

Developing Eco-Friendly Dye Techniques for Polyester Fiber
FEB 28, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Eco-Friendly Polyester Dyeing Background and Objectives
The textile industry has undergone significant transformation over the past century, with polyester fiber emerging as one of the most widely used synthetic materials globally. Since its commercial introduction in the 1950s, polyester has dominated the textile market due to its durability, wrinkle resistance, and cost-effectiveness. However, the conventional dyeing processes for polyester have relied heavily on energy-intensive methods and environmentally harmful chemicals, creating substantial ecological footprints that are increasingly incompatible with modern sustainability requirements.
Traditional polyester dyeing typically involves high-temperature processes reaching 130°C, consuming enormous amounts of energy and water while generating significant wastewater containing toxic chemicals. The disperse dyes commonly used contain heavy metals and synthetic compounds that pose serious environmental and health risks. As global awareness of environmental protection intensifies and regulatory frameworks become more stringent, the textile industry faces mounting pressure to revolutionize its dyeing practices.
The evolution of eco-friendly dyeing techniques represents a paradigm shift from conventional methods toward sustainable alternatives. Early developments focused on reducing water consumption and energy usage, while recent innovations have explored bio-based dyes, supercritical carbon dioxide dyeing, and plasma treatment technologies. These advancements reflect the industry's recognition that environmental sustainability must be integrated into core manufacturing processes rather than treated as an afterthought.
The primary objective of developing eco-friendly dye techniques for polyester fiber centers on achieving a comprehensive transformation of the dyeing process while maintaining commercial viability. This involves creating dyeing methods that significantly reduce water consumption, eliminate or minimize toxic chemical usage, and decrease energy requirements without compromising color quality, fastness properties, or production efficiency.
Specific technical goals include developing alternative dyeing media that can replace water-based systems, formulating biodegradable and non-toxic dye formulations, and implementing closed-loop systems that enable complete recycling of dyeing chemicals. Additionally, the objective encompasses achieving dyeing temperatures below 100°C to reduce energy consumption while ensuring adequate dye penetration and color uniformity across polyester substrates.
The strategic importance of this technological advancement extends beyond environmental compliance to encompass competitive advantage, cost reduction through resource efficiency, and alignment with evolving consumer preferences for sustainable products. Success in this domain will position companies at the forefront of the sustainable textile revolution while contributing to global environmental protection efforts.
Traditional polyester dyeing typically involves high-temperature processes reaching 130°C, consuming enormous amounts of energy and water while generating significant wastewater containing toxic chemicals. The disperse dyes commonly used contain heavy metals and synthetic compounds that pose serious environmental and health risks. As global awareness of environmental protection intensifies and regulatory frameworks become more stringent, the textile industry faces mounting pressure to revolutionize its dyeing practices.
The evolution of eco-friendly dyeing techniques represents a paradigm shift from conventional methods toward sustainable alternatives. Early developments focused on reducing water consumption and energy usage, while recent innovations have explored bio-based dyes, supercritical carbon dioxide dyeing, and plasma treatment technologies. These advancements reflect the industry's recognition that environmental sustainability must be integrated into core manufacturing processes rather than treated as an afterthought.
The primary objective of developing eco-friendly dye techniques for polyester fiber centers on achieving a comprehensive transformation of the dyeing process while maintaining commercial viability. This involves creating dyeing methods that significantly reduce water consumption, eliminate or minimize toxic chemical usage, and decrease energy requirements without compromising color quality, fastness properties, or production efficiency.
Specific technical goals include developing alternative dyeing media that can replace water-based systems, formulating biodegradable and non-toxic dye formulations, and implementing closed-loop systems that enable complete recycling of dyeing chemicals. Additionally, the objective encompasses achieving dyeing temperatures below 100°C to reduce energy consumption while ensuring adequate dye penetration and color uniformity across polyester substrates.
The strategic importance of this technological advancement extends beyond environmental compliance to encompass competitive advantage, cost reduction through resource efficiency, and alignment with evolving consumer preferences for sustainable products. Success in this domain will position companies at the forefront of the sustainable textile revolution while contributing to global environmental protection efforts.
Market Demand for Sustainable Textile Dyeing Solutions
The global textile industry is experiencing unprecedented pressure to adopt sustainable practices, with polyester fiber dyeing representing one of the most critical environmental challenges. Traditional dyeing processes for synthetic fibers consume substantial amounts of water, energy, and chemical additives while generating significant wastewater containing harmful substances. This environmental burden has created urgent market demand for eco-friendly alternatives that can maintain production efficiency and color quality standards.
