Hermetically sealed compressor, refrigeration cycle device, and method for manufacturing hermetically sealed compressor
A manufacturing method, compressor technology, applied in the direction of machine/engine, mechanical equipment, liquid fuel engine, etc., can solve problems such as deviation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach 1
[0021] [hermetic compressor 100]
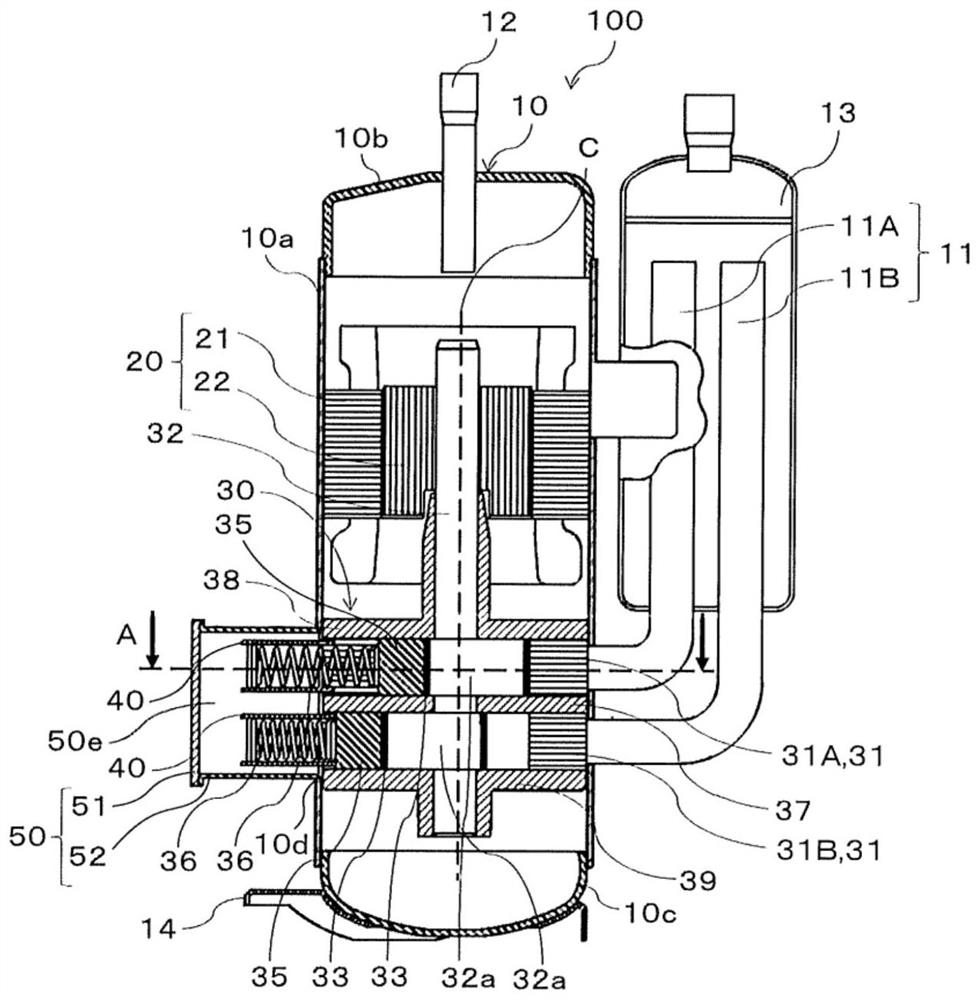
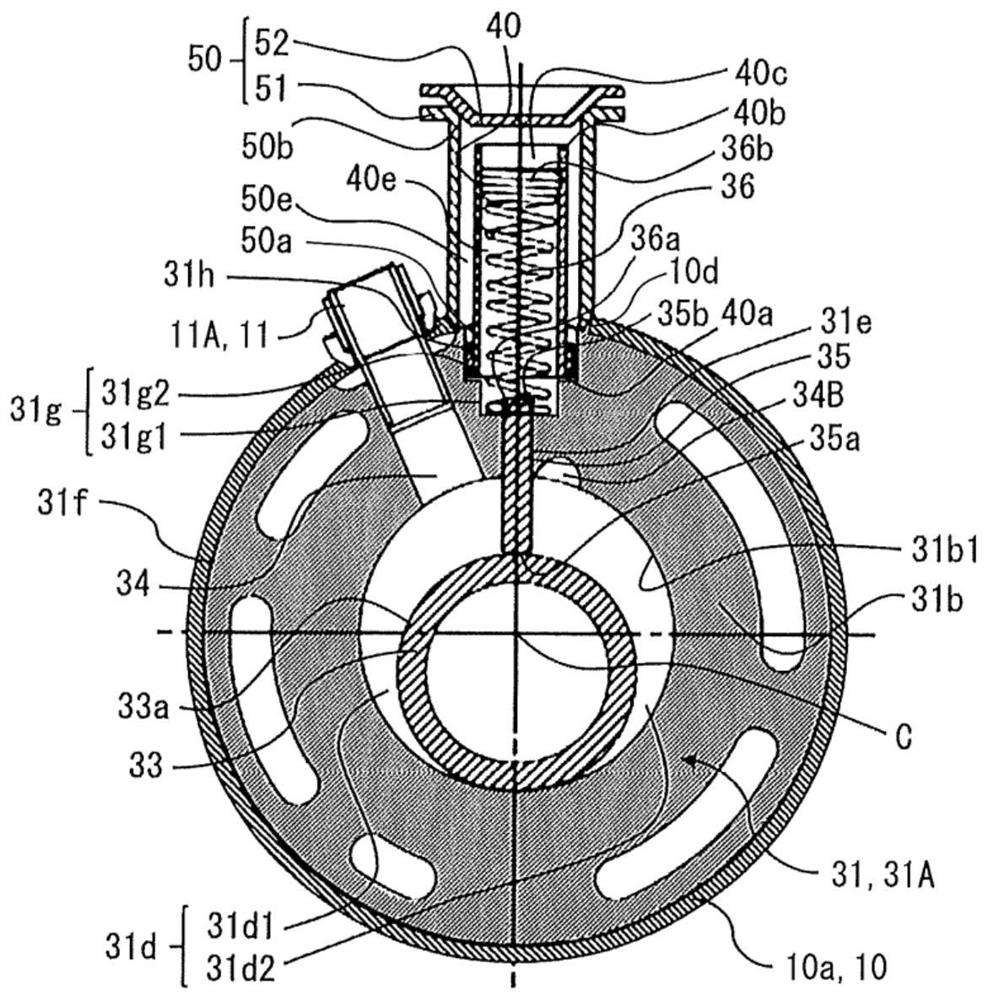
[0022] figure 1 It is a schematic vertical cross-sectional view of the hermetic compressor according to the first embodiment. figure 2 Yes figure 1 A-A line cross-sectional schematic diagram. in, figure 2 Indicates the state where the A-A line cross-section is rotated 90 degrees counterclockwise.
[0023] The hermetic compressor 100 is one of elements constituting a refrigeration cycle used in, for example, an air conditioner, a refrigerator, a refrigerator, a vending machine, a water heater, or the like. The hermetic compressor 100 is a double rotary compressor having two compression chambers. The hermetic compressor 100 includes a hermetic container 10 , a motor mechanism part 20 and a compression mechanism part 30 accommodated in the hermetic container 10 . Moreover, the hermetic compressor 100 has the accumulator 13 outside the hermetic container 10 , and has the suction pipe 11 connecting the hermetic container 10 and the accumul...
Embodiment approach 2
[0103] [hermetic compressor 110]
[0104] Figure 8 It is a schematic longitudinal sectional view of the hermetic compressor according to the second embodiment. right and Figure 1 to Figure 7 The parts of the hermetic compressor 100 having the same structure are marked with the same reference numerals. Items not particularly described in the hermetic compressor 110 according to Embodiment 2 are described with the same reference numerals for the same functions and structures as in the hermetic compressor 100 according to Embodiment 1.
