

Optimize Schottky Diode Thermal Management for Reliability
MAR 24, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Schottky Diode Thermal Challenges and Reliability Goals
Schottky diodes have emerged as critical components in modern power electronics, offering superior switching characteristics and lower forward voltage drops compared to conventional PN junction diodes. However, their widespread adoption in high-power applications faces significant thermal management challenges that directly impact device reliability and operational lifespan. The fundamental issue stems from the inherent temperature sensitivity of Schottky barrier height, which creates a complex relationship between thermal conditions and electrical performance.
The primary thermal challenge in Schottky diodes originates from their metal-semiconductor junction structure, where elevated temperatures cause exponential increases in reverse leakage current. This phenomenon, known as thermal runaway, can lead to catastrophic device failure if not properly managed. Unlike silicon PN diodes, Schottky devices exhibit more pronounced temperature coefficients, making thermal stability a paramount concern in power conversion systems, automotive electronics, and renewable energy applications.
Current reliability standards for Schottky diodes demand operational stability across temperature ranges from -55°C to +175°C, with junction temperature limits often constrained to +150°C for silicon-based devices. Wide bandgap materials like silicon carbide and gallium nitride have pushed these limits higher, enabling operation at +200°C and beyond, but introduce new thermal management complexities due to their higher power densities and thermal conductivity mismatches with packaging materials.
The evolution of Schottky diode technology has consistently pursued higher current densities and switching frequencies, intensifying thermal management requirements. Modern applications in electric vehicles, data centers, and 5G infrastructure demand not only improved thermal performance but also enhanced reliability metrics, including mean time between failures exceeding 100,000 hours under continuous operation.
Achieving optimal thermal management requires addressing multiple interconnected factors: junction-to-case thermal resistance minimization, advanced packaging solutions, and intelligent thermal monitoring systems. The ultimate goal encompasses maintaining stable electrical characteristics while maximizing power handling capability and extending operational lifetime under increasingly demanding thermal conditions.
The primary thermal challenge in Schottky diodes originates from their metal-semiconductor junction structure, where elevated temperatures cause exponential increases in reverse leakage current. This phenomenon, known as thermal runaway, can lead to catastrophic device failure if not properly managed. Unlike silicon PN diodes, Schottky devices exhibit more pronounced temperature coefficients, making thermal stability a paramount concern in power conversion systems, automotive electronics, and renewable energy applications.
Current reliability standards for Schottky diodes demand operational stability across temperature ranges from -55°C to +175°C, with junction temperature limits often constrained to +150°C for silicon-based devices. Wide bandgap materials like silicon carbide and gallium nitride have pushed these limits higher, enabling operation at +200°C and beyond, but introduce new thermal management complexities due to their higher power densities and thermal conductivity mismatches with packaging materials.
The evolution of Schottky diode technology has consistently pursued higher current densities and switching frequencies, intensifying thermal management requirements. Modern applications in electric vehicles, data centers, and 5G infrastructure demand not only improved thermal performance but also enhanced reliability metrics, including mean time between failures exceeding 100,000 hours under continuous operation.
Achieving optimal thermal management requires addressing multiple interconnected factors: junction-to-case thermal resistance minimization, advanced packaging solutions, and intelligent thermal monitoring systems. The ultimate goal encompasses maintaining stable electrical characteristics while maximizing power handling capability and extending operational lifetime under increasingly demanding thermal conditions.
Market Demand for High-Performance Thermal Management Solutions
The global semiconductor industry is experiencing unprecedented demand for advanced thermal management solutions, driven by the proliferation of high-power electronic devices and the continuous miniaturization of components. Schottky diodes, widely utilized in power electronics, automotive systems, and renewable energy applications, face increasing thermal challenges as operating frequencies and power densities continue to escalate. This surge in performance requirements has created a substantial market opportunity for innovative thermal management technologies specifically designed for semiconductor reliability enhancement.
Power electronics applications represent the largest segment driving demand for enhanced Schottky diode thermal management. Electric vehicle charging infrastructure, solar inverters, and industrial motor drives require diodes capable of handling high current loads while maintaining junction temperatures within safe operating limits. The automotive sector's transition toward electrification has particularly intensified the need for robust thermal solutions, as automotive-grade components must demonstrate exceptional reliability under extreme temperature variations and prolonged operational stress.
Data center and telecommunications infrastructure constitute another significant market driver, where Schottky diodes serve critical roles in power conversion and signal processing applications. The exponential growth of cloud computing and edge computing deployments demands thermal management solutions that can ensure consistent performance while minimizing energy consumption. Server power supplies and network equipment manufacturers increasingly prioritize thermal optimization to achieve higher power densities without compromising system reliability or operational lifespan.
The renewable energy sector presents substantial growth opportunities for advanced thermal management technologies. Solar power systems and wind energy converters rely heavily on Schottky diodes for efficient power conversion, where thermal-induced failures can result in significant revenue losses and maintenance costs. Grid-tied inverters and energy storage systems require thermal solutions capable of maintaining optimal performance across diverse environmental conditions and varying load profiles.
