Welding method of aluminum-magnesium alloy with medium thickness
A welding method and technology of aluminum-magnesium alloy, applied in welding equipment, laser welding equipment, welding/welding/cutting objects, etc., can solve problems such as pores and cracks, reduce welding deformation, improve comprehensive production efficiency, and improve the welding process. stable effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Example Embodiment
[0051] Example 1
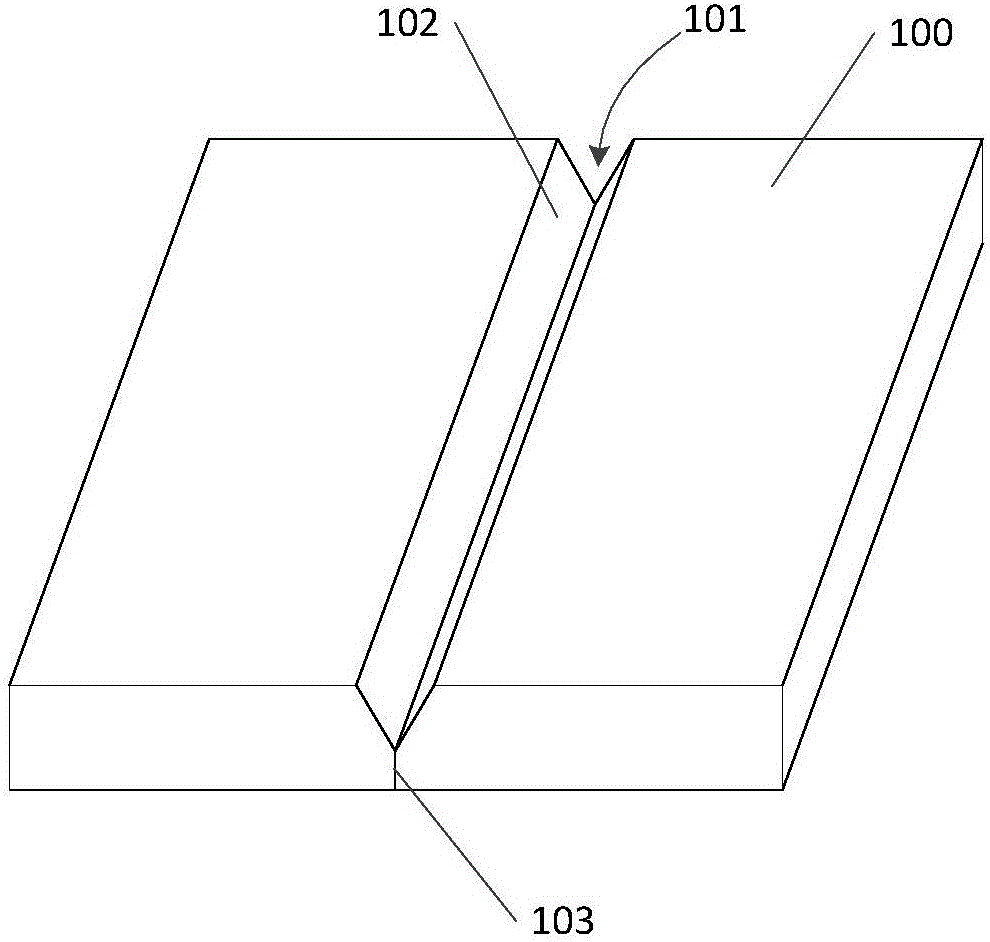
[0052] 1. The aluminum-magnesium alloy sheet to be welded is made into a Y-shaped groove by mechanical processing, the thickness of the blunt side of the groove is 3mm, and the groove angle is between 60°, as attached figure 1 Shown. After the test plate groove processing is completed, chemical cleaning is carried out. The specific method is: alkaline washing with 10% NaOH solution at 70°C for 7 minutes, washing with flowing water, then pickling with 30% HNO3 solution at room temperature to 60°C for 3 minutes, and washing with flowing water. Air drying or low temperature drying;
[0053] 2. Fix the welding test plate on the welding platform with a welding pressure plate to ensure that the gap is less than 0.5mm and the step difference is not more than 1mm;
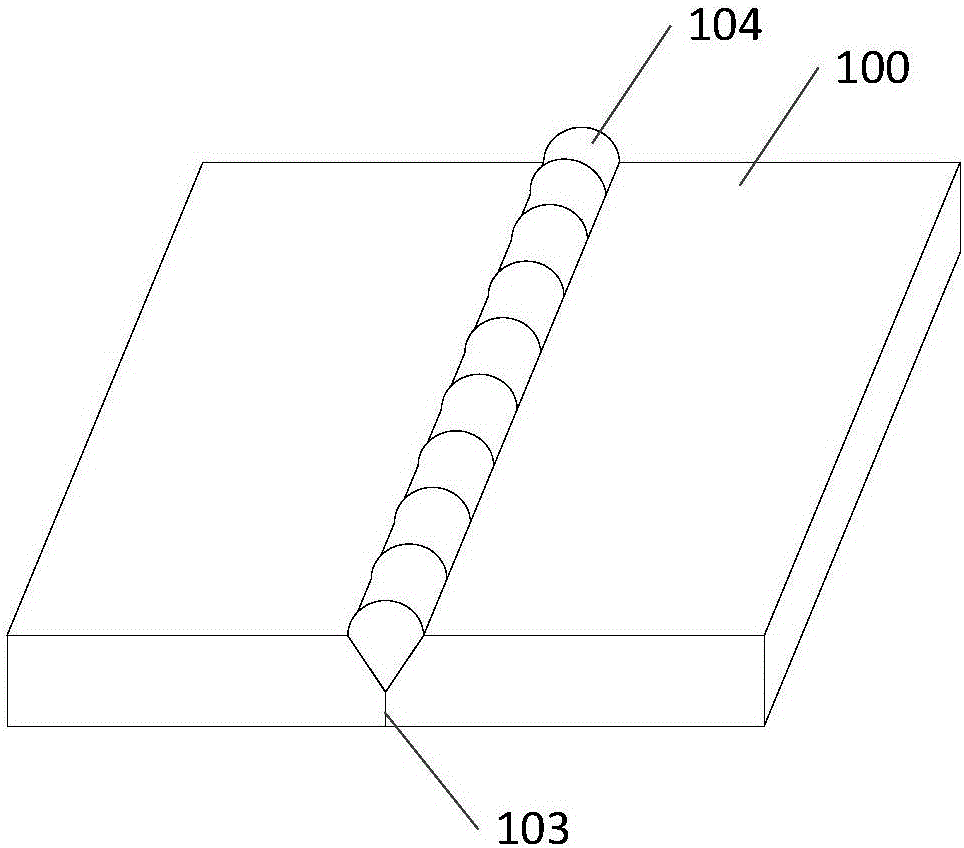
[0054] 3. A single-spot or double-beam laser beam can be used to perform bottom welding on the weld to be welded. The laser beam includes CO 2 Gas laser beam, Nd: YAG solid laser beam, semiconductor laser bea...
Example Embodiment
[0057] Example 2
