

ECM vs abrasive flow machining: which deburrs deep channels best?
MAY 5, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
ECM and AFM Deburring Technology Background and Objectives
The manufacturing industry has long grappled with the challenge of deburring complex geometries, particularly in deep channels where traditional mechanical methods face significant limitations. Burrs, which are unwanted material projections formed during machining processes, can severely compromise product quality, functionality, and safety. In deep channel applications, such as those found in hydraulic components, fuel injection systems, and precision medical devices, the removal of these burrs becomes increasingly critical yet technically demanding.
Electrochemical machining (ECM) emerged as a non-traditional machining process in the 1960s, utilizing controlled electrochemical dissolution to remove material without mechanical contact. This technology leverages the principles of electrolysis, where material is removed atom by atom through anodic dissolution, making it particularly suitable for hard-to-reach areas and complex internal geometries. The process offers the advantage of being independent of material hardness and can achieve high precision without inducing mechanical stresses or thermal damage.
Abrasive flow machining (AFM), developed in the 1970s, represents another innovative approach to deburring challenges. This process employs a viscous abrasive medium that flows through or across the workpiece under pressure, providing controlled material removal through abrasive action. AFM has proven particularly effective for internal passages, cross-holes, and complex three-dimensional surfaces where conventional tools cannot reach effectively.
The primary objective of comparing these two technologies lies in establishing their relative effectiveness for deep channel deburring applications. This evaluation encompasses multiple dimensions including material removal rates, surface finish quality, dimensional accuracy, process repeatability, and economic viability. Understanding the strengths and limitations of each approach is crucial for manufacturers seeking optimal solutions for their specific deburring requirements.
Furthermore, the comparison aims to identify the operational parameters that influence process performance, such as channel depth-to-width ratios, material properties, geometric complexity, and production volume requirements. This analysis will provide valuable insights for process selection criteria and potential hybrid approaches that could leverage the complementary strengths of both technologies.
The ultimate goal is to establish a comprehensive framework for technology selection that considers not only technical performance but also factors such as equipment investment, operational costs, environmental impact, and scalability for different production scenarios.
Electrochemical machining (ECM) emerged as a non-traditional machining process in the 1960s, utilizing controlled electrochemical dissolution to remove material without mechanical contact. This technology leverages the principles of electrolysis, where material is removed atom by atom through anodic dissolution, making it particularly suitable for hard-to-reach areas and complex internal geometries. The process offers the advantage of being independent of material hardness and can achieve high precision without inducing mechanical stresses or thermal damage.
Abrasive flow machining (AFM), developed in the 1970s, represents another innovative approach to deburring challenges. This process employs a viscous abrasive medium that flows through or across the workpiece under pressure, providing controlled material removal through abrasive action. AFM has proven particularly effective for internal passages, cross-holes, and complex three-dimensional surfaces where conventional tools cannot reach effectively.
The primary objective of comparing these two technologies lies in establishing their relative effectiveness for deep channel deburring applications. This evaluation encompasses multiple dimensions including material removal rates, surface finish quality, dimensional accuracy, process repeatability, and economic viability. Understanding the strengths and limitations of each approach is crucial for manufacturers seeking optimal solutions for their specific deburring requirements.
Furthermore, the comparison aims to identify the operational parameters that influence process performance, such as channel depth-to-width ratios, material properties, geometric complexity, and production volume requirements. This analysis will provide valuable insights for process selection criteria and potential hybrid approaches that could leverage the complementary strengths of both technologies.
The ultimate goal is to establish a comprehensive framework for technology selection that considers not only technical performance but also factors such as equipment investment, operational costs, environmental impact, and scalability for different production scenarios.
Market Demand for Deep Channel Deburring Solutions
The global manufacturing industry faces increasing pressure to achieve higher precision and surface quality standards, particularly in components featuring deep channels and complex internal geometries. Deep channel deburring has emerged as a critical manufacturing process across multiple sectors, driven by stringent quality requirements and the proliferation of advanced manufacturing technologies.
Aerospace and defense industries represent the largest market segment for deep channel deburring solutions, where components such as turbine blades, fuel injection systems, and hydraulic manifolds require exceptional surface finish and dimensional accuracy. The automotive sector follows closely, with growing demand for precision-deburred components in fuel systems, transmission housings, and engine blocks. Medical device manufacturing also contributes significantly to market demand, particularly for surgical instruments and implantable devices where surface quality directly impacts patient safety.
The market expansion is primarily fueled by the increasing adoption of additive manufacturing and advanced machining techniques that create complex internal channels requiring specialized finishing processes. Traditional mechanical deburring methods prove inadequate for deep, narrow channels with high aspect ratios, creating substantial demand for advanced solutions like electrochemical machining and abrasive flow machining.
