Ethylene Vinyl Acetate: Frontier Technologies and Uses
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
EVA Evolution and Objectives
Ethylene Vinyl Acetate (EVA) has undergone significant evolution since its inception in the 1950s. Initially developed as a more flexible and resilient alternative to polyethylene, EVA has become a versatile copolymer with applications spanning various industries. The evolution of EVA technology has been driven by the continuous pursuit of enhanced performance characteristics and the expansion of its application domains.
In the early stages, EVA was primarily used in the packaging industry due to its excellent flexibility and low-temperature toughness. As manufacturing processes improved, the focus shifted towards optimizing the vinyl acetate content, which directly influences the material's properties. This led to the development of EVA grades with varying vinyl acetate percentages, enabling tailored solutions for specific applications.
The 1970s and 1980s saw a significant expansion in EVA's use in the footwear industry, particularly in the production of midsoles for athletic shoes. This period marked a crucial turning point in EVA's evolution, as it demonstrated the material's potential beyond traditional packaging applications. Concurrently, research efforts were directed towards improving EVA's thermal properties and UV resistance, broadening its applicability in outdoor and construction-related uses.
The 1990s and early 2000s witnessed a surge in EVA's adoption in the solar energy sector. The material's excellent encapsulation properties made it an ideal choice for photovoltaic modules, protecting solar cells from environmental factors and enhancing their longevity. This application has since become one of the primary drivers for EVA's technological advancement, with ongoing research focused on improving its durability, transparency, and resistance to degradation under prolonged sun exposure.
Recent years have seen an increased emphasis on sustainability and eco-friendly materials. This has spurred research into bio-based EVA alternatives and recycling technologies. The objective is to develop EVA formulations that maintain the desired performance characteristics while reducing environmental impact. Additionally, there is a growing interest in exploring EVA's potential in emerging fields such as 3D printing and advanced medical devices.
Looking ahead, the primary objectives for EVA technology development include:
1. Enhancing long-term durability and weather resistance for outdoor applications.
2. Improving thermal management properties for electronics and energy storage applications.
3. Developing bio-based and recyclable EVA formulations to address sustainability concerns.
4. Exploring novel crosslinking methods to expand EVA's high-temperature performance range.
5. Optimizing EVA's compatibility with other materials for advanced composite applications.
These objectives reflect the ongoing evolution of EVA technology, driven by market demands and technological advancements across various industries. As research continues, EVA is poised to maintain its relevance and expand its applications in both traditional and emerging markets.
In the early stages, EVA was primarily used in the packaging industry due to its excellent flexibility and low-temperature toughness. As manufacturing processes improved, the focus shifted towards optimizing the vinyl acetate content, which directly influences the material's properties. This led to the development of EVA grades with varying vinyl acetate percentages, enabling tailored solutions for specific applications.
The 1970s and 1980s saw a significant expansion in EVA's use in the footwear industry, particularly in the production of midsoles for athletic shoes. This period marked a crucial turning point in EVA's evolution, as it demonstrated the material's potential beyond traditional packaging applications. Concurrently, research efforts were directed towards improving EVA's thermal properties and UV resistance, broadening its applicability in outdoor and construction-related uses.
The 1990s and early 2000s witnessed a surge in EVA's adoption in the solar energy sector. The material's excellent encapsulation properties made it an ideal choice for photovoltaic modules, protecting solar cells from environmental factors and enhancing their longevity. This application has since become one of the primary drivers for EVA's technological advancement, with ongoing research focused on improving its durability, transparency, and resistance to degradation under prolonged sun exposure.
Recent years have seen an increased emphasis on sustainability and eco-friendly materials. This has spurred research into bio-based EVA alternatives and recycling technologies. The objective is to develop EVA formulations that maintain the desired performance characteristics while reducing environmental impact. Additionally, there is a growing interest in exploring EVA's potential in emerging fields such as 3D printing and advanced medical devices.
