Check patentability & draft patents in minutes with Patsnap Eureka AI!
A method for controlling roll gap in rolling mill during speed change
What is Al technical title?
Al technical title is built by PatSnap Al team. It summarizes the technical point description of the patent document.
A control method and rolling mill technology, which are applied in the rolling mill control device, tail end control, metal rolling, etc., can solve the problems of difficulty in controlling the thickness of the head and tail of the strip.
Active Publication Date: 2020-10-20
BAOSTEEL ZHANJIANG IRON & STEEL CO LTD
View PDF6 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0004] The purpose of the present invention is to provide a control method for rolling mill roll gap in the process of speed change, by solving the accurate rolling force value, then using the bounce equation to calculate the amount of bounce, and finally determine the roll gap setting value, thereby solving the problem of strip head Tail thickness is difficult to control, and problems such as rolling instability and rolling waste accidents can be avoided, and the product yield rate can be improved to bring economic benefits to the enterprise
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment Construction
[0030] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the drawings in the embodiments of the present invention.
[0031] combine figure 1 As shown, taking the parameters of a cold tandem rolling unit as an example, the control method for the roll gap of the rolling mill during the speed change process is introduced in detail:
[0032] Step 1, collect parameters, including: strip width B = 1250mm; Poisson's ratio ν = 0.31; elastic modulus E = 212000MPa; 1-5# frame strip entrance thickness h 0 ={2.788,1.844,1.118,0.732,0.499}mm; 1-5# frame strip steel outlet thickness h 1 ={1.844, 1.118, 0.732, 0.499, 0.494} mm; 1-5# frame front tension σ 1 ={171,274,184,124,88}KN; Tension σ after 1-5# frame 0 ={274,184,124,88,27}KN; 1-5# frame deformation resistance k m ={585,693,752,79,79.2}N / mm 2 ; 1-5# frame reduction rate r = {36.5,42,35.6,30.6,1}%; 1-5# frame work roll radius R = {225,225,225,225...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
elastic modulus
aaaaa
aaaaa
Poisson's ratio
aaaaa
aaaaa
Login to View More
Abstract
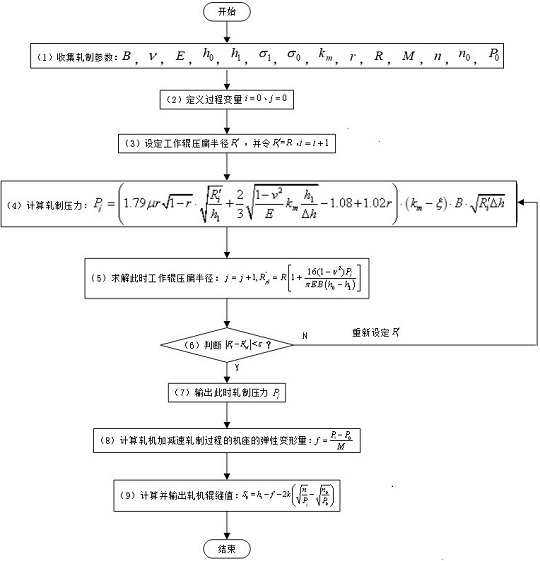
The invention discloses a method for controlling the roll gap of a rolling mill during the speed change process, comprising the following steps: 1, collecting rolling parameters: B, ν, E, h 0 , h 1 , σ 1 , σ 0 , k m , r, R, M, n, n 0 , P 0 ;2, define the process variable i=0, j=0; 3, set the flattening radius R' of the work roll i , and let R′ i =R, i=i+1; 4, according to the rolling pressure formula, calculate the rolling pressure P i ;5, Solving the flattening radius of the work roll; 6, Judging |R′ i ‑R′ yj |<ε is true, if true, go to step 7, otherwise, reset R′ i , and turn to step 4; 7, output the rolling pressure value; 8, calculate the elastic deformation of the stand in the variable speed rolling process of the rolling mill; 9, calculate and output the roll gap value of the rolling mill, which solves the difficulty in controlling the thickness of the strip head and tail , and avoid problems such as rolling instability and rolling waste accidents, improve the product yield, and bring economic benefits to the enterprise.
Description
technical field [0001] The invention relates to the technical field of rolling process automatic control, in particular to a method for controlling the roll gap of a rolling mill during the speed change process. Background technique [0002] In recent years, with the rapid development of the automobile industry, shipbuilding, home appliances, and power electronics, the market demand for products has continued to increase. Demand is reflected in output on the one hand, and product quality on the other. Therefore, strip production enterprises need to improve production efficiency while ensuring that products have good quality, improve product competitiveness, and bring greater economic benefits to enterprises. [0003] When the strip production enterprise continuously produces strip steel, when the weld of the strip passes through the roll gap of the rolling mill, the rolling mill will take measures to reduce the speed to roll the strip. Once the weld of the strip leaves the ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.


 Login to View More
Login to View More