Industrial equipment manufacturers, particularly those producing hydraulic systems, pneumatic components, and heat exchangers, constitute another significant market segment. These applications demand consistent deburring quality across high-volume production runs, emphasizing the need for automated and repeatable processes.
The market demonstrates strong regional variations, with North America and Europe leading in adoption due to established aerospace and automotive industries. Asia-Pacific markets show rapid growth potential, driven by expanding manufacturing capabilities and increasing quality standards in countries like China, Japan, and South Korea.
Current market trends indicate a shift toward integrated manufacturing solutions that combine multiple finishing processes, creating opportunities for hybrid approaches that leverage both ECM and abrasive flow machining technologies. The demand for environmentally sustainable manufacturing processes also influences market preferences, favoring solutions with reduced chemical waste and energy consumption.
Aerospace and defense industries represent the largest market segment for deep channel deburring solutions, where components such as turbine blades, fuel injection systems, and hydraulic manifolds require exceptional surface finish and dimensional accuracy. The automotive sector follows closely, with growing demand for precision-deburred components in fuel systems, transmission housings, and engine blocks. Medical device manufacturing also contributes significantly to market demand, particularly for surgical instruments and implantable devices where surface quality directly impacts patient safety.
The market expansion is primarily fueled by the increasing adoption of additive manufacturing and advanced machining techniques that create complex internal channels requiring specialized finishing processes. Traditional mechanical deburring methods prove inadequate for deep, narrow channels with high aspect ratios, creating substantial demand for advanced solutions like electrochemical machining and abrasive flow machining.
Industrial equipment manufacturers, particularly those producing hydraulic systems, pneumatic components, and heat exchangers, constitute another significant market segment. These applications demand consistent deburring quality across high-volume production runs, emphasizing the need for automated and repeatable processes.
The market demonstrates strong regional variations, with North America and Europe leading in adoption due to established aerospace and automotive industries. Asia-Pacific markets show rapid growth potential, driven by expanding manufacturing capabilities and increasing quality standards in countries like China, Japan, and South Korea.
Current market trends indicate a shift toward integrated manufacturing solutions that combine multiple finishing processes, creating opportunities for hybrid approaches that leverage both ECM and abrasive flow machining technologies. The demand for environmentally sustainable manufacturing processes also influences market preferences, favoring solutions with reduced chemical waste and energy consumption.
Current Status and Challenges in Deep Channel Deburring
Deep channel deburring represents a critical manufacturing challenge across multiple industries, particularly in aerospace, automotive, and precision machinery sectors. The complexity of removing burrs from internal channels, cross-holes, and intricate geometries has driven the development of specialized machining techniques. Traditional mechanical deburring methods often prove inadequate due to accessibility limitations and the risk of damaging delicate channel surfaces.
Electrochemical machining (ECM) has emerged as a prominent solution for deep channel deburring applications. This technology utilizes controlled electrochemical dissolution to remove material selectively, offering precise burr removal without mechanical contact. ECM demonstrates particular effectiveness in processing hardened materials and complex internal geometries where conventional tools cannot reach. The process maintains dimensional accuracy while providing consistent surface finishes across varying channel depths.
Abrasive flow machining (AFM) presents an alternative approach, employing pressurized abrasive media flowing through channels to achieve deburring objectives. This technique excels in processing multiple channels simultaneously and can handle complex three-dimensional geometries effectively. AFM systems have evolved to incorporate advanced media formulations and precise flow control mechanisms, enabling predictable material removal rates and surface quality improvements.
Current technological limitations persist in both methodologies. ECM faces challenges related to electrolyte management, electrode design optimization, and process parameter control for varying channel geometries. Achieving uniform current density distribution in deep, narrow channels remains problematic, potentially leading to inconsistent deburring results. Additionally, the need for specialized tooling and electrolyte systems increases operational complexity and costs.
AFM encounters difficulties in media flow optimization, particularly in channels with varying cross-sections or multiple branch configurations. Achieving consistent abrasive action throughout the entire channel length requires precise pressure control and media viscosity management. The technology also faces limitations in processing extremely small diameter channels where media flow becomes restricted.
Process monitoring and quality control represent significant challenges for both technologies. Real-time assessment of deburring effectiveness in deep channels requires sophisticated measurement techniques, often involving non-destructive testing methods. The lack of standardized evaluation criteria for deep channel deburring quality further complicates process validation and optimization efforts.
Integration challenges arise when implementing these technologies in existing production environments. Both ECM and AFM require specialized equipment, trained personnel, and modified workflow procedures. The economic justification for adopting these advanced deburring technologies depends heavily on production volumes, quality requirements, and the criticality of the deburred components in their final applications.