Consumer electronics manufacturers are driving demand for compact, cost-effective thermal management solutions as device form factors continue to shrink while performance expectations increase. Smartphone chargers, laptop power adapters, and wireless charging systems incorporate Schottky diodes that must operate reliably within increasingly constrained thermal envelopes. This market segment emphasizes solutions that balance thermal performance with manufacturing cost considerations and space limitations.
Industrial automation and robotics applications represent an emerging market segment where thermal reliability directly impacts operational efficiency and safety. Motor controllers, welding equipment, and automated manufacturing systems require thermal management solutions that can withstand harsh industrial environments while maintaining consistent performance over extended operational periods.
Power electronics applications represent the largest segment driving demand for enhanced Schottky diode thermal management. Electric vehicle charging infrastructure, solar inverters, and industrial motor drives require diodes capable of handling high current loads while maintaining junction temperatures within safe operating limits. The automotive sector's transition toward electrification has particularly intensified the need for robust thermal solutions, as automotive-grade components must demonstrate exceptional reliability under extreme temperature variations and prolonged operational stress.
Data center and telecommunications infrastructure constitute another significant market driver, where Schottky diodes serve critical roles in power conversion and signal processing applications. The exponential growth of cloud computing and edge computing deployments demands thermal management solutions that can ensure consistent performance while minimizing energy consumption. Server power supplies and network equipment manufacturers increasingly prioritize thermal optimization to achieve higher power densities without compromising system reliability or operational lifespan.
The renewable energy sector presents substantial growth opportunities for advanced thermal management technologies. Solar power systems and wind energy converters rely heavily on Schottky diodes for efficient power conversion, where thermal-induced failures can result in significant revenue losses and maintenance costs. Grid-tied inverters and energy storage systems require thermal solutions capable of maintaining optimal performance across diverse environmental conditions and varying load profiles.
Consumer electronics manufacturers are driving demand for compact, cost-effective thermal management solutions as device form factors continue to shrink while performance expectations increase. Smartphone chargers, laptop power adapters, and wireless charging systems incorporate Schottky diodes that must operate reliably within increasingly constrained thermal envelopes. This market segment emphasizes solutions that balance thermal performance with manufacturing cost considerations and space limitations.
Industrial automation and robotics applications represent an emerging market segment where thermal reliability directly impacts operational efficiency and safety. Motor controllers, welding equipment, and automated manufacturing systems require thermal management solutions that can withstand harsh industrial environments while maintaining consistent performance over extended operational periods.
Current Thermal Issues and Limitations in Schottky Diodes
Schottky diodes face significant thermal challenges that directly impact their reliability and performance in high-power applications. The fundamental issue stems from their inherently low forward voltage drop, which while beneficial for efficiency, creates concentrated heat generation at the metal-semiconductor junction. This localized heating effect becomes particularly problematic as current density increases, leading to thermal runaway scenarios that can permanently damage the device.
Junction temperature rise represents the most critical thermal limitation in Schottky diodes. Unlike conventional PN junction diodes, Schottky diodes exhibit a more pronounced negative temperature coefficient, meaning their forward voltage decreases significantly with temperature increases. This characteristic creates a positive feedback loop where increased current leads to higher temperatures, which in turn reduces forward voltage and allows even more current to flow, potentially resulting in catastrophic failure.
Thermal resistance from junction to case presents another major constraint in current Schottky diode designs. Traditional packaging approaches often create multiple thermal interfaces between the semiconductor die and the external heat sink, each contributing additional thermal resistance. The cumulative effect of these interfaces, combined with the limited thermal conductivity of standard packaging materials, severely restricts heat dissipation capabilities.
Power density limitations become increasingly apparent in modern high-frequency switching applications. As switching frequencies increase beyond 100 kHz, the combination of conduction losses and switching losses generates substantial heat within the confined space of the semiconductor junction. Current thermal management solutions struggle to effectively remove this concentrated heat, forcing designers to operate devices well below their theoretical current ratings.
Thermal cycling stress poses long-term reliability concerns for Schottky diodes. Repeated heating and cooling cycles cause differential thermal expansion between various materials in the device structure, including the semiconductor die, metallization layers, and packaging materials. This mechanical stress gradually degrades wire bonds, solder joints, and die attach materials, leading to increased thermal resistance and eventual device failure.
Package-level thermal limitations further constrain Schottky diode performance. Standard plastic packages exhibit poor thermal conductivity compared to ceramic alternatives, while even advanced packaging solutions face challenges in efficiently spreading heat from the small junction area to larger heat sink surfaces. The thermal interface materials commonly used in these packages often degrade over time, particularly under high-temperature operating conditions.
