Quantify Heat Affected Zone in Cold Metal Transfer
MAR 18, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
CMT Welding HAZ Quantification Background and Objectives
Cold Metal Transfer (CMT) welding represents a revolutionary advancement in arc welding technology, developed by Fronius International to address the limitations of conventional Metal Inert Gas (MIG) welding processes. This innovative technique employs a controlled metal transfer mechanism that significantly reduces heat input while maintaining superior weld quality, making it particularly valuable for joining thin materials and dissimilar metals.
The Heat Affected Zone (HAZ) in welding processes constitutes the region of base material that experiences thermal cycles sufficient to alter its microstructure and mechanical properties without reaching the melting point. In traditional welding methods, excessive heat input often results in wide HAZ regions, leading to grain growth, phase transformations, and potential degradation of material properties. The quantification of HAZ dimensions and characteristics has become increasingly critical as industries demand higher precision and quality standards.
CMT technology addresses these challenges through its unique wire feeding mechanism that alternates between forward and backward motion, creating a controlled short-circuit transfer with minimal spatter and reduced heat input. This process occurs at frequencies up to 70 Hz, enabling precise control over the thermal cycle and consequently the HAZ formation. The reduced heat input characteristic of CMT welding theoretically produces narrower HAZ regions compared to conventional processes.
The primary objective of quantifying HAZ in CMT welding encompasses multiple dimensions of analysis. Dimensional quantification involves precise measurement of HAZ width, depth, and geometric characteristics using advanced metallographic techniques and thermal imaging systems. Microstructural analysis aims to characterize grain size distribution, phase composition, and precipitation behavior within different HAZ sub-regions.
Mechanical property evaluation represents another crucial objective, focusing on hardness mapping, tensile strength variations, and impact toughness across the HAZ. Understanding these property gradients is essential for predicting joint performance and service life. Additionally, establishing correlations between process parameters such as welding speed, wire feed rate, and current characteristics with resulting HAZ dimensions enables process optimization.
The development of predictive models for HAZ quantification constitutes a strategic objective, integrating thermal modeling with experimental validation to enable real-time process control and quality assurance. These models should account for material-specific thermal properties, joint geometry, and CMT-specific heat input characteristics to provide accurate HAZ predictions across various applications and material combinations.
The Heat Affected Zone (HAZ) in welding processes constitutes the region of base material that experiences thermal cycles sufficient to alter its microstructure and mechanical properties without reaching the melting point. In traditional welding methods, excessive heat input often results in wide HAZ regions, leading to grain growth, phase transformations, and potential degradation of material properties. The quantification of HAZ dimensions and characteristics has become increasingly critical as industries demand higher precision and quality standards.
CMT technology addresses these challenges through its unique wire feeding mechanism that alternates between forward and backward motion, creating a controlled short-circuit transfer with minimal spatter and reduced heat input. This process occurs at frequencies up to 70 Hz, enabling precise control over the thermal cycle and consequently the HAZ formation. The reduced heat input characteristic of CMT welding theoretically produces narrower HAZ regions compared to conventional processes.
The primary objective of quantifying HAZ in CMT welding encompasses multiple dimensions of analysis. Dimensional quantification involves precise measurement of HAZ width, depth, and geometric characteristics using advanced metallographic techniques and thermal imaging systems. Microstructural analysis aims to characterize grain size distribution, phase composition, and precipitation behavior within different HAZ sub-regions.
Mechanical property evaluation represents another crucial objective, focusing on hardness mapping, tensile strength variations, and impact toughness across the HAZ. Understanding these property gradients is essential for predicting joint performance and service life. Additionally, establishing correlations between process parameters such as welding speed, wire feed rate, and current characteristics with resulting HAZ dimensions enables process optimization.
The development of predictive models for HAZ quantification constitutes a strategic objective, integrating thermal modeling with experimental validation to enable real-time process control and quality assurance. These models should account for material-specific thermal properties, joint geometry, and CMT-specific heat input characteristics to provide accurate HAZ predictions across various applications and material combinations.
Market Demand for Precise HAZ Control in CMT Applications
The aerospace industry represents the most demanding market segment for precise HAZ control in CMT applications, driven by stringent safety requirements and material performance specifications. Aircraft manufacturers require welded joints that maintain consistent mechanical properties throughout the heat-affected zone, particularly for critical structural components made from aluminum alloys and titanium. The ability to quantify and control HAZ characteristics directly impacts component certification processes and long-term structural integrity.
Automotive manufacturing has emerged as a rapidly growing market for CMT technology with precise HAZ control, particularly in electric vehicle battery pack assembly and lightweight body construction. The shift toward aluminum-intensive vehicle designs necessitates welding processes that minimize thermal distortion while maintaining joint strength. Manufacturers increasingly demand quantifiable HAZ parameters to ensure consistent production quality and meet crash safety standards.
