Resin Transfer Molding vs Prepreg: Overall Cost Efficiency
APR 1, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
RTM vs Prepreg Technology Background and Objectives
Resin Transfer Molding (RTM) and prepreg manufacturing represent two distinct approaches to composite material processing, each with unique cost structures and efficiency characteristics. RTM involves injecting liquid resin into a closed mold containing dry fiber reinforcement, while prepreg utilizes pre-impregnated fibers with partially cured resin systems that require controlled storage and autoclave processing.
The evolution of these technologies stems from the aerospace industry's demand for lightweight, high-strength materials in the 1960s and 1970s. Prepreg technology emerged first, offering superior quality control and consistent fiber-to-resin ratios, making it the preferred choice for critical aerospace applications. RTM development followed as manufacturers sought more cost-effective solutions for medium to high-volume production scenarios.
Current market dynamics reveal a growing emphasis on cost efficiency across industries, particularly in automotive, wind energy, and marine sectors. The automotive industry's shift toward lightweight vehicles for improved fuel efficiency has intensified the comparison between RTM and prepreg processes. Wind energy applications demand cost-effective solutions for large-scale blade manufacturing, while maintaining structural integrity requirements.
The primary objective of comparing these technologies centers on identifying optimal cost-efficiency scenarios for different manufacturing contexts. This involves analyzing initial capital investment requirements, operational costs, material waste factors, and production scalability. RTM systems typically require lower initial material costs but higher tooling investments, while prepreg processes demand significant autoclave infrastructure and controlled storage facilities.
Manufacturing volume significantly influences cost efficiency calculations. RTM demonstrates superior economics for medium to high-volume production runs due to faster cycle times and reduced labor requirements. Conversely, prepreg maintains advantages in low-volume, high-performance applications where material consistency and mechanical properties justify premium costs.
Quality considerations directly impact overall cost efficiency through scrap rates, rework requirements, and end-product performance. Prepreg systems offer superior void control and consistent fiber orientation, reducing quality-related costs. RTM processes face challenges with resin flow optimization and potential dry spots, requiring sophisticated process monitoring and control systems.
The technological advancement trajectory aims to bridge the performance gap between RTM and prepreg while optimizing cost structures. Emerging RTM variants, including vacuum-assisted RTM and compression RTM, seek to combine the cost benefits of liquid molding with improved quality control mechanisms comparable to prepreg systems.
The evolution of these technologies stems from the aerospace industry's demand for lightweight, high-strength materials in the 1960s and 1970s. Prepreg technology emerged first, offering superior quality control and consistent fiber-to-resin ratios, making it the preferred choice for critical aerospace applications. RTM development followed as manufacturers sought more cost-effective solutions for medium to high-volume production scenarios.
Current market dynamics reveal a growing emphasis on cost efficiency across industries, particularly in automotive, wind energy, and marine sectors. The automotive industry's shift toward lightweight vehicles for improved fuel efficiency has intensified the comparison between RTM and prepreg processes. Wind energy applications demand cost-effective solutions for large-scale blade manufacturing, while maintaining structural integrity requirements.
The primary objective of comparing these technologies centers on identifying optimal cost-efficiency scenarios for different manufacturing contexts. This involves analyzing initial capital investment requirements, operational costs, material waste factors, and production scalability. RTM systems typically require lower initial material costs but higher tooling investments, while prepreg processes demand significant autoclave infrastructure and controlled storage facilities.
Manufacturing volume significantly influences cost efficiency calculations. RTM demonstrates superior economics for medium to high-volume production runs due to faster cycle times and reduced labor requirements. Conversely, prepreg maintains advantages in low-volume, high-performance applications where material consistency and mechanical properties justify premium costs.
Quality considerations directly impact overall cost efficiency through scrap rates, rework requirements, and end-product performance. Prepreg systems offer superior void control and consistent fiber orientation, reducing quality-related costs. RTM processes face challenges with resin flow optimization and potential dry spots, requiring sophisticated process monitoring and control systems.
The technological advancement trajectory aims to bridge the performance gap between RTM and prepreg while optimizing cost structures. Emerging RTM variants, including vacuum-assisted RTM and compression RTM, seek to combine the cost benefits of liquid molding with improved quality control mechanisms comparable to prepreg systems.
Market Demand for Cost-Effective Composite Manufacturing
The global composite materials market is experiencing unprecedented growth driven by increasing demand for lightweight, high-performance materials across multiple industries. Aerospace manufacturers are actively seeking cost-effective alternatives to traditional metallic components to achieve fuel efficiency targets and reduce operational costs. The automotive sector, particularly with the rise of electric vehicles, requires lightweight composite solutions to extend battery range while maintaining structural integrity and safety standards.