Current measurement and monitoring capabilities for junction temperature remain inadequate for real-time thermal management. Most existing solutions rely on case temperature measurements or thermal modeling, which provide only indirect estimates of actual junction temperature. This limitation prevents implementation of dynamic thermal protection schemes that could optimize performance while maintaining reliability margins.
Junction temperature rise represents the most critical thermal limitation in Schottky diodes. Unlike conventional PN junction diodes, Schottky diodes exhibit a more pronounced negative temperature coefficient, meaning their forward voltage decreases significantly with temperature increases. This characteristic creates a positive feedback loop where increased current leads to higher temperatures, which in turn reduces forward voltage and allows even more current to flow, potentially resulting in catastrophic failure.
Thermal resistance from junction to case presents another major constraint in current Schottky diode designs. Traditional packaging approaches often create multiple thermal interfaces between the semiconductor die and the external heat sink, each contributing additional thermal resistance. The cumulative effect of these interfaces, combined with the limited thermal conductivity of standard packaging materials, severely restricts heat dissipation capabilities.
Power density limitations become increasingly apparent in modern high-frequency switching applications. As switching frequencies increase beyond 100 kHz, the combination of conduction losses and switching losses generates substantial heat within the confined space of the semiconductor junction. Current thermal management solutions struggle to effectively remove this concentrated heat, forcing designers to operate devices well below their theoretical current ratings.
Thermal cycling stress poses long-term reliability concerns for Schottky diodes. Repeated heating and cooling cycles cause differential thermal expansion between various materials in the device structure, including the semiconductor die, metallization layers, and packaging materials. This mechanical stress gradually degrades wire bonds, solder joints, and die attach materials, leading to increased thermal resistance and eventual device failure.
Package-level thermal limitations further constrain Schottky diode performance. Standard plastic packages exhibit poor thermal conductivity compared to ceramic alternatives, while even advanced packaging solutions face challenges in efficiently spreading heat from the small junction area to larger heat sink surfaces. The thermal interface materials commonly used in these packages often degrade over time, particularly under high-temperature operating conditions.
Current measurement and monitoring capabilities for junction temperature remain inadequate for real-time thermal management. Most existing solutions rely on case temperature measurements or thermal modeling, which provide only indirect estimates of actual junction temperature. This limitation prevents implementation of dynamic thermal protection schemes that could optimize performance while maintaining reliability margins.
Existing Thermal Optimization Solutions for Schottky Diodes
01 Heat sink and thermal interface materials for Schottky diodes
Effective thermal management of Schottky diodes can be achieved through the use of heat sinks and thermal interface materials. Heat sinks provide a larger surface area for heat dissipation, while thermal interface materials improve thermal conductivity between the diode and the heat sink. These materials fill microscopic gaps and reduce thermal resistance, enabling efficient heat transfer from the semiconductor junction to the ambient environment. Proper selection and application of these components significantly enhance the thermal performance and reliability of Schottky diode devices.- Heat sink and thermal interface materials for Schottky diodes: Effective thermal management of Schottky diodes can be achieved through the use of heat sinks and thermal interface materials. Heat sinks provide increased surface area for heat dissipation, while thermal interface materials improve thermal conductivity between the diode and the heat sink. These materials help reduce thermal resistance and improve heat transfer efficiency, ensuring the diode operates within safe temperature ranges.
- Package design and substrate materials for thermal dissipation: The package design and substrate materials play a crucial role in thermal management of Schottky diodes. Advanced packaging techniques utilize substrates with high thermal conductivity to efficiently conduct heat away from the active junction. The selection of appropriate substrate materials and package configurations can significantly reduce junction temperature and improve device reliability under high power conditions.
- Active cooling systems and thermal monitoring: Active cooling systems can be integrated with Schottky diodes to manage thermal loads in high-power applications. These systems may include forced air cooling, liquid cooling, or thermoelectric coolers. Additionally, thermal monitoring circuits can be incorporated to track junction temperature in real-time, enabling dynamic thermal management and protection against overheating conditions.
- Die attachment and bonding techniques for thermal performance: The die attachment and bonding methods significantly impact the thermal performance of Schottky diodes. Advanced bonding techniques such as solder bonding, sintering, and direct copper bonding can minimize thermal resistance at the die-substrate interface. Proper die attachment ensures efficient heat transfer from the semiconductor junction to the package and external heat dissipation structures.
- Thermal design optimization and layout considerations: Optimizing the thermal design and layout of Schottky diode circuits is essential for effective thermal management. This includes strategic placement of components, thermal vias in printed circuit boards, and proper spacing to avoid thermal coupling. Thermal simulation and modeling can be used to predict temperature distributions and optimize the design for maximum heat dissipation efficiency.
