

Anion conductivity optimization in AEM materials
FEB 14, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
AEM Anion Conductivity Background and Targets
Anion Exchange Membrane (AEM) technology has emerged as a critical component in various electrochemical applications, particularly in fuel cells, electrolyzers, and flow batteries. The fundamental principle relies on the selective transport of anions through a polymer membrane while blocking cations, enabling efficient ionic conduction in alkaline environments. This technology represents a significant advancement over traditional proton exchange membranes, offering potential cost advantages and enhanced durability under specific operating conditions.
The historical development of AEM materials traces back to the 1950s when early ion exchange membranes were first synthesized. However, significant progress in anion conductivity optimization began in the 1990s with the introduction of quaternary ammonium-based functional groups. The evolution continued through the 2000s with the development of advanced polymer backbones, including polysulfone, polyethylene, and polyphenylene oxide derivatives, each contributing to improved mechanical stability and ionic transport properties.
Current technological trends indicate a shift toward multi-functional approaches that simultaneously address conductivity, stability, and selectivity challenges. The integration of nanostructured materials, block copolymer architectures, and novel ionomer designs has opened new pathways for performance enhancement. Recent breakthroughs in understanding the relationship between membrane morphology and ion transport mechanisms have accelerated development timelines significantly.
The primary technical objectives for AEM anion conductivity optimization center on achieving hydroxide ion conductivities exceeding 100 mS/cm at room temperature while maintaining chemical stability for over 1000 hours under operational conditions. Secondary targets include minimizing water uptake to prevent excessive swelling, optimizing the balance between ionic conductivity and mechanical properties, and developing cost-effective synthesis routes for commercial viability.
Advanced characterization techniques, including impedance spectroscopy, nuclear magnetic resonance, and molecular dynamics simulations, have become essential tools for understanding ion transport phenomena at the molecular level. These methodologies enable precise correlation between chemical structure modifications and conductivity improvements, facilitating rational design approaches rather than empirical optimization strategies.
The convergence of materials science, electrochemistry, and computational modeling has established a comprehensive framework for systematic AEM development. This interdisciplinary approach targets the fundamental challenge of creating stable, high-performance anion conducting materials that can compete with established proton exchange membrane technologies while offering distinct advantages in alkaline operating environments.
The historical development of AEM materials traces back to the 1950s when early ion exchange membranes were first synthesized. However, significant progress in anion conductivity optimization began in the 1990s with the introduction of quaternary ammonium-based functional groups. The evolution continued through the 2000s with the development of advanced polymer backbones, including polysulfone, polyethylene, and polyphenylene oxide derivatives, each contributing to improved mechanical stability and ionic transport properties.
Current technological trends indicate a shift toward multi-functional approaches that simultaneously address conductivity, stability, and selectivity challenges. The integration of nanostructured materials, block copolymer architectures, and novel ionomer designs has opened new pathways for performance enhancement. Recent breakthroughs in understanding the relationship between membrane morphology and ion transport mechanisms have accelerated development timelines significantly.
The primary technical objectives for AEM anion conductivity optimization center on achieving hydroxide ion conductivities exceeding 100 mS/cm at room temperature while maintaining chemical stability for over 1000 hours under operational conditions. Secondary targets include minimizing water uptake to prevent excessive swelling, optimizing the balance between ionic conductivity and mechanical properties, and developing cost-effective synthesis routes for commercial viability.
Advanced characterization techniques, including impedance spectroscopy, nuclear magnetic resonance, and molecular dynamics simulations, have become essential tools for understanding ion transport phenomena at the molecular level. These methodologies enable precise correlation between chemical structure modifications and conductivity improvements, facilitating rational design approaches rather than empirical optimization strategies.
The convergence of materials science, electrochemistry, and computational modeling has established a comprehensive framework for systematic AEM development. This interdisciplinary approach targets the fundamental challenge of creating stable, high-performance anion conducting materials that can compete with established proton exchange membrane technologies while offering distinct advantages in alkaline operating environments.
Market Demand for High-Performance AEM Applications
The global energy transition toward renewable sources has created unprecedented demand for high-performance anion exchange membrane (AEM) applications across multiple industrial sectors. Electrochemical energy storage and conversion technologies represent the primary drivers of this market expansion, with alkaline fuel cells, water electrolyzers, and flow batteries emerging as critical applications requiring optimized anion conductivity in membrane materials.
Alkaline fuel cell systems demonstrate particular sensitivity to AEM performance characteristics, where enhanced anion conductivity directly correlates with improved power density and operational efficiency. The automotive industry's push toward hydrogen-powered vehicles has intensified requirements for membranes capable of sustaining high ionic conductivity under varying temperature and humidity conditions. Similarly, stationary power generation applications demand AEMs with superior durability and consistent performance over extended operational periods.