[0058] 1. The aluminum-magnesium alloy sheet to be welded is made with a Y-shaped groove by mechanical processing, the thickness of the groove is 1mm, and the groove angle is between 30°, as attached figure 1 Shown. After the test plate groove is processed, chemical cleaning is carried out. The specific method is: alkaline washing with 5% NaOH solution at 40°C for 3 minutes, washing with flowing water, and then using 30% HNO at room temperature to 60°C 3 Pickling with solution for 1 min, rinse with running water, air-dry or low-temperature drying;
[0059] 2. Fix the welding test plate on the welding platform with a welding pressure plate to ensure that the gap is less than 0.5mm and the step difference is not more than 1mm;
[0060] 3. Single-spot or double-beam laser beams can be used to perform under-welding on the weld to be welded, and the laser beams include CO 2 Gas laser beam, Nd: YAG solid laser beam, semiconductor laser beam and fiber laser beam. Accordi...
Example Embodiment
[0063] Example 3
[0064] 1. The aluminum-magnesium alloy sheet to be welded is made with a Y-shaped groove by mechanical processing, the thickness of the groove is 2mm, and the groove angle is between 45°, as attached figure 1 Shown. After the test plate groove is processed, chemical cleaning is carried out. The specific method is: alkaline washing with 7% NaOH solution at 55°C for 5 minutes, flushing with flowing water, and then using 30% HNO at room temperature to 60°C 3 Pickling solution for 1min~3min, rinse with running water, air-dry or low-temperature drying;
[0065] 2. Fix the welding test plate on the welding platform with a welding pressure plate to ensure that the gap is less than 0.5mm and the step difference is not more than 1mm;
[0066] 3. A single-spot or double-beam laser beam can be used to perform bottom welding on the weld to be welded. The laser beam includes CO 2 Gas laser beam, Nd: YAG solid laser beam, semiconductor laser beam and fiber laser beam. Accordin...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap