

Improve Surface Finish In Titanium Welding Using Laser Beam Systems
MAY 21, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Titanium Laser Welding Surface Quality Background and Objectives
Titanium has emerged as a critical material in aerospace, medical, and high-performance industrial applications due to its exceptional strength-to-weight ratio, corrosion resistance, and biocompatibility. However, the welding of titanium components presents significant challenges, particularly in achieving superior surface finish quality that meets stringent industry standards.
Traditional welding methods for titanium, including tungsten inert gas (TIG) and electron beam welding, often result in surface irregularities, oxidation, and heat-affected zone degradation. These issues compromise both the aesthetic and functional properties of welded joints, leading to increased post-processing requirements and potential structural weaknesses.
Laser beam welding has gained prominence as an advanced joining technology capable of addressing many limitations associated with conventional titanium welding processes. The precise energy control, minimal heat input, and focused beam characteristics of laser systems offer unprecedented opportunities to enhance surface quality while maintaining the integrity of titanium's metallurgical properties.
The aerospace industry's growing demand for lightweight, high-strength components has intensified the need for superior welding techniques. Modern aircraft structures require welded titanium joints with mirror-like surface finishes to minimize drag coefficients and prevent stress concentration points that could lead to fatigue failures.
Medical device manufacturing presents equally stringent requirements, where surface roughness directly impacts biocompatibility and device performance. Implantable titanium components must exhibit smooth surfaces to prevent bacterial adhesion and ensure optimal integration with biological tissues.
The primary objective of improving surface finish in titanium laser welding encompasses multiple technical goals. First, achieving consistent surface roughness values below Ra 0.8 μm across various titanium alloys, including Ti-6Al-4V and commercially pure titanium grades. Second, minimizing heat-affected zone width while eliminating surface oxidation and discoloration that typically plague titanium welding processes.
Advanced laser beam systems offer sophisticated parameter control capabilities, including pulse shaping, beam oscillation, and real-time monitoring systems. These technologies enable precise manipulation of the welding process to optimize surface characteristics while maintaining structural integrity.
The integration of adaptive control systems and machine learning algorithms represents a frontier approach to achieving consistent surface quality. These systems can automatically adjust laser parameters based on real-time feedback from surface monitoring sensors, ensuring optimal results across varying material conditions and joint configurations.
Traditional welding methods for titanium, including tungsten inert gas (TIG) and electron beam welding, often result in surface irregularities, oxidation, and heat-affected zone degradation. These issues compromise both the aesthetic and functional properties of welded joints, leading to increased post-processing requirements and potential structural weaknesses.
Laser beam welding has gained prominence as an advanced joining technology capable of addressing many limitations associated with conventional titanium welding processes. The precise energy control, minimal heat input, and focused beam characteristics of laser systems offer unprecedented opportunities to enhance surface quality while maintaining the integrity of titanium's metallurgical properties.
The aerospace industry's growing demand for lightweight, high-strength components has intensified the need for superior welding techniques. Modern aircraft structures require welded titanium joints with mirror-like surface finishes to minimize drag coefficients and prevent stress concentration points that could lead to fatigue failures.
Medical device manufacturing presents equally stringent requirements, where surface roughness directly impacts biocompatibility and device performance. Implantable titanium components must exhibit smooth surfaces to prevent bacterial adhesion and ensure optimal integration with biological tissues.
The primary objective of improving surface finish in titanium laser welding encompasses multiple technical goals. First, achieving consistent surface roughness values below Ra 0.8 μm across various titanium alloys, including Ti-6Al-4V and commercially pure titanium grades. Second, minimizing heat-affected zone width while eliminating surface oxidation and discoloration that typically plague titanium welding processes.
Advanced laser beam systems offer sophisticated parameter control capabilities, including pulse shaping, beam oscillation, and real-time monitoring systems. These technologies enable precise manipulation of the welding process to optimize surface characteristics while maintaining structural integrity.