Consumer awareness regarding environmental sustainability has reached a tipping point, particularly among younger demographics who prioritize eco-conscious purchasing decisions. Major fashion retailers and textile manufacturers are responding to this shift by establishing ambitious sustainability targets and seeking suppliers who can demonstrate reduced environmental impact. The demand extends beyond mere compliance with environmental regulations to encompass comprehensive lifecycle assessments and carbon footprint reduction initiatives.
Regulatory frameworks worldwide are tightening restrictions on textile manufacturing processes, with particular focus on water pollution control and chemical usage limitations. The European Union's REACH regulation, China's environmental protection standards, and various regional water quality mandates are driving manufacturers to seek innovative dyeing solutions that can meet increasingly stringent requirements while maintaining commercial viability.
The polyester segment represents the largest volume opportunity within synthetic fiber markets, making eco-friendly dyeing techniques particularly valuable for achieving industry-wide environmental improvements. Current market dynamics favor technologies that can reduce water consumption, eliminate hazardous chemicals, improve energy efficiency, and enable closed-loop manufacturing processes. Supply chain transparency requirements are further amplifying demand for traceable and verifiable sustainable dyeing methods.
Investment patterns indicate strong financial backing for sustainable textile technologies, with venture capital, government grants, and corporate research funding increasingly directed toward environmental innovation. Market research suggests that textile manufacturers are willing to accept moderate cost premiums for dyeing technologies that deliver measurable environmental benefits while maintaining product quality and production scalability.
The convergence of consumer preferences, regulatory pressure, and corporate sustainability commitments has created a robust and expanding market for eco-friendly polyester dyeing solutions, positioning this technology development as both environmentally necessary and commercially attractive.
Consumer awareness regarding environmental sustainability has reached a tipping point, particularly among younger demographics who prioritize eco-conscious purchasing decisions. Major fashion retailers and textile manufacturers are responding to this shift by establishing ambitious sustainability targets and seeking suppliers who can demonstrate reduced environmental impact. The demand extends beyond mere compliance with environmental regulations to encompass comprehensive lifecycle assessments and carbon footprint reduction initiatives.
Regulatory frameworks worldwide are tightening restrictions on textile manufacturing processes, with particular focus on water pollution control and chemical usage limitations. The European Union's REACH regulation, China's environmental protection standards, and various regional water quality mandates are driving manufacturers to seek innovative dyeing solutions that can meet increasingly stringent requirements while maintaining commercial viability.
The polyester segment represents the largest volume opportunity within synthetic fiber markets, making eco-friendly dyeing techniques particularly valuable for achieving industry-wide environmental improvements. Current market dynamics favor technologies that can reduce water consumption, eliminate hazardous chemicals, improve energy efficiency, and enable closed-loop manufacturing processes. Supply chain transparency requirements are further amplifying demand for traceable and verifiable sustainable dyeing methods.
Investment patterns indicate strong financial backing for sustainable textile technologies, with venture capital, government grants, and corporate research funding increasingly directed toward environmental innovation. Market research suggests that textile manufacturers are willing to accept moderate cost premiums for dyeing technologies that deliver measurable environmental benefits while maintaining product quality and production scalability.
The convergence of consumer preferences, regulatory pressure, and corporate sustainability commitments has created a robust and expanding market for eco-friendly polyester dyeing solutions, positioning this technology development as both environmentally necessary and commercially attractive.
Current Challenges in Eco-Friendly Polyester Dyeing
The development of eco-friendly dyeing techniques for polyester fiber faces significant technical barriers that stem from the fundamental chemical properties of synthetic polymers. Unlike natural fibers, polyester's hydrophobic nature and compact molecular structure create inherent resistance to water-based dye penetration, traditionally requiring high-temperature processes and chemical auxiliaries that contradict environmental sustainability goals.
Energy consumption represents one of the most pressing challenges in sustainable polyester dyeing. Conventional disperse dyeing processes typically require temperatures between 120-140°C under high pressure conditions, consuming substantial amounts of energy and generating significant carbon emissions. The thermodynamic requirements for achieving adequate dye diffusion into polyester's crystalline structure create a fundamental conflict between processing efficiency and environmental impact reduction.
