
In the ever-evolving world of material science and innovation, few materials have made the cross-industry leap as successfully as Neoprene fabric. Originally developed in the 1930s as a synthetic rubber, Neoprene started as an industrial sealing material but soon became indispensable in diving suits, sports gear, medical braces, and even high-fashion designs. From deep-sea diving to designer runways, Neoprene has evolved into a versatile, high-performance material that blends functionality with aesthetic appeal. But how did this once-niche fabric transition from specialized technical gear to mainstream fashion and lifestyle products? This article explores Neoprene’s unique properties, its diverse applications, and the latest design and sustainability trends that are shaping its future.

Why Is Neoprene the Material of Choice Across Industries?
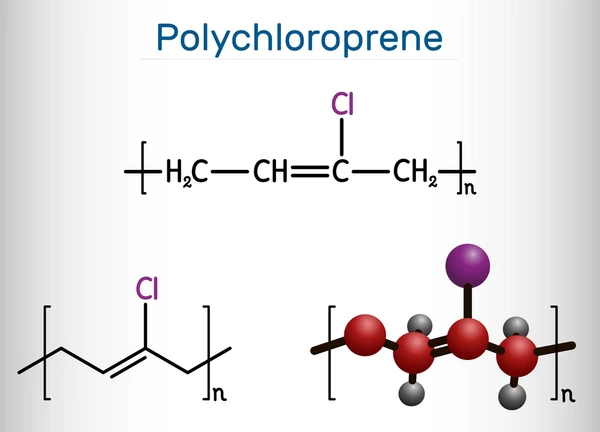
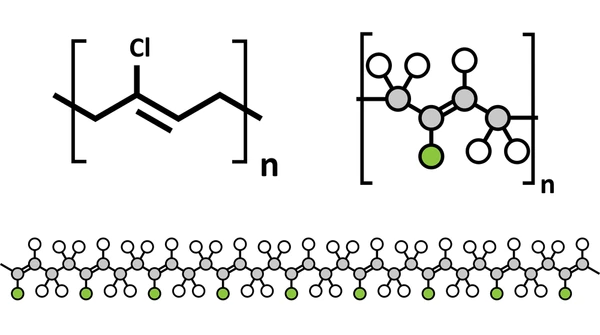
Neoprene’s versatility lies in its molecular structure. This synthetic rubber is created through chloroprene polymerization, forming a highly durable, flexible material with a distinctive closed-cell foam structure. This gives Neoprene its signature combination of strength, elasticity, and insulation.
Key Performance Features of Neoprene Fabric
✔ Waterproof & Weather-Resistant: Its closed-cell structure makes Neoprene inherently waterproof and able to withstand extreme conditions, making it a top choice for wetsuits, outdoor gear, and protective applications.
✔ Shock Absorption & Support: Neoprene’s elastic modulus (hardness range: 4°-10° Shore A) can be fine-tuned for different uses. For example:
- Medical knee braces (CR material, 5°±2° hardness) provide flexibility and compression.
- High-tear-resistance wetsuits (CRQ model, tensile strength 6.5kg/cm³) offer protection in extreme conditions.
✔ Customizable Texture & Appearance: Manufacturers modify Neoprene by embossing, perforating, and layering it with materials like nylon and Lycra. This allows it to range from smooth and sleek to matte and textured, making it ideal for everything from sportswear to luxury handbags.
This combination of structural adaptability and premium performance is why Neoprene is widely used in sportswear, medical gear, industrial applications, and even high-end fashion accessories.
Where Is Neoprene Used?
Curious about where neoprene is used? Eureka Technical Q&A provides expert insights into its applications in wetsuits, automotive parts, and industrial gaskets, highlighting its durability, flexibility, and resistance to heat and chemicals.

