

Acetylation: A Comparative Study on Energy Efficiency
MAR 27, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Acetylation Technology Background and Energy Goals
Acetylation represents a fundamental chemical transformation process that has evolved significantly since its initial discovery in the mid-19th century. This reaction involves the introduction of an acetyl group (CH3CO-) into organic compounds, serving as a cornerstone in pharmaceutical manufacturing, chemical synthesis, and industrial production. The historical development of acetylation technology traces back to the synthesis of aspirin in 1897, marking the beginning of large-scale pharmaceutical acetylation processes.
The evolution of acetylation methodologies has been driven by the continuous pursuit of enhanced efficiency, reduced environmental impact, and improved economic viability. Traditional acetylation processes, predominantly relying on acetic anhydride and acetyl chloride as acetylating agents, have undergone substantial refinements to address energy consumption challenges and sustainability concerns. Modern acetylation techniques encompass catalytic processes, microwave-assisted reactions, and green chemistry approaches that significantly reduce energy requirements.
Contemporary acetylation technology faces mounting pressure to optimize energy utilization while maintaining product quality and yield. The pharmaceutical industry, which heavily relies on acetylation for drug synthesis, has identified energy efficiency as a critical factor in maintaining competitive manufacturing costs. Similarly, the chemical industry recognizes that energy-intensive acetylation processes directly impact production economics and environmental compliance.
The primary technological objectives in modern acetylation research center on achieving substantial energy reduction without compromising reaction efficiency or product purity. Current industry targets aim for 30-50% energy consumption reduction compared to conventional thermal processes. These goals encompass the development of low-temperature catalytic systems, implementation of process intensification techniques, and integration of renewable energy sources into acetylation workflows.
Advanced acetylation technologies are increasingly focusing on catalyst design and reaction engineering to minimize energy input requirements. The development of highly selective catalysts operating under mild conditions represents a key technological milestone. Additionally, continuous flow reactors and microreactor technologies offer promising pathways for energy-efficient acetylation by providing superior heat and mass transfer characteristics.
The strategic importance of energy-efficient acetylation extends beyond cost reduction to encompass regulatory compliance and corporate sustainability commitments. Pharmaceutical and chemical manufacturers are establishing specific energy performance indicators for acetylation processes, with targets aligned to international carbon reduction goals. These objectives drive innovation toward breakthrough technologies that fundamentally transform traditional energy-intensive acetylation approaches into sustainable, economically viable processes suitable for next-generation manufacturing environments.
The evolution of acetylation methodologies has been driven by the continuous pursuit of enhanced efficiency, reduced environmental impact, and improved economic viability. Traditional acetylation processes, predominantly relying on acetic anhydride and acetyl chloride as acetylating agents, have undergone substantial refinements to address energy consumption challenges and sustainability concerns. Modern acetylation techniques encompass catalytic processes, microwave-assisted reactions, and green chemistry approaches that significantly reduce energy requirements.
Contemporary acetylation technology faces mounting pressure to optimize energy utilization while maintaining product quality and yield. The pharmaceutical industry, which heavily relies on acetylation for drug synthesis, has identified energy efficiency as a critical factor in maintaining competitive manufacturing costs. Similarly, the chemical industry recognizes that energy-intensive acetylation processes directly impact production economics and environmental compliance.
The primary technological objectives in modern acetylation research center on achieving substantial energy reduction without compromising reaction efficiency or product purity. Current industry targets aim for 30-50% energy consumption reduction compared to conventional thermal processes. These goals encompass the development of low-temperature catalytic systems, implementation of process intensification techniques, and integration of renewable energy sources into acetylation workflows.
Advanced acetylation technologies are increasingly focusing on catalyst design and reaction engineering to minimize energy input requirements. The development of highly selective catalysts operating under mild conditions represents a key technological milestone. Additionally, continuous flow reactors and microreactor technologies offer promising pathways for energy-efficient acetylation by providing superior heat and mass transfer characteristics.
The strategic importance of energy-efficient acetylation extends beyond cost reduction to encompass regulatory compliance and corporate sustainability commitments. Pharmaceutical and chemical manufacturers are establishing specific energy performance indicators for acetylation processes, with targets aligned to international carbon reduction goals. These objectives drive innovation toward breakthrough technologies that fundamentally transform traditional energy-intensive acetylation approaches into sustainable, economically viable processes suitable for next-generation manufacturing environments.
