Train damping bracket machining technology
A technology of shock absorbing bracket and processing technology, which is applied in the direction of metal processing equipment, forming tools, manufacturing tools, etc., can solve the problems of difficult processing, high processing cost, and material structure defects, so as to improve production efficiency and product qualification rate, Good economic and social benefits, the effect of reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Example Embodiment
[0036] The present invention will be further described below in conjunction with the accompanying drawings, but not as a limitation to the present invention:
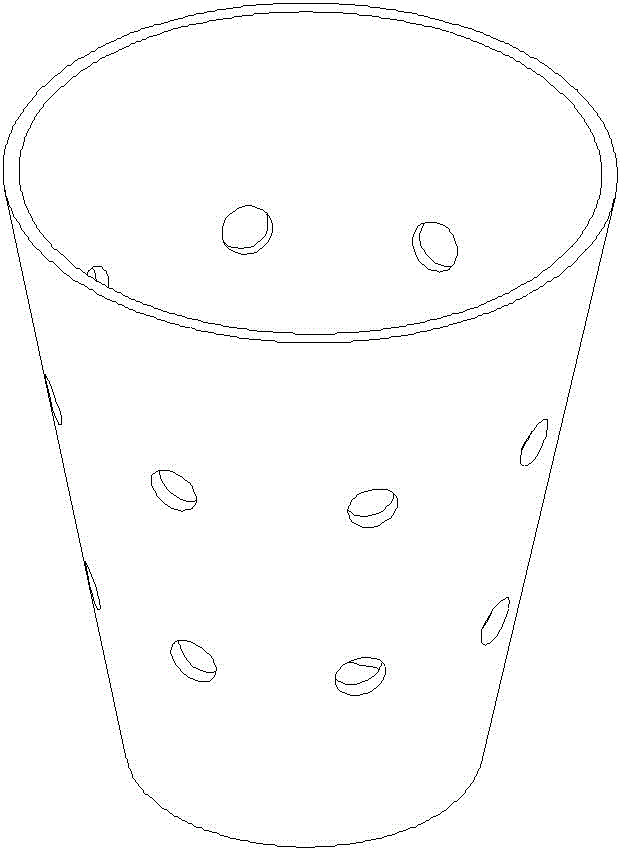
[0037] A process for processing shock-absorbing support of train, including the following processing steps: A), blanking the sheet, and processing the sheet to the design size; B), first stretching, stretching the shock-absorbing support 1 of the train from the sheet to the compressed Straight side cylindrical shape; C), reverse stretch; D), second stretch; E), overall tapered stretch; F), side punching.
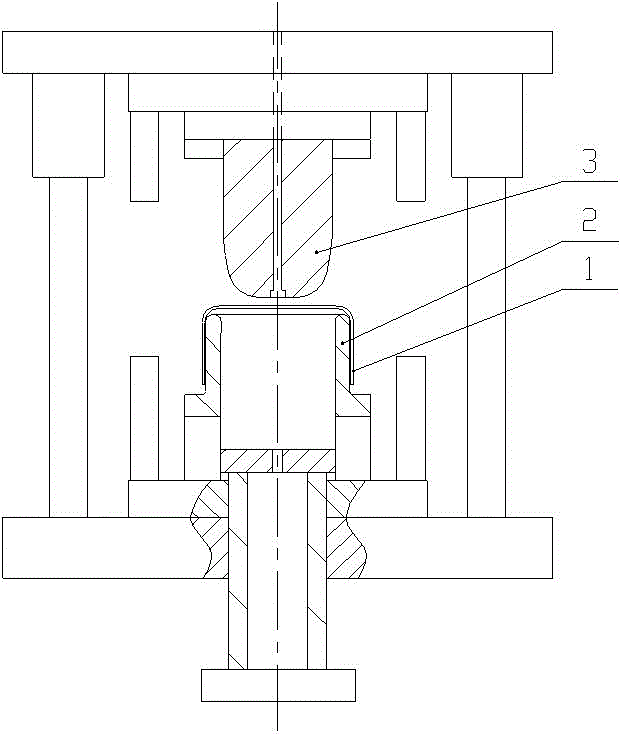
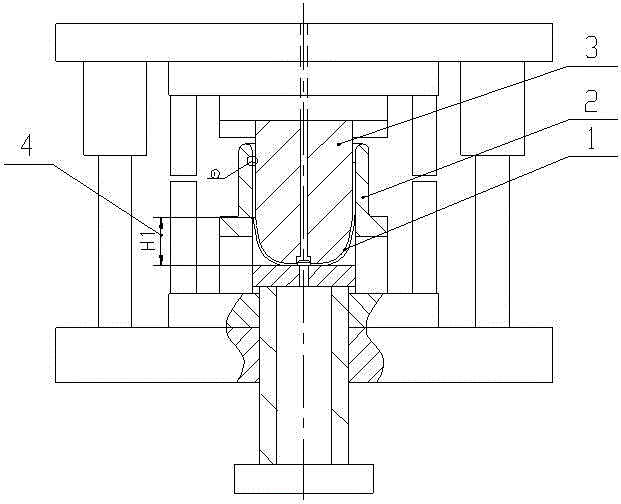
[0038] Such as figure 2 As shown, the reverse stretching includes the following processing steps: A). Install the upper die backing plate, the punch fixing plate, and the punch A3 on the upper template of the YL28-150 press in turn; B), in YL28-150 On the lower template of the press, install the lower die pad, the die cushion cover, and the die A2 in turn; C), place the train shock-absorbing support 1 after the first stre...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap