

Heat treatment method for bearing steel
A heat treatment method and bearing steel technology, applied in heat treatment furnaces, heat treatment equipment, furnaces, etc., can solve the problems of difficult to meet the requirements of oil drilling and large mines, reduced use stability and effect, poor impact resistance and high temperature stability, etc. problem, to achieve the effect of facilitating realization, good use effect and enhancing surface fatigue strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
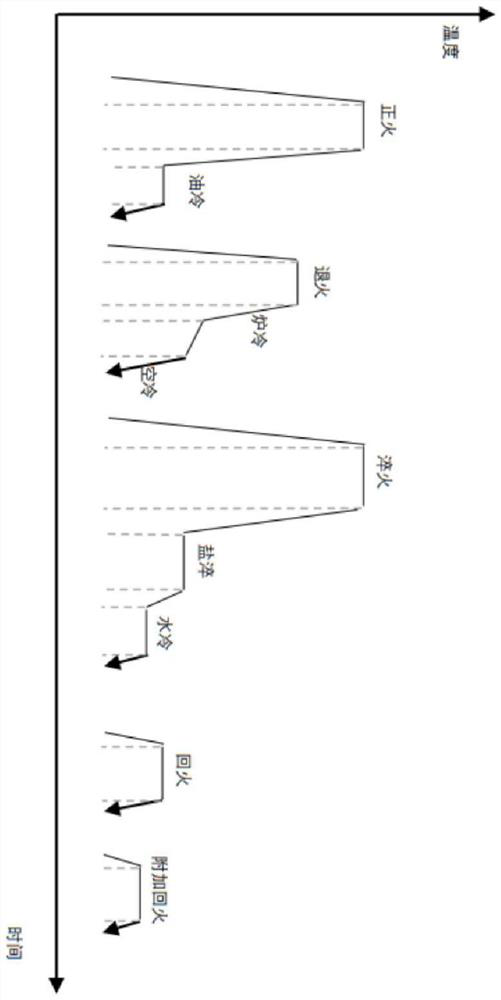
[0016] The first embodiment of the bearing steel heat treatment method of the present invention: comprises the following steps,
[0017] Step 1, normalize, raise the temperature in the furnace to 890°C, put steel, keep it warm for 60 minutes, then oil-cool to 380°C, then drain the oil-cooled steel, and air-cool to room temperature;
[0018] Step 2, spheroidizing annealing, raising the temperature in the furnace to 740°C, placing the steel obtained in step 1, keeping it warm for 3 hours, then furnace cooling to 650°C, and then taking it out of the furnace and air cooling to room temperature;
[0019] Step 3, quenching, put the steel or steel in step 2 in a multi-purpose furnace, the furnace temperature is 890°C, keep it warm for 30 minutes, and then put it into a cooling tank. If the temperature is lower than 50°C, take it out and cool it to room temperature after water cooling;
[0020] Step 4, tempering, tempering the steel obtained in step 3 at 200°C for 1h to 3h;
[0021]...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More