Market Demand for Energy-Efficient Acetylation Processes
The global acetylation market is experiencing unprecedented growth driven by increasing environmental regulations and rising energy costs across multiple industrial sectors. Chemical manufacturers are under mounting pressure to reduce their carbon footprint while maintaining production efficiency, creating substantial demand for energy-optimized acetylation processes. This shift represents a fundamental transformation in how companies approach process design and operational strategies.
Pharmaceutical and fine chemical industries constitute the largest demand segment for energy-efficient acetylation technologies. These sectors require high-purity products while facing stringent environmental compliance requirements. The growing emphasis on green chemistry principles has accelerated adoption of catalytic acetylation methods that operate under milder conditions, reducing overall energy consumption compared to traditional thermal processes.
The agrochemical sector presents another significant market opportunity, particularly for acetylation processes used in pesticide and herbicide synthesis. Companies in this space are increasingly seeking technologies that can deliver cost savings through reduced energy consumption while meeting evolving regulatory standards for sustainable manufacturing practices.
Industrial acetate production, including cellulose acetate and vinyl acetate manufacturing, represents a high-volume application area where even marginal energy efficiency improvements translate to substantial cost savings. Large-scale producers are actively investing in process optimization technologies that can reduce steam consumption and improve heat integration across their production facilities.
Market dynamics are further influenced by volatile energy prices and carbon pricing mechanisms being implemented globally. These economic factors are driving companies to evaluate their acetylation processes not just on conversion efficiency but on total energy footprint. The business case for energy-efficient technologies becomes increasingly compelling as energy costs represent a significant portion of production expenses.
Emerging markets in Asia-Pacific region show particularly strong demand growth, as new chemical facilities are being designed with energy efficiency as a primary consideration from the outset. This trend contrasts with mature markets where retrofit solutions for existing plants dominate the demand landscape.
The market is also witnessing increased interest in continuous flow acetylation processes, which typically offer superior energy efficiency compared to batch operations through better heat management and reduced processing times.
Pharmaceutical and fine chemical industries constitute the largest demand segment for energy-efficient acetylation technologies. These sectors require high-purity products while facing stringent environmental compliance requirements. The growing emphasis on green chemistry principles has accelerated adoption of catalytic acetylation methods that operate under milder conditions, reducing overall energy consumption compared to traditional thermal processes.
The agrochemical sector presents another significant market opportunity, particularly for acetylation processes used in pesticide and herbicide synthesis. Companies in this space are increasingly seeking technologies that can deliver cost savings through reduced energy consumption while meeting evolving regulatory standards for sustainable manufacturing practices.
Industrial acetate production, including cellulose acetate and vinyl acetate manufacturing, represents a high-volume application area where even marginal energy efficiency improvements translate to substantial cost savings. Large-scale producers are actively investing in process optimization technologies that can reduce steam consumption and improve heat integration across their production facilities.
Market dynamics are further influenced by volatile energy prices and carbon pricing mechanisms being implemented globally. These economic factors are driving companies to evaluate their acetylation processes not just on conversion efficiency but on total energy footprint. The business case for energy-efficient technologies becomes increasingly compelling as energy costs represent a significant portion of production expenses.
Emerging markets in Asia-Pacific region show particularly strong demand growth, as new chemical facilities are being designed with energy efficiency as a primary consideration from the outset. This trend contrasts with mature markets where retrofit solutions for existing plants dominate the demand landscape.
The market is also witnessing increased interest in continuous flow acetylation processes, which typically offer superior energy efficiency compared to batch operations through better heat management and reduced processing times.
Current Energy Challenges in Acetylation Methods
Acetylation processes across various industrial applications face significant energy-related challenges that directly impact operational costs, environmental sustainability, and process efficiency. Traditional acetylation methods, particularly those involving acetic anhydride and acetyl chloride as acetylating agents, typically require substantial thermal energy inputs to achieve optimal reaction rates and conversions. These processes often operate at elevated temperatures ranging from 80°C to 150°C, demanding continuous heating systems that consume considerable amounts of energy.
The energy intensity of conventional acetylation reactions stems from several fundamental limitations. Most acetylation processes exhibit relatively slow kinetics at ambient temperatures, necessitating thermal activation to achieve commercially viable reaction rates. Additionally, many acetylation reactions are equilibrium-limited, requiring energy-intensive separation and purification steps to drive reactions to completion and recover desired products.
Catalyst-related energy challenges represent another critical aspect of current acetylation methods. Traditional acid catalysts, such as sulfuric acid or phosphoric acid, often require high operating temperatures to maintain adequate catalytic activity. Furthermore, catalyst deactivation and regeneration cycles contribute to additional energy consumption, as these processes typically involve high-temperature treatment steps.