Chemical dependency poses another critical obstacle, as traditional polyester dyeing relies heavily on synthetic dispersing agents, leveling agents, and pH adjusters that often contain non-biodegradable compounds. These auxiliary chemicals not only contribute to wastewater toxicity but also interfere with dye uptake efficiency, necessitating higher chemical concentrations and extended processing times that amplify environmental concerns.
Water consumption and wastewater treatment challenges compound the sustainability issues in polyester dyeing operations. The hydrophobic nature of polyester requires extensive washing cycles to remove unfixed dyes and auxiliary chemicals, generating large volumes of contaminated wastewater containing dispersed dyes that resist conventional biological treatment methods. The molecular structure of disperse dyes, designed for polymer compatibility, often exhibits poor biodegradability and potential bioaccumulation properties.
Color fastness requirements create additional technical constraints that limit the adoption of environmentally benign alternatives. Polyester applications in textiles demand exceptional wash fastness, light fastness, and sublimation resistance, properties traditionally achieved through synthetic dye chemistries and fixing agents that may not align with green chemistry principles. Balancing color performance with environmental compatibility remains a significant technical challenge.
Process scalability and economic viability present practical barriers to implementing eco-friendly dyeing technologies. Many promising laboratory-scale solutions face difficulties in industrial-scale implementation due to equipment limitations, process control complexities, and cost considerations that affect commercial adoption rates in competitive textile markets.
Energy consumption represents one of the most pressing challenges in sustainable polyester dyeing. Conventional disperse dyeing processes typically require temperatures between 120-140°C under high pressure conditions, consuming substantial amounts of energy and generating significant carbon emissions. The thermodynamic requirements for achieving adequate dye diffusion into polyester's crystalline structure create a fundamental conflict between processing efficiency and environmental impact reduction.
Chemical dependency poses another critical obstacle, as traditional polyester dyeing relies heavily on synthetic dispersing agents, leveling agents, and pH adjusters that often contain non-biodegradable compounds. These auxiliary chemicals not only contribute to wastewater toxicity but also interfere with dye uptake efficiency, necessitating higher chemical concentrations and extended processing times that amplify environmental concerns.
Water consumption and wastewater treatment challenges compound the sustainability issues in polyester dyeing operations. The hydrophobic nature of polyester requires extensive washing cycles to remove unfixed dyes and auxiliary chemicals, generating large volumes of contaminated wastewater containing dispersed dyes that resist conventional biological treatment methods. The molecular structure of disperse dyes, designed for polymer compatibility, often exhibits poor biodegradability and potential bioaccumulation properties.
Color fastness requirements create additional technical constraints that limit the adoption of environmentally benign alternatives. Polyester applications in textiles demand exceptional wash fastness, light fastness, and sublimation resistance, properties traditionally achieved through synthetic dye chemistries and fixing agents that may not align with green chemistry principles. Balancing color performance with environmental compatibility remains a significant technical challenge.
Process scalability and economic viability present practical barriers to implementing eco-friendly dyeing technologies. Many promising laboratory-scale solutions face difficulties in industrial-scale implementation due to equipment limitations, process control complexities, and cost considerations that affect commercial adoption rates in competitive textile markets.
Current Eco-Friendly Polyester Dyeing Methods
01 Natural dye extraction and application methods
Eco-friendly dyeing techniques utilize natural sources for dye extraction, including plant-based materials, minerals, and biological organisms. These methods focus on sustainable extraction processes that minimize environmental impact while maintaining color fastness and quality. The techniques involve optimized extraction parameters such as temperature, pH, and solvent selection to maximize dye yield and reduce waste generation.- Natural dye extraction and application methods: Eco-friendly dyeing techniques utilize natural sources for dye extraction, including plant-based materials, minerals, and biological organisms. These methods focus on sustainable extraction processes that minimize environmental impact while maintaining color fastness and quality. The techniques involve optimized extraction parameters such as temperature, pH, and solvent selection to maximize dye yield and reduce waste generation.
- Waterless and low-water dyeing technologies: Advanced dyeing methods that significantly reduce or eliminate water consumption during the dyeing process. These technologies employ alternative mediums such as supercritical fluids, foam application, or digital printing techniques. The approaches minimize wastewater generation and reduce the environmental footprint associated with traditional wet dyeing processes while maintaining color quality and penetration.