[0105] In the hermetic compressor 100 according to the first embodiment, the number of the protruding containers 50 is always one regardless of the number of the cylinders 31 arranged in the airtight container 10 . On the other hand, in the hermetic compressor 110 according to the second embodiment, the number of the protruding containers 50 changes according to the number of the cylinders 31 arranged in the airtight container 10 . That is,...
Embodiment approach 3
[0114] Figure 9 It is a figure which shows the refrigerant circuit of the refrigeration cycle apparatus which concerns on Embodiment 3. FIG.
[0115] The refrigeration cycle device 60 includes a hermetic compressor 61 , a condenser 62 , an expansion valve 63 as a decompression device, and an evaporator 64 . The hermetic compressor 61 is constituted by the hermetic compressor 100 of the first embodiment or the hermetic compressor 110 of the second embodiment. The gas refrigerant discharged from the hermetic compressor 61 flows into the condenser 62, exchanges heat with the air passing through the condenser 62, becomes a high-pressure liquid refrigerant, and flows out. The high-pressure liquid refrigerant flowing out of the condenser 62 is decompressed by the expansion valve 63 to become a low-pressure gas-liquid two-phase refrigerant, and flows into the evaporator 64 . The low-pressure gas-liquid two-phase refrigerant flowing into the evaporator 64 exchanges heat with the ai...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com