Solvent systems employed in acetylation processes introduce additional energy burdens through distillation and recovery operations. Many acetylation reactions utilize organic solvents that require energy-intensive separation processes, including multiple distillation columns and extensive heating and cooling cycles. The volatility characteristics of common acetylation solvents often result in significant energy losses through vapor emissions and incomplete recovery.
Process integration challenges further compound energy efficiency issues in acetylation manufacturing. Limited heat integration opportunities between reaction and separation units result in substantial energy waste. The mismatch between heat generation profiles in exothermic acetylation steps and heat requirements in downstream processing creates inefficiencies that current process designs struggle to address effectively.
Emerging regulatory pressures and sustainability requirements are intensifying the focus on energy optimization in acetylation processes. Industrial facilities face increasing demands to reduce carbon footprints and improve overall energy utilization, making energy-efficient acetylation technologies a critical competitive advantage in the chemical manufacturing sector.
The energy intensity of conventional acetylation reactions stems from several fundamental limitations. Most acetylation processes exhibit relatively slow kinetics at ambient temperatures, necessitating thermal activation to achieve commercially viable reaction rates. Additionally, many acetylation reactions are equilibrium-limited, requiring energy-intensive separation and purification steps to drive reactions to completion and recover desired products.
Catalyst-related energy challenges represent another critical aspect of current acetylation methods. Traditional acid catalysts, such as sulfuric acid or phosphoric acid, often require high operating temperatures to maintain adequate catalytic activity. Furthermore, catalyst deactivation and regeneration cycles contribute to additional energy consumption, as these processes typically involve high-temperature treatment steps.
Solvent systems employed in acetylation processes introduce additional energy burdens through distillation and recovery operations. Many acetylation reactions utilize organic solvents that require energy-intensive separation processes, including multiple distillation columns and extensive heating and cooling cycles. The volatility characteristics of common acetylation solvents often result in significant energy losses through vapor emissions and incomplete recovery.
Process integration challenges further compound energy efficiency issues in acetylation manufacturing. Limited heat integration opportunities between reaction and separation units result in substantial energy waste. The mismatch between heat generation profiles in exothermic acetylation steps and heat requirements in downstream processing creates inefficiencies that current process designs struggle to address effectively.
Emerging regulatory pressures and sustainability requirements are intensifying the focus on energy optimization in acetylation processes. Industrial facilities face increasing demands to reduce carbon footprints and improve overall energy utilization, making energy-efficient acetylation technologies a critical competitive advantage in the chemical manufacturing sector.
Existing Energy-Efficient Acetylation Solutions
01 Catalyst optimization for acetylation reactions
Improving energy efficiency in acetylation processes through the use of optimized catalysts that reduce reaction temperature and time requirements. Advanced catalyst systems enable lower energy consumption while maintaining high conversion rates and selectivity. These catalysts may include heterogeneous catalysts, enzyme-based catalysts, or modified homogeneous catalysts that facilitate acetylation under milder conditions.- Catalyst optimization for acetylation reactions: Improving energy efficiency in acetylation processes through the use of optimized catalysts that reduce reaction temperature and time requirements. Advanced catalyst systems can enhance reaction rates and selectivity, thereby minimizing energy consumption. The use of heterogeneous catalysts or modified homogeneous catalysts can provide better control over the acetylation process while reducing overall energy input.
- Heat recovery and integration systems: Implementation of heat recovery systems and process integration techniques to improve overall energy efficiency in acetylation operations. These systems capture waste heat from exothermic acetylation reactions and reuse it in other process steps, reducing external energy requirements. Integration of multiple process streams and optimization of heat exchange networks can significantly lower energy consumption.
- Solvent-free or reduced solvent acetylation methods: Development of acetylation processes that minimize or eliminate solvent use to reduce energy requirements for solvent recovery and purification. Solvent-free methods decrease the energy needed for heating, cooling, and distillation operations. These approaches can include neat reactions, solid-phase acetylation, or use of minimal amounts of recyclable solvents.
- Continuous flow acetylation processes: Adoption of continuous flow reactor technology for acetylation reactions to enhance energy efficiency through better heat management and reduced batch processing overhead. Continuous processes allow for more precise temperature control, faster reaction times, and elimination of heating and cooling cycles associated with batch operations. This approach enables steady-state operation with optimized energy utilization.
