAOs), a class of alkenes, are precursors for biodegradable surfactants. Their use in household and industrial cleaning products supports environmental safety and regulatory compliance.
5. Fuel Components & Additives
Olefins like isobutylene are key in the production of MTBE (methyl tert-butyl ether) and other fuel oxygenates that improve combustion efficiency and reduce emissions in gasoline engines.
6. Green Chemistry & Bio-Feedstocks
Emerging technologies enable alkene production from renewable biomass. These bio-alkenes offer reduced carbon footprints and are integral to sustainable polymer and chemical development.
Comparative Advantages & Limitations
Advantages
High Chemical Versatility: Suitable for a wide range of functionalization and polymerization.
Industrial Scalability: Easily produced via steam cracking or metathesis processes.
Broad Application Spectrum: From bulk plastics to high-value pharmaceuticals.
Renewable Pathways: Can be derived from sustainable feedstocks.
Lower Molecular Weight: Enables gas-phase processing and easier handling.
Limitations
High Reactivity Requires Careful Control: Susceptible to polymerization and oxidation.
Environmental Concerns: Some alkene derivatives, like MTBE, face regulatory scrutiny.
Limited Thermal Stability: Especially under UV or radical conditions.
Research in alkene chemistry is rapidly expanding in the following areas:
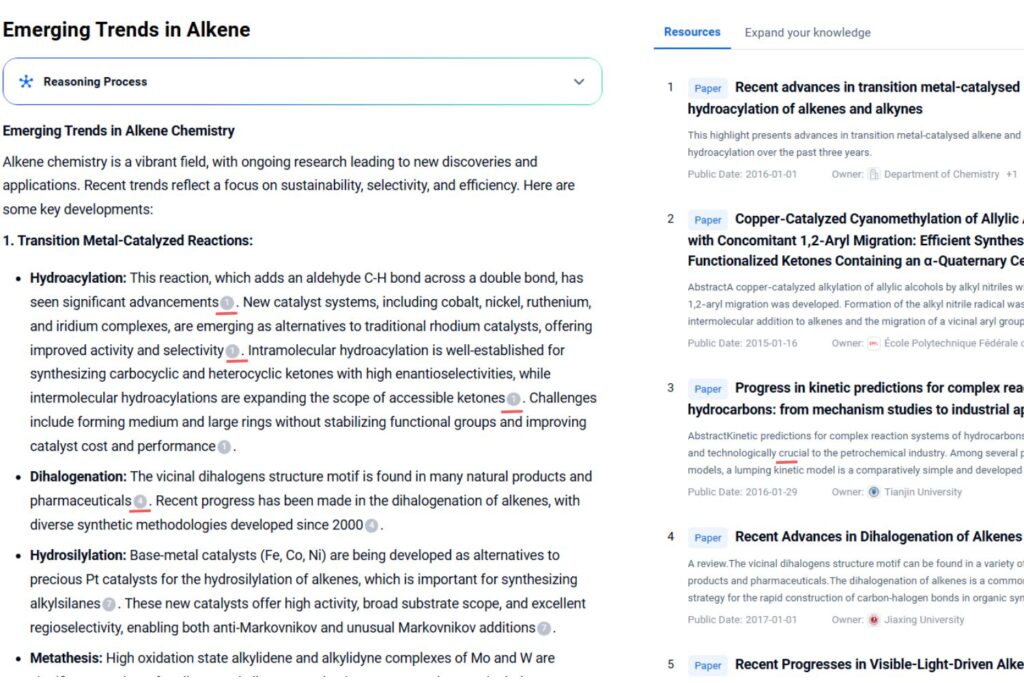
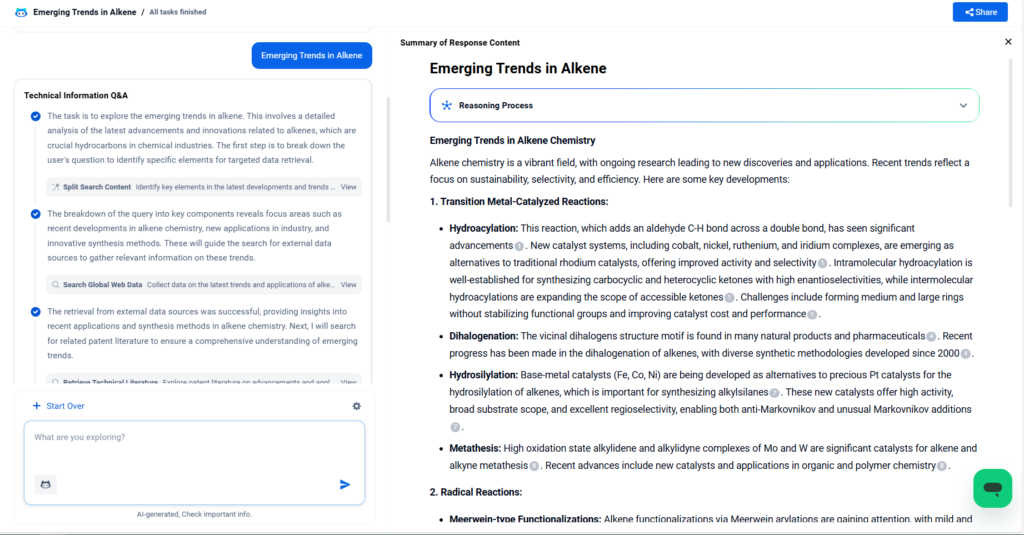
Catalyst Development: Advanced metallocene and zeolite catalysts enable precise control of alkene polymerization and functionalization.