Water electrolysis applications present another significant market segment driving AEM development. Green hydrogen production facilities require membranes that maintain optimal anion transport properties while withstanding harsh alkaline environments and elevated operating temperatures. The industrial hydrogen market's rapid expansion has created substantial demand for cost-effective, high-conductivity membrane solutions that can compete with traditional alkaline electrolysis systems.
Energy storage applications, particularly alkaline flow batteries and metal-air battery systems, represent emerging market opportunities for advanced AEM materials. These applications require membranes with selective anion permeability combined with minimal crossover of active species, creating unique performance requirements that challenge conventional membrane designs.
The industrial electrochemical processing sector also contributes to AEM market demand, with applications in chlor-alkali production, electroplating, and electrochemical synthesis requiring membranes with specialized conductivity profiles. These applications often operate under extreme conditions, necessitating materials that maintain stable anion transport properties across wide temperature and concentration ranges.
Market growth in developing economies has further amplified demand for cost-effective, high-performance AEM solutions. Regional manufacturing capabilities and supply chain considerations increasingly influence material selection criteria, with emphasis on scalable production methods and locally sourced raw materials becoming critical factors in technology adoption decisions.
Alkaline fuel cell systems demonstrate particular sensitivity to AEM performance characteristics, where enhanced anion conductivity directly correlates with improved power density and operational efficiency. The automotive industry's push toward hydrogen-powered vehicles has intensified requirements for membranes capable of sustaining high ionic conductivity under varying temperature and humidity conditions. Similarly, stationary power generation applications demand AEMs with superior durability and consistent performance over extended operational periods.
Water electrolysis applications present another significant market segment driving AEM development. Green hydrogen production facilities require membranes that maintain optimal anion transport properties while withstanding harsh alkaline environments and elevated operating temperatures. The industrial hydrogen market's rapid expansion has created substantial demand for cost-effective, high-conductivity membrane solutions that can compete with traditional alkaline electrolysis systems.
Energy storage applications, particularly alkaline flow batteries and metal-air battery systems, represent emerging market opportunities for advanced AEM materials. These applications require membranes with selective anion permeability combined with minimal crossover of active species, creating unique performance requirements that challenge conventional membrane designs.
The industrial electrochemical processing sector also contributes to AEM market demand, with applications in chlor-alkali production, electroplating, and electrochemical synthesis requiring membranes with specialized conductivity profiles. These applications often operate under extreme conditions, necessitating materials that maintain stable anion transport properties across wide temperature and concentration ranges.
Market growth in developing economies has further amplified demand for cost-effective, high-performance AEM solutions. Regional manufacturing capabilities and supply chain considerations increasingly influence material selection criteria, with emphasis on scalable production methods and locally sourced raw materials becoming critical factors in technology adoption decisions.
Current AEM Conductivity Limitations and Challenges
Anion exchange membrane (AEM) materials currently face significant conductivity limitations that impede their widespread commercial adoption in electrochemical applications. The primary challenge stems from the inherently lower mobility of hydroxide ions compared to protons in aqueous solutions, resulting in conductivity values typically ranging from 10-80 mS/cm at room temperature, substantially lower than the 100-200 mS/cm achieved by proton exchange membranes.
The fundamental issue lies in the hydroxide ion transport mechanism, which relies on a combination of vehicular transport through the polymer matrix and structural diffusion via hydrogen bonding networks. Unlike proton transport that benefits from efficient Grotthuss hopping mechanisms, hydroxide ions experience slower diffusion rates due to their larger hydrated radius and weaker hydrogen bonding interactions with water molecules.
Membrane degradation represents another critical limitation affecting long-term conductivity performance. AEM materials are susceptible to nucleophilic attack by hydroxide ions, particularly at elevated temperatures and high pH conditions. This degradation primarily targets the cationic functional groups, leading to gradual loss of ion exchange capacity and subsequent conductivity decline. The most vulnerable sites include benzyltrimethylammonium groups and other quaternary ammonium functionalities commonly used in commercial AEMs.
Water management poses additional challenges for maintaining optimal conductivity levels. AEMs require adequate hydration to facilitate ion transport, yet excessive water uptake can compromise mechanical stability and dimensional integrity. The delicate balance between hydration level and structural stability directly impacts the formation of continuous ionic pathways necessary for efficient anion conduction.
Temperature dependency further complicates conductivity optimization efforts. While elevated temperatures generally enhance ionic mobility, they simultaneously accelerate chemical degradation processes and alter membrane morphology. This creates a narrow operational window where acceptable conductivity levels can be maintained without compromising membrane durability.
