Reimagining Material Science with Ethylene Vinyl Acetate
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
EVA Evolution and Objectives
Ethylene Vinyl Acetate (EVA) has undergone a remarkable evolution since its inception in the 1930s. Initially developed as a copolymer of ethylene and vinyl acetate, EVA has transformed from a niche material to a versatile polymer with widespread applications across various industries. The journey of EVA began with its use in adhesives and expanded into areas such as packaging, footwear, and solar panel encapsulation.
The technological progression of EVA has been driven by the continuous refinement of its properties and manufacturing processes. Early developments focused on improving the material's flexibility and toughness, which led to its adoption in the footwear industry for shoe soles. As research advanced, scientists discovered methods to enhance EVA's thermal properties and UV resistance, opening doors to its use in outdoor applications and solar energy systems.
A significant milestone in EVA's evolution was the development of foam processing techniques in the 1960s. This breakthrough allowed for the creation of lightweight, cushioning materials that revolutionized the sports and leisure industries. The ability to control cell structure and density in EVA foams led to customized solutions for impact absorption and comfort in products ranging from athletic shoes to protective gear.
In recent years, the focus has shifted towards improving EVA's environmental profile and expanding its functional capabilities. Researchers are exploring bio-based alternatives and recycling methods to address sustainability concerns. Additionally, efforts are being made to enhance EVA's barrier properties for advanced packaging solutions and to develop conductive variants for electronic applications.
The objectives for EVA's future development are multifaceted. One primary goal is to further improve its sustainability by increasing the use of renewable resources in its production and developing more efficient recycling processes. Another objective is to expand EVA's high-performance capabilities, particularly in areas such as thermal management and electrical conductivity, to meet the demands of emerging technologies.
Researchers are also aiming to enhance EVA's compatibility with other materials, enabling the creation of advanced composites with tailored properties. This includes developing EVA-based nanocomposites and exploring its potential in 3D printing applications. Furthermore, there is a push to optimize EVA's processing techniques to reduce energy consumption and improve product consistency.
As we look to the future, the reimagining of material science with EVA involves not only improving its existing properties but also discovering entirely new functionalities. The ultimate objective is to position EVA as a key material in the transition towards a more sustainable and technologically advanced society, capable of addressing complex challenges in energy, healthcare, and advanced manufacturing.
The technological progression of EVA has been driven by the continuous refinement of its properties and manufacturing processes. Early developments focused on improving the material's flexibility and toughness, which led to its adoption in the footwear industry for shoe soles. As research advanced, scientists discovered methods to enhance EVA's thermal properties and UV resistance, opening doors to its use in outdoor applications and solar energy systems.
A significant milestone in EVA's evolution was the development of foam processing techniques in the 1960s. This breakthrough allowed for the creation of lightweight, cushioning materials that revolutionized the sports and leisure industries. The ability to control cell structure and density in EVA foams led to customized solutions for impact absorption and comfort in products ranging from athletic shoes to protective gear.
In recent years, the focus has shifted towards improving EVA's environmental profile and expanding its functional capabilities. Researchers are exploring bio-based alternatives and recycling methods to address sustainability concerns. Additionally, efforts are being made to enhance EVA's barrier properties for advanced packaging solutions and to develop conductive variants for electronic applications.
The objectives for EVA's future development are multifaceted. One primary goal is to further improve its sustainability by increasing the use of renewable resources in its production and developing more efficient recycling processes. Another objective is to expand EVA's high-performance capabilities, particularly in areas such as thermal management and electrical conductivity, to meet the demands of emerging technologies.
Researchers are also aiming to enhance EVA's compatibility with other materials, enabling the creation of advanced composites with tailored properties. This includes developing EVA-based nanocomposites and exploring its potential in 3D printing applications. Furthermore, there is a push to optimize EVA's processing techniques to reduce energy consumption and improve product consistency.
As we look to the future, the reimagining of material science with EVA involves not only improving its existing properties but also discovering entirely new functionalities. The ultimate objective is to position EVA as a key material in the transition towards a more sustainable and technologically advanced society, capable of addressing complex challenges in energy, healthcare, and advanced manufacturing.
