
What is Resistance Welding?
Resistance welding is a group of welding processes that generate heat by passing an electrical current through the materials being joined, causing localized melting and fusion at the interface. The fundamental principle behind resistance welding is the Joule heating effect, where the resistance to the flow of electric current through the workpieces generates heat, leading to melting and subsequent fusion under applied pressure.
How Does Resistance Welding Work?
Fundamental Principles
- Joule heating: The heat is generated by the resistance to the flow of electric current through the workpieces, following the Joule heating principle (Q = I^2 * R * t, where Q is heat, I is current, R is resistance, and t is time).
- Localized heating: The heat is concentrated at the interface between the workpieces due to the higher resistance at the contact points, leading to localized melting and fusion.
- Pressure application: Pressure is applied to the workpieces during and after the current flow to consolidate the molten material and form a solid joint.
Working Process
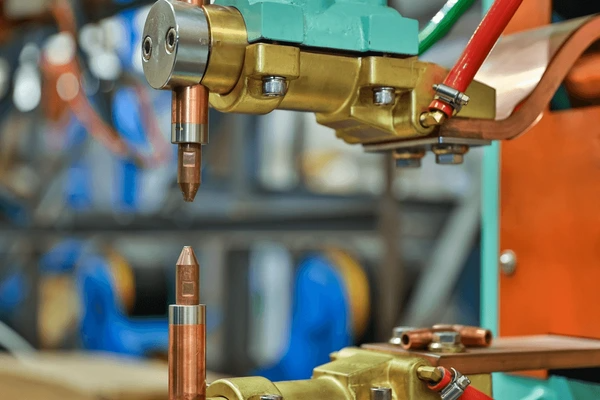
- Clamping: The workpieces are clamped together between two electrodes, which apply pressure and conduct the electrical current.
- Current flow: A high-intensity electrical current is passed through the workpieces for a short duration, typically ranging from a few milliseconds to a few seconds.
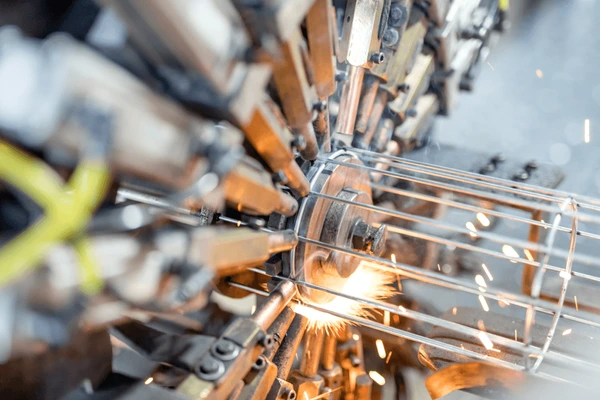
- Heating and melting: The resistance to the current flow at the interface generates heat, causing localized melting of the materials.
- Pressure application: Pressure is maintained during and after the current flow to consolidate the molten material and form a solid joint.
- Cooling: After the current is stopped, the joint is allowed to cool and solidify, forming a permanent weld.
Process Parameters
The quality and efficiency of resistance welding depend on several parameters, including:
- Welding current: Higher currents increase heat generation but may cause excessive expulsion of molten material.
- Welding time: Longer times allow more heat generation but may lead to excessive melting or degradation of materials.
- Electrode force: Sufficient force is required for proper consolidation, but excessive force can cause deformation or cracking.
- Electrode material and geometry: Copper or copper alloys are commonly used, and the electrode shape affects current distribution and heat generation.
Types of Resistance Welding Processes
Resistance Spot Welding: This process involves joining overlapping metal sheets or plates by applying pressure and passing a high current through the materials at the desired spot, creating a localized molten pool that solidifies into a weld nugget.
Resistance Seam Welding: Similar to spot welding, but the electrodes are in the form of rotating wheels or rollers, creating a continuous weld seam along the joint line.
Projection Welding: In this process, one or both workpieces have projections or embossments that concentrate the current flow, resulting in localized heating and fusion at the projections.
Flash Welding: This process involves butting the two workpieces together and applying a high current while exerting pressure, causing the surfaces to heat up and melt, forming a molten bridge that is subsequently forged together.
Upset Welding: Similar to flash welding, but the workpieces are heated by resistance and then forced together under high pressure, causing plastic deformation and fusion at the interface.