The integration of adaptive control systems and machine learning algorithms represents a frontier approach to achieving consistent surface quality. These systems can automatically adjust laser parameters based on real-time feedback from surface monitoring sensors, ensuring optimal results across varying material conditions and joint configurations.
Market Demand for High-Quality Titanium Welded Components
The aerospace industry represents the largest and most demanding market segment for high-quality titanium welded components. Aircraft manufacturers require titanium welding solutions that deliver exceptional surface finish quality for critical structural components, engine parts, and landing gear assemblies. The stringent safety requirements and performance specifications in aerospace applications drive continuous demand for advanced welding technologies that can achieve mirror-like surface finishes while maintaining structural integrity.
Medical device manufacturing constitutes another rapidly expanding market for premium titanium welding services. Surgical implants, prosthetic devices, and medical instruments demand biocompatible titanium components with superior surface characteristics. The growing aging population and increasing prevalence of orthopedic procedures fuel sustained market growth, with manufacturers seeking welding solutions that eliminate post-processing requirements and reduce contamination risks.
The automotive sector increasingly adopts titanium components for high-performance vehicles and electric vehicle applications. Exhaust systems, suspension components, and lightweight structural elements require welding processes that deliver consistent surface quality while maintaining cost-effectiveness. As automotive manufacturers pursue weight reduction and performance enhancement goals, demand for efficient titanium welding solutions continues to escalate.
Industrial equipment manufacturers represent a significant market segment requiring robust titanium welded assemblies. Chemical processing equipment, marine applications, and oil and gas infrastructure demand corrosion-resistant titanium components with excellent surface finishes. These applications prioritize long-term durability and resistance to harsh operating environments, driving demand for advanced welding technologies.
The defense and military sector maintains steady demand for specialized titanium welded components used in armor systems, naval vessels, and advanced weaponry. These applications require exceptional surface quality standards and precise dimensional tolerances, creating opportunities for laser beam welding systems that can deliver consistent results.
Market growth drivers include increasing adoption of additive manufacturing technologies, rising quality standards across industries, and growing emphasis on reducing post-welding processing costs. The trend toward automation and Industry 4.0 implementation further accelerates demand for advanced welding systems capable of delivering repeatable, high-quality surface finishes in titanium applications.
Medical device manufacturing constitutes another rapidly expanding market for premium titanium welding services. Surgical implants, prosthetic devices, and medical instruments demand biocompatible titanium components with superior surface characteristics. The growing aging population and increasing prevalence of orthopedic procedures fuel sustained market growth, with manufacturers seeking welding solutions that eliminate post-processing requirements and reduce contamination risks.
The automotive sector increasingly adopts titanium components for high-performance vehicles and electric vehicle applications. Exhaust systems, suspension components, and lightweight structural elements require welding processes that deliver consistent surface quality while maintaining cost-effectiveness. As automotive manufacturers pursue weight reduction and performance enhancement goals, demand for efficient titanium welding solutions continues to escalate.
Industrial equipment manufacturers represent a significant market segment requiring robust titanium welded assemblies. Chemical processing equipment, marine applications, and oil and gas infrastructure demand corrosion-resistant titanium components with excellent surface finishes. These applications prioritize long-term durability and resistance to harsh operating environments, driving demand for advanced welding technologies.
The defense and military sector maintains steady demand for specialized titanium welded components used in armor systems, naval vessels, and advanced weaponry. These applications require exceptional surface quality standards and precise dimensional tolerances, creating opportunities for laser beam welding systems that can deliver consistent results.
Market growth drivers include increasing adoption of additive manufacturing technologies, rising quality standards across industries, and growing emphasis on reducing post-welding processing costs. The trend toward automation and Industry 4.0 implementation further accelerates demand for advanced welding systems capable of delivering repeatable, high-quality surface finishes in titanium applications.
Current Challenges in Titanium Laser Welding Surface Finish
Titanium laser welding faces significant surface finish challenges that stem from the material's unique metallurgical properties and its interaction with high-energy laser beams. The primary obstacle lies in titanium's high reactivity with atmospheric gases, particularly oxygen and nitrogen, at elevated temperatures. During laser welding, the heat-affected zone experiences rapid thermal cycling, creating conditions where surface oxidation and nitride formation occur readily, resulting in discoloration and rough surface textures.
Porosity formation represents another critical challenge affecting surface quality in titanium laser welding. The rapid solidification characteristic of laser welding can trap gases within the weld pool, leading to surface-breaking pores and irregular surface topography. This phenomenon is exacerbated by titanium's low thermal conductivity, which creates steep temperature gradients and promotes non-uniform cooling rates across the weld zone.
Spatter generation during the welding process significantly compromises surface finish quality. The high power density of laser beams can cause violent ejection of molten material, particularly when welding parameters are not optimally controlled. These spatter particles adhere to the surrounding base material, creating surface irregularities that require post-weld finishing operations, thereby increasing production costs and cycle times.
Keyhole instability presents a fundamental challenge in achieving consistent surface finish. The dynamic nature of the keyhole during laser welding can lead to surface undulation, ripple formation, and inconsistent penetration profiles. This instability is particularly pronounced in titanium due to its specific thermophysical properties, including relatively low absorptivity at common laser wavelengths and high surface tension of the molten pool.
Thermal distortion and residual stress accumulation further complicate surface finish achievement. Titanium's coefficient of thermal expansion, combined with the localized heating inherent in laser welding, generates significant thermal stresses that can cause surface warping and dimensional instability. These distortions not only affect the immediate surface quality but also influence subsequent machining and finishing operations.
Contamination control remains a persistent challenge in titanium laser welding applications. Even minimal exposure to atmospheric contaminants during the welding process can result in surface embrittlement and discoloration. The requirement for extensive shielding gas coverage and contamination-free environments adds complexity to the welding setup and increases operational costs while still not guaranteeing optimal surface finish results.
Porosity formation represents another critical challenge affecting surface quality in titanium laser welding. The rapid solidification characteristic of laser welding can trap gases within the weld pool, leading to surface-breaking pores and irregular surface topography. This phenomenon is exacerbated by titanium's low thermal conductivity, which creates steep temperature gradients and promotes non-uniform cooling rates across the weld zone.
Spatter generation during the welding process significantly compromises surface finish quality. The high power density of laser beams can cause violent ejection of molten material, particularly when welding parameters are not optimally controlled. These spatter particles adhere to the surrounding base material, creating surface irregularities that require post-weld finishing operations, thereby increasing production costs and cycle times.
Keyhole instability presents a fundamental challenge in achieving consistent surface finish. The dynamic nature of the keyhole during laser welding can lead to surface undulation, ripple formation, and inconsistent penetration profiles. This instability is particularly pronounced in titanium due to its specific thermophysical properties, including relatively low absorptivity at common laser wavelengths and high surface tension of the molten pool.
Thermal distortion and residual stress accumulation further complicate surface finish achievement. Titanium's coefficient of thermal expansion, combined with the localized heating inherent in laser welding, generates significant thermal stresses that can cause surface warping and dimensional instability. These distortions not only affect the immediate surface quality but also influence subsequent machining and finishing operations.
Contamination control remains a persistent challenge in titanium laser welding applications. Even minimal exposure to atmospheric contaminants during the welding process can result in surface embrittlement and discoloration. The requirement for extensive shielding gas coverage and contamination-free environments adds complexity to the welding setup and increases operational costs while still not guaranteeing optimal surface finish results.
Current Solutions for Titanium Laser Welding Surface Enhancement
01 Laser beam control and focusing systems for surface treatment
Advanced laser beam control systems utilize sophisticated focusing mechanisms and beam shaping technologies to achieve precise surface finishing. These systems incorporate optical elements and control algorithms to maintain consistent beam characteristics across the treatment area, ensuring uniform surface quality and improved finishing results.- Laser beam parameter optimization for surface quality control: Advanced laser systems utilize precise control of beam parameters including power density, pulse duration, and wavelength to achieve desired surface finishes. The optimization of these parameters allows for controlled material removal and surface modification, resulting in improved surface roughness and texture characteristics. Feedback control systems monitor and adjust laser parameters in real-time to maintain consistent surface quality across different materials and geometries.
- Multi-pass laser processing techniques for enhanced surface finish: Sequential laser processing using multiple passes with varying parameters enables progressive surface refinement and improved finish quality. This approach involves initial rough processing followed by fine finishing passes, each optimized for specific surface characteristics. The technique allows for better heat management and reduced thermal stress while achieving superior surface smoothness and dimensional accuracy.
- Beam shaping and scanning systems for uniform surface treatment: Sophisticated beam shaping optics and scanning mechanisms ensure uniform laser energy distribution across the workpiece surface. These systems incorporate adaptive optics, galvanometer scanners, and beam homogenizers to eliminate hot spots and achieve consistent surface processing. Advanced scanning patterns and overlap strategies are employed to minimize surface irregularities and achieve optimal finish quality.
- Surface monitoring and measurement systems for quality assurance: Integrated monitoring systems provide real-time assessment of surface finish quality during laser processing. These systems utilize various measurement techniques including optical profilometry, interferometry, and surface roughness analysis to ensure compliance with specified finish requirements. Automated feedback loops enable immediate process adjustments to maintain consistent surface quality throughout the manufacturing process.
- Material-specific laser processing strategies for optimal surface finish: Tailored laser processing approaches are developed for different material types including metals, ceramics, and composites to achieve optimal surface finish characteristics. These strategies consider material properties such as thermal conductivity, absorption coefficient, and melting point to determine appropriate laser parameters and processing conditions. Specialized techniques address material-specific challenges such as oxidation, phase transformation, and residual stress formation.
02 Laser surface texturing and patterning methods
Specialized techniques for creating controlled surface textures and patterns using laser systems. These methods involve precise control of laser parameters such as pulse duration, energy density, and scanning patterns to achieve desired surface roughness and topographical features for enhanced functionality and appearance.Expand Specific Solutions03 Real-time monitoring and feedback control systems
Integration of monitoring systems that provide real-time feedback during laser surface processing operations. These systems utilize sensors and measurement devices to continuously assess surface quality parameters and automatically adjust laser processing conditions to maintain optimal finishing results throughout the operation.Expand Specific Solutions04 Multi-pass laser processing strategies
Implementation of multiple laser processing passes with varying parameters to achieve superior surface finish quality. These strategies involve sequential treatment steps with different laser settings, allowing for gradual surface improvement and the ability to achieve complex surface characteristics that cannot be obtained in single-pass operations.Expand Specific Solutions05 Laser beam delivery and scanning optimization
Advanced beam delivery systems and scanning methodologies designed to optimize laser energy distribution across treated surfaces. These systems incorporate sophisticated scanning patterns, beam positioning mechanisms, and energy modulation techniques to ensure consistent surface treatment and minimize processing defects.Expand Specific Solutions
Key Players in Laser Welding Equipment and Titanium Processing
The titanium welding surface finish improvement market represents a mature yet evolving technological landscape driven by aerospace, automotive, and medical device manufacturing demands. The industry has reached commercial maturity with established players like IPG Photonics Corp. leading fiber laser innovations, while Siemens AG and General Electric Company provide comprehensive industrial automation solutions. Research institutions including Fraunhofer-Gesellschaft eV, Northwestern Polytechnical University, and Dresden University of Technology drive fundamental advancements in laser-material interactions. Manufacturing giants such as Mitsubishi Heavy Industries and Honda Motor Co. integrate these technologies into production lines, while specialized entities like Harbin Welding Institute Limited Company focus on welding-specific innovations. The competitive landscape shows strong collaboration between equipment manufacturers, research institutions, and end-users, indicating a technology transition phase where laser beam systems are increasingly displacing traditional welding methods for precision titanium applications.