The shipbuilding industry presents substantial opportunities for CMT applications requiring precise HAZ control, especially in the construction of high-performance vessels and offshore structures. Marine environments demand welded joints with superior corrosion resistance, which directly correlates with HAZ microstructure control. Shipyards are increasingly adopting automated welding systems that can monitor and adjust HAZ characteristics in real-time.
Energy sector applications, including renewable energy infrastructure and pipeline construction, drive significant demand for quantified HAZ control in CMT processes. Wind turbine manufacturers require precise control over HAZ properties to ensure fatigue resistance in critical joints, while pipeline operators need consistent HAZ characteristics to prevent stress corrosion cracking in service environments.
The medical device manufacturing sector represents a specialized but high-value market for precise HAZ control, particularly in the production of implantable devices and surgical instruments. Biocompatibility requirements necessitate strict control over HAZ microstructure and surface properties, creating demand for advanced monitoring and quantification systems.
Market drivers include increasing automation in manufacturing processes, stricter quality standards across industries, and growing adoption of advanced materials that require precise thermal management during welding. The integration of Industry 4.0 technologies has created new opportunities for real-time HAZ monitoring and control systems.
Automotive manufacturing has emerged as a rapidly growing market for CMT technology with precise HAZ control, particularly in electric vehicle battery pack assembly and lightweight body construction. The shift toward aluminum-intensive vehicle designs necessitates welding processes that minimize thermal distortion while maintaining joint strength. Manufacturers increasingly demand quantifiable HAZ parameters to ensure consistent production quality and meet crash safety standards.
The shipbuilding industry presents substantial opportunities for CMT applications requiring precise HAZ control, especially in the construction of high-performance vessels and offshore structures. Marine environments demand welded joints with superior corrosion resistance, which directly correlates with HAZ microstructure control. Shipyards are increasingly adopting automated welding systems that can monitor and adjust HAZ characteristics in real-time.
Energy sector applications, including renewable energy infrastructure and pipeline construction, drive significant demand for quantified HAZ control in CMT processes. Wind turbine manufacturers require precise control over HAZ properties to ensure fatigue resistance in critical joints, while pipeline operators need consistent HAZ characteristics to prevent stress corrosion cracking in service environments.
The medical device manufacturing sector represents a specialized but high-value market for precise HAZ control, particularly in the production of implantable devices and surgical instruments. Biocompatibility requirements necessitate strict control over HAZ microstructure and surface properties, creating demand for advanced monitoring and quantification systems.
Market drivers include increasing automation in manufacturing processes, stricter quality standards across industries, and growing adoption of advanced materials that require precise thermal management during welding. The integration of Industry 4.0 technologies has created new opportunities for real-time HAZ monitoring and control systems.
Current HAZ Measurement Challenges in CMT Processes
Cold Metal Transfer (CMT) welding processes present significant challenges in accurately measuring and quantifying the Heat Affected Zone (HAZ) due to the technology's unique characteristics. The rapid heating and cooling cycles inherent in CMT create complex thermal gradients that are difficult to capture using conventional measurement techniques. Traditional thermocouples and infrared thermometry often lack the temporal resolution required to track the millisecond-scale temperature fluctuations that define HAZ boundaries in CMT processes.
The pulsed nature of CMT welding introduces additional complexity in HAZ measurement. The alternating periods of material deposition and controlled droplet detachment create non-uniform heat distribution patterns that vary significantly from continuous welding processes. This intermittent energy input results in HAZ geometries that are neither predictable nor easily quantifiable using standard metallographic analysis methods.
Spatial resolution limitations pose another critical challenge in CMT HAZ quantification. The relatively narrow HAZ produced by CMT's low heat input characteristics demands measurement techniques capable of detecting microstructural changes at sub-millimeter scales. Conventional optical microscopy and hardness mapping techniques often provide insufficient resolution to accurately delineate the boundaries between the fusion zone, HAZ, and base material.
Real-time monitoring capabilities remain severely limited in current CMT HAZ measurement approaches. Most existing methods rely on post-weld analysis, which cannot capture the dynamic evolution of the HAZ during the welding process. This limitation prevents optimization of welding parameters in real-time and hinders the development of adaptive control systems that could minimize HAZ formation.
Material-specific challenges further complicate HAZ measurement in CMT processes. Different alloy systems exhibit varying thermal conductivities, phase transformation temperatures, and microstructural responses to thermal cycling. Aluminum alloys, commonly processed using CMT, present particular difficulties due to their high thermal conductivity and rapid heat dissipation characteristics, which create narrow, rapidly evolving HAZ profiles.
Standardization issues also impede consistent HAZ measurement across different CMT applications. The absence of universally accepted measurement protocols and criteria for HAZ boundary definition leads to inconsistent results between research groups and industrial applications. This lack of standardization hampers technology transfer and limits the development of predictive models for HAZ formation in CMT welding processes.
The pulsed nature of CMT welding introduces additional complexity in HAZ measurement. The alternating periods of material deposition and controlled droplet detachment create non-uniform heat distribution patterns that vary significantly from continuous welding processes. This intermittent energy input results in HAZ geometries that are neither predictable nor easily quantifiable using standard metallographic analysis methods.
Spatial resolution limitations pose another critical challenge in CMT HAZ quantification. The relatively narrow HAZ produced by CMT's low heat input characteristics demands measurement techniques capable of detecting microstructural changes at sub-millimeter scales. Conventional optical microscopy and hardness mapping techniques often provide insufficient resolution to accurately delineate the boundaries between the fusion zone, HAZ, and base material.
Real-time monitoring capabilities remain severely limited in current CMT HAZ measurement approaches. Most existing methods rely on post-weld analysis, which cannot capture the dynamic evolution of the HAZ during the welding process. This limitation prevents optimization of welding parameters in real-time and hinders the development of adaptive control systems that could minimize HAZ formation.
Material-specific challenges further complicate HAZ measurement in CMT processes. Different alloy systems exhibit varying thermal conductivities, phase transformation temperatures, and microstructural responses to thermal cycling. Aluminum alloys, commonly processed using CMT, present particular difficulties due to their high thermal conductivity and rapid heat dissipation characteristics, which create narrow, rapidly evolving HAZ profiles.
Standardization issues also impede consistent HAZ measurement across different CMT applications. The absence of universally accepted measurement protocols and criteria for HAZ boundary definition leads to inconsistent results between research groups and industrial applications. This lack of standardization hampers technology transfer and limits the development of predictive models for HAZ formation in CMT welding processes.
Existing HAZ Quantification Methods for CMT Welding
01 Cold Metal Transfer welding process control and parameters
Cold Metal Transfer (CMT) is an advanced welding process that uses controlled metal transfer to minimize heat input. The process involves precise control of welding parameters such as current, voltage, wire feed speed, and droplet transfer frequency to achieve optimal results. By regulating these parameters, the heat affected zone can be significantly reduced compared to conventional welding methods. The process utilizes a short-circuit transfer mode with controlled wire retraction to reduce spatter and heat input.- Cold Metal Transfer welding process control and parameters: Cold Metal Transfer (CMT) is an advanced welding process that uses controlled metal transfer to minimize heat input. The process involves precise control of welding parameters such as current, voltage, wire feed speed, and droplet transfer frequency. By optimizing these parameters, the heat affected zone can be significantly reduced compared to conventional welding methods. The process alternates between short-circuit and arcing phases, allowing for better control of heat input and reduced thermal distortion.
- Heat affected zone microstructure and properties: The heat affected zone in CMT welding exhibits distinct microstructural characteristics due to the reduced heat input. The lower thermal cycle results in finer grain structures and reduced grain growth in the heat affected zone. This leads to improved mechanical properties including enhanced toughness, reduced hardness variations, and better fatigue resistance. The narrow heat affected zone also minimizes the formation of brittle phases and reduces residual stresses in the welded joint.
- Heat input reduction techniques in CMT welding: Various techniques are employed to minimize heat input and control the heat affected zone in CMT welding. These include pulsed current control, optimized wire retraction mechanisms, and adaptive process control systems. The reduced heat input prevents excessive melting and limits the width of the heat affected zone. Advanced monitoring systems can detect and adjust parameters in real-time to maintain consistent heat input throughout the welding process, ensuring uniform heat affected zone characteristics.
- Material composition and heat affected zone behavior: The composition of base materials significantly influences the heat affected zone characteristics in CMT welding. Different alloy systems respond differently to the thermal cycles experienced during welding. Proper selection of filler materials and base metal compositions can optimize the heat affected zone properties. Alloying elements affect grain boundary strengthening, precipitation behavior, and phase transformations within the heat affected zone, ultimately determining the joint performance and durability.
- Post-weld heat treatment and heat affected zone modification: Post-weld heat treatment processes can be applied to modify the heat affected zone characteristics and improve overall joint properties. These treatments help relieve residual stresses, homogenize microstructures, and optimize mechanical properties in the heat affected zone. Controlled heating and cooling cycles can refine grain structures, dissolve harmful phases, and enhance the toughness of the heat affected zone. The reduced initial heat input from CMT welding often allows for simplified or eliminated post-weld heat treatment requirements.