- Biodegradable and non-toxic dye formulations: Development of dye compositions that are environmentally safe and biodegradable, eliminating harmful chemicals and heavy metals. These formulations incorporate natural binders, mordants, and fixatives that are non-toxic to ecosystems. The dyes are designed to break down naturally without leaving harmful residues, ensuring safety throughout the product lifecycle from application to disposal.
- Energy-efficient dyeing processes and equipment: Implementation of low-temperature dyeing methods and energy-optimized equipment that reduce power consumption during the dyeing process. These techniques include cold dyeing, microwave-assisted dyeing, and ultrasonic dyeing methods that achieve effective color transfer with minimal energy input. The processes are designed to lower carbon emissions while maintaining production efficiency and dye quality.
- Waste reduction and dye recycling systems: Closed-loop systems and recycling technologies that capture and reuse excess dye materials and process water. These methods include filtration systems, dye recovery techniques, and wastewater treatment processes that allow for the regeneration and reuse of dyeing materials. The systems minimize waste discharge and enable circular economy practices in textile dyeing operations.
02 Waterless and low-water dyeing technologies
Advanced dyeing methods that significantly reduce or eliminate water consumption during the dyeing process. These technologies employ alternative mediums such as supercritical fluids, foam-based applications, or digital printing techniques. The approaches minimize wastewater generation and reduce the environmental footprint associated with traditional wet dyeing processes while maintaining color quality and penetration.Expand Specific Solutions03 Biodegradable and non-toxic dye formulations
Development of dye compositions that are environmentally safe and biodegradable, eliminating harmful chemicals and heavy metals. These formulations incorporate natural binders, mordants, and fixatives that are non-toxic to ecosystems. The dyes are designed to break down naturally without leaving harmful residues, ensuring safety throughout the product lifecycle from application to disposal.Expand Specific Solutions04 Energy-efficient dyeing processes and equipment
Implementation of low-temperature dyeing methods and energy-optimized equipment that reduce power consumption during the dyeing process. These techniques include cold dyeing, microwave-assisted dyeing, and ultrasonic dyeing methods that achieve effective color fixation at lower temperatures. The processes are designed to minimize carbon footprint while maintaining production efficiency and dye quality.Expand Specific Solutions05 Waste reduction and dye recycling systems
Closed-loop systems and recycling technologies that capture and reuse excess dyes and chemicals from the dyeing process. These methods include filtration systems, dye recovery techniques, and wastewater treatment processes that allow for the regeneration and reuse of dyeing materials. The systems minimize waste discharge and promote circular economy principles in textile dyeing operations.Expand Specific Solutions
Key Players in Green Textile Dyeing Industry
The eco-friendly dye techniques for polyester fiber market represents an emerging sector driven by increasing environmental regulations and sustainability demands. The industry is transitioning from traditional chemical-intensive processes to innovative green alternatives, with market growth accelerated by consumer awareness and regulatory pressures. Technology maturity varies significantly across players, with established chemical giants like Toray Industries, Kuraray Co., and Huntsman Advanced Materials leading through advanced R&D capabilities and comprehensive material portfolios. Chinese manufacturers including Jiangsu Hengli Chemical Fiber and Hangzhou Transfar Fine Chemical are rapidly advancing through specialized eco-friendly solutions and cost-effective production. Academic institutions like Donghua University and Wuhan Textile University contribute foundational research, while specialized companies such as Penglai Jiaxin Dyestuff Chemical and Shanghai Yayun Technology focus on developing sustainable dyeing formulations. The competitive landscape shows a mix of mature multinational corporations with established technologies and emerging players developing innovative eco-friendly approaches.
Kuraray Co., Ltd.
Technical Solution: Kuraray has developed innovative eco-friendly dyeing solutions for polyester fibers leveraging their expertise in specialty chemicals and polymer science. Their technology incorporates bio-based dye carriers and environmentally benign dyeing auxiliaries that reduce water usage by 80% while maintaining excellent dye penetration and color uniformity. The company's approach includes development of novel polyester fiber modifications that enhance dye uptake at lower temperatures, reducing energy consumption by 40%. Their sustainable dyeing system utilizes plant-derived surfactants and biodegradable leveling agents, creating a closed-loop process with minimal environmental discharge.
Strengths: Strong specialty chemical expertise and proven track record in sustainable material development. Weaknesses: Smaller market presence in textile industry compared to major fiber producers.
Toray Industries, Inc.