Looking ahead, the primary objectives for EVA technology development include:
1. Enhancing long-term durability and weather resistance for outdoor applications.
2. Improving thermal management properties for electronics and energy storage applications.
3. Developing bio-based and recyclable EVA formulations to address sustainability concerns.
4. Exploring novel crosslinking methods to expand EVA's high-temperature performance range.
5. Optimizing EVA's compatibility with other materials for advanced composite applications.
These objectives reflect the ongoing evolution of EVA technology, driven by market demands and technological advancements across various industries. As research continues, EVA is poised to maintain its relevance and expand its applications in both traditional and emerging markets.
Market Demand Analysis
The market demand for Ethylene Vinyl Acetate (EVA) has been steadily growing, driven by its versatile properties and wide range of applications across various industries. The global EVA market has shown robust expansion, with significant growth projected in the coming years. This growth is primarily attributed to the increasing demand in key sectors such as packaging, solar energy, footwear, and automotive industries.
In the packaging industry, EVA is highly sought after for its excellent flexibility, toughness, and barrier properties. The material's ability to provide superior sealing and adhesion makes it a preferred choice for flexible packaging applications, particularly in food and beverage packaging. As consumer preferences shift towards convenient and sustainable packaging solutions, the demand for EVA in this sector is expected to continue its upward trajectory.
The solar energy sector has emerged as a major driver for EVA demand. EVA is extensively used in the production of solar panels as an encapsulant material, protecting the photovoltaic cells from environmental factors and enhancing their efficiency. With the global push towards renewable energy sources and the rapid expansion of solar power installations, the demand for EVA in this sector is forecasted to experience substantial growth.
In the footwear industry, EVA has gained popularity due to its lightweight nature, shock-absorbing properties, and durability. The material is widely used in the production of shoe soles, insoles, and midsoles, particularly in sports and casual footwear. The growing health consciousness and increasing participation in sports activities are expected to fuel the demand for EVA in this sector.
The automotive industry represents another significant market for EVA, where it is used in various applications such as wire and cable insulation, gaskets, and interior components. The material's excellent electrical insulation properties, coupled with its resistance to heat and chemicals, make it an ideal choice for automotive applications. As the automotive industry continues to evolve with a focus on lightweight materials and electric vehicles, the demand for EVA is anticipated to grow further.
Geographically, Asia-Pacific has emerged as the largest market for EVA, driven by rapid industrialization, urbanization, and the presence of major manufacturing hubs in countries like China and India. North America and Europe also contribute significantly to the global EVA market, with steady demand from established industries and ongoing technological advancements.
The market trends indicate a growing preference for high-performance EVA grades with enhanced properties such as improved clarity, higher melt flow index, and better adhesion. This shift is driven by the need for advanced materials in specialized applications across various industries. Additionally, there is an increasing focus on developing bio-based and recyclable EVA alternatives to address sustainability concerns and meet stringent environmental regulations.
In the packaging industry, EVA is highly sought after for its excellent flexibility, toughness, and barrier properties. The material's ability to provide superior sealing and adhesion makes it a preferred choice for flexible packaging applications, particularly in food and beverage packaging. As consumer preferences shift towards convenient and sustainable packaging solutions, the demand for EVA in this sector is expected to continue its upward trajectory.
The solar energy sector has emerged as a major driver for EVA demand. EVA is extensively used in the production of solar panels as an encapsulant material, protecting the photovoltaic cells from environmental factors and enhancing their efficiency. With the global push towards renewable energy sources and the rapid expansion of solar power installations, the demand for EVA in this sector is forecasted to experience substantial growth.
In the footwear industry, EVA has gained popularity due to its lightweight nature, shock-absorbing properties, and durability. The material is widely used in the production of shoe soles, insoles, and midsoles, particularly in sports and casual footwear. The growing health consciousness and increasing participation in sports activities are expected to fuel the demand for EVA in this sector.
The automotive industry represents another significant market for EVA, where it is used in various applications such as wire and cable insulation, gaskets, and interior components. The material's excellent electrical insulation properties, coupled with its resistance to heat and chemicals, make it an ideal choice for automotive applications. As the automotive industry continues to evolve with a focus on lightweight materials and electric vehicles, the demand for EVA is anticipated to grow further.
Geographically, Asia-Pacific has emerged as the largest market for EVA, driven by rapid industrialization, urbanization, and the presence of major manufacturing hubs in countries like China and India. North America and Europe also contribute significantly to the global EVA market, with steady demand from established industries and ongoing technological advancements.
The market trends indicate a growing preference for high-performance EVA grades with enhanced properties such as improved clarity, higher melt flow index, and better adhesion. This shift is driven by the need for advanced materials in specialized applications across various industries. Additionally, there is an increasing focus on developing bio-based and recyclable EVA alternatives to address sustainability concerns and meet stringent environmental regulations.
EVA Tech Challenges
Despite the widespread use of Ethylene Vinyl Acetate (EVA) in various industries, several technical challenges persist in its production, processing, and application. One of the primary issues is achieving consistent quality across different batches. The copolymerization process of ethylene and vinyl acetate can be sensitive to slight variations in temperature, pressure, and catalyst performance, leading to inconsistencies in the final product's properties.
Another significant challenge lies in improving the thermal stability of EVA, particularly for high-temperature applications. As the vinyl acetate content increases, the material's heat resistance tends to decrease, limiting its use in certain high-temperature environments. This necessitates the development of advanced stabilization techniques or the exploration of new copolymer compositions to enhance thermal performance without compromising other desirable properties.
The processing of EVA also presents technical hurdles, especially in terms of melt flow behavior and adhesion characteristics. Achieving the right balance between melt strength and flow properties is crucial for applications such as film extrusion and injection molding. Additionally, optimizing the adhesion properties of EVA to various substrates remains an ongoing challenge, particularly in multi-layer structures and composite materials.
Environmental concerns pose another set of challenges for EVA technology. The industry faces pressure to develop more sustainable production methods and improve the recyclability of EVA-based products. This includes finding alternatives to traditional petroleum-based feedstocks and developing efficient recycling processes that can separate EVA from other materials in complex products.
In the realm of advanced applications, such as photovoltaic encapsulants, EVA faces specific technical challenges. These include improving long-term UV stability, reducing yellowing and degradation over time, and enhancing moisture barrier properties. The development of EVA formulations that can maintain transparency and electrical insulation properties over extended periods in harsh outdoor conditions remains a key focus area for researchers.
Lastly, the customization of EVA properties for emerging applications presents ongoing challenges. As new industries adopt EVA, there is a growing demand for tailored properties such as specific elasticity ranges, controlled gas permeability, or enhanced chemical resistance. Meeting these diverse and often conflicting requirements necessitates continuous innovation in polymer chemistry and processing technologies.
Another significant challenge lies in improving the thermal stability of EVA, particularly for high-temperature applications. As the vinyl acetate content increases, the material's heat resistance tends to decrease, limiting its use in certain high-temperature environments. This necessitates the development of advanced stabilization techniques or the exploration of new copolymer compositions to enhance thermal performance without compromising other desirable properties.
The processing of EVA also presents technical hurdles, especially in terms of melt flow behavior and adhesion characteristics. Achieving the right balance between melt strength and flow properties is crucial for applications such as film extrusion and injection molding. Additionally, optimizing the adhesion properties of EVA to various substrates remains an ongoing challenge, particularly in multi-layer structures and composite materials.
Environmental concerns pose another set of challenges for EVA technology. The industry faces pressure to develop more sustainable production methods and improve the recyclability of EVA-based products. This includes finding alternatives to traditional petroleum-based feedstocks and developing efficient recycling processes that can separate EVA from other materials in complex products.
In the realm of advanced applications, such as photovoltaic encapsulants, EVA faces specific technical challenges. These include improving long-term UV stability, reducing yellowing and degradation over time, and enhancing moisture barrier properties. The development of EVA formulations that can maintain transparency and electrical insulation properties over extended periods in harsh outdoor conditions remains a key focus area for researchers.
Lastly, the customization of EVA properties for emerging applications presents ongoing challenges. As new industries adopt EVA, there is a growing demand for tailored properties such as specific elasticity ranges, controlled gas permeability, or enhanced chemical resistance. Meeting these diverse and often conflicting requirements necessitates continuous innovation in polymer chemistry and processing technologies.
Current EVA Solutions
01 Composition and properties of EVA
Ethylene Vinyl Acetate (EVA) is a copolymer of ethylene and vinyl acetate. It exhibits properties such as flexibility, toughness, and resistance to stress-cracking. The composition and ratio of ethylene to vinyl acetate can be adjusted to achieve specific material characteristics for various applications.- Composition and properties of EVA: Ethylene Vinyl Acetate (EVA) is a copolymer of ethylene and vinyl acetate. It exhibits properties such as flexibility, toughness, and resistance to UV radiation and stress-cracking. The vinyl acetate content can be varied to modify the properties of the material, making it suitable for various applications.
- EVA in adhesive applications: EVA is widely used in adhesive formulations due to its excellent adhesion properties and compatibility with various substrates. It is used in hot melt adhesives, pressure-sensitive adhesives, and as a base polymer in adhesive blends. The material's low melting point and good flow characteristics make it ideal for these applications.
- EVA in foam and insulation products: EVA is utilized in the production of foam and insulation materials. Its closed-cell structure and low thermal conductivity make it suitable for applications such as shoe soles, sports equipment, and building insulation. The material can be easily foamed and molded into various shapes and densities.
- EVA in solar panel encapsulation: EVA is a popular material for encapsulating solar cells in photovoltaic modules. Its transparency, weather resistance, and ability to protect the cells from moisture and mechanical stress make it an ideal choice for this application. The material also helps in improving the overall efficiency and lifespan of solar panels.
- Modifications and blends of EVA: EVA can be modified or blended with other materials to enhance its properties or create new functionalities. This includes crosslinking, grafting, and blending with other polymers or additives. Such modifications can improve the material's heat resistance, mechanical properties, or introduce specific characteristics for targeted applications.
02 EVA in adhesive applications
EVA is widely used in adhesive formulations due to its excellent adhesion properties and compatibility with various substrates. It can be used in hot melt adhesives, pressure-sensitive adhesives, and as a base polymer in adhesive blends. The adhesive strength and performance can be tailored by adjusting the EVA composition and additives.Expand Specific Solutions03 EVA in foam and insulation materials
EVA is utilized in the production of foam and insulation materials due to its low density, good cushioning properties, and thermal insulation characteristics. It can be processed into closed-cell foams for applications such as footwear, sports equipment, and building insulation.Expand Specific Solutions04 EVA in solar panel encapsulation
EVA is commonly used as an encapsulant material in photovoltaic modules. It provides excellent transparency, weatherability, and protection for solar cells. The material helps to enhance the durability and performance of solar panels by protecting the cells from moisture, UV radiation, and mechanical stress.Expand Specific Solutions05 Modification and blending of EVA
EVA can be modified or blended with other polymers and additives to enhance its properties for specific applications. This includes crosslinking, grafting, and the addition of fillers or compatibilizers. These modifications can improve properties such as heat resistance, mechanical strength, and processability.Expand Specific Solutions
Key EVA Industry Players
The Ethylene Vinyl Acetate (EVA) market is in a mature growth stage, characterized by steady demand and established applications across various industries. The global market size for EVA is substantial, driven by its versatility in sectors such as packaging, footwear, and solar panel manufacturing. Technologically, EVA production is well-established, with major players like Celanese International Corp., China Petroleum & Chemical Corp., and DuPont de Nemours, Inc. continuously refining their processes. Companies such as Kuraray Co., Ltd. and BASF SE are focusing on developing advanced EVA formulations for specialized applications, indicating ongoing innovation in the field. The competitive landscape is diverse, with both large petrochemical corporations and specialized chemical companies vying for market share through product differentiation and technological advancements.
Celanese International Corp.
Technical Solution: Celanese has developed advanced EVA copolymer technologies, focusing on improving the material's performance and versatility. Their innovations include enhanced adhesion properties for packaging applications, increased flexibility for solar panel encapsulation, and improved impact resistance for automotive parts. Celanese's EVA formulations incorporate proprietary additives and cross-linking agents to achieve superior weatherability and UV resistance[1]. The company has also introduced bio-based EVA variants, utilizing renewable resources to reduce the carbon footprint of their products[3]. Celanese's research efforts have led to EVA grades with optimized melt flow characteristics, enabling more efficient processing in extrusion and injection molding applications[5].
Strengths: Wide range of tailored EVA solutions for diverse industries, strong focus on sustainability with bio-based options. Weaknesses: Potential higher costs associated with specialized formulations, competition from other polymer alternatives in some applications.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has made significant strides in EVA technology, particularly in the development of high-performance grades for photovoltaic encapsulants. Their research has focused on improving the crosslinking efficiency and gel content of EVA films, resulting in enhanced durability and moisture resistance for solar modules[2]. Sinopec has also developed specialized EVA grades with optimized vinyl acetate content for specific applications such as wire and cable insulation, offering improved flexibility and electrical properties[4]. The company's continuous investment in R&D has led to advancements in EVA foam technology, creating lightweight materials with excellent shock absorption for automotive and sports equipment industries[6].
Strengths: Strong presence in the Asian market, vertically integrated production capabilities, focus on high-growth sectors like renewable energy. Weaknesses: Potential challenges in global market expansion, environmental concerns associated with petrochemical operations.
EVA Core Innovations
Integrated process for the production of vinyl acetate from acetic acid via ethyl acetate
PatentInactiveEP2382179A1
Innovation
- An integrated process involving the hydrogenation of acetic acid to form ethyl acetate with high selectivity, followed by pyrolysis to produce ethylene, and subsequent reaction with molecular oxygen over a suitable catalyst to form vinyl acetate, using a bimetallic catalyst system such as platinum and copper or palladium and cobalt supported on a catalyst support.
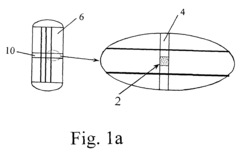
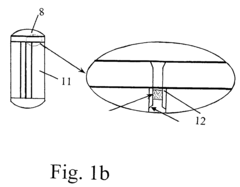
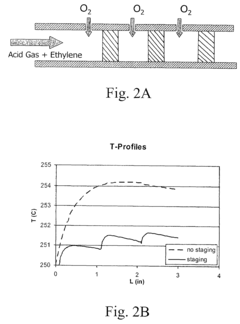
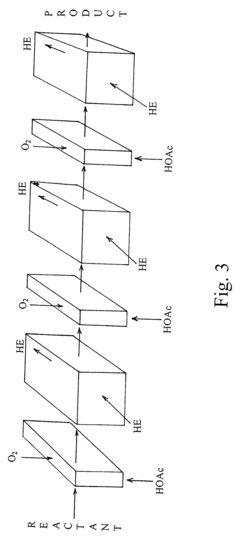
Process and apparatus for improved methods for making vinyl acetate monomer (VAM)
PatentInactiveUS7468455B2
Innovation
- A method involving a catalyst-containing reaction channel where ethylene, acetic acid, and dioxygen are passed through, with staged addition and optimized ratios, to achieve high conversion of ethylene to vinyl acetate or carbon dioxide, while maintaining low selectivity to carbon dioxide, utilizing microchannel reactors for improved heat and mass transfer and safety.
EVA Sustainability Impact
The sustainability impact of Ethylene Vinyl Acetate (EVA) is a critical consideration in its production, use, and end-of-life management. As a versatile copolymer, EVA has found applications across various industries, from packaging to solar panels. However, its environmental footprint has come under scrutiny in recent years.
EVA production primarily relies on fossil fuel-derived raw materials, contributing to greenhouse gas emissions and resource depletion. The manufacturing process involves energy-intensive polymerization reactions, further adding to its carbon footprint. Despite these challenges, efforts are underway to improve the sustainability of EVA production through process optimization and the exploration of bio-based alternatives.
In terms of product lifecycle, EVA's durability and resistance to degradation offer both advantages and drawbacks. While these properties ensure long-lasting products, they also pose challenges for end-of-life management. EVA's cross-linked structure makes it difficult to recycle through conventional mechanical methods, often leading to landfilling or incineration.
However, innovative recycling technologies are emerging to address this issue. Chemical recycling processes, such as pyrolysis and depolymerization, show promise in breaking down EVA into its constituent monomers or valuable chemical feedstocks. These approaches could potentially close the loop on EVA's lifecycle, reducing waste and conserving resources.
The solar industry, a major consumer of EVA as an encapsulant material, is particularly focused on improving the material's sustainability profile. Research is ongoing to develop EVA formulations with enhanced UV stability and longer lifespans, thereby extending the operational life of solar panels and reducing the need for premature replacements.
Biodegradable alternatives to traditional EVA are also being explored, particularly for single-use applications. These materials aim to combine the desirable properties of EVA with improved end-of-life outcomes, potentially reducing plastic pollution in marine and terrestrial environments.
As regulations around plastic use and disposal tighten globally, the EVA industry is adapting by investing in more sustainable production methods and exploring circular economy models. This includes initiatives to improve energy efficiency in manufacturing, increase the use of recycled content in EVA products, and develop take-back programs for end-of-life materials.
The sustainability impact of EVA remains a complex issue, balancing its valuable contributions to various industries against environmental concerns. Ongoing research and development efforts are crucial in mitigating its negative impacts and enhancing its role in a more sustainable future.
EVA production primarily relies on fossil fuel-derived raw materials, contributing to greenhouse gas emissions and resource depletion. The manufacturing process involves energy-intensive polymerization reactions, further adding to its carbon footprint. Despite these challenges, efforts are underway to improve the sustainability of EVA production through process optimization and the exploration of bio-based alternatives.
In terms of product lifecycle, EVA's durability and resistance to degradation offer both advantages and drawbacks. While these properties ensure long-lasting products, they also pose challenges for end-of-life management. EVA's cross-linked structure makes it difficult to recycle through conventional mechanical methods, often leading to landfilling or incineration.
However, innovative recycling technologies are emerging to address this issue. Chemical recycling processes, such as pyrolysis and depolymerization, show promise in breaking down EVA into its constituent monomers or valuable chemical feedstocks. These approaches could potentially close the loop on EVA's lifecycle, reducing waste and conserving resources.
The solar industry, a major consumer of EVA as an encapsulant material, is particularly focused on improving the material's sustainability profile. Research is ongoing to develop EVA formulations with enhanced UV stability and longer lifespans, thereby extending the operational life of solar panels and reducing the need for premature replacements.
Biodegradable alternatives to traditional EVA are also being explored, particularly for single-use applications. These materials aim to combine the desirable properties of EVA with improved end-of-life outcomes, potentially reducing plastic pollution in marine and terrestrial environments.
As regulations around plastic use and disposal tighten globally, the EVA industry is adapting by investing in more sustainable production methods and exploring circular economy models. This includes initiatives to improve energy efficiency in manufacturing, increase the use of recycled content in EVA products, and develop take-back programs for end-of-life materials.
The sustainability impact of EVA remains a complex issue, balancing its valuable contributions to various industries against environmental concerns. Ongoing research and development efforts are crucial in mitigating its negative impacts and enhancing its role in a more sustainable future.
EVA Regulatory Landscape
The regulatory landscape for Ethylene Vinyl Acetate (EVA) is complex and multifaceted, reflecting the diverse applications of this versatile copolymer across various industries. Regulatory frameworks governing EVA production, use, and disposal are primarily focused on ensuring safety, environmental protection, and quality standards.
In the United States, the Food and Drug Administration (FDA) plays a crucial role in regulating EVA for food contact applications. The FDA has approved certain grades of EVA for use in food packaging and processing equipment under specific conditions. Manufacturers must comply with the requirements outlined in 21 CFR 177.1350, which details the specifications for EVA copolymers intended for food contact use.
The European Union has implemented comprehensive regulations through the Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) framework. Under REACH, EVA manufacturers and importers are required to register their substances and provide detailed information on their properties, uses, and potential risks. This ensures a high level of protection for human health and the environment.
In the medical device industry, EVA is subject to stringent regulations due to its use in various medical applications. The FDA's Center for Devices and Radiological Health (CDRH) oversees the approval process for medical devices containing EVA. Manufacturers must demonstrate compliance with Good Manufacturing Practices (GMP) and provide extensive documentation on biocompatibility and safety.
Environmental regulations also play a significant role in shaping the EVA industry. Many countries have implemented policies to address plastic waste and promote recycling. For instance, the EU's Circular Economy Action Plan aims to make all plastic packaging recyclable or reusable by 2030, which has implications for EVA-based packaging materials.
In the construction sector, building codes and standards often dictate the use of EVA in applications such as solar panel encapsulation and flooring. These regulations focus on fire safety, durability, and performance characteristics. The International Building Code (IBC) and various national standards provide guidelines for the use of EVA-based materials in construction.
As sustainability concerns grow, regulations are evolving to address the environmental impact of EVA throughout its lifecycle. This includes initiatives to promote bio-based alternatives and improve end-of-life management. The Global Reporting Initiative (GRI) Standards, while voluntary, are increasingly influencing corporate sustainability reporting practices, including those related to EVA production and use.
Occupational health and safety regulations also apply to EVA manufacturing and processing. Organizations such as the Occupational Safety and Health Administration (OSHA) in the United States set standards for workplace exposure limits and safety protocols related to EVA handling and production.
In the United States, the Food and Drug Administration (FDA) plays a crucial role in regulating EVA for food contact applications. The FDA has approved certain grades of EVA for use in food packaging and processing equipment under specific conditions. Manufacturers must comply with the requirements outlined in 21 CFR 177.1350, which details the specifications for EVA copolymers intended for food contact use.
The European Union has implemented comprehensive regulations through the Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) framework. Under REACH, EVA manufacturers and importers are required to register their substances and provide detailed information on their properties, uses, and potential risks. This ensures a high level of protection for human health and the environment.
In the medical device industry, EVA is subject to stringent regulations due to its use in various medical applications. The FDA's Center for Devices and Radiological Health (CDRH) oversees the approval process for medical devices containing EVA. Manufacturers must demonstrate compliance with Good Manufacturing Practices (GMP) and provide extensive documentation on biocompatibility and safety.
Environmental regulations also play a significant role in shaping the EVA industry. Many countries have implemented policies to address plastic waste and promote recycling. For instance, the EU's Circular Economy Action Plan aims to make all plastic packaging recyclable or reusable by 2030, which has implications for EVA-based packaging materials.
In the construction sector, building codes and standards often dictate the use of EVA in applications such as solar panel encapsulation and flooring. These regulations focus on fire safety, durability, and performance characteristics. The International Building Code (IBC) and various national standards provide guidelines for the use of EVA-based materials in construction.
As sustainability concerns grow, regulations are evolving to address the environmental impact of EVA throughout its lifecycle. This includes initiatives to promote bio-based alternatives and improve end-of-life management. The Global Reporting Initiative (GRI) Standards, while voluntary, are increasingly influencing corporate sustainability reporting practices, including those related to EVA production and use.
Occupational health and safety regulations also apply to EVA manufacturing and processing. Organizations such as the Occupational Safety and Health Administration (OSHA) in the United States set standards for workplace exposure limits and safety protocols related to EVA handling and production.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!