Wind energy applications represent another significant growth driver, where large-scale turbine blade manufacturing demands cost-efficient composite production methods. The marine industry continues to expand its use of composite materials for both recreational and commercial vessels, prioritizing durability and weight reduction. Infrastructure applications, including construction and civil engineering projects, are increasingly adopting composite materials for their corrosion resistance and longevity benefits.
Manufacturing cost pressures have intensified as composite applications scale from niche, high-value sectors to mass-market applications. Traditional prepreg-based manufacturing, while offering superior quality control and material properties, faces challenges in high-volume production scenarios due to material costs and processing complexity. The industry seeks manufacturing processes that can deliver consistent quality while reducing overall production costs, including material waste, labor requirements, and cycle times.
Emerging markets in Asia-Pacific and Latin America are driving demand for cost-effective composite manufacturing solutions. These regions require technologies that balance performance requirements with economic constraints, making cost efficiency a critical factor in technology adoption. Local manufacturers need accessible production methods that do not require extensive specialized equipment or highly trained personnel.
The push toward sustainable manufacturing practices is creating additional market pressure for efficient material utilization and reduced waste generation. Companies are evaluating manufacturing processes not only on direct costs but also on environmental impact and resource efficiency. This trend favors manufacturing methods that minimize material waste and energy consumption while maintaining product quality standards.
Supply chain considerations have become increasingly important, with manufacturers seeking production methods that reduce dependency on specialized materials or complex logistics. The ability to source materials locally and maintain production flexibility has become a competitive advantage, particularly in uncertain economic conditions.
Wind energy applications represent another significant growth driver, where large-scale turbine blade manufacturing demands cost-efficient composite production methods. The marine industry continues to expand its use of composite materials for both recreational and commercial vessels, prioritizing durability and weight reduction. Infrastructure applications, including construction and civil engineering projects, are increasingly adopting composite materials for their corrosion resistance and longevity benefits.
Manufacturing cost pressures have intensified as composite applications scale from niche, high-value sectors to mass-market applications. Traditional prepreg-based manufacturing, while offering superior quality control and material properties, faces challenges in high-volume production scenarios due to material costs and processing complexity. The industry seeks manufacturing processes that can deliver consistent quality while reducing overall production costs, including material waste, labor requirements, and cycle times.
Emerging markets in Asia-Pacific and Latin America are driving demand for cost-effective composite manufacturing solutions. These regions require technologies that balance performance requirements with economic constraints, making cost efficiency a critical factor in technology adoption. Local manufacturers need accessible production methods that do not require extensive specialized equipment or highly trained personnel.
The push toward sustainable manufacturing practices is creating additional market pressure for efficient material utilization and reduced waste generation. Companies are evaluating manufacturing processes not only on direct costs but also on environmental impact and resource efficiency. This trend favors manufacturing methods that minimize material waste and energy consumption while maintaining product quality standards.
Supply chain considerations have become increasingly important, with manufacturers seeking production methods that reduce dependency on specialized materials or complex logistics. The ability to source materials locally and maintain production flexibility has become a competitive advantage, particularly in uncertain economic conditions.
Current State and Cost Challenges in RTM and Prepreg
Resin Transfer Molding has established itself as a prominent manufacturing process in the composite industry, particularly for automotive and aerospace applications. The technology involves injecting liquid resin into a closed mold containing dry fiber reinforcement, offering advantages in surface finish quality and dimensional accuracy. However, RTM faces significant cost challenges related to tooling complexity, longer cycle times, and the need for specialized injection equipment. Current RTM implementations typically require substantial upfront investments in heated molds and resin injection systems, with tooling costs often exceeding $100,000 for complex automotive components.
Prepreg technology represents the traditional approach to high-performance composite manufacturing, utilizing pre-impregnated fibers with partially cured resin systems. This method dominates aerospace applications due to its superior quality control and mechanical properties. Nevertheless, prepreg manufacturing encounters substantial cost barriers including expensive raw materials, stringent storage requirements, and energy-intensive autoclave curing processes. Material costs for aerospace-grade prepregs can reach $50-100 per kilogram, significantly higher than RTM alternatives.
The current state reveals distinct cost structures between these technologies. RTM demonstrates lower material costs but higher equipment and tooling investments, making it economically viable for medium to high-volume production runs. Typical RTM cycle times range from 5-15 minutes for automotive applications, enabling reasonable throughput rates. Conversely, prepreg processes exhibit higher material expenses but leverage existing autoclave infrastructure in aerospace facilities, spreading capital costs across multiple programs.