02 Package design and die attachment techniques
Advanced package designs and die attachment methods play a crucial role in Schottky diode thermal management. Optimized package structures with improved thermal paths, such as exposed pad designs and direct bonded copper substrates, facilitate better heat extraction from the die. Die attachment techniques using high thermal conductivity materials like solder alloys or sintered silver create low-resistance thermal paths. These packaging innovations reduce junction-to-case thermal resistance and improve overall thermal performance, allowing Schottky diodes to operate at higher power densities while maintaining acceptable junction temperatures.Expand Specific Solutions03 Active cooling systems and thermal monitoring
Active cooling systems incorporating forced air or liquid cooling mechanisms provide enhanced thermal management for high-power Schottky diode applications. These systems use fans, pumps, or thermoelectric coolers to actively remove heat from the device. Integration of thermal monitoring circuits and temperature sensors enables real-time temperature tracking and thermal protection. Feedback control systems can adjust cooling performance or trigger protective measures when temperature thresholds are exceeded, preventing thermal runaway and ensuring safe operation under varying load conditions.Expand Specific Solutions04 Substrate materials and thermal vias
Selection of substrate materials with high thermal conductivity and incorporation of thermal vias significantly improve heat dissipation in Schottky diode assemblies. Substrates made from materials such as aluminum nitride, silicon carbide, or copper-core laminates offer superior thermal performance compared to standard materials. Thermal vias create vertical heat conduction paths through the substrate, efficiently transferring heat from the active device area to the backside or heat spreader. This approach reduces lateral thermal spreading requirements and lowers overall thermal resistance in the heat flow path.Expand Specific Solutions05 Chip-level thermal design and junction temperature control
Chip-level thermal design optimization focuses on managing heat generation and distribution within the Schottky diode semiconductor structure itself. Techniques include optimizing device geometry, implementing guard ring structures, and designing thermal spreading layers integrated into the chip. Junction temperature control strategies involve managing current density distribution, minimizing hot spots, and incorporating temperature-dependent operating parameters. These approaches address thermal management at the source, reducing peak junction temperatures and improving device reliability and performance under high-power operating conditions.Expand Specific Solutions
Key Players in Semiconductor Thermal Management Industry
The Schottky diode thermal management sector represents a mature yet rapidly evolving market driven by increasing power density demands across automotive, industrial, and consumer electronics applications. The industry is experiencing significant growth, with market expansion fueled by electric vehicle adoption and 5G infrastructure deployment. Technology maturity varies considerably among key players, with established semiconductor giants like Infineon Technologies AG, Mitsubishi Electric Corp., and Siemens AG leading advanced thermal solutions through decades of R&D investment. Emerging competitors such as Wolfspeed Inc. are driving innovation with wide bandgap materials, while specialized manufacturers like DIOTEC Semiconductor AG and Xianzhike Semiconductor Technology focus on application-specific thermal optimization. Research institutions including Tohoku University and University of Grenoble contribute fundamental breakthroughs in thermal interface materials and packaging technologies. The competitive landscape shows clear segmentation between high-volume commodity producers and premium solution providers targeting mission-critical applications requiring superior thermal performance and reliability standards.
Mitsubishi Electric Corp.
Technical Solution: Mitsubishi Electric has developed comprehensive thermal management solutions for Schottky diodes focusing on power module applications. Their approach integrates advanced cooling systems with optimized device design, including direct liquid cooling interfaces and enhanced thermal spreading layers. The company utilizes multi-layer thermal interface materials and implements thermal cycling test protocols to ensure long-term reliability. Their thermal management strategy includes real-time thermal impedance monitoring and adaptive power control algorithms to maintain optimal operating temperatures. Mitsubishi also employs finite element analysis for thermal optimization and has developed proprietary thermal compounds with improved thermal conductivity.
Strengths: Comprehensive system-level thermal solutions, extensive reliability testing protocols, advanced thermal monitoring capabilities. Weaknesses: Complex system integration requirements, higher overall system costs.
Wolfspeed, Inc.
Technical Solution: Wolfspeed leverages silicon carbide (SiC) technology to address thermal management challenges in Schottky diodes. Their SiC Schottky diodes operate at junction temperatures up to 200°C, significantly higher than silicon counterparts. The company employs advanced substrate thinning techniques and backside metallization to improve thermal conductivity. Their thermal management approach includes optimized chip layout designs, enhanced packaging with direct copper bonding, and thermal vias for efficient heat extraction. Wolfspeed also implements advanced thermal simulation tools to predict hot spots and optimize device geometry for uniform heat distribution across the die surface.
Strengths: Superior high-temperature operation capability, excellent thermal conductivity of SiC material, robust packaging solutions. Weaknesses: Higher material costs compared to silicon, limited availability for high-volume applications.
Core Innovations in Schottky Diode Heat Dissipation
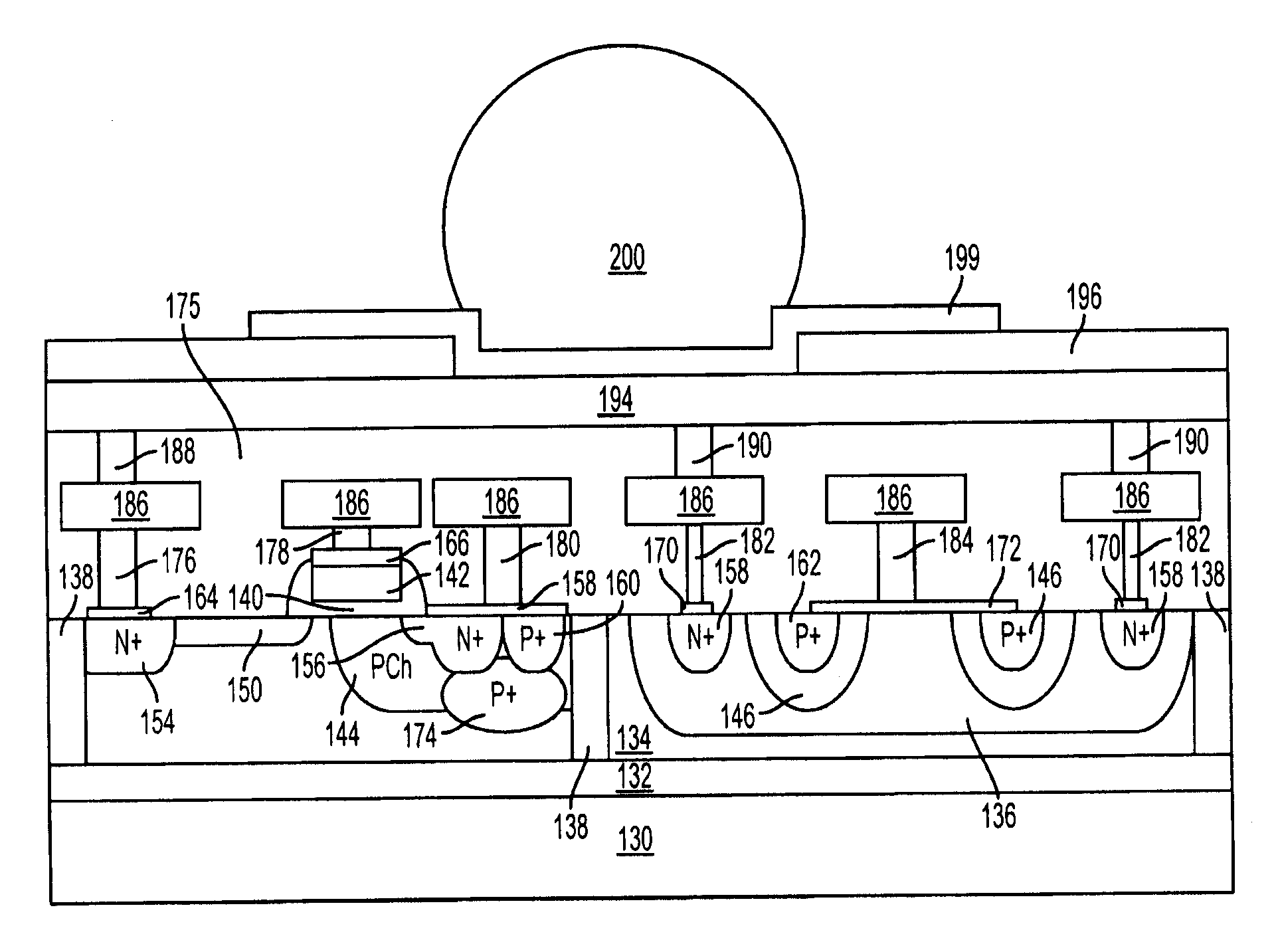
Semiconductor Device and Method of Forming Lateral Power MOSFET with Integrated Schottky Diode on Monolithic Substrate
PatentInactiveUS20090321784A1
Innovation
- A monolithic semiconductor device is developed with a power MOSFET and an integrated Schottky diode on a common substrate, where the Schottky diode minimizes charge build-up and reverse recovery time by providing a low forward voltage drop and fast switching, thereby reducing power loss.
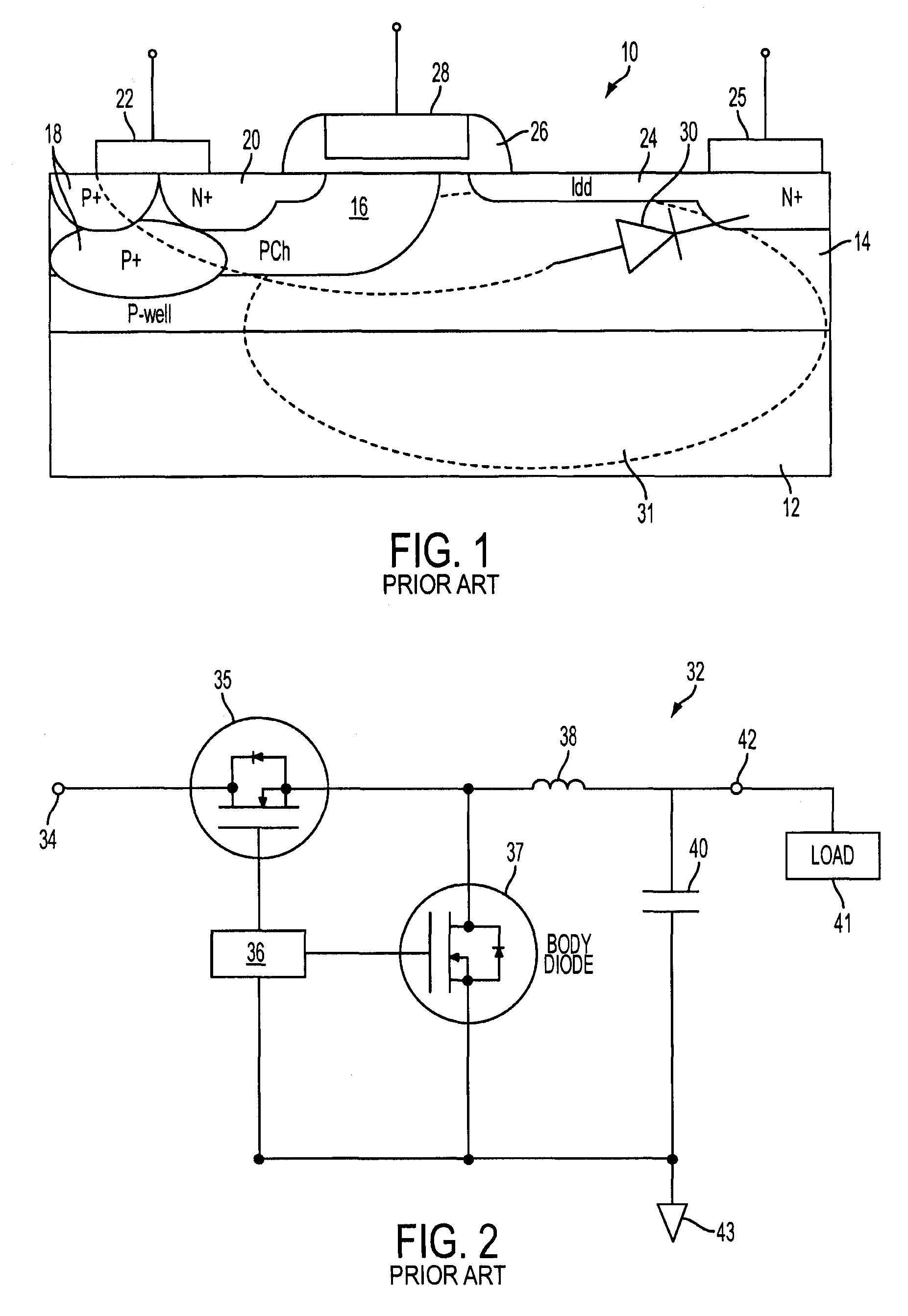
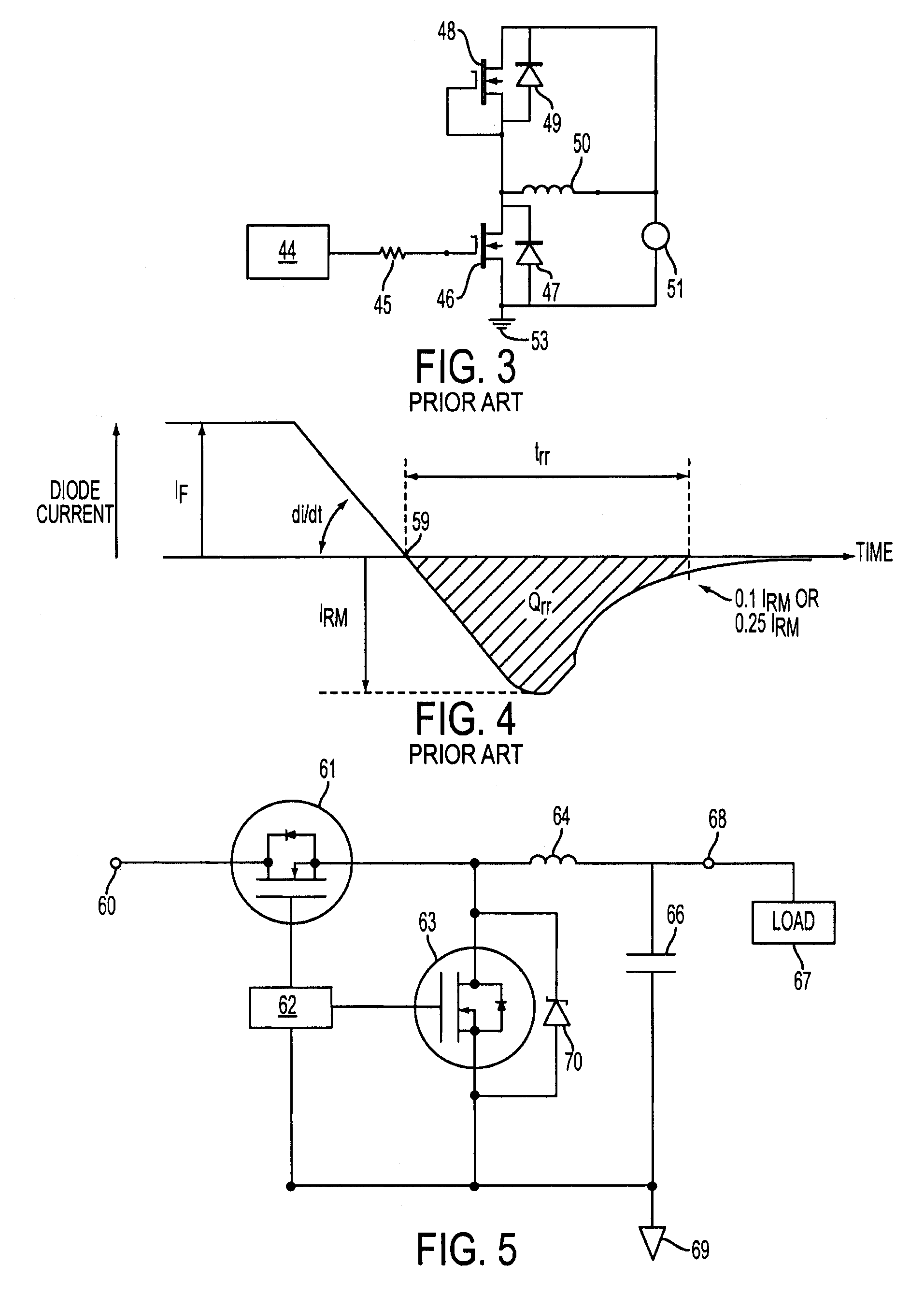

Trench MOSFET with integrated Schottky diode in a single cell and method of manufacture
PatentInactiveUS20110278666A1
Innovation
- A trench MOSFET with an integrated Schottky diode in a single cell is developed, where the source, P+ heavy body, and Schottky diode anode share the same contact, utilizing dielectric spacers and self-alignment technologies to reduce silicon area usage and eliminate the need for additional masks, thereby enhancing device performance and reducing power loss.




Packaging and Materials Innovation for Thermal Performance
Advanced packaging technologies represent a critical frontier in addressing thermal management challenges for Schottky diodes. Traditional packaging approaches often create thermal bottlenecks that limit device performance and reliability. Modern packaging innovations focus on minimizing thermal resistance through direct bonding techniques, eliminating wire bonds that introduce parasitic inductance and thermal barriers. Flip-chip packaging and direct die attachment methods enable more efficient heat extraction pathways from the semiconductor junction to the heat sink.
Substrate material selection plays a pivotal role in thermal performance optimization. Silicon carbide and aluminum nitride substrates offer superior thermal conductivity compared to conventional alumina, enabling more effective heat dissipation. These advanced ceramic substrates maintain excellent electrical insulation properties while providing thermal conductivity values exceeding 200 W/mK. Diamond-like carbon coatings and synthetic diamond substrates represent emerging solutions for extreme thermal management requirements, though cost considerations currently limit widespread adoption.
Thermal interface materials have evolved significantly to address the critical junction between die and package. Phase change materials and liquid metal interfaces provide adaptive thermal coupling that maintains low thermal resistance across temperature cycling. Graphene-enhanced thermal interface materials demonstrate exceptional in-plane thermal conductivity, enabling lateral heat spreading that reduces hot spot formation. These materials must balance thermal performance with mechanical reliability under thermal stress conditions.
Innovative heat sink integration approaches are transforming package-level thermal management. Embedded cooling channels within the package substrate enable direct liquid cooling at the die level. Vapor chamber integration provides efficient two-phase heat transfer mechanisms that can handle high heat flux densities while maintaining uniform temperature distribution. Microchannel cooling systems fabricated directly into the package substrate offer precise thermal control for high-power applications.
Material compatibility and reliability considerations drive packaging innovation strategies. Coefficient of thermal expansion matching between different package layers prevents delamination and mechanical failure during thermal cycling. Advanced solder alloys and sintering technologies provide robust mechanical and thermal connections that maintain performance over extended operating lifetimes. These packaging innovations collectively enable Schottky diodes to operate at higher power densities while maintaining reliability standards required for critical applications.