Market Demand Analysis for EVA Applications
The market demand for Ethylene Vinyl Acetate (EVA) applications has been experiencing significant growth across various industries. This versatile copolymer, known for its flexibility, durability, and excellent adhesion properties, has found widespread use in sectors ranging from packaging to renewable energy.
In the packaging industry, EVA has become a crucial component in the production of flexible films and food packaging materials. The increasing consumer preference for convenient and sustainable packaging solutions has driven the demand for EVA-based products. The material's ability to provide excellent barrier properties against moisture and gases has made it particularly valuable in the food and beverage sector.
The footwear industry has also embraced EVA for its shock-absorbing and cushioning properties. Sports and casual footwear manufacturers have incorporated EVA into midsoles and insoles, enhancing comfort and performance. This trend is expected to continue as consumers prioritize comfort and functionality in their footwear choices.
In the renewable energy sector, EVA has gained prominence in the production of solar panel encapsulants. The global push towards clean energy and the rapid expansion of solar power installations have significantly boosted the demand for EVA in this application. The material's transparency, weather resistance, and ability to protect solar cells from environmental factors have made it an essential component in photovoltaic module manufacturing.
The automotive industry has also contributed to the growing demand for EVA. The material is used in various automotive applications, including wire and cable insulation, gaskets, and interior components. As vehicle manufacturers focus on lightweight materials to improve fuel efficiency and reduce emissions, EVA's low density and excellent properties make it an attractive option.
The construction sector has seen increased adoption of EVA in applications such as waterproofing membranes, adhesives, and sealants. The material's resistance to UV radiation and weathering, combined with its flexibility and adhesion properties, has made it valuable in building and infrastructure projects.
The medical and healthcare industry has also recognized the potential of EVA in various applications. The material is used in medical tubing, drug delivery systems, and orthopedic products due to its biocompatibility and flexibility.
As sustainability becomes a key focus across industries, the demand for recyclable and eco-friendly materials has influenced the EVA market. Manufacturers are developing bio-based EVA alternatives and improving recycling processes to meet the growing environmental concerns of consumers and regulatory bodies.
The global EVA market is expected to continue its growth trajectory, driven by technological advancements, expanding applications, and increasing demand from emerging economies. The versatility of EVA and its ability to be tailored for specific applications position it as a material with significant potential for future innovations and market expansion.
In the packaging industry, EVA has become a crucial component in the production of flexible films and food packaging materials. The increasing consumer preference for convenient and sustainable packaging solutions has driven the demand for EVA-based products. The material's ability to provide excellent barrier properties against moisture and gases has made it particularly valuable in the food and beverage sector.
The footwear industry has also embraced EVA for its shock-absorbing and cushioning properties. Sports and casual footwear manufacturers have incorporated EVA into midsoles and insoles, enhancing comfort and performance. This trend is expected to continue as consumers prioritize comfort and functionality in their footwear choices.
In the renewable energy sector, EVA has gained prominence in the production of solar panel encapsulants. The global push towards clean energy and the rapid expansion of solar power installations have significantly boosted the demand for EVA in this application. The material's transparency, weather resistance, and ability to protect solar cells from environmental factors have made it an essential component in photovoltaic module manufacturing.
The automotive industry has also contributed to the growing demand for EVA. The material is used in various automotive applications, including wire and cable insulation, gaskets, and interior components. As vehicle manufacturers focus on lightweight materials to improve fuel efficiency and reduce emissions, EVA's low density and excellent properties make it an attractive option.
The construction sector has seen increased adoption of EVA in applications such as waterproofing membranes, adhesives, and sealants. The material's resistance to UV radiation and weathering, combined with its flexibility and adhesion properties, has made it valuable in building and infrastructure projects.
The medical and healthcare industry has also recognized the potential of EVA in various applications. The material is used in medical tubing, drug delivery systems, and orthopedic products due to its biocompatibility and flexibility.