Technical Solution: Toray has developed advanced eco-friendly dyeing technologies for polyester fibers, including waterless dyeing processes and bio-based dye systems. Their innovative approach utilizes supercritical CO2 dyeing technology that eliminates the need for water and reduces chemical waste by up to 90%. The company has also pioneered the use of recycled polyester fibers combined with sustainable dye formulations that maintain excellent color fastness while reducing environmental impact. Their closed-loop dyeing system incorporates energy recovery mechanisms and solvent recycling capabilities, significantly reducing carbon footprint in textile manufacturing.
Strengths: Industry-leading technology with proven commercial scalability and strong R&D capabilities. Weaknesses: High initial capital investment requirements and complex process control systems.
Core Innovations in Sustainable Dyeing Patents
An environmentally friendly process for dyeing polyester-based textile materials using bio-based carriers.
PatentActiveTN2022000156A1
Innovation
- A dyeing process using biosourced carriers like o-vanillin, p-vanillin, or coumarin, or mixtures thereof, at temperatures below 100°C, allowing for efficient dye penetration and uniform coloration without the use of hazardous chemicals, applicable to various polyester types and blends.
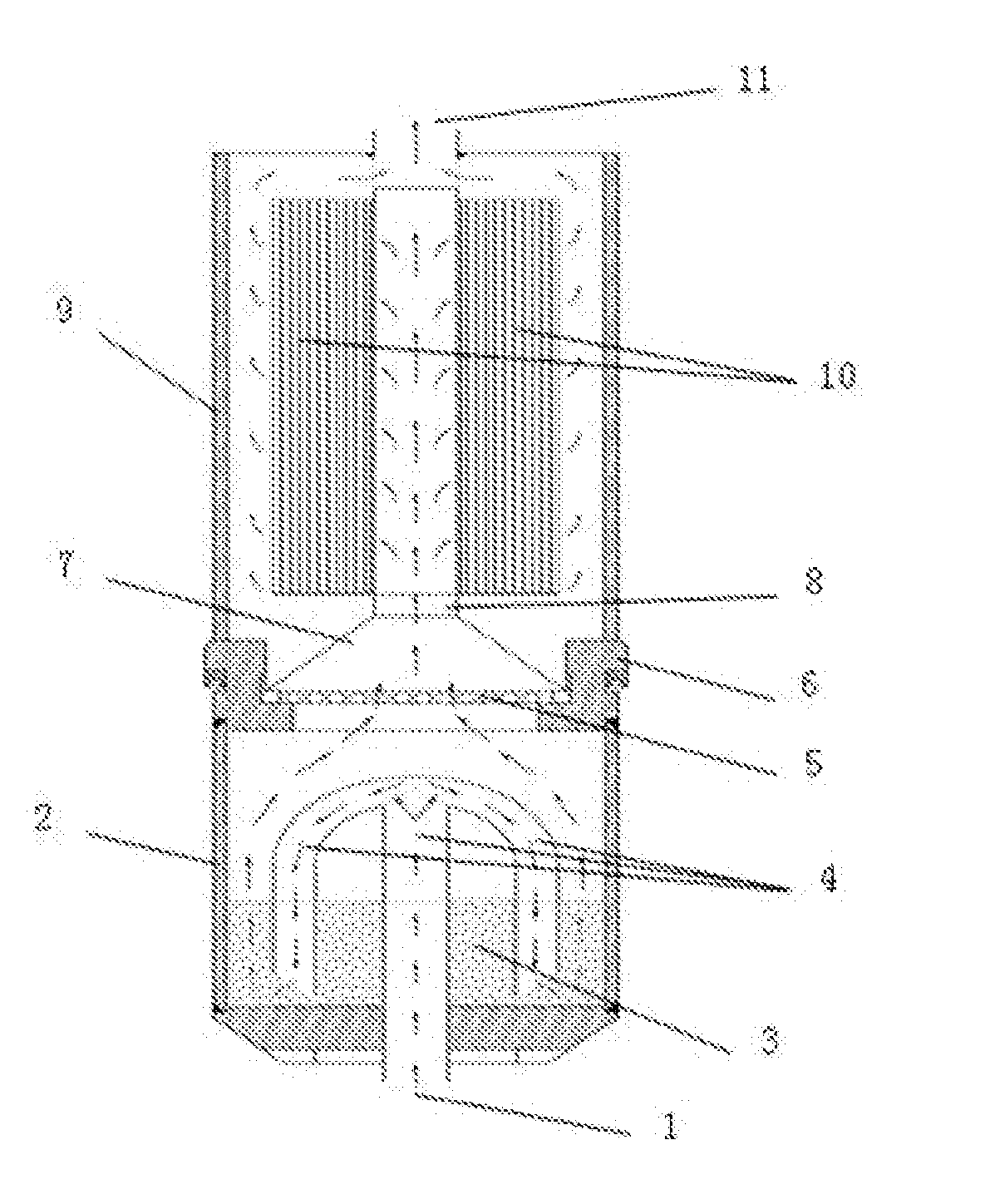
Method for colour-fixing processing of textile and device therefor
PatentActiveUS20160194825A1
Innovation
- A device and method utilizing a system with a supercritical carbon dioxide fluid, a fixing liquid storage tank, and a reactor with a porous filter and phase transfer catalysts like perfluoroalkylsulfonyl quaternary ammonium salts to facilitate alkaline accelerant transfer and reaction with fiber functional groups for effective fixation.