IPG Photonics Corp.
Technical Solution: IPG Photonics develops advanced fiber laser systems specifically designed for titanium welding applications with enhanced surface finish capabilities. Their high-power fiber lasers operate at wavelengths optimized for titanium absorption, typically 1070nm, providing superior beam quality with M² values below 1.1. The company's laser systems incorporate real-time power modulation and beam shaping technologies that enable precise control of heat input during welding processes. Their proprietary beam delivery systems utilize specialized optics to maintain consistent focal spot geometry, reducing surface oxidation and improving weld pool stability. The systems feature integrated process monitoring capabilities that track weld quality parameters in real-time, automatically adjusting laser parameters to maintain optimal surface finish characteristics throughout the welding process.
Strengths: Industry-leading fiber laser technology with exceptional beam quality and power stability. Weaknesses: High initial investment costs and complex system integration requirements.
Siemens AG
Technical Solution: Siemens has developed comprehensive laser welding automation solutions that integrate advanced beam control systems with intelligent process monitoring for titanium applications. Their SINUMERIK CNC systems incorporate specialized welding cycles optimized for titanium materials, featuring adaptive power control algorithms that adjust laser parameters based on real-time feedback from integrated sensors. The company's laser welding cells utilize precision motion control systems combined with advanced beam positioning technologies to ensure consistent weld quality and surface finish. Their solutions include integrated shielding gas management systems that maintain optimal atmospheric conditions during welding, preventing oxidation and contamination that can degrade surface quality. The systems feature machine learning capabilities that continuously optimize welding parameters based on historical performance data and real-time process monitoring.
Strengths: Comprehensive automation solutions with advanced process control and monitoring capabilities. Weaknesses: Complex system setup and requires specialized training for optimal operation.
Core Technologies for Laser Beam Surface Finish Optimization
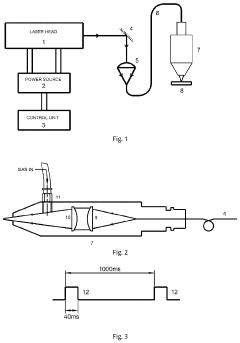
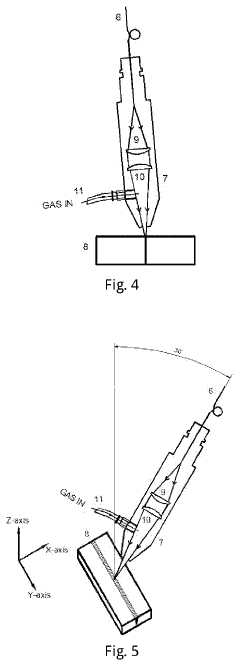
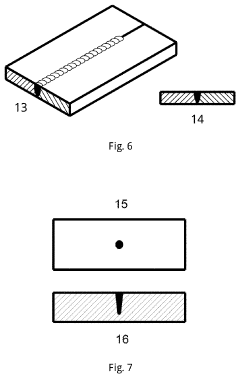
Laser welding method for enhanced weld quality and enhanced surface smoothness
PatentActiveUS20210354240A1
Innovation
- A two-pass laser welding method using a high energy and long pulse Nd:YAG laser in the first pass with controlled peak power density below the evaporation threshold, followed by a second pass with a laser beam inclined at a specific angle and lower power density to achieve full depth penetration and surface smoothening, respectively.