As sustainability becomes a key focus across industries, the demand for recyclable and eco-friendly materials has influenced the EVA market. Manufacturers are developing bio-based EVA alternatives and improving recycling processes to meet the growing environmental concerns of consumers and regulatory bodies.
The global EVA market is expected to continue its growth trajectory, driven by technological advancements, expanding applications, and increasing demand from emerging economies. The versatility of EVA and its ability to be tailored for specific applications position it as a material with significant potential for future innovations and market expansion.
EVA Technology Landscape and Challenges
Ethylene Vinyl Acetate (EVA) has emerged as a versatile and innovative material in the field of material science, presenting both significant advancements and notable challenges. The current technological landscape of EVA is characterized by its widespread application across various industries, including packaging, footwear, solar panels, and medical devices. This diverse utilization stems from EVA's unique properties, such as flexibility, durability, and resistance to UV radiation.
One of the primary challenges in EVA technology lies in optimizing its composition to meet specific industry requirements. The ratio of ethylene to vinyl acetate in the copolymer significantly influences its properties, and finding the ideal balance for different applications remains an ongoing research focus. Additionally, enhancing the material's thermal stability and mechanical strength without compromising its flexibility continues to be a key area of development.
The EVA industry faces environmental concerns, particularly regarding the material's end-of-life management. While EVA offers advantages in terms of durability, its recycling process is complex due to the cross-linked structure in some applications. This has led to increased efforts in developing more sustainable EVA formulations and improved recycling technologies.
In the realm of manufacturing, achieving consistent quality across large-scale production presents another challenge. Variations in processing conditions can lead to inconsistencies in the final product's properties, necessitating advanced process control systems and quality assurance measures.
The integration of EVA with other materials to create advanced composites represents a frontier in material science. Researchers are exploring ways to combine EVA with nanoparticles, fibers, and other polymers to enhance its performance characteristics. However, ensuring uniform dispersion and maintaining the desired properties of these composites at scale remains challenging.
In the medical field, EVA's biocompatibility has opened doors for various applications, but concerns about long-term stability and potential leaching of additives in medical-grade EVA products persist. This has spurred research into developing purer forms of EVA and more rigorous testing protocols for medical applications.
The solar energy sector, a significant consumer of EVA as an encapsulant material, faces challenges related to EVA's degradation under prolonged UV exposure. Improving the long-term stability of EVA in solar panels without compromising its transparency and adhesive properties is crucial for enhancing the lifespan of photovoltaic modules.
As the demand for sustainable materials grows, the EVA industry is under pressure to develop bio-based alternatives. While progress has been made in creating partially bio-based EVA, achieving fully bio-based EVA with comparable properties to petroleum-derived versions remains a significant technological hurdle.
One of the primary challenges in EVA technology lies in optimizing its composition to meet specific industry requirements. The ratio of ethylene to vinyl acetate in the copolymer significantly influences its properties, and finding the ideal balance for different applications remains an ongoing research focus. Additionally, enhancing the material's thermal stability and mechanical strength without compromising its flexibility continues to be a key area of development.
The EVA industry faces environmental concerns, particularly regarding the material's end-of-life management. While EVA offers advantages in terms of durability, its recycling process is complex due to the cross-linked structure in some applications. This has led to increased efforts in developing more sustainable EVA formulations and improved recycling technologies.
In the realm of manufacturing, achieving consistent quality across large-scale production presents another challenge. Variations in processing conditions can lead to inconsistencies in the final product's properties, necessitating advanced process control systems and quality assurance measures.
The integration of EVA with other materials to create advanced composites represents a frontier in material science. Researchers are exploring ways to combine EVA with nanoparticles, fibers, and other polymers to enhance its performance characteristics. However, ensuring uniform dispersion and maintaining the desired properties of these composites at scale remains challenging.
In the medical field, EVA's biocompatibility has opened doors for various applications, but concerns about long-term stability and potential leaching of additives in medical-grade EVA products persist. This has spurred research into developing purer forms of EVA and more rigorous testing protocols for medical applications.
The solar energy sector, a significant consumer of EVA as an encapsulant material, faces challenges related to EVA's degradation under prolonged UV exposure. Improving the long-term stability of EVA in solar panels without compromising its transparency and adhesive properties is crucial for enhancing the lifespan of photovoltaic modules.
As the demand for sustainable materials grows, the EVA industry is under pressure to develop bio-based alternatives. While progress has been made in creating partially bio-based EVA, achieving fully bio-based EVA with comparable properties to petroleum-derived versions remains a significant technological hurdle.
Current EVA Formulation Techniques
01 Composition and synthesis of EVA copolymers
Ethylene Vinyl Acetate (EVA) copolymers are synthesized through the copolymerization of ethylene and vinyl acetate monomers. The composition and properties of EVA can be tailored by adjusting the ratio of these monomers and the polymerization conditions. This versatility allows for the production of EVA with varying degrees of flexibility, transparency, and adhesion properties.- Composition and synthesis of EVA copolymers: Ethylene Vinyl Acetate (EVA) copolymers are synthesized through the copolymerization of ethylene and vinyl acetate monomers. The composition and ratio of these monomers can be adjusted to achieve desired properties such as flexibility, toughness, and adhesion. Various polymerization methods and catalysts are employed to control the molecular structure and properties of the resulting EVA copolymers.
- Modification and blending of EVA: EVA copolymers can be modified or blended with other polymers or additives to enhance their properties or create new materials with specific characteristics. This includes crosslinking, grafting, or blending with other polymers such as polyethylene or polypropylene. These modifications can improve properties like heat resistance, chemical resistance, or mechanical strength for various applications.
- EVA in adhesive and sealant applications: EVA copolymers are widely used in adhesive and sealant formulations due to their excellent adhesion properties, flexibility, and compatibility with various substrates. They can be formulated into hot melt adhesives, pressure-sensitive adhesives, or sealants for applications in packaging, construction, and automotive industries. The adhesive properties can be tailored by adjusting the vinyl acetate content and molecular weight of the EVA copolymer.
- EVA in foam and encapsulation applications: EVA copolymers are used to produce foams and encapsulation materials for various industries. In foam applications, EVA provides flexibility, cushioning, and insulation properties. For encapsulation, particularly in the solar industry, EVA is used to protect and insulate photovoltaic cells. The processing conditions and additives can be optimized to achieve desired foam structures or encapsulation properties.
- EVA in film and sheet applications: EVA copolymers are extensively used in the production of films and sheets for packaging, agricultural, and industrial applications. The flexibility, clarity, and barrier properties of EVA make it suitable for these applications. Various processing techniques such as extrusion, blown film, and cast film methods are employed to produce EVA films and sheets with specific properties tailored for different end-uses.
02 EVA in adhesive applications
EVA copolymers are widely used in adhesive formulations due to their excellent adhesion properties and compatibility with various substrates. They can be used as hot melt adhesives, pressure-sensitive adhesives, or as components in adhesive blends. The adhesive strength and performance can be modified by adjusting the vinyl acetate content and molecular weight of the EVA copolymer.Expand Specific Solutions03 EVA in foam and encapsulation applications
EVA copolymers are utilized in the production of foams and encapsulation materials. In foam applications, EVA provides flexibility, cushioning, and insulation properties. For encapsulation, particularly in solar panel manufacturing, EVA acts as a protective layer, offering weather resistance and optical clarity while maintaining good adhesion to the substrate.Expand Specific Solutions04 Modification and blending of EVA
EVA copolymers can be modified or blended with other polymers and additives to enhance their properties or create new materials with specific characteristics. This includes crosslinking, grafting, or blending with other polymers to improve heat resistance, mechanical properties, or compatibility with specific applications. Such modifications expand the range of potential uses for EVA-based materials.Expand Specific Solutions05 EVA in film and packaging applications
EVA copolymers are extensively used in the production of films and packaging materials. Their flexibility, clarity, and barrier properties make them suitable for various packaging applications, including food packaging, shrink wrap, and agricultural films. The vinyl acetate content can be adjusted to optimize properties such as seal strength, clarity, and gas permeability for specific packaging requirements.Expand Specific Solutions
Key Players in EVA Industry
The market for Ethylene Vinyl Acetate (EVA) is in a mature growth stage, with a global market size expected to reach $9.71 billion by 2027. The technology is well-established, with major players like Celanese International Corp., Kuraray Co., Ltd., and China Petroleum & Chemical Corp. leading the field. These companies have developed advanced EVA formulations for various applications, including solar panels, footwear, and packaging. The competitive landscape is characterized by ongoing research and development efforts to improve EVA properties and expand its applications, with universities like Tianjin University and Zhejiang University contributing to technological advancements. As the demand for sustainable materials grows, companies are focusing on developing bio-based EVA alternatives to maintain their competitive edge in this evolving market.