Bio-Based Alkenes: New metabolic pathways in engineered microbes allow for renewable alkene production from sugars and lignocellulosic biomass.
Click Chemistry with Alkenes: Enables rapid, orthogonal reactions for materials science and bioconjugation.
Photocatalytic Alkene Transformations: Solar-driven reactions open new routes to oxidized or halogenated products under mild conditions.
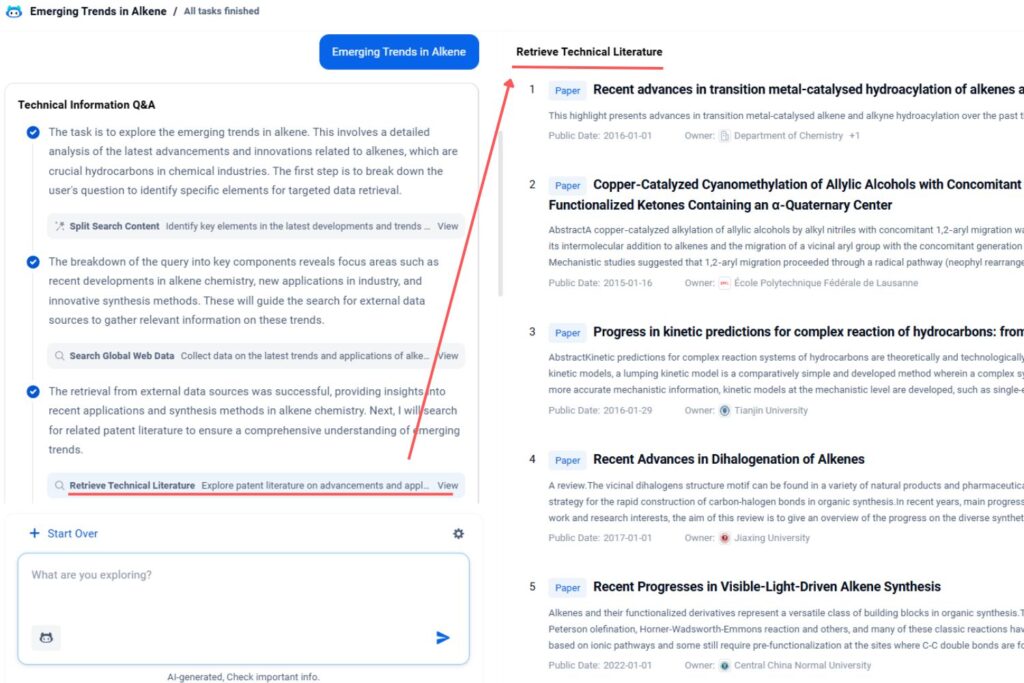
AI-Driven Reaction Optimization: Tools like PatSnap Eureka AI Agent help researchers design alkene processes more efficiently using predictive analytics.
🔍 Power Your R&D with PatSnap Eureka AI Agent Uncover the latest alkene-based innovations with PatSnap Eureka AI Agent — the AI-powered platform that connects over 180M global patents, literature, and technical insights. From polymerization mechanisms to catalyst evolution, our system helps R&D teams visualize competitive landscapes and accelerate product development with source-based explainability.
With Eureka, every molecule tells a story—faster, smarter, and with competitive clarity.
Conclusion
Alkenes stand at the intersection of foundational chemistry and frontier innovation. Their reactivity, structural diversity, and compatibility with both fossil-based and renewable pathways make them indispensable to modern industry. As sustainability, functional design, and AI-driven discovery reshape the chemical landscape, alkenes will remain critical building blocks—and with tools like PatSnap Eureka AI Agent, the journey from molecule to market is more empowered than ever.
FAQ
Q1: What distinguishes alkenes from alkanes?
A1: Alkenes contain at least one carbon–carbon double bond (C=C), making them more reactive than alkanes, which only have single bonds.
Q2: What are common industrial uses of alkenes?
A2: Alkenes are used in the production of plastics, synthetic rubbers, detergents, pharmaceuticals, and fuel additives.
Q3: How are alkenes produced industrially?
A3: Most alkenes are derived from steam cracking of hydrocarbons or through catalytic processes like metathesis.
Q4: Are bio-based alkenes commercially viable?
A4: Yes, recent advancements in metabolic engineering and biomass conversion have enabled scalable production of renewable alkenes.
Want to explore patents, supplier trends, or the latest innovations in alkene-based materials? 👉 Explore deeper insights usingPatSnap Eureka AI Agent to uncover deep technical insights, forecast material performance, and benchmark innovation leaders—faster and smarter.