Environmental Regulations for Textile Dyeing
The textile dyeing industry faces increasingly stringent environmental regulations worldwide, driven by growing concerns over water pollution, chemical discharge, and ecological sustainability. These regulatory frameworks significantly impact the development and implementation of eco-friendly dye techniques for polyester fiber, creating both challenges and opportunities for manufacturers seeking to adopt sustainable practices.
In the European Union, the REACH regulation (Registration, Evaluation, Authorization and Restriction of Chemicals) establishes comprehensive requirements for chemical substances used in textile dyeing processes. This regulation mandates extensive testing and documentation of dye chemicals, particularly those containing heavy metals, aromatic amines, and other potentially hazardous substances commonly used in polyester dyeing. The EU's Eco-label criteria for textiles further restrict the use of certain dyes and require adherence to specific environmental performance standards throughout the production chain.
The United States Environmental Protection Agency (EPA) enforces the Clean Water Act, which sets strict limits on effluent discharge from textile facilities. The National Pollutant Discharge Elimination System (NPDES) requires permits for facilities discharging wastewater, with specific parameters for pH levels, biochemical oxygen demand, and total suspended solids. These regulations directly influence the selection of dyeing techniques and wastewater treatment technologies for polyester processing facilities.
China's environmental regulations have become increasingly rigorous, with the revised Environmental Protection Law imposing severe penalties for non-compliance. The country's textile industry standards GB 4287-2012 and GB 21903-2008 establish specific limits for water consumption, chemical oxygen demand, and pollutant discharge in textile dyeing operations. These standards particularly affect polyester dyeing processes due to their traditionally high energy and water consumption requirements.
International standards such as OEKO-TEX Standard 100 and Global Organic Textile Standard (GOTS) provide additional regulatory frameworks that influence market access and consumer acceptance. These certifications require comprehensive testing for harmful substances and adherence to environmental criteria throughout the supply chain, driving innovation in eco-friendly dyeing technologies.
The regulatory landscape continues evolving toward stricter environmental protection measures, with emerging legislation focusing on circular economy principles, carbon footprint reduction, and biodegradable chemical alternatives. This regulatory pressure accelerates the development of innovative eco-friendly dye techniques for polyester fiber, including waterless dyeing technologies, bio-based dyes, and closed-loop processing systems.
In the European Union, the REACH regulation (Registration, Evaluation, Authorization and Restriction of Chemicals) establishes comprehensive requirements for chemical substances used in textile dyeing processes. This regulation mandates extensive testing and documentation of dye chemicals, particularly those containing heavy metals, aromatic amines, and other potentially hazardous substances commonly used in polyester dyeing. The EU's Eco-label criteria for textiles further restrict the use of certain dyes and require adherence to specific environmental performance standards throughout the production chain.
The United States Environmental Protection Agency (EPA) enforces the Clean Water Act, which sets strict limits on effluent discharge from textile facilities. The National Pollutant Discharge Elimination System (NPDES) requires permits for facilities discharging wastewater, with specific parameters for pH levels, biochemical oxygen demand, and total suspended solids. These regulations directly influence the selection of dyeing techniques and wastewater treatment technologies for polyester processing facilities.
China's environmental regulations have become increasingly rigorous, with the revised Environmental Protection Law imposing severe penalties for non-compliance. The country's textile industry standards GB 4287-2012 and GB 21903-2008 establish specific limits for water consumption, chemical oxygen demand, and pollutant discharge in textile dyeing operations. These standards particularly affect polyester dyeing processes due to their traditionally high energy and water consumption requirements.