02 Heat affected zone microstructure and properties
The heat affected zone in Cold Metal Transfer welding exhibits distinct microstructural characteristics due to the reduced heat input. The lower thermal cycle results in finer grain structures and reduced grain growth in the heat affected zone. This leads to improved mechanical properties including enhanced toughness and reduced susceptibility to cracking. The narrow heat affected zone also minimizes distortion and residual stresses in the welded components, making it particularly suitable for thin materials and heat-sensitive alloys.Expand Specific Solutions03 Application to aluminum and lightweight alloys
Cold Metal Transfer technology is particularly effective for welding aluminum and other lightweight alloys where heat control is critical. The reduced heat input prevents excessive melting and distortion of thin-walled aluminum structures. The process enables high-quality joints in heat-treatable aluminum alloys while minimizing the softening effect in the heat affected zone. This makes the technology ideal for automotive and aerospace applications where lightweight materials are essential.Expand Specific Solutions04 Heat affected zone measurement and analysis techniques
Various analytical methods are employed to characterize the heat affected zone in Cold Metal Transfer welding. These include metallographic examination, hardness profiling, and thermal imaging to determine the extent and properties of the heat affected zone. Advanced techniques such as electron microscopy and X-ray diffraction are used to analyze microstructural changes. Temperature monitoring during welding helps optimize process parameters to achieve the desired heat affected zone characteristics.Expand Specific Solutions05 Optimization strategies for minimizing heat affected zone
Several strategies can be implemented to further minimize the heat affected zone in Cold Metal Transfer welding. These include optimizing travel speed, adjusting wire feed rates, and using pulsed current modes. The selection of appropriate shielding gases and filler materials also plays a crucial role in controlling heat input. Multi-pass welding techniques with controlled interpass temperatures can be employed for thicker materials. Process monitoring and feedback control systems enable real-time adjustment of parameters to maintain consistent heat affected zone characteristics.Expand Specific Solutions
Key Players in CMT Technology and HAZ Analysis Solutions
The Cold Metal Transfer (CMT) heat affected zone quantification technology represents an emerging field within advanced welding processes, currently in the early-to-mid development stage with significant growth potential. The market is experiencing expansion driven by automotive lightweighting and aerospace precision requirements, with estimated values reaching hundreds of millions globally. Technology maturity varies considerably across key players: established steel manufacturers like NIPPON STEEL CORP., POSCO Holdings, and JFE Steel Corp. demonstrate advanced metallurgical expertise, while automotive leaders Toyota Motor Corp., Nissan Motor Co., and GM Global Technology Operations LLC focus on application-specific implementations. Research institutions including Tsinghua University, Harbin Institute of Technology, and Shanghai Jiao Tong University contribute fundamental research, whereas precision measurement companies like Renishaw Plc provide critical analytical capabilities. The competitive landscape shows fragmented development with opportunities for consolidation and standardization.
GM Global Technology Operations LLC
Technical Solution: GM has developed advanced thermal monitoring systems for Cold Metal Transfer (CMT) welding processes, utilizing real-time temperature measurement technologies and infrared thermography to quantify heat affected zones. Their approach integrates multi-sensor fusion techniques combining thermocouples, pyrometers, and high-speed thermal imaging cameras to create detailed thermal maps during CMT operations. The company has implemented machine learning algorithms to predict HAZ characteristics based on welding parameters such as wire feed speed, travel speed, and base material thickness. Their proprietary software analyzes thermal gradients and cooling rates to determine the extent and microstructural changes within the heat affected zone, enabling precise control of welding quality in automotive manufacturing applications.
Strengths: Extensive automotive industry experience, advanced sensor integration capabilities, robust data analytics platform. Weaknesses: Limited to automotive applications, high implementation costs for complex monitoring systems.
NIPPON STEEL CORP.
Technical Solution: Nippon Steel has developed comprehensive methodologies for HAZ quantification in CMT processes, focusing on metallurgical analysis and thermal cycle modeling. Their approach combines finite element analysis with experimental validation using advanced characterization techniques including electron backscatter diffraction and microhardness mapping. The company has established standardized procedures for measuring HAZ width, grain size distribution, and phase transformation zones in various steel grades. Their thermal modeling software incorporates material-specific thermal properties and phase transformation kinetics to predict HAZ formation during CMT welding. Additionally, they have developed specialized testing protocols using dilatometry and differential scanning calorimetry to validate thermal cycle predictions and correlate them with actual microstructural changes in the heat affected zone.
Strengths: Deep metallurgical expertise, comprehensive material database, validated modeling approaches. Weaknesses: Focus primarily on steel materials, complex analytical procedures requiring specialized equipment.
Core Technologies for CMT Heat Affected Zone Measurement
Hardness evaluation method and system for heat affected zone of multi-layer and multi-pass welded joint of hull steel
PatentWO2026001434A1
Innovation
- By establishing a finite element model of the welded joint, the heat conduction process and microstructure transformation are predicted. Combined with alloy element information, a hardness algorithm is used to calculate the hardness value of the heat-affected zone.




Method for measuring coefficient of secondary cooling area for continuous casting
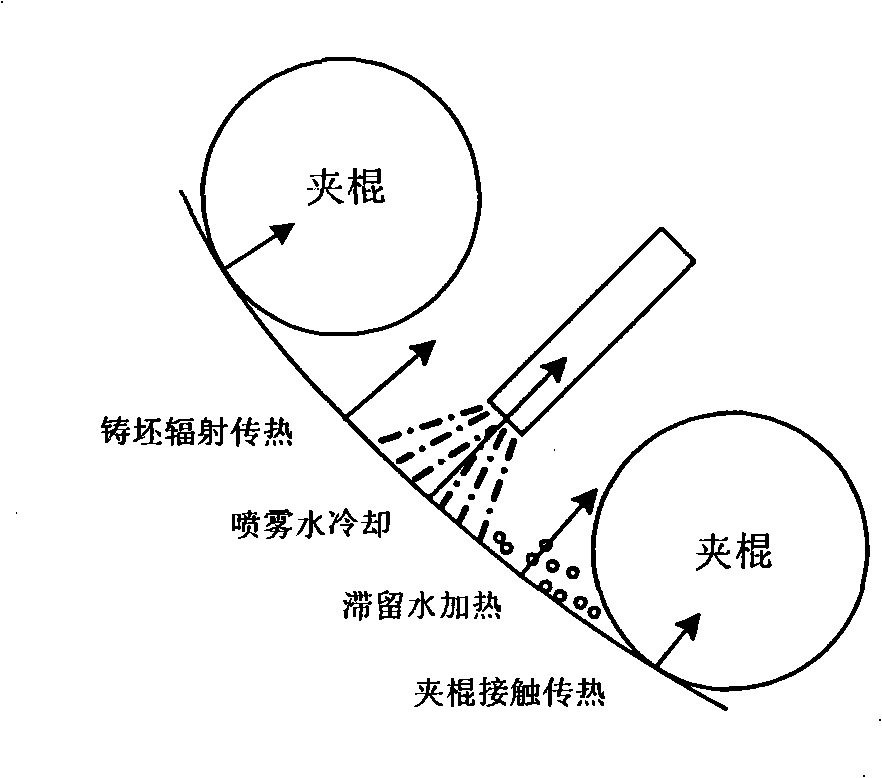
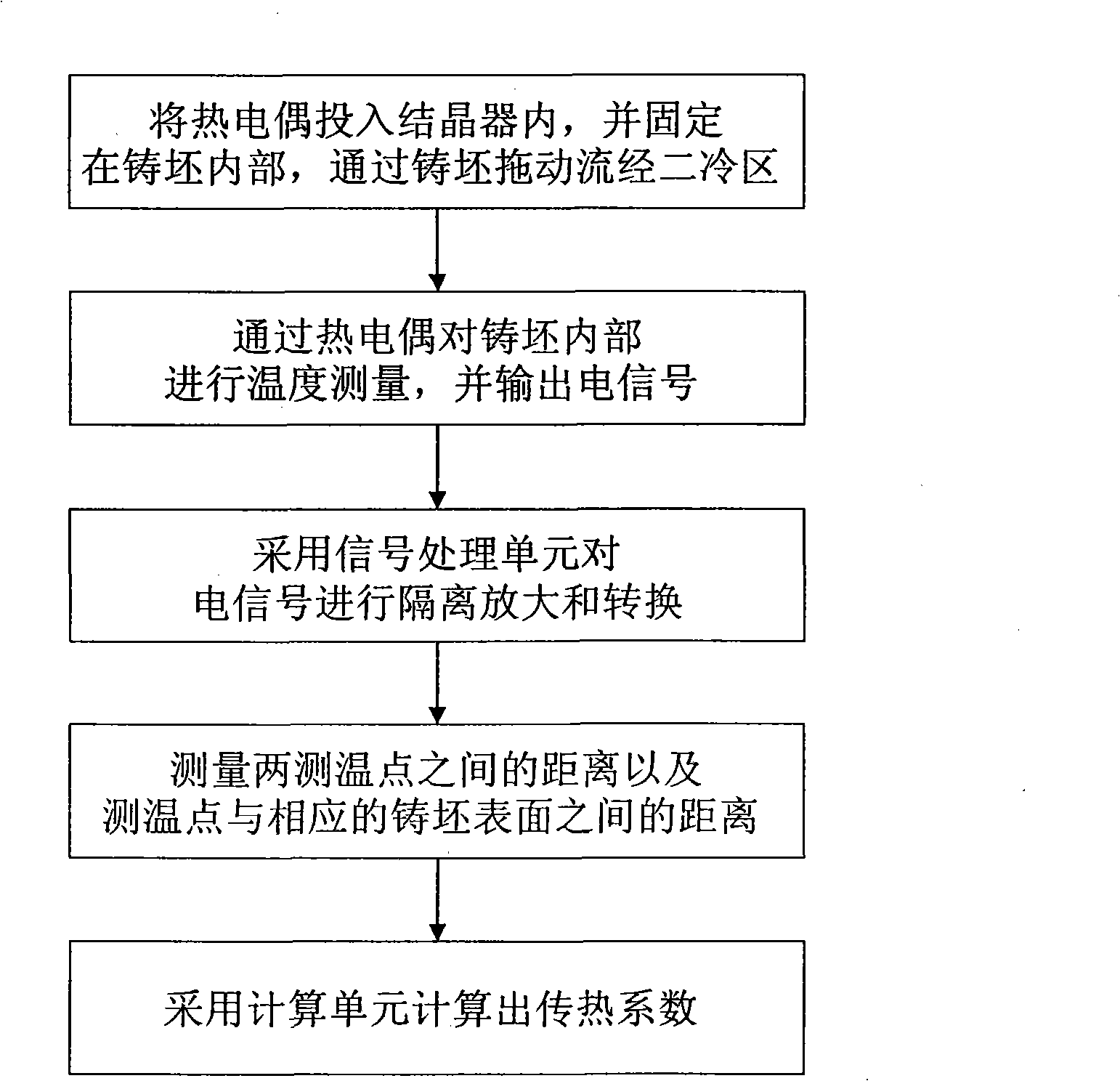
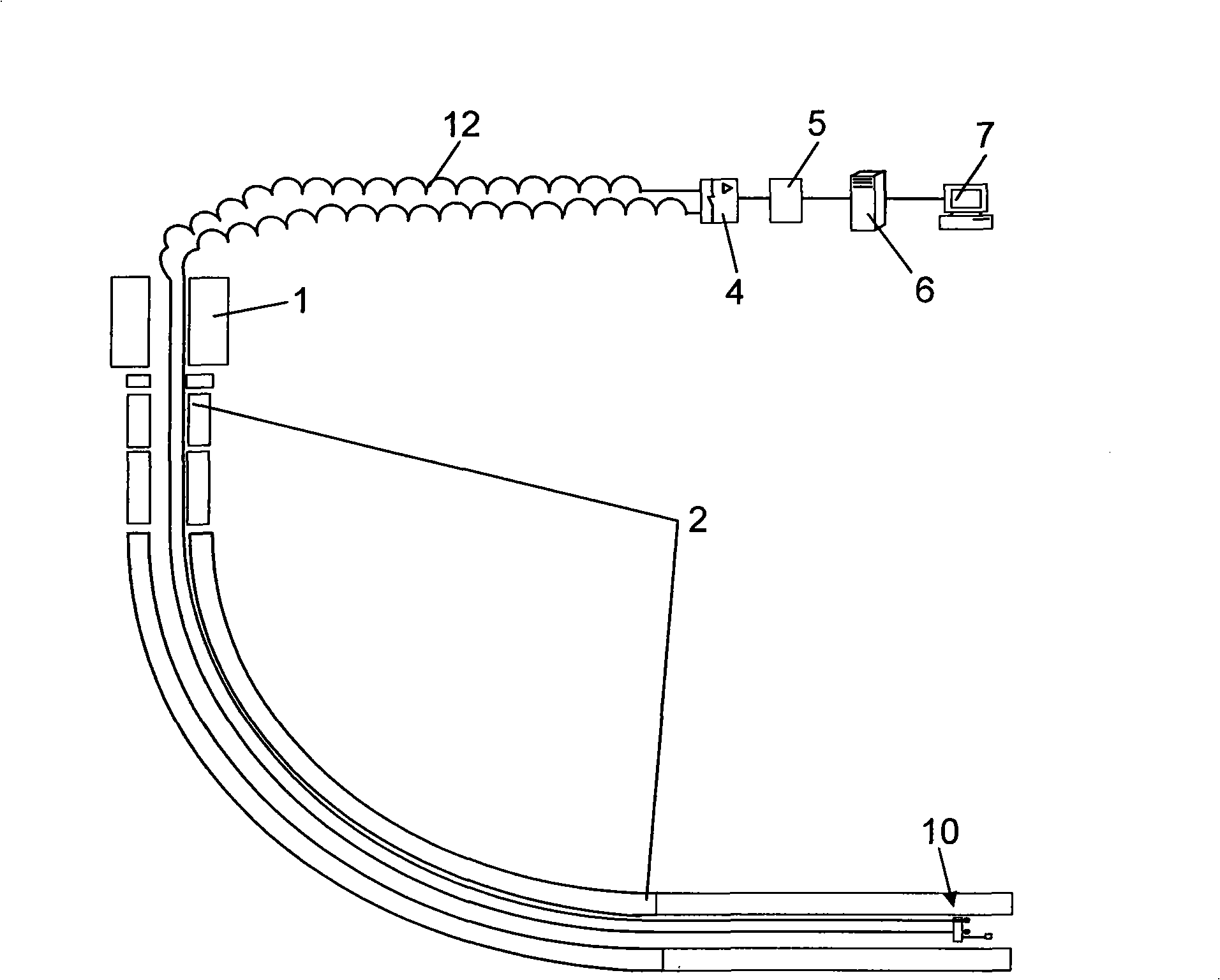
PatentActiveCN101349663A
Innovation
- A thermocouple is used to measure the temperature inside the billet, and the heat transfer coefficient is calculated through the signal processing and calculation unit. The temperature difference between the inside and the surface of the billet and the influence of cooling water are taken into account. The thermocouple is fixed by a bracket to avoid swinging and improve measurement accuracy.

Welding Standards and HAZ Quality Requirements
Cold Metal Transfer (CMT) welding processes are governed by stringent international and industry-specific standards that establish comprehensive requirements for Heat Affected Zone (HAZ) quality control. The American Welding Society (AWS) D1.1 structural welding code provides fundamental guidelines for HAZ characterization, mandating maximum hardness values typically not exceeding 350 HV for structural steel applications. Similarly, ISO 15614 welding procedure qualification standards require detailed HAZ property documentation, including grain size measurements and microstructural analysis protocols.
European standard EN 1011 specifically addresses welding metallurgy and establishes critical parameters for HAZ quality assessment in CMT applications. The standard defines acceptable HAZ width limitations, typically ranging from 2-5mm depending on base material thickness and composition. For aerospace applications, AS9100 certification requires HAZ properties to meet enhanced criteria, with particular emphasis on fatigue resistance and crack propagation characteristics within the thermally affected regions.
Industry-specific standards such as API 1104 for pipeline welding impose additional constraints on HAZ properties in CMT processes. These requirements include mandatory impact toughness testing at sub-zero temperatures, with minimum Charpy V-notch values of 27J at -40°C for HAZ specimens. The standard also specifies maximum carbon equivalent limits to ensure HAZ hardenability remains within acceptable bounds during rapid thermal cycling inherent in CMT welding.
Quality assurance protocols mandated by these standards require systematic HAZ quantification through multiple assessment methods. Hardness traverse testing across the HAZ must demonstrate gradual transition zones without sharp property gradients that could indicate thermal damage. Microstructural evaluation standards specify minimum magnification requirements and acceptable grain boundary characteristics, ensuring CMT process parameters maintain optimal HAZ metallurgical properties.
Recent updates to welding standards increasingly emphasize real-time HAZ monitoring capabilities, reflecting industry demands for enhanced process control in automated CMT systems. These evolving requirements drive the need for advanced quantification methodologies that can provide immediate feedback on HAZ formation during welding operations.
European standard EN 1011 specifically addresses welding metallurgy and establishes critical parameters for HAZ quality assessment in CMT applications. The standard defines acceptable HAZ width limitations, typically ranging from 2-5mm depending on base material thickness and composition. For aerospace applications, AS9100 certification requires HAZ properties to meet enhanced criteria, with particular emphasis on fatigue resistance and crack propagation characteristics within the thermally affected regions.
Industry-specific standards such as API 1104 for pipeline welding impose additional constraints on HAZ properties in CMT processes. These requirements include mandatory impact toughness testing at sub-zero temperatures, with minimum Charpy V-notch values of 27J at -40°C for HAZ specimens. The standard also specifies maximum carbon equivalent limits to ensure HAZ hardenability remains within acceptable bounds during rapid thermal cycling inherent in CMT welding.
Quality assurance protocols mandated by these standards require systematic HAZ quantification through multiple assessment methods. Hardness traverse testing across the HAZ must demonstrate gradual transition zones without sharp property gradients that could indicate thermal damage. Microstructural evaluation standards specify minimum magnification requirements and acceptable grain boundary characteristics, ensuring CMT process parameters maintain optimal HAZ metallurgical properties.
Recent updates to welding standards increasingly emphasize real-time HAZ monitoring capabilities, reflecting industry demands for enhanced process control in automated CMT systems. These evolving requirements drive the need for advanced quantification methodologies that can provide immediate feedback on HAZ formation during welding operations.
Digital Twin Integration for CMT HAZ Prediction
Digital twin technology represents a transformative approach to predicting and quantifying Heat Affected Zones (HAZ) in Cold Metal Transfer (CMT) welding processes. This integration leverages real-time data acquisition, advanced modeling algorithms, and machine learning capabilities to create virtual replicas of the welding environment that can accurately simulate thermal behavior and predict HAZ characteristics before actual welding operations commence.
The foundation of digital twin integration for CMT HAZ prediction relies on comprehensive sensor networks that capture critical welding parameters including arc voltage, current fluctuations, wire feed speed, travel speed, and shielding gas flow rates. These sensors work in conjunction with thermal imaging systems and pyrometers to provide continuous temperature monitoring throughout the welding process. The collected data feeds into sophisticated computational models that simulate heat transfer mechanisms, material phase transformations, and microstructural evolution within the HAZ.
Advanced finite element analysis (FEA) models form the computational backbone of the digital twin system, incorporating material-specific thermal properties, heat source modeling, and boundary conditions that reflect actual welding scenarios. These models utilize adaptive mesh refinement techniques to achieve high-resolution predictions in critical HAZ regions while maintaining computational efficiency. Machine learning algorithms, particularly neural networks and support vector machines, enhance prediction accuracy by learning from historical welding data and continuously refining model parameters based on real-time feedback.
The digital twin architecture enables predictive analytics that can forecast HAZ dimensions, peak temperatures, cooling rates, and resulting mechanical properties before welding execution. This capability allows for proactive parameter optimization to achieve desired HAZ characteristics while minimizing defects such as grain coarsening, precipitation dissolution, or unwanted phase formations. The system can simulate various welding scenarios and recommend optimal parameter combinations for specific material grades and joint configurations.
Real-time model updating represents a crucial aspect of digital twin integration, where continuous sensor feedback allows the virtual model to adapt and refine its predictions during actual welding operations. This dynamic calibration ensures that the digital twin remains synchronized with physical processes, accounting for variations in material properties, environmental conditions, and equipment performance that could affect HAZ formation.
The integration also facilitates advanced visualization capabilities, providing operators with three-dimensional thermal maps, temperature gradient distributions, and time-dependent HAZ evolution patterns. These visual tools enhance process understanding and enable more informed decision-making regarding welding parameter adjustments and quality control measures.
The foundation of digital twin integration for CMT HAZ prediction relies on comprehensive sensor networks that capture critical welding parameters including arc voltage, current fluctuations, wire feed speed, travel speed, and shielding gas flow rates. These sensors work in conjunction with thermal imaging systems and pyrometers to provide continuous temperature monitoring throughout the welding process. The collected data feeds into sophisticated computational models that simulate heat transfer mechanisms, material phase transformations, and microstructural evolution within the HAZ.
Advanced finite element analysis (FEA) models form the computational backbone of the digital twin system, incorporating material-specific thermal properties, heat source modeling, and boundary conditions that reflect actual welding scenarios. These models utilize adaptive mesh refinement techniques to achieve high-resolution predictions in critical HAZ regions while maintaining computational efficiency. Machine learning algorithms, particularly neural networks and support vector machines, enhance prediction accuracy by learning from historical welding data and continuously refining model parameters based on real-time feedback.
The digital twin architecture enables predictive analytics that can forecast HAZ dimensions, peak temperatures, cooling rates, and resulting mechanical properties before welding execution. This capability allows for proactive parameter optimization to achieve desired HAZ characteristics while minimizing defects such as grain coarsening, precipitation dissolution, or unwanted phase formations. The system can simulate various welding scenarios and recommend optimal parameter combinations for specific material grades and joint configurations.
Real-time model updating represents a crucial aspect of digital twin integration, where continuous sensor feedback allows the virtual model to adapt and refine its predictions during actual welding operations. This dynamic calibration ensures that the digital twin remains synchronized with physical processes, accounting for variations in material properties, environmental conditions, and equipment performance that could affect HAZ formation.
The integration also facilitates advanced visualization capabilities, providing operators with three-dimensional thermal maps, temperature gradient distributions, and time-dependent HAZ evolution patterns. These visual tools enhance process understanding and enable more informed decision-making regarding welding parameter adjustments and quality control measures.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!