Titanium aluminide articles with improved surface finish and methods for their manufacture
PatentInactiveCA2848838C
Innovation
- A method involving high-speed passage of abrasive media across the surface of titanium aluminide alloy components, deforming the surface to reduce roughness, using alumina, garnet, or silicon carbide abrasives, and potentially heating above the ductile-brittle transition temperature to achieve a smooth finish without cracking.




Safety Standards for Industrial Laser Welding Operations
Industrial laser welding operations, particularly those involving titanium materials, require comprehensive safety protocols due to the inherent risks associated with high-power laser systems and reactive metal processing. The primary safety concerns encompass laser radiation exposure, toxic fume generation, fire hazards, and electrical safety. Titanium welding presents unique challenges as the material's high reactivity with oxygen at elevated temperatures can lead to contamination and potential safety incidents if proper atmospheric controls are not maintained.
Laser safety standards are primarily governed by international frameworks including IEC 60825 series and ANSI Z136 standards, which classify laser systems based on their potential for causing biological damage. Class 4 industrial laser welding systems, commonly used for titanium applications, require the most stringent safety measures including designated laser safety areas, interlocked access controls, and mandatory use of appropriate laser safety eyewear with optical density ratings specific to the laser wavelength and power density.
Personal protective equipment requirements extend beyond standard welding gear to address laser-specific hazards. Operators must utilize laser safety glasses with wavelength-specific filters, flame-resistant clothing, and respiratory protection systems capable of filtering ultrafine particles and metal fumes generated during titanium processing. The reflective nature of polished titanium surfaces necessitates additional precautions to prevent specular reflections that could redirect laser energy outside the intended work area.
Atmospheric control systems represent a critical safety component in titanium laser welding operations. Inert gas shielding, typically argon or helium, must be maintained not only for weld quality but also to prevent titanium oxidation and potential fire hazards. Proper ventilation systems with high-efficiency particulate air filtration are essential to remove toxic metal vapors and prevent accumulation of combustible particles in the work environment.
Emergency response protocols must address laser-specific incidents including eye injuries, skin burns, and fire suppression in oxygen-enriched environments. Training programs should encompass laser safety principles, titanium handling procedures, emergency shutdown protocols, and regular safety audits to ensure compliance with evolving safety standards and technological advancements in laser welding systems.
Laser safety standards are primarily governed by international frameworks including IEC 60825 series and ANSI Z136 standards, which classify laser systems based on their potential for causing biological damage. Class 4 industrial laser welding systems, commonly used for titanium applications, require the most stringent safety measures including designated laser safety areas, interlocked access controls, and mandatory use of appropriate laser safety eyewear with optical density ratings specific to the laser wavelength and power density.
Personal protective equipment requirements extend beyond standard welding gear to address laser-specific hazards. Operators must utilize laser safety glasses with wavelength-specific filters, flame-resistant clothing, and respiratory protection systems capable of filtering ultrafine particles and metal fumes generated during titanium processing. The reflective nature of polished titanium surfaces necessitates additional precautions to prevent specular reflections that could redirect laser energy outside the intended work area.
Atmospheric control systems represent a critical safety component in titanium laser welding operations. Inert gas shielding, typically argon or helium, must be maintained not only for weld quality but also to prevent titanium oxidation and potential fire hazards. Proper ventilation systems with high-efficiency particulate air filtration are essential to remove toxic metal vapors and prevent accumulation of combustible particles in the work environment.
Emergency response protocols must address laser-specific incidents including eye injuries, skin burns, and fire suppression in oxygen-enriched environments. Training programs should encompass laser safety principles, titanium handling procedures, emergency shutdown protocols, and regular safety audits to ensure compliance with evolving safety standards and technological advancements in laser welding systems.
Post-Weld Surface Treatment and Finishing Techniques
Post-weld surface treatment and finishing techniques play a crucial role in achieving superior surface quality in titanium laser welding applications. These processes address residual surface imperfections, oxidation layers, and microstructural irregularities that may persist after the primary welding operation, ultimately determining the final component's performance characteristics and aesthetic appeal.