Manufacturing scalability presents contrasting challenges for both technologies. RTM systems require dedicated production lines with limited flexibility, constraining manufacturers to specific part geometries and production volumes. Prepreg operations face bottlenecks in autoclave capacity and labor-intensive layup processes, limiting production scalability and increasing per-unit costs for high-volume applications.
Quality control and waste management represent additional cost factors influencing technology selection. RTM processes generate minimal material waste but require sophisticated monitoring systems to ensure proper resin flow and cure. Prepreg manufacturing produces significant trim waste, typically 15-25% of raw material, while offering superior process repeatability and reduced quality control requirements.
Prepreg technology represents the traditional approach to high-performance composite manufacturing, utilizing pre-impregnated fibers with partially cured resin systems. This method dominates aerospace applications due to its superior quality control and mechanical properties. Nevertheless, prepreg manufacturing encounters substantial cost barriers including expensive raw materials, stringent storage requirements, and energy-intensive autoclave curing processes. Material costs for aerospace-grade prepregs can reach $50-100 per kilogram, significantly higher than RTM alternatives.
The current state reveals distinct cost structures between these technologies. RTM demonstrates lower material costs but higher equipment and tooling investments, making it economically viable for medium to high-volume production runs. Typical RTM cycle times range from 5-15 minutes for automotive applications, enabling reasonable throughput rates. Conversely, prepreg processes exhibit higher material expenses but leverage existing autoclave infrastructure in aerospace facilities, spreading capital costs across multiple programs.
Manufacturing scalability presents contrasting challenges for both technologies. RTM systems require dedicated production lines with limited flexibility, constraining manufacturers to specific part geometries and production volumes. Prepreg operations face bottlenecks in autoclave capacity and labor-intensive layup processes, limiting production scalability and increasing per-unit costs for high-volume applications.
Quality control and waste management represent additional cost factors influencing technology selection. RTM processes generate minimal material waste but require sophisticated monitoring systems to ensure proper resin flow and cure. Prepreg manufacturing produces significant trim waste, typically 15-25% of raw material, while offering superior process repeatability and reduced quality control requirements.
Existing Cost Analysis Solutions for Composite Processes
01 Resin Transfer Molding (RTM) process optimization for cost reduction
RTM processes can be optimized to reduce manufacturing costs through improved resin injection techniques, reduced cycle times, and enhanced mold designs. The process allows for better control of resin flow and distribution, minimizing material waste and reducing labor costs. Automation of the RTM process further contributes to cost efficiency by reducing manual intervention and improving repeatability. Advanced RTM variants such as vacuum-assisted RTM can achieve better fiber wet-out with lower resin consumption.- Resin Transfer Molding process optimization for cost reduction: Resin Transfer Molding (RTM) processes can be optimized to reduce manufacturing costs through improved resin injection techniques, reduced cycle times, and enhanced mold designs. The process allows for better control of resin flow and fiber wet-out, leading to reduced material waste and lower labor costs. Automation of the RTM process further contributes to cost efficiency by minimizing manual intervention and improving production consistency.
- Prepreg manufacturing cost considerations: Prepreg materials involve pre-impregnated fibers with resin systems that require controlled storage conditions and have limited shelf life, impacting overall cost efficiency. The manufacturing process includes precise fiber-resin ratio control and requires specialized equipment for production. Material costs are typically higher due to the pre-processing requirements, but can offer advantages in terms of consistent quality and reduced on-site processing time.
- Material utilization and waste reduction comparison: Different molding processes demonstrate varying levels of material efficiency and waste generation. Closed-mold processes can significantly reduce material waste compared to open-mold techniques by containing resin and minimizing volatile emissions. The ability to control material placement and resin content directly impacts the cost-effectiveness of the manufacturing process, with some methods allowing for near-net-shape production and minimal trimming requirements.
- Cycle time and production rate impact on cost efficiency: Manufacturing cycle time significantly affects the overall cost efficiency of composite production methods. Faster curing systems and optimized processing parameters can reduce the time required for part production, thereby increasing throughput and reducing per-unit costs. The balance between cure time, part quality, and equipment utilization determines the economic viability of different manufacturing approaches for various production volumes.
- Equipment investment and operational costs: The initial capital investment for manufacturing equipment varies significantly between different composite manufacturing processes. Considerations include mold costs, press requirements, heating and cooling systems, and automation capabilities. Operational costs encompass energy consumption, maintenance requirements, and labor intensity, all of which contribute to the total cost of ownership and long-term economic feasibility of the chosen manufacturing method.