- Microwave or alternative energy-assisted acetylation: Application of microwave heating or other alternative energy sources to accelerate acetylation reactions and improve energy efficiency. These methods provide rapid and selective heating, reducing overall reaction time and energy consumption compared to conventional heating. Alternative energy approaches can include ultrasonic activation or photochemical methods that enable more efficient energy transfer to the reaction system.
02 Heat recovery and integration systems
Implementation of heat recovery systems and thermal integration strategies to improve overall energy efficiency in acetylation processes. These systems capture and reuse waste heat from exothermic acetylation reactions or downstream processing steps. Energy integration methods include heat exchangers, thermal coupling of reaction units, and process intensification techniques that minimize external heating and cooling requirements.Expand Specific Solutions03 Continuous flow acetylation processes
Development of continuous flow reactor systems for acetylation that offer superior energy efficiency compared to traditional batch processes. Continuous processes provide better heat management, reduced reaction times, and improved mass transfer characteristics. These systems enable precise temperature control and minimize energy losses associated with heating and cooling cycles in batch operations.Expand Specific Solutions04 Solvent-free or reduced solvent acetylation methods
Energy-efficient acetylation approaches that eliminate or minimize solvent usage, thereby reducing energy requirements for solvent recovery and purification. These methods may employ neat reactant conditions, ionic liquids, or supercritical fluids as reaction media. The reduction in solvent handling and recycling operations significantly decreases the overall energy footprint of the acetylation process.Expand Specific Solutions05 Microwave and alternative energy-assisted acetylation
Application of alternative energy sources such as microwave irradiation, ultrasound, or photochemical activation to enhance acetylation efficiency. These methods provide selective heating, accelerated reaction rates, and reduced overall energy consumption compared to conventional thermal heating. The targeted energy delivery mechanisms enable faster reactions at lower bulk temperatures, improving process economics and sustainability.Expand Specific Solutions
Key Players in Acetylation and Energy Optimization
The acetylation technology landscape exhibits a mature competitive environment characterized by diverse market participants spanning chemical manufacturing, pharmaceutical research, and academic institutions. The industry demonstrates significant market scale with established players like Eastman Chemical Co., Daicel Corp., and LG Chem Ltd. dominating large-scale production capabilities, while specialized companies such as Tricoya Technologies Ltd. and Cavitation Technologies Inc. focus on innovative applications. Technology maturity varies across segments, with traditional acetylation processes being well-established among major chemical manufacturers, while emerging applications in wood modification and energy efficiency represent growing innovation areas. Research institutions including Shanghai Institute of Pharmaceutical Industry, East China Normal University, and Wuhan University contribute to advancing acetylation methodologies, particularly in pharmaceutical and materials science applications. The competitive landscape suggests a consolidating market where established chemical giants maintain production advantages while specialized firms drive technological advancement in niche applications.
Celanese International Corp.
Technical Solution: Celanese has developed advanced acetylation processes focusing on energy optimization through integrated heat recovery systems and catalytic process improvements. Their technology utilizes proprietary catalyst systems that operate at lower temperatures (150-180°C compared to traditional 200-250°C), reducing energy consumption by approximately 25-30%. The company has implemented continuous process optimization using real-time monitoring and AI-driven control systems to minimize energy waste during acetate production. Their acetylation plants incorporate multi-stage heat exchangers and waste heat recovery units that capture and reuse thermal energy from exothermic acetylation reactions, achieving overall energy efficiency improvements of 20-35% compared to conventional processes.
Strengths: Market-leading position in acetate production with proven energy-efficient technologies and extensive industrial experience. Weaknesses: High capital investment requirements for retrofitting existing facilities with new energy-efficient systems.
Eastman Chemical Co.
Technical Solution: Eastman Chemical has pioneered energy-efficient acetylation through their innovative continuous flow reactor technology and advanced process integration. Their approach combines optimized reaction kinetics with enhanced heat management, utilizing micro-reactor systems that provide better temperature control and reduced energy requirements. The company has developed proprietary acetylation catalysts that enable reactions at milder conditions, reducing energy input by 20-25%. Their integrated manufacturing approach includes solvent recovery systems and process intensification techniques that minimize energy consumption per unit of product. Eastman's facilities employ advanced process control systems and energy management protocols that continuously optimize energy usage across their acetylation operations.
Strengths: Strong R&D capabilities and comprehensive process integration expertise with proven commercial-scale implementations. Weaknesses: Technology transfer complexity and potential compatibility issues with existing acetylation infrastructure.