Pros and cons of resistance welding
Pros
- No consumables (e.g., welding rods, brazing materials) are required, making it cost-effective.
- Reliable and consistent welds can be achieved in high-volume manufacturing operations.
- The process is fast, with cycle times typically less than one second.
- Suitable for joining dissimilar materials and thin-walled components.
- Minimal surface preparation is required, reducing pre-weld costs.
Cons
- The workpieces must fit together tightly at the interface, which can be challenging for complex geometries or thin-walled components.
- Expensive equipment and fixtures may be required for precise positioning and application of pressure.
- Limited to joining conductive materials, as the process relies on resistance heating.
- Potential for expulsion of molten metal, leading to weld defects.
- Difficulty in welding ultra-high strength aluminum alloys due to their precipitation hardening behavior.
Applications of Resistance Welding
Automotive Industry
Resistance welding is extensively employed in automotive manufacturing for joining body components, such as floor panels, roofs, and body assemblies. Each vehicle body typically contains 4,000-6,000 resistance spot welds. The process is suitable for joining advanced high-strength steels, aluminum alloys, and composite materials used in lightweight automotive structures.
Aerospace Industry
Resistance welding finds applications in the aerospace sector for joining aircraft components, particularly in the assembly of fuselage sections and wing structures. The process is compatible with lightweight materials like aluminum alloys and titanium alloys, enabling weight reduction while maintaining structural integrity.
Electronics and Electrical Components
Resistance welding is widely used in the electronics industry for joining electrical contacts, terminals, and connectors. The process ensures low electrical resistance, high thermal endurance, and mechanical strength, which are critical requirements for electrical components.
Medical Devices
In the medical field, resistance welding is employed for joining components in implantable devices, surgical instruments, and dental restorations. The process allows for precise and reliable joining of biocompatible materials, ensuring the safety and functionality of medical devices.
Appliance Manufacturing
Resistance welding is suitable for joining thin steel plates and is widely used in the manufacturing of refrigerator and washing machine shells. The process enables efficient and cost-effective production of household appliances.
Pipeline and Pressure Vessel Construction
Resistance welding techniques, such as resistance seam welding, are utilized in the construction of pipelines and pressure vessels. The process allows for the joining of high-strength steel pipes and vessels, ensuring structural integrity and safety in demanding applications.
Application Cases
| Product/Project | Technical Outcomes | Application Scenarios |
|---|---|---|
| Green Composite Joints | Improved tensile and compressive failure loads by 31% and 63% using CF fabric as heating element | Joining green composites in automotive and aerospace industries |
| Automated Resistance Welding Systems | Highly sophisticated automated welding processes with unique characteristics | Manufacturing industry, especially automotive and aerospace sectors |
| Weld Energy Control Method Ford Motor Co. | Increases or decreases total weld energy to prevent material burning through and cold welds | Automotive manufacturing for body components |
| Resistance Welding Apparatus Robert Bosch GmbH | High safety, low cost, and simple structure for resistance welding | Manufacturing of automotive and industrial components |
| Resistance-Welded Assemblies GM Global Technology Operations LLC | Forms a molten weld pool and cools into a weld nugget for strong joints | Automotive and aerospace manufacturing |
Latest Technical Innovations in Resistance Welding

Electrode Design and Configuration
- Annular current branching electrode surrounding the welding electrode tip to improve current distribution and weld quality.
- Specialized electrode tips and configurations for welding stacked assemblies or mixed material joints.
Process Optimization and Control
3. Optimizing welding parameters like current, time, and pressure for short-time welding of lightweight components and dissimilar materials.
4. Advanced process monitoring and control systems for real-time adjustment of welding parameters based on feedback.
Joint Design and Preparation
5. Eliminating the need for complex machining or contouring of mating surfaces by using projection welding techniques.
6. Innovative joint designs that allow for tight fitup without extensive pre-welding preparation.
Equipment and Power Sources
7. Portable resistance welding machines powered by rechargeable batteries for on-site repairs.
8. Inverter-based power sources with improved energy efficiency and process control capabilities.
Modeling and Simulation
9. Computational modeling and simulation tools to optimize electrode design, predict weld quality, and understand process physics.
Find Out More About Advanced Welding Technologies
Understanding Knurling: A Guide to Types, Tools, and Applications
Blow Molding: Essential Techniques, Applications, and Innovations
To get detailed scientific explanations of resistance welding, try Patsnap Eureka.