The heterogeneous distribution of ionic domains within the polymer matrix also contributes to conductivity limitations. Many current AEM materials exhibit poorly connected ionic channels, resulting in tortuous ion transport pathways that increase resistance and reduce overall conductivity efficiency. Achieving well-defined phase separation between hydrophilic ionic domains and hydrophobic polymer backbones remains a significant materials engineering challenge.
The fundamental issue lies in the hydroxide ion transport mechanism, which relies on a combination of vehicular transport through the polymer matrix and structural diffusion via hydrogen bonding networks. Unlike proton transport that benefits from efficient Grotthuss hopping mechanisms, hydroxide ions experience slower diffusion rates due to their larger hydrated radius and weaker hydrogen bonding interactions with water molecules.
Membrane degradation represents another critical limitation affecting long-term conductivity performance. AEM materials are susceptible to nucleophilic attack by hydroxide ions, particularly at elevated temperatures and high pH conditions. This degradation primarily targets the cationic functional groups, leading to gradual loss of ion exchange capacity and subsequent conductivity decline. The most vulnerable sites include benzyltrimethylammonium groups and other quaternary ammonium functionalities commonly used in commercial AEMs.
Water management poses additional challenges for maintaining optimal conductivity levels. AEMs require adequate hydration to facilitate ion transport, yet excessive water uptake can compromise mechanical stability and dimensional integrity. The delicate balance between hydration level and structural stability directly impacts the formation of continuous ionic pathways necessary for efficient anion conduction.
Temperature dependency further complicates conductivity optimization efforts. While elevated temperatures generally enhance ionic mobility, they simultaneously accelerate chemical degradation processes and alter membrane morphology. This creates a narrow operational window where acceptable conductivity levels can be maintained without compromising membrane durability.
The heterogeneous distribution of ionic domains within the polymer matrix also contributes to conductivity limitations. Many current AEM materials exhibit poorly connected ionic channels, resulting in tortuous ion transport pathways that increase resistance and reduce overall conductivity efficiency. Achieving well-defined phase separation between hydrophilic ionic domains and hydrophobic polymer backbones remains a significant materials engineering challenge.
Existing AEM Conductivity Enhancement Solutions
01 Polymer-based anion exchange membranes with enhanced conductivity
Anion exchange membranes can be developed using polymer materials with specific functional groups that facilitate anion transport. These polymers are designed with quaternary ammonium groups or other cationic moieties that enable efficient hydroxide ion conduction. The polymer backbone structure and degree of functionalization significantly influence the ionic conductivity and mechanical stability of the membrane.- Polymer-based anion exchange membranes with enhanced conductivity: Anion exchange membranes can be developed using polymer matrices with quaternary ammonium functional groups or other cationic moieties to facilitate anion transport. The polymer backbone structure and degree of functionalization significantly influence the ionic conductivity. Optimization of polymer composition, molecular weight, and cross-linking density can enhance anion conductivity while maintaining mechanical stability and chemical resistance.
- Composite membranes incorporating inorganic fillers: Incorporation of inorganic nanoparticles or fillers into the polymer matrix can improve anion conductivity by creating additional ion transport pathways and enhancing water retention. These composite structures combine the flexibility of organic polymers with the high ionic conductivity of inorganic materials. The dispersion uniformity and interfacial compatibility between organic and inorganic phases are critical factors affecting overall membrane performance.
- Structural modification for improved ion transport channels: The design of membrane microstructure with well-defined ion transport channels can significantly enhance anion conductivity. This includes creating phase-separated morphologies, porous structures, or aligned channels that facilitate directional ion movement. Surface modification techniques and templating methods can be employed to control the membrane architecture and optimize ion transport pathways.
- Functional group optimization for anion exchange: The selection and positioning of functional groups on the polymer backbone directly impact anion exchange capacity and conductivity. Various cationic groups with different basicity, steric hindrance, and stability can be introduced to optimize anion binding and transport. The density and distribution of these functional groups must be balanced to achieve high conductivity without compromising membrane stability and durability.
- Membrane fabrication and processing techniques: Advanced fabrication methods including solution casting, electrospinning, and layer-by-layer assembly can be utilized to prepare anion exchange membranes with controlled thickness and morphology. Processing parameters such as solvent selection, casting temperature, and post-treatment conditions affect the final membrane structure and conductivity. Optimization of these fabrication processes is essential for achieving reproducible high-performance membranes suitable for practical applications.