Core Energy Optimization Patents in Acetylation
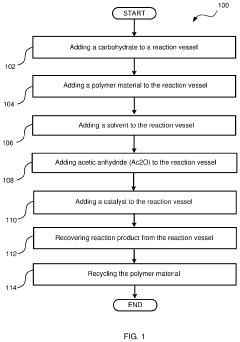
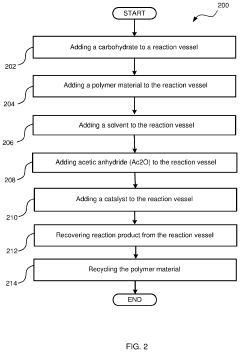
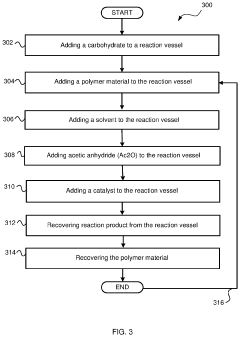
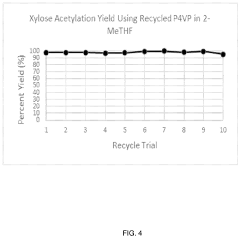
Green Methods of Carbohydrate Acetylation
PatentPendingUS20230132332A1
Innovation
- The use of a recyclable polymer base material, such as poly-4-vinylpyridine, and bio-derived solvents like 2-methyltetrahydrofuran, in a single reaction vessel, with 4-dimethylaminopyridine and acetic anhydride, to achieve quantitative yields and reduce waste, while being scalable and environmentally friendly.
Process for continuous catalytic acetylation
PatentInactiveEP2310420A1
Innovation
- A continuous process where the polysaccharide is premixed with liquid starting materials and fed into a reactor under controlled pressure, utilizing evaporative cooling to manage exothermicity and vaporizing reactants for energy withdrawal, with condensate recycling to optimize reaction conditions.
Environmental Regulations for Chemical Processes
The acetylation process, as a fundamental chemical transformation in pharmaceutical and chemical manufacturing, operates under increasingly stringent environmental regulatory frameworks worldwide. These regulations directly impact energy efficiency considerations, as compliance requirements often necessitate additional energy-intensive treatment systems and monitoring equipment.
The European Union's REACH regulation and the Industrial Emissions Directive establish comprehensive requirements for acetylation processes, mandating strict control of volatile organic compounds (VOCs) and hazardous air pollutants. These regulations require implementation of Best Available Techniques (BAT), which often include energy-intensive thermal oxidizers and scrubbing systems that can increase overall process energy consumption by 15-25%.
In the United States, the Clean Air Act amendments and EPA's National Emission Standards for Hazardous Air Pollutants (NESHAP) impose similar constraints on acetylation operations. The Maximum Achievable Control Technology (MACT) standards require continuous emission monitoring and control systems, adding significant energy overhead to traditional acetylation processes.
Asian markets present varying regulatory landscapes, with China's new Chemical Safety Law and Japan's Chemical Substances Control Law establishing evolving frameworks that increasingly align with Western standards. These regulations are driving adoption of cleaner production technologies and energy recovery systems in acetylation facilities.
The regulatory emphasis on waste minimization and circular economy principles is reshaping acetylation process design. New regulations favor processes that integrate solvent recovery systems and heat integration networks, despite higher initial energy investments. The EU's Green Deal and similar initiatives worldwide are accelerating this trend toward energy-efficient, environmentally compliant acetylation technologies.
Compliance costs associated with environmental regulations can represent 20-30% of total operational expenses in acetylation facilities, creating strong economic incentives for developing energy-efficient solutions that simultaneously meet environmental standards. This regulatory pressure is driving innovation in catalytic processes, continuous manufacturing, and integrated waste treatment systems.
The European Union's REACH regulation and the Industrial Emissions Directive establish comprehensive requirements for acetylation processes, mandating strict control of volatile organic compounds (VOCs) and hazardous air pollutants. These regulations require implementation of Best Available Techniques (BAT), which often include energy-intensive thermal oxidizers and scrubbing systems that can increase overall process energy consumption by 15-25%.
In the United States, the Clean Air Act amendments and EPA's National Emission Standards for Hazardous Air Pollutants (NESHAP) impose similar constraints on acetylation operations. The Maximum Achievable Control Technology (MACT) standards require continuous emission monitoring and control systems, adding significant energy overhead to traditional acetylation processes.
Asian markets present varying regulatory landscapes, with China's new Chemical Safety Law and Japan's Chemical Substances Control Law establishing evolving frameworks that increasingly align with Western standards. These regulations are driving adoption of cleaner production technologies and energy recovery systems in acetylation facilities.