Electrochemical machining (ECM) has emerged as a prominent solution for deep channel deburring applications. This technology utilizes controlled electrochemical dissolution to remove material selectively, offering precise burr removal without mechanical contact. ECM demonstrates particular effectiveness in processing hardened materials and complex internal geometries where conventional tools cannot reach. The process maintains dimensional accuracy while providing consistent surface finishes across varying channel depths.
Abrasive flow machining (AFM) presents an alternative approach, employing pressurized abrasive media flowing through channels to achieve deburring objectives. This technique excels in processing multiple channels simultaneously and can handle complex three-dimensional geometries effectively. AFM systems have evolved to incorporate advanced media formulations and precise flow control mechanisms, enabling predictable material removal rates and surface quality improvements.
Current technological limitations persist in both methodologies. ECM faces challenges related to electrolyte management, electrode design optimization, and process parameter control for varying channel geometries. Achieving uniform current density distribution in deep, narrow channels remains problematic, potentially leading to inconsistent deburring results. Additionally, the need for specialized tooling and electrolyte systems increases operational complexity and costs.
AFM encounters difficulties in media flow optimization, particularly in channels with varying cross-sections or multiple branch configurations. Achieving consistent abrasive action throughout the entire channel length requires precise pressure control and media viscosity management. The technology also faces limitations in processing extremely small diameter channels where media flow becomes restricted.
Process monitoring and quality control represent significant challenges for both technologies. Real-time assessment of deburring effectiveness in deep channels requires sophisticated measurement techniques, often involving non-destructive testing methods. The lack of standardized evaluation criteria for deep channel deburring quality further complicates process validation and optimization efforts.
Integration challenges arise when implementing these technologies in existing production environments. Both ECM and AFM require specialized equipment, trained personnel, and modified workflow procedures. The economic justification for adopting these advanced deburring technologies depends heavily on production volumes, quality requirements, and the criticality of the deburred components in their final applications.
Current ECM vs AFM Deburring Solutions
01 Electrochemical machining (ECM) deburring processes
Electrochemical machining utilizes controlled electrochemical dissolution to remove burrs and sharp edges from machined parts. This process involves the use of electrolytes and controlled current flow to selectively remove material from burr locations while maintaining dimensional accuracy of the base component. The method is particularly effective for complex geometries and hard-to-reach areas where traditional mechanical deburring would be difficult or impossible.- Electrochemical machining (ECM) deburring methods: Electrochemical machining utilizes controlled electrochemical dissolution to remove burrs and sharp edges from machined parts. This process involves the use of electrolytes and controlled current flow to selectively remove material from burr locations while maintaining dimensional accuracy of the workpiece. The method is particularly effective for complex geometries and hard-to-reach areas where traditional mechanical deburring is challenging.
- Abrasive flow machining for surface finishing and deburring: Abrasive flow machining employs a viscous medium containing abrasive particles that flows through or over the workpiece to remove burrs and improve surface finish. The abrasive-laden medium is forced through passages or around surfaces under controlled pressure and flow conditions. This technique is especially suitable for internal passages, complex cavities, and areas with intricate geometries that are difficult to access with conventional tools.
- Hybrid deburring systems combining multiple machining processes: Advanced deburring systems integrate multiple machining technologies to achieve optimal burr removal effectiveness. These hybrid approaches may combine electrochemical processes with mechanical or abrasive methods to leverage the advantages of each technique. The integration allows for comprehensive deburring solutions that can handle various burr types and workpiece materials while maintaining high precision and surface quality.
- Process parameter optimization for enhanced deburring performance: The effectiveness of deburring operations depends critically on the optimization of various process parameters including flow rates, pressure conditions, electrolyte composition, current density, and processing time. Advanced control systems and monitoring techniques are employed to maintain optimal conditions throughout the deburring cycle. Parameter optimization ensures consistent burr removal while minimizing material loss and maintaining dimensional tolerances.
- Specialized tooling and fixture design for deburring applications: Effective deburring requires specialized tooling, fixtures, and workholding systems designed to facilitate proper flow patterns and current distribution. These systems ensure uniform access to all burr locations while maintaining workpiece stability during processing. Advanced fixture designs incorporate features for precise positioning, adequate clamping force distribution, and optimal media or electrolyte flow paths to maximize deburring effectiveness across complex part geometries.
02 Abrasive flow machining for burr removal
Abrasive flow machining employs a viscous medium containing abrasive particles that flows through or over the workpiece to remove burrs and improve surface finish. The abrasive-laden medium is forced through passages or around edges under controlled pressure and flow conditions. This technique provides consistent and repeatable results for internal passages, intersecting holes, and complex surface geometries that are difficult to access with conventional tools.Expand Specific Solutions03 Combined ECM and abrasive flow deburring systems
Hybrid systems that integrate both electrochemical and abrasive flow processes to maximize deburring effectiveness. These combined approaches leverage the strengths of both methods, using electrochemical action for initial material removal and abrasive flow for final finishing and edge conditioning. The integration allows for enhanced control over the deburring process and improved surface quality outcomes.Expand Specific Solutions04 Process parameter optimization for deburring effectiveness
Critical factors affecting deburring performance include flow rates, pressure settings, abrasive particle size and concentration, electrolyte composition, current density, and processing time. Optimization of these parameters is essential for achieving desired burr removal while maintaining part tolerances and surface integrity. Advanced control systems and monitoring techniques help ensure consistent results across different part geometries and materials.Expand Specific Solutions05 Tooling and fixture design for deburring applications
Specialized tooling and fixturing systems are designed to direct the deburring media or electrochemical action to specific areas requiring burr removal. These systems include custom flow guides, electrode configurations, and workpiece positioning mechanisms that ensure proper media flow patterns and uniform treatment. The tooling design directly impacts the accessibility to burr locations and the overall effectiveness of the deburring operation.Expand Specific Solutions
Major Players in ECM and AFM Equipment Industry
The deburring technology landscape for deep channels represents a mature industrial sector experiencing steady growth, driven by increasing precision requirements in aerospace, automotive, and manufacturing industries. The market demonstrates significant scale with established players like General Electric, RTX Corp., Rolls-Royce, and MTU Aero Engines leading aerospace applications, while Bosch and Kennametal dominate automotive and tooling segments. Technology maturity varies considerably between ECM and abrasive flow machining approaches. Companies like Sodick have advanced ECM capabilities for precision applications, whereas traditional manufacturers including Minebea Mitsumi and Samsung Electro-Mechanics leverage abrasive flow methods for high-volume production. The competitive landscape shows clear segmentation, with aerospace giants focusing on complex geometries requiring ECM precision, while automotive suppliers emphasize cost-effective abrasive flow solutions for standardized components.
General Electric Company
Technical Solution: GE has developed advanced ECM (Electrochemical Machining) systems specifically for aerospace applications, particularly for deburring complex internal channels in turbine components. Their ECM technology utilizes precisely controlled electrolyte flow and current density to achieve uniform material removal rates of 0.1-0.5mm/min while maintaining dimensional accuracy within ±0.025mm. The system incorporates real-time monitoring capabilities to ensure consistent deburring quality across deep channels with length-to-diameter ratios exceeding 20:1. GE's approach emphasizes environmental sustainability by using recyclable electrolytes and minimizing waste generation compared to traditional mechanical methods.
Strengths: Excellent surface finish quality, no tool wear, suitable for hard materials. Weaknesses: Higher initial equipment costs, requires specialized electrolyte handling systems.
Robert Bosch GmbH
Technical Solution: Bosch has implemented hybrid deburring solutions combining both ECM and abrasive flow machining (AFM) technologies for automotive component manufacturing. Their ECM systems operate at optimized current densities of 5-15 A/cm² for precision deburring of fuel injection components, achieving surface roughness improvements from Ra 3.2μm to Ra 0.4μm. For deep channel applications, Bosch utilizes AFM with specially formulated abrasive media containing silicon carbide particles ranging from 120-400 grit sizes. The company has developed automated systems that can switch between ECM and AFM processes based on component geometry and material requirements, optimizing cycle times and quality outcomes.
Strengths: Versatile process selection, high automation level, proven automotive applications. Weaknesses: Complex system integration, requires extensive process parameter optimization.