Substrate material selection plays a pivotal role in thermal performance optimization. Silicon carbide and aluminum nitride substrates offer superior thermal conductivity compared to conventional alumina, enabling more effective heat dissipation. These advanced ceramic substrates maintain excellent electrical insulation properties while providing thermal conductivity values exceeding 200 W/mK. Diamond-like carbon coatings and synthetic diamond substrates represent emerging solutions for extreme thermal management requirements, though cost considerations currently limit widespread adoption.
Thermal interface materials have evolved significantly to address the critical junction between die and package. Phase change materials and liquid metal interfaces provide adaptive thermal coupling that maintains low thermal resistance across temperature cycling. Graphene-enhanced thermal interface materials demonstrate exceptional in-plane thermal conductivity, enabling lateral heat spreading that reduces hot spot formation. These materials must balance thermal performance with mechanical reliability under thermal stress conditions.
Innovative heat sink integration approaches are transforming package-level thermal management. Embedded cooling channels within the package substrate enable direct liquid cooling at the die level. Vapor chamber integration provides efficient two-phase heat transfer mechanisms that can handle high heat flux densities while maintaining uniform temperature distribution. Microchannel cooling systems fabricated directly into the package substrate offer precise thermal control for high-power applications.
Material compatibility and reliability considerations drive packaging innovation strategies. Coefficient of thermal expansion matching between different package layers prevents delamination and mechanical failure during thermal cycling. Advanced solder alloys and sintering technologies provide robust mechanical and thermal connections that maintain performance over extended operating lifetimes. These packaging innovations collectively enable Schottky diodes to operate at higher power densities while maintaining reliability standards required for critical applications.
Reliability Testing Standards for Thermal-Optimized Diodes
Reliability testing standards for thermal-optimized Schottky diodes encompass a comprehensive framework of standardized methodologies designed to evaluate device performance under various thermal stress conditions. These standards primarily derive from international organizations including JEDEC, IEC, and MIL-STD specifications, which establish baseline requirements for thermal cycling, steady-state thermal stress, and accelerated aging protocols. The testing framework addresses critical parameters such as junction temperature limits, thermal resistance measurements, and long-term stability assessments under elevated temperature conditions.
Temperature cycling tests represent a fundamental component of reliability evaluation, typically involving cyclic exposure between -55°C and +150°C with specified ramp rates and dwell times. These protocols assess the device's ability to withstand thermal expansion and contraction stresses that occur during normal operation. The standard test duration ranges from 1000 to 3000 cycles, depending on the intended application environment and reliability requirements.
High-temperature operating life tests constitute another essential evaluation method, subjecting devices to continuous operation at maximum rated junction temperatures for extended periods. These tests typically span 1000 to 8760 hours, monitoring key electrical parameters including forward voltage drop, reverse leakage current, and breakdown voltage characteristics. The testing protocols incorporate statistical sampling methods and failure analysis procedures to establish reliable lifetime predictions.
Thermal shock testing evaluates device resilience to rapid temperature transitions, simulating extreme operational scenarios where instantaneous thermal gradients may occur. Standard protocols specify transition times of less than 10 seconds between temperature extremes, with typical exposure durations of 15 minutes per temperature level. This testing methodology particularly addresses solder joint integrity and die attach reliability in thermal-optimized package designs.
Power cycling tests specifically target thermal-mechanical stress induced by self-heating during switching operations. These protocols involve repetitive application of forward current pulses designed to generate controlled junction temperature excursions, typically ranging from 80°C to 120°C temperature swings. The testing duration extends until predetermined failure criteria are met, establishing power cycling lifetime characteristics essential for reliability modeling and application design guidelines.
Temperature cycling tests represent a fundamental component of reliability evaluation, typically involving cyclic exposure between -55°C and +150°C with specified ramp rates and dwell times. These protocols assess the device's ability to withstand thermal expansion and contraction stresses that occur during normal operation. The standard test duration ranges from 1000 to 3000 cycles, depending on the intended application environment and reliability requirements.
High-temperature operating life tests constitute another essential evaluation method, subjecting devices to continuous operation at maximum rated junction temperatures for extended periods. These tests typically span 1000 to 8760 hours, monitoring key electrical parameters including forward voltage drop, reverse leakage current, and breakdown voltage characteristics. The testing protocols incorporate statistical sampling methods and failure analysis procedures to establish reliable lifetime predictions.
Thermal shock testing evaluates device resilience to rapid temperature transitions, simulating extreme operational scenarios where instantaneous thermal gradients may occur. Standard protocols specify transition times of less than 10 seconds between temperature extremes, with typical exposure durations of 15 minutes per temperature level. This testing methodology particularly addresses solder joint integrity and die attach reliability in thermal-optimized package designs.
Power cycling tests specifically target thermal-mechanical stress induced by self-heating during switching operations. These protocols involve repetitive application of forward current pulses designed to generate controlled junction temperature excursions, typically ranging from 80°C to 120°C temperature swings. The testing duration extends until predetermined failure criteria are met, establishing power cycling lifetime characteristics essential for reliability modeling and application design guidelines.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!