The regulatory emphasis on waste minimization and circular economy principles is reshaping acetylation process design. New regulations favor processes that integrate solvent recovery systems and heat integration networks, despite higher initial energy investments. The EU's Green Deal and similar initiatives worldwide are accelerating this trend toward energy-efficient, environmentally compliant acetylation technologies.
Compliance costs associated with environmental regulations can represent 20-30% of total operational expenses in acetylation facilities, creating strong economic incentives for developing energy-efficient solutions that simultaneously meet environmental standards. This regulatory pressure is driving innovation in catalytic processes, continuous manufacturing, and integrated waste treatment systems.
Sustainability Assessment of Acetylation Methods
The sustainability assessment of acetylation methods encompasses a comprehensive evaluation framework that extends beyond traditional energy efficiency metrics to include environmental impact, resource utilization, and long-term viability considerations. This holistic approach recognizes that sustainable acetylation processes must balance operational efficiency with ecological responsibility and economic feasibility.
Environmental impact assessment forms a critical component of sustainability evaluation, focusing on greenhouse gas emissions, waste generation, and byproduct management across different acetylation pathways. Traditional acetic anhydride-based methods typically generate significant CO2 emissions and acidic waste streams, while newer catalytic approaches demonstrate reduced environmental footprints through improved atom economy and minimized waste production.
Resource consumption analysis reveals substantial variations among acetylation methods in terms of raw material requirements, water usage, and catalyst consumption. Bio-based acetylation routes utilizing renewable feedstocks show promising sustainability profiles, though they often require higher initial energy investments for substrate preparation and purification processes.
Life cycle assessment methodologies provide quantitative frameworks for comparing the overall sustainability performance of different acetylation technologies. These assessments incorporate cradle-to-gate analyses that account for raw material extraction, manufacturing processes, transportation, and end-of-life considerations, enabling comprehensive sustainability comparisons.
Circular economy principles increasingly influence acetylation process design, emphasizing waste minimization, byproduct valorization, and resource recovery strategies. Advanced acetylation systems integrate solvent recycling, catalyst regeneration, and heat recovery mechanisms to enhance overall sustainability metrics while maintaining competitive economic performance.
The integration of renewable energy sources into acetylation operations represents a significant sustainability enhancement opportunity. Solar thermal integration, biomass-derived process heat, and electrification using renewable electricity can substantially reduce the carbon footprint of energy-intensive acetylation processes, particularly for large-scale industrial applications.
Regulatory frameworks and sustainability standards continue to evolve, establishing increasingly stringent requirements for industrial acetylation processes. These developments drive innovation toward more sustainable acetylation technologies and create competitive advantages for companies adopting environmentally responsible manufacturing practices.
Environmental impact assessment forms a critical component of sustainability evaluation, focusing on greenhouse gas emissions, waste generation, and byproduct management across different acetylation pathways. Traditional acetic anhydride-based methods typically generate significant CO2 emissions and acidic waste streams, while newer catalytic approaches demonstrate reduced environmental footprints through improved atom economy and minimized waste production.
Resource consumption analysis reveals substantial variations among acetylation methods in terms of raw material requirements, water usage, and catalyst consumption. Bio-based acetylation routes utilizing renewable feedstocks show promising sustainability profiles, though they often require higher initial energy investments for substrate preparation and purification processes.
Life cycle assessment methodologies provide quantitative frameworks for comparing the overall sustainability performance of different acetylation technologies. These assessments incorporate cradle-to-gate analyses that account for raw material extraction, manufacturing processes, transportation, and end-of-life considerations, enabling comprehensive sustainability comparisons.
Circular economy principles increasingly influence acetylation process design, emphasizing waste minimization, byproduct valorization, and resource recovery strategies. Advanced acetylation systems integrate solvent recycling, catalyst regeneration, and heat recovery mechanisms to enhance overall sustainability metrics while maintaining competitive economic performance.
The integration of renewable energy sources into acetylation operations represents a significant sustainability enhancement opportunity. Solar thermal integration, biomass-derived process heat, and electrification using renewable electricity can substantially reduce the carbon footprint of energy-intensive acetylation processes, particularly for large-scale industrial applications.
Regulatory frameworks and sustainability standards continue to evolve, establishing increasingly stringent requirements for industrial acetylation processes. These developments drive innovation toward more sustainable acetylation technologies and create competitive advantages for companies adopting environmentally responsible manufacturing practices.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!