Celanese International Corp.
Technical Solution: Celanese has been at the forefront of EVA innovation, particularly in the field of medical-grade materials. They have developed specialized EVA formulations with enhanced biocompatibility and sterilization resistance for medical devices and pharmaceutical packaging[10]. Their research also extends to EVA-based hot melt adhesives with improved thermal stability and bonding strength for industrial applications[11]. Celanese is exploring the use of EVA in 3D printing filaments, leveraging its flexibility and ease of processing[12].
Strengths: Leadership in medical-grade EVA, strong intellectual property portfolio, and global manufacturing presence. Weaknesses: Exposure to raw material price fluctuations, potential regulatory challenges in medical applications.
Kuraray Co., Ltd.
Technical Solution: Kuraray has made significant strides in EVA technology, particularly in the field of film applications. They have developed a proprietary process for producing ultra-high clarity EVA films with excellent adhesion properties, ideal for interlayer applications in safety glass and solar panels[4]. Their EVAL™ brand of ethylene vinyl alcohol (EVOH) copolymers, which are related to EVA, offer exceptional barrier properties against gases and odors[5]. Kuraray's research also extends to EVA-based adhesives with improved heat resistance and durability for automotive and electronics applications[6].
Strengths: Leadership in specialty EVA films, strong presence in barrier materials, and diverse application portfolio. Weaknesses: Higher production costs for specialty grades, potential competition from alternative materials in some applications.
Breakthrough EVA Patents and Research
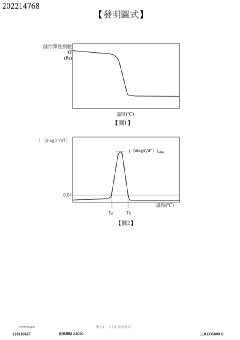
Ethylene-vinyl acetate copolymer resin and molded article and film containing the same
PatentActiveTW202214768A
Innovation
- Development of an ethylene-vinyl acetate copolymer resin with improved heat resistance, transparency, and ESCR (Environmental Stress Crack Resistance).
- Creation of molded articles and films using the improved ethylene-vinyl acetate copolymer resin.
- Tailoring the vinyl acetate unit content to achieve desired material properties.
Ethylene-vinyl acetate copolymer of increased mechanical properties
PatentInactiveUS20080211139A1
Innovation
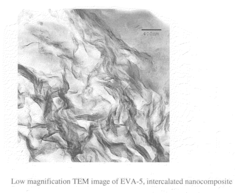
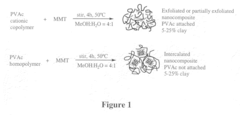
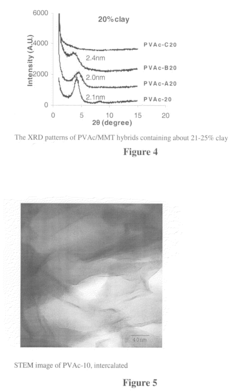
- Solution blending of EVA with a masterbatch of cationic poly(vinyl acetate)/silicate nanocomposite, where the silicate is substantially exfoliated, maintains mechanical properties and prevents loss of exfoliation during heat processing.

Sustainability in EVA Production
Sustainability in EVA production has become a critical focus in the material science industry, driven by increasing environmental concerns and regulatory pressures. The traditional production methods for Ethylene Vinyl Acetate (EVA) have been associated with significant carbon footprints and energy-intensive processes. However, recent advancements in technology and manufacturing techniques are paving the way for more sustainable EVA production.
One of the key areas of improvement is the reduction of energy consumption during the polymerization process. Innovative reactor designs and optimized process controls have led to more efficient heat transfer and reduced reaction times. These improvements not only decrease the overall energy requirements but also enhance the quality and consistency of the final product.
The sourcing of raw materials has also undergone a transformation towards sustainability. Bio-based ethylene, derived from renewable sources such as sugarcane or corn, is increasingly being used as a substitute for petroleum-based ethylene. This shift not only reduces the reliance on fossil fuels but also contributes to a lower carbon footprint throughout the EVA lifecycle.
Waste reduction and recycling initiatives have gained significant traction in EVA production. Advanced separation and purification technologies enable the recovery and reuse of unreacted monomers and solvents, minimizing waste generation. Additionally, the development of biodegradable EVA formulations addresses end-of-life concerns, offering environmentally friendly alternatives for applications where traditional EVA may persist in the environment.
Water management in EVA production has seen notable improvements. Closed-loop water systems and advanced wastewater treatment technologies have significantly reduced water consumption and minimized the discharge of pollutants. These systems not only conserve water resources but also ensure compliance with increasingly stringent environmental regulations.
The integration of renewable energy sources into EVA production facilities is another key aspect of sustainability efforts. Solar panels, wind turbines, and other clean energy technologies are being incorporated to power manufacturing processes, reducing reliance on fossil fuel-based electricity and further lowering the carbon footprint of EVA production.
Lastly, the adoption of green chemistry principles in EVA synthesis is gaining momentum. Researchers are exploring alternative catalysts and reaction pathways that minimize the use of hazardous substances and reduce the formation of by-products. These approaches not only enhance the environmental profile of EVA production but also contribute to improved worker safety and product purity.
One of the key areas of improvement is the reduction of energy consumption during the polymerization process. Innovative reactor designs and optimized process controls have led to more efficient heat transfer and reduced reaction times. These improvements not only decrease the overall energy requirements but also enhance the quality and consistency of the final product.
The sourcing of raw materials has also undergone a transformation towards sustainability. Bio-based ethylene, derived from renewable sources such as sugarcane or corn, is increasingly being used as a substitute for petroleum-based ethylene. This shift not only reduces the reliance on fossil fuels but also contributes to a lower carbon footprint throughout the EVA lifecycle.
Waste reduction and recycling initiatives have gained significant traction in EVA production. Advanced separation and purification technologies enable the recovery and reuse of unreacted monomers and solvents, minimizing waste generation. Additionally, the development of biodegradable EVA formulations addresses end-of-life concerns, offering environmentally friendly alternatives for applications where traditional EVA may persist in the environment.
Water management in EVA production has seen notable improvements. Closed-loop water systems and advanced wastewater treatment technologies have significantly reduced water consumption and minimized the discharge of pollutants. These systems not only conserve water resources but also ensure compliance with increasingly stringent environmental regulations.
The integration of renewable energy sources into EVA production facilities is another key aspect of sustainability efforts. Solar panels, wind turbines, and other clean energy technologies are being incorporated to power manufacturing processes, reducing reliance on fossil fuel-based electricity and further lowering the carbon footprint of EVA production.
Lastly, the adoption of green chemistry principles in EVA synthesis is gaining momentum. Researchers are exploring alternative catalysts and reaction pathways that minimize the use of hazardous substances and reduce the formation of by-products. These approaches not only enhance the environmental profile of EVA production but also contribute to improved worker safety and product purity.
Regulatory Framework for EVA Materials
The regulatory framework for Ethylene Vinyl Acetate (EVA) materials is complex and multifaceted, reflecting the diverse applications of this versatile polymer. At the core of EVA regulation are safety and environmental considerations, which are addressed through various international and regional standards.
In the United States, the Food and Drug Administration (FDA) plays a crucial role in regulating EVA materials used in food contact applications. The FDA's Code of Federal Regulations (CFR) Title 21, specifically parts 175 and 177, outlines the requirements for EVA copolymers in food packaging and processing equipment. These regulations stipulate the permissible composition, manufacturing processes, and testing methods to ensure food safety.
The European Union has established its own set of regulations for EVA materials through the European Food Safety Authority (EFSA). The EU Regulation No. 10/2011 on plastic materials and articles intended to come into contact with food provides specific migration limits and overall migration limits for EVA components. This regulation is part of the broader framework aimed at ensuring the safety of food contact materials within the EU market.
Environmental regulations also play a significant role in shaping the EVA industry. The Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) regulation in the EU requires manufacturers and importers to register and evaluate the safety of chemical substances, including those used in EVA production. This regulation aims to protect human health and the environment from potential risks associated with chemicals.
In the construction sector, EVA materials used in building products must comply with various fire safety standards. For instance, the European Construction Products Regulation (CPR) sets harmonized rules for the marketing of construction products in the EU, including fire resistance requirements that affect EVA-based materials.
The automotive industry, another major user of EVA materials, is subject to regulations such as the End-of-Life Vehicles (ELV) Directive in the EU. This directive aims to reduce waste from vehicles and promotes the reuse, recycling, and recovery of vehicle components, including those containing EVA.
As sustainability becomes increasingly important, new regulations are emerging to address the environmental impact of EVA materials. For example, some jurisdictions are implementing extended producer responsibility (EPR) programs, which require manufacturers to manage the entire lifecycle of their products, including disposal and recycling.
The global nature of EVA production and trade necessitates compliance with international standards. Organizations such as the International Organization for Standardization (ISO) provide guidelines for quality management (ISO 9001) and environmental management (ISO 14001) that are widely adopted in the EVA industry.
In the United States, the Food and Drug Administration (FDA) plays a crucial role in regulating EVA materials used in food contact applications. The FDA's Code of Federal Regulations (CFR) Title 21, specifically parts 175 and 177, outlines the requirements for EVA copolymers in food packaging and processing equipment. These regulations stipulate the permissible composition, manufacturing processes, and testing methods to ensure food safety.
The European Union has established its own set of regulations for EVA materials through the European Food Safety Authority (EFSA). The EU Regulation No. 10/2011 on plastic materials and articles intended to come into contact with food provides specific migration limits and overall migration limits for EVA components. This regulation is part of the broader framework aimed at ensuring the safety of food contact materials within the EU market.
Environmental regulations also play a significant role in shaping the EVA industry. The Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) regulation in the EU requires manufacturers and importers to register and evaluate the safety of chemical substances, including those used in EVA production. This regulation aims to protect human health and the environment from potential risks associated with chemicals.
In the construction sector, EVA materials used in building products must comply with various fire safety standards. For instance, the European Construction Products Regulation (CPR) sets harmonized rules for the marketing of construction products in the EU, including fire resistance requirements that affect EVA-based materials.
The automotive industry, another major user of EVA materials, is subject to regulations such as the End-of-Life Vehicles (ELV) Directive in the EU. This directive aims to reduce waste from vehicles and promotes the reuse, recycling, and recovery of vehicle components, including those containing EVA.
As sustainability becomes increasingly important, new regulations are emerging to address the environmental impact of EVA materials. For example, some jurisdictions are implementing extended producer responsibility (EPR) programs, which require manufacturers to manage the entire lifecycle of their products, including disposal and recycling.
The global nature of EVA production and trade necessitates compliance with international standards. Organizations such as the International Organization for Standardization (ISO) provide guidelines for quality management (ISO 9001) and environmental management (ISO 14001) that are widely adopted in the EVA industry.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!