02 Composite membrane structures for improved anion conductivity
Composite anion exchange membranes incorporate inorganic fillers or nanoparticles into polymer matrices to enhance ionic conductivity and dimensional stability. These hybrid structures combine the advantages of organic polymers and inorganic materials, creating pathways for improved anion transport while maintaining mechanical integrity. The incorporation of specific additives can also reduce water swelling and improve overall membrane performance.Expand Specific Solutions03 Crosslinking strategies to optimize conductivity and stability
Chemical or physical crosslinking methods are employed to enhance the dimensional stability and durability of anion exchange membranes while maintaining high ionic conductivity. Crosslinking creates a three-dimensional network structure that prevents excessive swelling in aqueous environments and improves mechanical properties. The degree and type of crosslinking must be carefully controlled to balance conductivity with structural integrity.Expand Specific Solutions04 Functionalized membrane materials with specific ion-conducting groups
Anion exchange membranes can be functionalized with specific chemical groups designed to selectively transport anions while blocking cations. These functional groups include imidazolium, phosphonium, or guanidinium moieties that provide high anion conductivity through specific ion-dipole interactions. The density and distribution of these functional groups directly affect the membrane's ion exchange capacity and conductivity performance.Expand Specific Solutions05 Membrane electrode assembly design for enhanced anion transport
The design and fabrication of membrane electrode assemblies specifically optimized for anion exchange applications can significantly improve overall conductivity and electrochemical performance. This includes interface engineering between the membrane and electrodes, optimization of catalyst layers, and control of membrane thickness. Proper assembly design ensures efficient anion transport pathways and minimizes interfacial resistance.Expand Specific Solutions
Key Players in AEM Materials and Fuel Cell Industry
The anion conductivity optimization in AEM materials field represents an emerging technology sector in the early-to-mid development stage, with significant growth potential driven by increasing demand for clean energy applications. The market demonstrates substantial expansion opportunities, particularly in hydrogen production and fuel cell technologies, though precise market sizing remains challenging due to the nascent nature of the technology. Technology maturity varies considerably across players, with established institutions like University of Tokyo, California Institute of Technology, and Cornell University leading fundamental research, while companies such as Ecolectro and Het Hydrogen Pte Ltd. focus on commercial applications. Industrial giants including Nippon Shokubai, ZEON Corp., and Électricité de France SA bring manufacturing expertise and market access. The competitive landscape shows a healthy mix of academic research institutions advancing core science and commercial entities working toward scalable solutions, indicating the technology is transitioning from laboratory research toward practical implementation phases.
Dalian Institute of Chemical Physics of CAS
Technical Solution: DICP has developed comprehensive research programs focused on AEM conductivity enhancement through advanced polymer synthesis and characterization techniques. Their approach involves creating novel anion exchange polymers with optimized molecular structures featuring improved ion clustering and transport properties. The institute's research includes development of crosslinked AEM materials with enhanced mechanical properties and conductivity performance exceeding 150 mS/cm under operating conditions. Their technology platform encompasses both hydrocarbon and aromatic polymer backbones with various cationic functional groups including imidazolium, guanidinium, and quaternary ammonium species. The research emphasizes understanding degradation mechanisms and developing mitigation strategies for long-term stability in alkaline environments.
Strengths: Comprehensive research capabilities, strong fundamental understanding of ion transport mechanisms, extensive characterization facilities. Weaknesses: Academic institution with limited commercial partnerships, technology maturation challenges for industrial deployment.
California Institute of Technology
Technical Solution: Caltech researchers have pioneered fundamental advances in AEM conductivity optimization through molecular-level design of polymer electrolytes. Their research focuses on developing novel polymer architectures with precisely controlled ion transport channels and optimized cation group spacing. The institute's approach includes computational modeling combined with experimental validation to understand structure-conductivity relationships in AEM materials. Their work has demonstrated significant improvements in hydroxide ion mobility through the development of block copolymer systems with well-defined hydrophilic domains. Recent breakthroughs include the synthesis of high-performance ionomer materials with conductivities approaching those of proton exchange membranes while maintaining alkaline stability.
Strengths: Cutting-edge fundamental research, strong computational capabilities, breakthrough potential in novel materials. Weaknesses: Academic focus with limited commercial development experience, technology transfer challenges for industrial applications.