Sports & Outdoor Gear: Pushing Performance to the Limits
Neoprene first gained recognition in wetsuits and surfing gear, but today, it extends far beyond water sports:
🔹 Water Sports: CR-based wetsuits and surfing suits (tear strength: 2kg/cm) resist saltwater corrosion and high-pressure environments.
🔹 Land Sports: Used in cycling shorts, golf jackets, and running gear, where it offers insulation, flexibility, and durability. Bright fluorescent colors (yellow, blue) and reflective strips enhance visibility for nighttime activities.
Medical & Healthcare: Balancing Comfort with Science
Neoprene has become a trusted material in sports medicine and rehabilitation, thanks to its supportive yet flexible properties.
- Injury Recovery: Compression knee braces (5kg/cm³ tensile strength) help stimulate blood circulation and support joints.
- Diabetic Foot Protection: Used in foot braces, Neoprene’s shock-absorbing nature helps prevent pressure sores and ulcers.
- Orthopedic Support: Heat-sealed custom-fit braces offer precise stabilization for post-surgical recovery.
High Fashion & Lifestyle: Where Function Meets Style
In recent years, designers have embraced Neoprene’s sculptural quality, integrating it into fashion collections and accessories.
🔹 Apparel Design:
- 2mm-thick Neoprene fabric can be laser-cut into futuristic, structured silhouettes.
- Available in 21 colors, from neon brights to soft pastels, offering a break from traditional sportswear monotones.
🔹 Accessories & Everyday Items:
- Laptop sleeves, pet collars, wine bottle insulators—Neoprene’s waterproof, lightweight, and durable nature has redefined functional lifestyle products.
The Future of Neoprene: Color, Craftsmanship & Sustainability
The Color Revolution: From Utility to Expression
Early Neoprene products were primarily black or neutral, but today’s versions feature:
🔹 High-Visibility Safety Colors: Fluorescent orange and yellow are used in life jackets and climbing gear.
🔹 Luxury Fashion Tones: Soft shades like “milk white” and “blush pink” are used in premium yoga mats and baby products, blending functionality with aesthetics.
Surface Treatments: Function Meets Design

🔹 Enhanced Performance:
- Perforated designs (P1/P2 hole types) improve breathability for wetsuits and athletic gear.
- Embossed textures provide extra grip on fitness gloves.
🔹 Innovative Styling:
- Digitally printed marble and camouflage patterns bring a luxury aesthetic to activewear and accessories.
The Sustainability Challenge: Can Neoprene Go Green?
Despite Neoprene’s durability (lifespan of over 10 years), its synthetic origins pose environmental concerns. However, industry leaders are developing eco-friendly alternatives:
🔹 Bio-Based Neoprene: Some companies are replacing petroleum-based components with natural rubber, reducing environmental impact.
🔹 Recycling Initiatives:
- Discarded wetsuits are being repurposed into yoga mats and soundproofing materials.
- Closed-loop recycling programs are emerging, giving Neoprene a second life in new products.
With sustainable innovation, Neoprene is evolving from a high-performance material to an environmentally conscious choice.

The Next Chapter: Smart Neoprene & Customization
With 3D scanning and AI-driven modeling, Neoprene is entering a new era of personalization and innovation.
🔹 Medical Industry:
- AI-driven orthotic design allows for millimeter-precise custom braces, enhancing injury recovery and mobility support.
🔹 Fashion & Apparel:
- Laser-cut custom Neoprene designs enable fast prototyping and limited-edition releases, revolutionizing on-demand production.
As smart materials, customization, and sustainability shape the future, Neoprene’s next evolution is just beginning.
Innovations in Neoprene Research with Eureka
🔍 What is Eureka?
Eureka by PatSnap is an AI-powered research intelligence tool that helps textile manufacturers and engineers:
- Analyze material performance for durability and sustainability
- Discover patents and new neoprene alternatives
- Optimize production processes with AI-driven insights
🔍 How Eureka Enhances Neoprene Research
- Sustainable Material Development – Eureka identifies bio-based neoprene alternatives to reduce environmental impact.
- Performance Optimization – AI-driven analysis improves neoprene elasticity, heat retention, and chemical resistance.
- Patent Intelligence – Tracks innovative applications of neoprene in sportswear, fashion, and industrial uses.
📌 Example of Eureka in Action:
A sportswear company using Eureka can:
- Find eco-friendly neoprene replacements like plant-based rubber
- Analyze patents on heat-resistant neoprene for extreme sports
- Improve wetsuit designs with AI-driven material testing
Future Trends in Neoprene Fabric Technology
- Eco-Friendly Neoprene Alternatives – Companies are shifting towards sustainable materials like Yulex® (natural rubber neoprene).
- Smart Textiles – Neoprene combined with nano-coatings for enhanced durability and flexibility.
- Advanced Manufacturing Techniques – AI-driven 3D knitting and seamless integration to reduce material waste.
📌 Example: Future neoprene wetsuits may use bio-based polymers to provide the same insulation with a lower carbon footprint.
Conclusion: Neoprene’s Legacy & Future
Neoprene’s journey—from an industrial rubber compound to a cross-industry superstar—is a testament to material science and human creativity.
Its ability to adapt to extreme environments while offering comfort and style has solidified its place in sports, healthcare, fashion, and beyond. As the industry embraces eco-friendly innovations and custom-fit smart materials, sustainability, technology, and design ingenuity will shape Neoprene’s future.
As we look ahead, Neoprene’s microcellular foam may hold the key to answering a critical question:
How can we make materials that are both high-performance and environmentally responsible?
Want to learn more about the latest in Neoprene technology? Stay tuned for innovations in Eureka!
To get detailed scientific explanations of Neoprene Fabric, try Patsnap Eureka.