International standards such as OEKO-TEX Standard 100 and Global Organic Textile Standard (GOTS) provide additional regulatory frameworks that influence market access and consumer acceptance. These certifications require comprehensive testing for harmful substances and adherence to environmental criteria throughout the supply chain, driving innovation in eco-friendly dyeing technologies.
The regulatory landscape continues evolving toward stricter environmental protection measures, with emerging legislation focusing on circular economy principles, carbon footprint reduction, and biodegradable chemical alternatives. This regulatory pressure accelerates the development of innovative eco-friendly dye techniques for polyester fiber, including waterless dyeing technologies, bio-based dyes, and closed-loop processing systems.
Circular Economy in Polyester Dyeing Processes
The circular economy model represents a transformative approach to polyester dyeing processes, fundamentally shifting from the traditional linear "take-make-dispose" paradigm to a regenerative system that maximizes resource efficiency and minimizes waste generation. This economic framework emphasizes the continuous circulation of materials, energy, and water within the dyeing ecosystem, creating closed-loop systems that significantly reduce environmental impact while maintaining economic viability.
Resource recovery and regeneration form the cornerstone of circular polyester dyeing operations. Advanced dye recovery systems enable the extraction and purification of unused dyes from wastewater streams, allowing for their reintroduction into subsequent dyeing cycles. Water recirculation technologies, including membrane filtration and advanced oxidation processes, facilitate the treatment and reuse of process water, reducing freshwater consumption by up to 80% in optimized facilities.
Chemical循环利用strategies encompass the development of biodegradable auxiliaries and the implementation of solvent recovery systems for disperse dye applications. Innovative approaches include the use of supercritical carbon dioxide dyeing, where CO2 can be continuously recycled, and the adoption of enzymatic processes that generate minimal chemical waste while enabling the breakdown of residual chemicals into harmless byproducts.
Energy optimization within circular systems leverages waste heat recovery from dyeing processes to preheat incoming water and maintain optimal processing temperatures. Combined heat and power systems integrate renewable energy sources, while process intensification techniques reduce overall energy requirements through improved heat transfer and shortened processing times.
The economic benefits of circular polyester dyeing extend beyond cost savings from reduced resource consumption. Value creation through waste valorization includes the conversion of sludge into energy or construction materials, and the development of secondary markets for recovered chemicals. These circular approaches demonstrate potential cost reductions of 20-35% compared to conventional linear processes while simultaneously achieving superior environmental performance metrics.
Implementation challenges include initial capital investments for advanced treatment infrastructure and the need for comprehensive staff training on circular economy principles. However, regulatory incentives and growing consumer demand for sustainable textiles are driving widespread adoption of these circular approaches across the polyester dyeing industry.
Resource recovery and regeneration form the cornerstone of circular polyester dyeing operations. Advanced dye recovery systems enable the extraction and purification of unused dyes from wastewater streams, allowing for their reintroduction into subsequent dyeing cycles. Water recirculation technologies, including membrane filtration and advanced oxidation processes, facilitate the treatment and reuse of process water, reducing freshwater consumption by up to 80% in optimized facilities.
Chemical循环利用strategies encompass the development of biodegradable auxiliaries and the implementation of solvent recovery systems for disperse dye applications. Innovative approaches include the use of supercritical carbon dioxide dyeing, where CO2 can be continuously recycled, and the adoption of enzymatic processes that generate minimal chemical waste while enabling the breakdown of residual chemicals into harmless byproducts.
Energy optimization within circular systems leverages waste heat recovery from dyeing processes to preheat incoming water and maintain optimal processing temperatures. Combined heat and power systems integrate renewable energy sources, while process intensification techniques reduce overall energy requirements through improved heat transfer and shortened processing times.
The economic benefits of circular polyester dyeing extend beyond cost savings from reduced resource consumption. Value creation through waste valorization includes the conversion of sludge into energy or construction materials, and the development of secondary markets for recovered chemicals. These circular approaches demonstrate potential cost reductions of 20-35% compared to conventional linear processes while simultaneously achieving superior environmental performance metrics.
Implementation challenges include initial capital investments for advanced treatment infrastructure and the need for comprehensive staff training on circular economy principles. However, regulatory incentives and growing consumer demand for sustainable textiles are driving widespread adoption of these circular approaches across the polyester dyeing industry.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!