Core Technical Innovations in Deep Channel Deburring
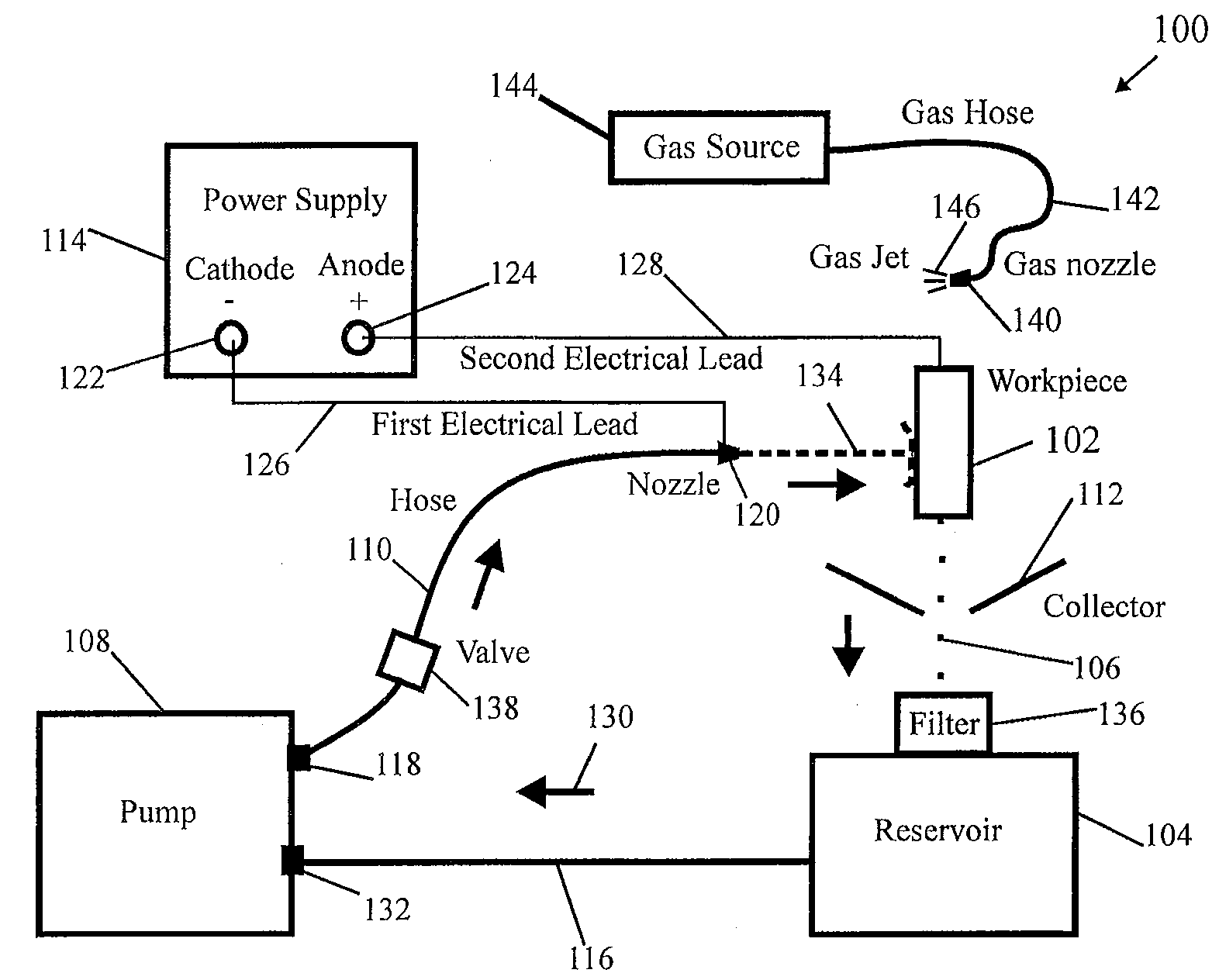
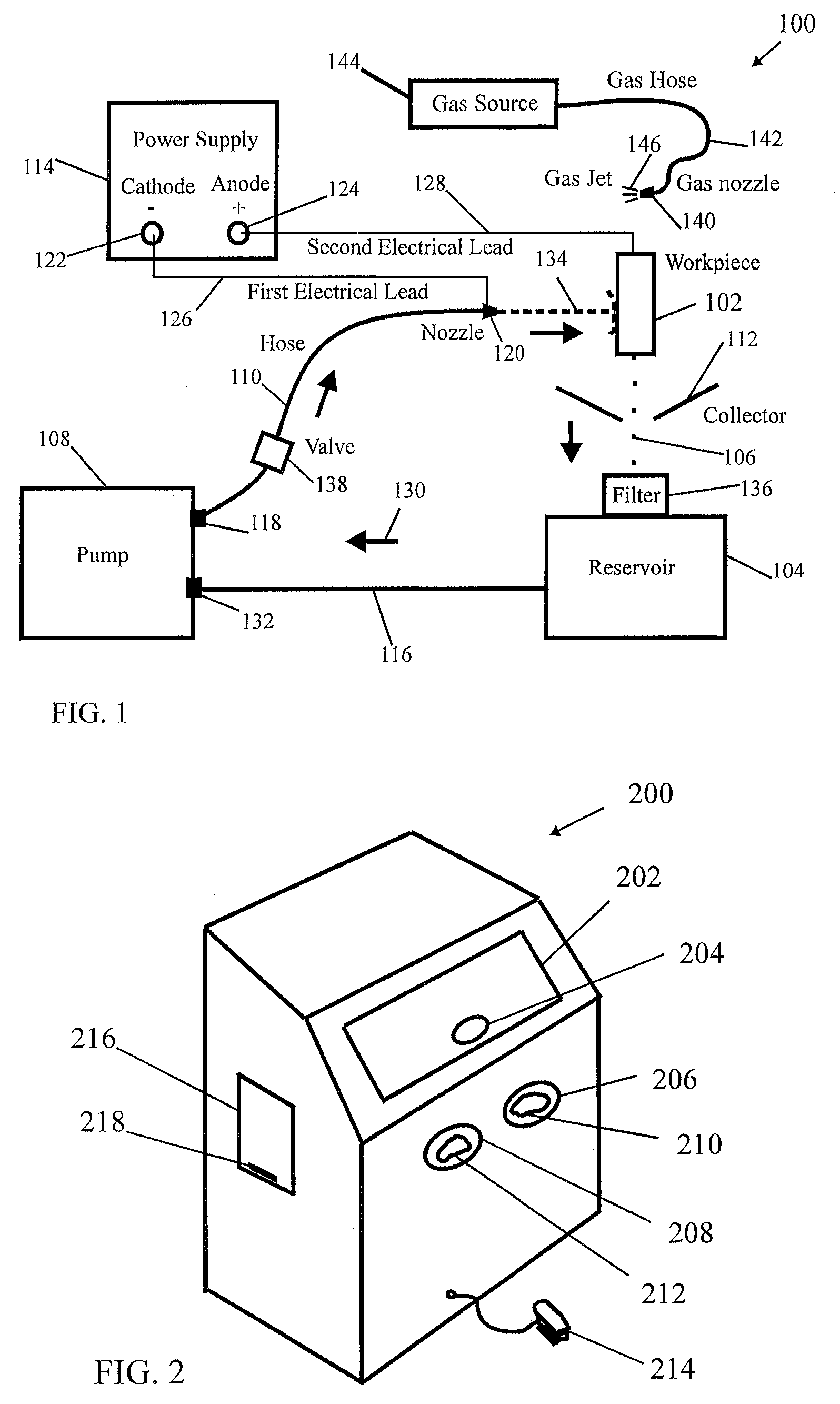
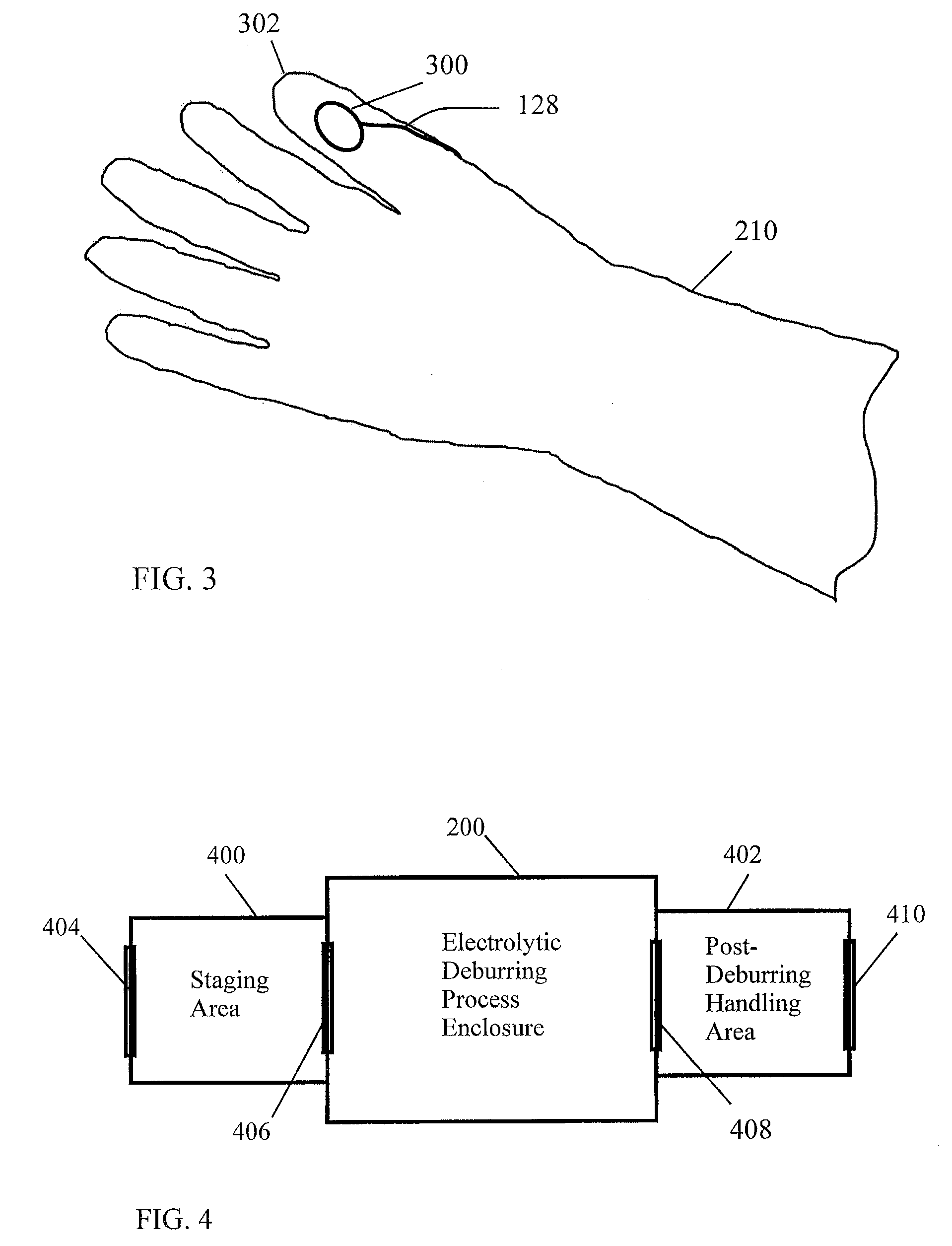
Electrolytic deburring apparatus and method
PatentInactiveUS20100072077A1
Innovation
- A method and apparatus that allow toolless electrolytic deburring without immersion in an electrolyte bath, using a flexible hose and nozzle with a selectively variable gap to control deburring intensity, and a power supply capable of pulsed DC current for precise deburring of individual workpieces, enabling control over deburring areas and intensity without conventional working cathodes.
Methods, systems, and apparatuses for performing electrochemical machining using discretized electrolyte flow
PatentPendingUS20230066556A1
Innovation
- The use of discretized-flow electrodes with multiple electrolyte flow inlets and outlet channels, manufactured using 3D printing or other methods, provides a more even and controlled electrolyte distribution, reducing the need for complex fixturing and lowering tooling costs while maintaining high machining accuracy.




Environmental Impact of ECM and AFM Processes
The environmental implications of Electrochemical Machining (ECM) and Abrasive Flow Machining (AFM) present distinct sustainability profiles that significantly influence their adoption in deep channel deburring applications. Both processes demonstrate varying degrees of environmental impact across multiple dimensions, from resource consumption to waste generation and energy utilization.