Core Innovations in Anion Conductive Polymer Design
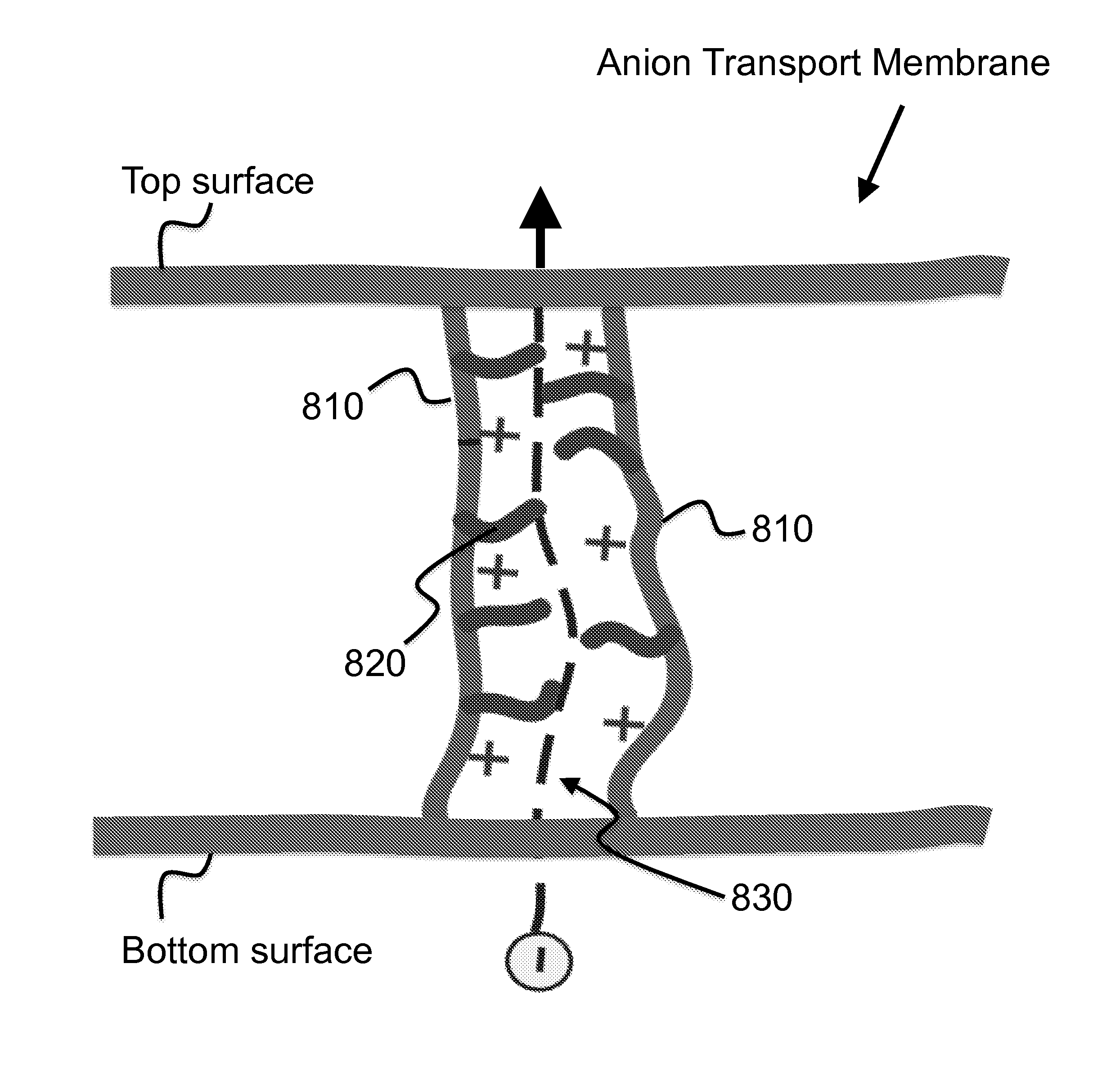
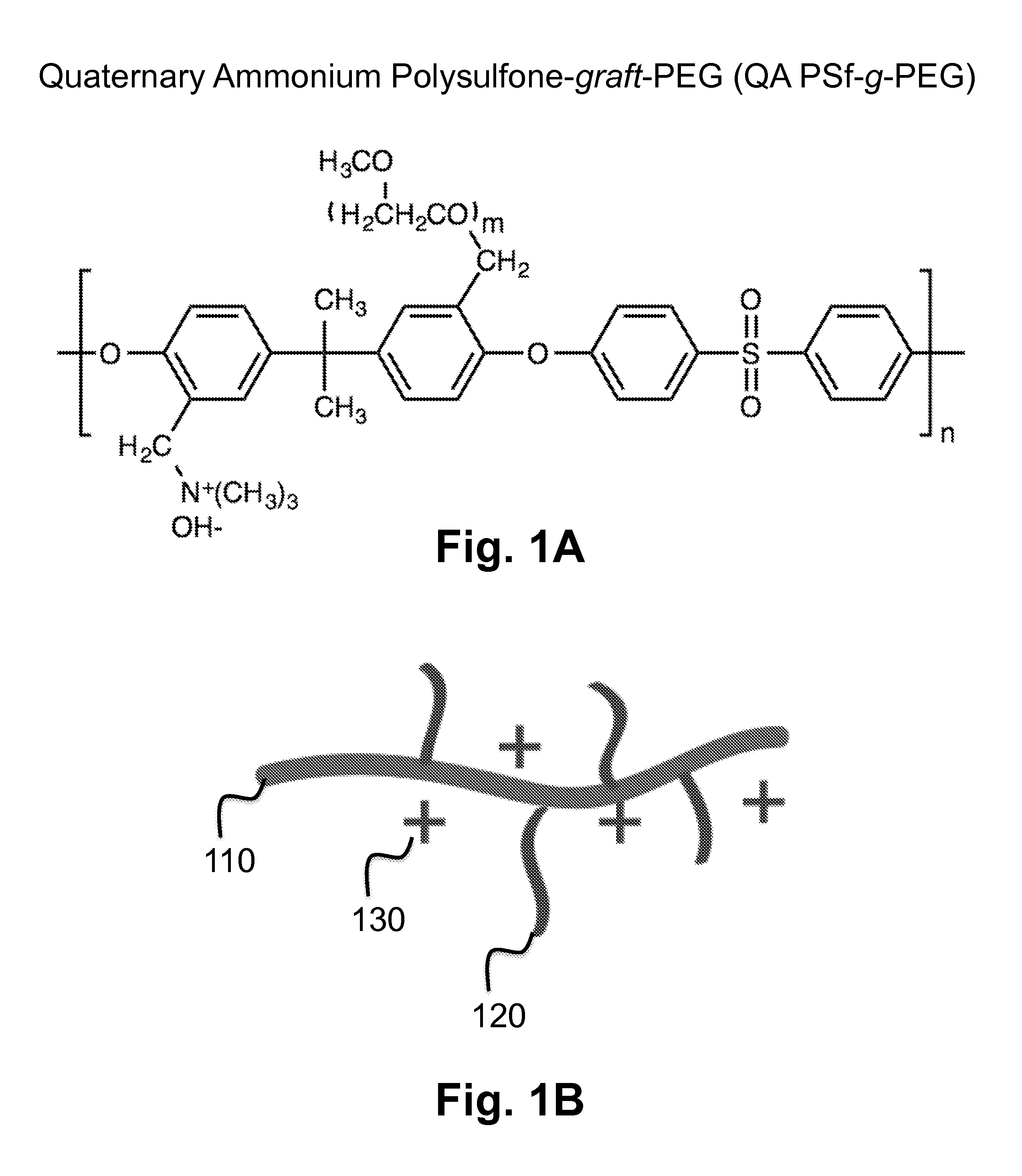
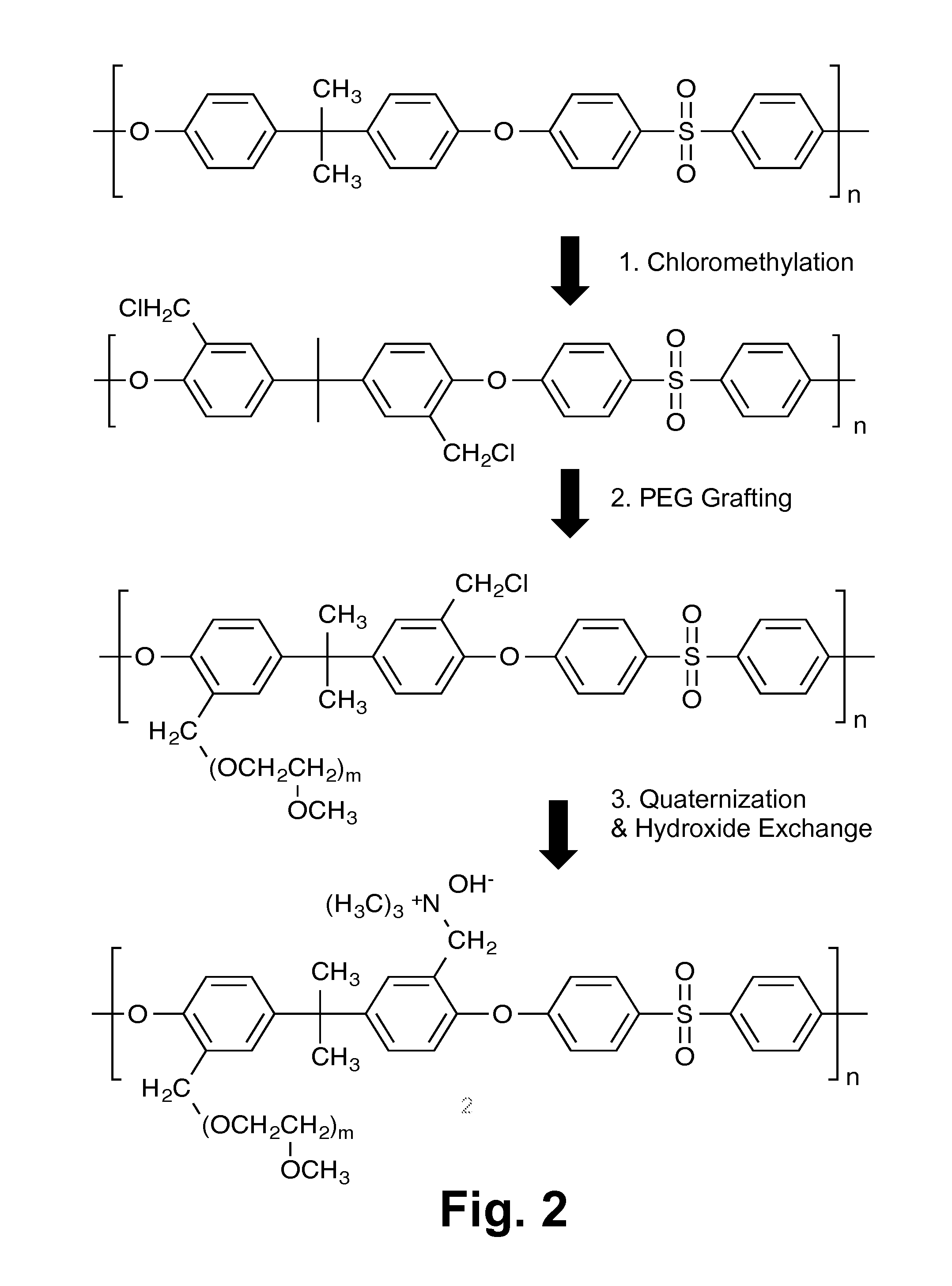
Anion Transport Membrane
PatentInactiveUS20140227627A1
Innovation
- Incorporating poly(ethylene glycol) (PEG) chains onto a chloromethylated polysulfone backbone and further functionalizing them with quaternary ammonium species to create a polysulfone-graft-poly(ethylene glycol) copolymer, which microphase separates to form ion transport domains, enhancing hydroxide transport efficiency.
Anion-exchange membranes and methods of making and using the same
PatentPendingUS20240317931A1
Innovation
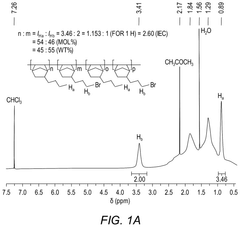
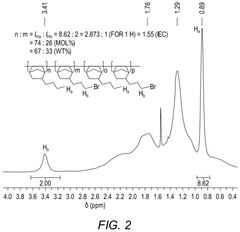
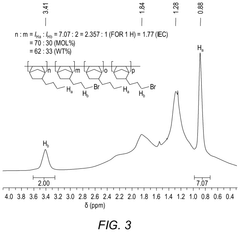
- Development of anion-exchange membranes composed of all-hydrocarbon multiblock copolymers with norbornene-based hydrophilic and hydrophobic blocks, featuring long alkyl tethered side chains with a fixed-cation head-group, synthesized via vinyl addition polymerization, which balances ion conductivity and mechanical properties while maintaining stability in alkaline conditions.
Environmental Impact of AEM Manufacturing Processes