Mechanical finishing methods represent the most widely adopted approach for titanium weld surface treatment. Grinding operations using specialized abrasive wheels with controlled feed rates effectively remove surface oxidation and level weld crowns to achieve desired geometric tolerances. Progressive polishing sequences, typically starting with 120-grit abrasives and advancing to 600-grit or finer, systematically reduce surface roughness values from initial Ra measurements of 3-5 micrometers to final specifications below 0.8 micrometers.
Chemical treatment processes offer complementary benefits for titanium weld finishing. Acid pickling solutions containing hydrofluoric and nitric acid combinations effectively dissolve alpha-case layers and surface contaminants while preserving base material integrity. Electropolishing techniques provide controlled material removal through anodic dissolution, simultaneously improving surface finish and enhancing corrosion resistance properties. These electrochemical processes typically achieve surface roughness improvements of 40-60% compared to mechanical methods alone.
Advanced surface modification technologies are increasingly employed for critical applications requiring exceptional surface quality. Laser surface remelting processes utilize controlled energy densities to refine surface microstructures and eliminate microscopic defects. Plasma-based treatments create modified surface layers with enhanced properties, while ion beam processing enables atomic-level surface engineering for specialized aerospace and medical applications.
Hybrid finishing approaches combining multiple treatment modalities demonstrate superior results compared to single-method applications. Sequential processing involving initial mechanical preparation followed by chemical treatment and final laser polishing achieves surface roughness values below 0.2 micrometers Ra while maintaining dimensional accuracy within ±0.05mm tolerances. These integrated approaches address both macroscopic geometry requirements and microscopic surface quality specifications simultaneously.
Quality control methodologies for post-weld surface treatment incorporate advanced metrology techniques including white-light interferometry, atomic force microscopy, and high-resolution surface profilometry. These measurement systems enable real-time process optimization and ensure consistent surface quality across production batches, supporting the achievement of stringent aerospace and medical device manufacturing standards.
Mechanical finishing methods represent the most widely adopted approach for titanium weld surface treatment. Grinding operations using specialized abrasive wheels with controlled feed rates effectively remove surface oxidation and level weld crowns to achieve desired geometric tolerances. Progressive polishing sequences, typically starting with 120-grit abrasives and advancing to 600-grit or finer, systematically reduce surface roughness values from initial Ra measurements of 3-5 micrometers to final specifications below 0.8 micrometers.
Chemical treatment processes offer complementary benefits for titanium weld finishing. Acid pickling solutions containing hydrofluoric and nitric acid combinations effectively dissolve alpha-case layers and surface contaminants while preserving base material integrity. Electropolishing techniques provide controlled material removal through anodic dissolution, simultaneously improving surface finish and enhancing corrosion resistance properties. These electrochemical processes typically achieve surface roughness improvements of 40-60% compared to mechanical methods alone.
Advanced surface modification technologies are increasingly employed for critical applications requiring exceptional surface quality. Laser surface remelting processes utilize controlled energy densities to refine surface microstructures and eliminate microscopic defects. Plasma-based treatments create modified surface layers with enhanced properties, while ion beam processing enables atomic-level surface engineering for specialized aerospace and medical applications.
Hybrid finishing approaches combining multiple treatment modalities demonstrate superior results compared to single-method applications. Sequential processing involving initial mechanical preparation followed by chemical treatment and final laser polishing achieves surface roughness values below 0.2 micrometers Ra while maintaining dimensional accuracy within ±0.05mm tolerances. These integrated approaches address both macroscopic geometry requirements and microscopic surface quality specifications simultaneously.
Quality control methodologies for post-weld surface treatment incorporate advanced metrology techniques including white-light interferometry, atomic force microscopy, and high-resolution surface profilometry. These measurement systems enable real-time process optimization and ensure consistent surface quality across production batches, supporting the achievement of stringent aerospace and medical device manufacturing standards.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!