ECM processes generate electrolytic waste containing dissolved metal ions and spent electrolyte solutions, primarily consisting of sodium chloride or sodium nitrate solutions. These byproducts require specialized treatment and disposal protocols to prevent groundwater contamination and comply with environmental regulations. The process produces hydrogen gas at the cathode, necessitating proper ventilation systems to manage potential safety hazards. However, ECM eliminates the need for cutting fluids and generates minimal solid waste, as material removal occurs through controlled dissolution rather than mechanical cutting.
AFM operations create different environmental challenges, primarily through the generation of contaminated abrasive media containing metal particles and debris removed during the deburring process. The polymer-based carrier medium mixed with abrasive particles becomes contaminated after multiple cycles, requiring periodic replacement and proper disposal. Additionally, AFM may require cleaning solvents for equipment maintenance, contributing to volatile organic compound emissions.
Energy consumption patterns differ significantly between the two technologies. ECM requires substantial electrical power for the electrochemical dissolution process, with energy requirements scaling directly with material removal rates and workpiece complexity. The power consumption can be optimized through advanced process control systems, but baseline energy demands remain considerable for deep channel applications.
AFM demonstrates lower electrical energy consumption, primarily for hydraulic pumping systems that circulate the abrasive medium through the workpiece channels. The mechanical nature of material removal in AFM results in more predictable energy consumption patterns, though longer processing times may offset initial energy efficiency advantages.
Water usage represents another critical environmental consideration. ECM processes require continuous electrolyte circulation and periodic flushing, leading to significant water consumption and subsequent wastewater treatment requirements. AFM typically operates with closed-loop systems, minimizing water usage but concentrating contamination within the abrasive medium.
Regulatory compliance varies by geographic region, with ECM facing stricter controls due to chemical waste generation, while AFM encounters regulations primarily related to solid waste disposal and workplace safety standards for abrasive handling.
ECM processes generate electrolytic waste containing dissolved metal ions and spent electrolyte solutions, primarily consisting of sodium chloride or sodium nitrate solutions. These byproducts require specialized treatment and disposal protocols to prevent groundwater contamination and comply with environmental regulations. The process produces hydrogen gas at the cathode, necessitating proper ventilation systems to manage potential safety hazards. However, ECM eliminates the need for cutting fluids and generates minimal solid waste, as material removal occurs through controlled dissolution rather than mechanical cutting.
AFM operations create different environmental challenges, primarily through the generation of contaminated abrasive media containing metal particles and debris removed during the deburring process. The polymer-based carrier medium mixed with abrasive particles becomes contaminated after multiple cycles, requiring periodic replacement and proper disposal. Additionally, AFM may require cleaning solvents for equipment maintenance, contributing to volatile organic compound emissions.
Energy consumption patterns differ significantly between the two technologies. ECM requires substantial electrical power for the electrochemical dissolution process, with energy requirements scaling directly with material removal rates and workpiece complexity. The power consumption can be optimized through advanced process control systems, but baseline energy demands remain considerable for deep channel applications.
AFM demonstrates lower electrical energy consumption, primarily for hydraulic pumping systems that circulate the abrasive medium through the workpiece channels. The mechanical nature of material removal in AFM results in more predictable energy consumption patterns, though longer processing times may offset initial energy efficiency advantages.
Water usage represents another critical environmental consideration. ECM processes require continuous electrolyte circulation and periodic flushing, leading to significant water consumption and subsequent wastewater treatment requirements. AFM typically operates with closed-loop systems, minimizing water usage but concentrating contamination within the abrasive medium.
Regulatory compliance varies by geographic region, with ECM facing stricter controls due to chemical waste generation, while AFM encounters regulations primarily related to solid waste disposal and workplace safety standards for abrasive handling.
Cost-Benefit Analysis of ECM vs AFM Implementation
The implementation of ECM and AFM technologies for deep channel deburring requires substantial capital investment, with ECM systems typically demanding higher initial expenditure due to sophisticated power supply units, electrolyte management systems, and specialized tooling. ECM equipment costs range from $200,000 to $800,000 depending on system complexity and automation level, while AFM systems generally require $150,000 to $500,000 initial investment. However, ECM systems demonstrate superior scalability for high-volume production environments, offering better return on investment when processing volumes exceed 10,000 parts annually.
Operational cost analysis reveals distinct patterns between both technologies. ECM operations incur continuous electrolyte consumption, disposal costs, and higher energy consumption averaging 15-25 kWh per processing hour. Conversely, AFM systems primarily consume abrasive media, with replacement costs typically 30-40% lower than ECM electrolyte expenses. Labor requirements favor ECM due to higher automation potential, reducing operator intervention by approximately 60% compared to AFM processes.
Production efficiency metrics significantly impact long-term cost effectiveness. ECM demonstrates cycle time advantages for complex geometries, achieving 40-60% faster processing speeds for intricate deep channels. This efficiency translates to higher throughput capacity, enabling better asset utilization and reduced per-unit processing costs. AFM systems excel in flexibility, accommodating diverse part geometries without extensive tooling modifications, reducing setup costs by 25-35%.
Quality-related cost considerations include rework rates and inspection requirements. ECM typically achieves more consistent surface finishes with lower variability, reducing quality control expenses and minimizing rejection rates below 2%. AFM processes may require additional finishing operations for critical applications, potentially increasing total processing costs by 15-20%.
The break-even analysis indicates ECM implementation becomes cost-effective for production volumes exceeding 8,000-12,000 parts annually, while AFM remains economically viable for lower volumes and diverse part portfolios. Total cost of ownership over five years favors ECM for dedicated high-volume applications, whereas AFM provides better cost flexibility for variable production requirements and prototype development scenarios.
Operational cost analysis reveals distinct patterns between both technologies. ECM operations incur continuous electrolyte consumption, disposal costs, and higher energy consumption averaging 15-25 kWh per processing hour. Conversely, AFM systems primarily consume abrasive media, with replacement costs typically 30-40% lower than ECM electrolyte expenses. Labor requirements favor ECM due to higher automation potential, reducing operator intervention by approximately 60% compared to AFM processes.
Production efficiency metrics significantly impact long-term cost effectiveness. ECM demonstrates cycle time advantages for complex geometries, achieving 40-60% faster processing speeds for intricate deep channels. This efficiency translates to higher throughput capacity, enabling better asset utilization and reduced per-unit processing costs. AFM systems excel in flexibility, accommodating diverse part geometries without extensive tooling modifications, reducing setup costs by 25-35%.
Quality-related cost considerations include rework rates and inspection requirements. ECM typically achieves more consistent surface finishes with lower variability, reducing quality control expenses and minimizing rejection rates below 2%. AFM processes may require additional finishing operations for critical applications, potentially increasing total processing costs by 15-20%.
The break-even analysis indicates ECM implementation becomes cost-effective for production volumes exceeding 8,000-12,000 parts annually, while AFM remains economically viable for lower volumes and diverse part portfolios. Total cost of ownership over five years favors ECM for dedicated high-volume applications, whereas AFM provides better cost flexibility for variable production requirements and prototype development scenarios.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!