The manufacturing of anion exchange membrane (AEM) materials presents significant environmental challenges that require comprehensive assessment and mitigation strategies. Traditional AEM production processes typically involve energy-intensive polymerization reactions, extensive use of organic solvents, and complex chemical synthesis pathways that generate substantial carbon footprints. The production of quaternary ammonium-functionalized polymers, commonly used in AEM applications, often requires harsh reaction conditions including elevated temperatures and prolonged reaction times, contributing to increased energy consumption and greenhouse gas emissions.
Solvent usage represents one of the most critical environmental concerns in AEM manufacturing. Conventional processes rely heavily on volatile organic compounds such as dimethylformamide, tetrahydrofuran, and various chlorinated solvents for polymer dissolution, membrane casting, and purification steps. These solvents not only pose direct environmental risks through potential emissions and waste generation but also require energy-intensive recovery and recycling processes to minimize environmental impact.
Waste stream management in AEM production involves multiple challenging components including unreacted monomers, catalyst residues, and byproducts from functionalization reactions. The quaternization processes used to introduce anion-conducting groups often generate halide salts and other ionic byproducts that require specialized treatment before disposal. Additionally, the crosslinking agents and stabilizers used to enhance membrane durability can create complex waste mixtures that are difficult to separate and recycle.
Water consumption and wastewater treatment present additional environmental considerations. AEM manufacturing processes typically require substantial water usage for washing, purification, and cooling operations. The resulting wastewater often contains residual chemicals, including ionic species and organic compounds, necessitating advanced treatment technologies before discharge. The implementation of closed-loop water systems and advanced filtration technologies has become increasingly important for sustainable AEM production.
Recent developments in green chemistry approaches for AEM manufacturing have focused on reducing environmental impact through solvent-free synthesis methods, bio-based precursor materials, and energy-efficient processing techniques. These innovations aim to minimize the overall environmental footprint while maintaining the performance characteristics essential for anion conductivity optimization applications.
Solvent usage represents one of the most critical environmental concerns in AEM manufacturing. Conventional processes rely heavily on volatile organic compounds such as dimethylformamide, tetrahydrofuran, and various chlorinated solvents for polymer dissolution, membrane casting, and purification steps. These solvents not only pose direct environmental risks through potential emissions and waste generation but also require energy-intensive recovery and recycling processes to minimize environmental impact.
Waste stream management in AEM production involves multiple challenging components including unreacted monomers, catalyst residues, and byproducts from functionalization reactions. The quaternization processes used to introduce anion-conducting groups often generate halide salts and other ionic byproducts that require specialized treatment before disposal. Additionally, the crosslinking agents and stabilizers used to enhance membrane durability can create complex waste mixtures that are difficult to separate and recycle.
Water consumption and wastewater treatment present additional environmental considerations. AEM manufacturing processes typically require substantial water usage for washing, purification, and cooling operations. The resulting wastewater often contains residual chemicals, including ionic species and organic compounds, necessitating advanced treatment technologies before discharge. The implementation of closed-loop water systems and advanced filtration technologies has become increasingly important for sustainable AEM production.
Recent developments in green chemistry approaches for AEM manufacturing have focused on reducing environmental impact through solvent-free synthesis methods, bio-based precursor materials, and energy-efficient processing techniques. These innovations aim to minimize the overall environmental footprint while maintaining the performance characteristics essential for anion conductivity optimization applications.
Cost-Performance Trade-offs in AEM Material Selection
The selection of anion exchange membrane materials involves a complex balance between performance capabilities and economic considerations, where achieving optimal anion conductivity often comes at a premium cost. High-performance AEM materials typically incorporate advanced polymer architectures, specialized functional groups, and sophisticated synthesis processes that drive up manufacturing expenses while delivering superior ionic transport properties.
Premium AEM materials such as poly(arylene ether sulfone) with densely packed quaternary ammonium groups can achieve conductivities exceeding 100 mS/cm but require expensive monomers and multi-step synthesis procedures. These materials often utilize costly catalysts, high-purity reagents, and energy-intensive processing conditions that significantly impact the overall material cost structure.
Mid-tier alternatives like modified polystyrene-based membranes offer reasonable conductivity performance in the 40-80 mS/cm range while maintaining more accessible production costs. These materials leverage established polymer platforms with targeted modifications to enhance anion transport, providing a balanced approach between performance requirements and economic constraints.
Cost-effective solutions often involve trade-offs in conductivity performance, with basic quaternized polymers achieving 20-40 mS/cm at substantially lower material costs. However, these economical options may require thicker membrane configurations or optimized cell designs to compensate for reduced ionic transport efficiency, potentially affecting overall system performance.
The economic evaluation must consider not only raw material costs but also processing complexity, yield rates, and scalability factors. Advanced materials with superior conductivity may justify higher costs through improved energy efficiency, extended operational lifetimes, and reduced system maintenance requirements.
Manufacturing scale significantly influences the cost-performance equation, where high-volume production can reduce unit costs for premium materials while maintaining performance advantages. Strategic material selection requires comprehensive analysis of application-specific requirements, performance thresholds, and total cost of ownership to identify the optimal balance point for each deployment scenario.
Premium AEM materials such as poly(arylene ether sulfone) with densely packed quaternary ammonium groups can achieve conductivities exceeding 100 mS/cm but require expensive monomers and multi-step synthesis procedures. These materials often utilize costly catalysts, high-purity reagents, and energy-intensive processing conditions that significantly impact the overall material cost structure.
Mid-tier alternatives like modified polystyrene-based membranes offer reasonable conductivity performance in the 40-80 mS/cm range while maintaining more accessible production costs. These materials leverage established polymer platforms with targeted modifications to enhance anion transport, providing a balanced approach between performance requirements and economic constraints.
Cost-effective solutions often involve trade-offs in conductivity performance, with basic quaternized polymers achieving 20-40 mS/cm at substantially lower material costs. However, these economical options may require thicker membrane configurations or optimized cell designs to compensate for reduced ionic transport efficiency, potentially affecting overall system performance.
The economic evaluation must consider not only raw material costs but also processing complexity, yield rates, and scalability factors. Advanced materials with superior conductivity may justify higher costs through improved energy efficiency, extended operational lifetimes, and reduced system maintenance requirements.
Manufacturing scale significantly influences the cost-performance equation, where high-volume production can reduce unit costs for premium materials while maintaining performance advantages. Strategic material selection requires comprehensive analysis of application-specific requirements, performance thresholds, and total cost of ownership to identify the optimal balance point for each deployment scenario.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!