02 Prepreg manufacturing cost considerations and material efficiency
Prepreg materials involve pre-impregnated fibers with resin systems that require controlled storage conditions and have limited shelf life, impacting overall costs. The manufacturing process includes precise fiber-resin ratio control and quality assurance measures. While prepreg materials offer consistent quality and reduced void content, the initial material costs are typically higher. Storage requirements including refrigeration and the need for autoclave curing equipment add to the total cost of ownership.Expand Specific Solutions03 Comparative tooling and equipment investment costs
The capital investment required for RTM and prepreg processes differs significantly in terms of tooling complexity and equipment needs. RTM requires specialized injection equipment and sealed molds capable of withstanding injection pressures, while prepreg processes typically require autoclave or oven curing systems. Tool design and manufacturing costs vary based on part complexity and production volume requirements. The choice between processes impacts the break-even point for production runs and overall return on investment.Expand Specific Solutions04 Production cycle time and throughput efficiency comparison
Cycle time differences between RTM and prepreg processes significantly affect production costs and manufacturing efficiency. RTM processes can achieve faster cycle times for certain applications through rapid resin injection and curing, while prepreg layup may require longer autoclave cure cycles. The labor intensity of manual prepreg layup versus automated RTM injection affects overall throughput. Production volume and part complexity determine which process offers better time-cost efficiency for specific applications.Expand Specific Solutions05 Material waste reduction and scrap rate optimization
Material utilization efficiency differs between RTM and prepreg processes, impacting overall cost effectiveness. RTM allows for precise resin metering and reduced material waste through controlled injection, while prepreg processes may generate trim waste during layup. Scrap rates and rework costs vary based on process control capabilities and quality assurance methods. Optimization of material usage through improved process parameters and design considerations can significantly reduce manufacturing costs in both processes.Expand Specific Solutions
Key Players in RTM and Prepreg Manufacturing Industry
The competitive landscape for Resin Transfer Molding versus Prepreg cost efficiency analysis reveals a mature industry in the growth-to-consolidation phase, with significant market opportunities across aerospace, automotive, and wind energy sectors. The global composites market, valued at approximately $100 billion, demonstrates strong demand for both manufacturing approaches. Technology maturity varies significantly among key players: established leaders like Toray Industries, Hexcel Corp., and Boeing possess advanced prepreg capabilities, while companies such as TPI Composites and LM Wind Power have optimized RTM processes for large-scale wind blade production. Aerospace giants including Safran Aircraft Engines and Airbus España leverage both technologies strategically, with prepreg dominating high-performance applications and RTM gaining traction in cost-sensitive, high-volume manufacturing scenarios, creating a competitive dynamic focused on application-specific optimization.
Toray Industries, Inc.
Technical Solution: Toray has developed comprehensive solutions for both RTM and prepreg manufacturing processes, focusing on cost optimization through material innovation. Their RTM approach utilizes low-viscosity resin systems that enable faster cycle times and reduced labor costs, while their prepreg solutions feature automated fiber placement technologies that minimize material waste. The company has invested heavily in comparing manufacturing economics, demonstrating that RTM can reduce overall part costs by 15-25% for high-volume production due to lower material costs and faster processing, while prepreg maintains advantages in complex geometries with superior surface finish quality and dimensional accuracy.
Strengths include comprehensive material portfolio and proven cost analysis methodologies. Weaknesses involve higher initial tooling investment for RTM implementation and longer development cycles for process optimization.
Hexcel Composites Ltd.
Technical Solution: Hexcel has developed advanced cost modeling frameworks comparing RTM versus prepreg manufacturing economics across aerospace and industrial applications. Their RTM solutions focus on out-of-autoclave processing using modified epoxy resin systems that cure at lower temperatures, reducing energy costs by approximately 30-40% compared to traditional prepreg autoclave processing. The company's prepreg offerings emphasize automated manufacturing compatibility and reduced scrap rates. Hexcel's analysis demonstrates that RTM becomes cost-effective at production volumes exceeding 500 parts annually, while prepreg maintains cost advantages for low-volume, high-complexity components requiring superior mechanical properties and surface quality.
Strengths include extensive aerospace qualification experience and robust cost modeling capabilities. Weaknesses involve limited RTM resin system options and dependency on specialized equipment for optimal cost efficiency.
Core Cost Optimization Innovations in RTM vs Prepreg
Polymerisable Resin Film
PatentPendingUS20240318055A1
Innovation
- A solid resin film comprising at least 50 wt % polymerisable vinyl ester prepolymer with a curing system, including a peroxide curing agent, is used to combine with fibrous reinforcement materials, allowing for a cost-effective and mechanically superior fibre-reinforced composite material production process.




Resin transfer molding process
PatentInactiveUS20040150130A1
Innovation
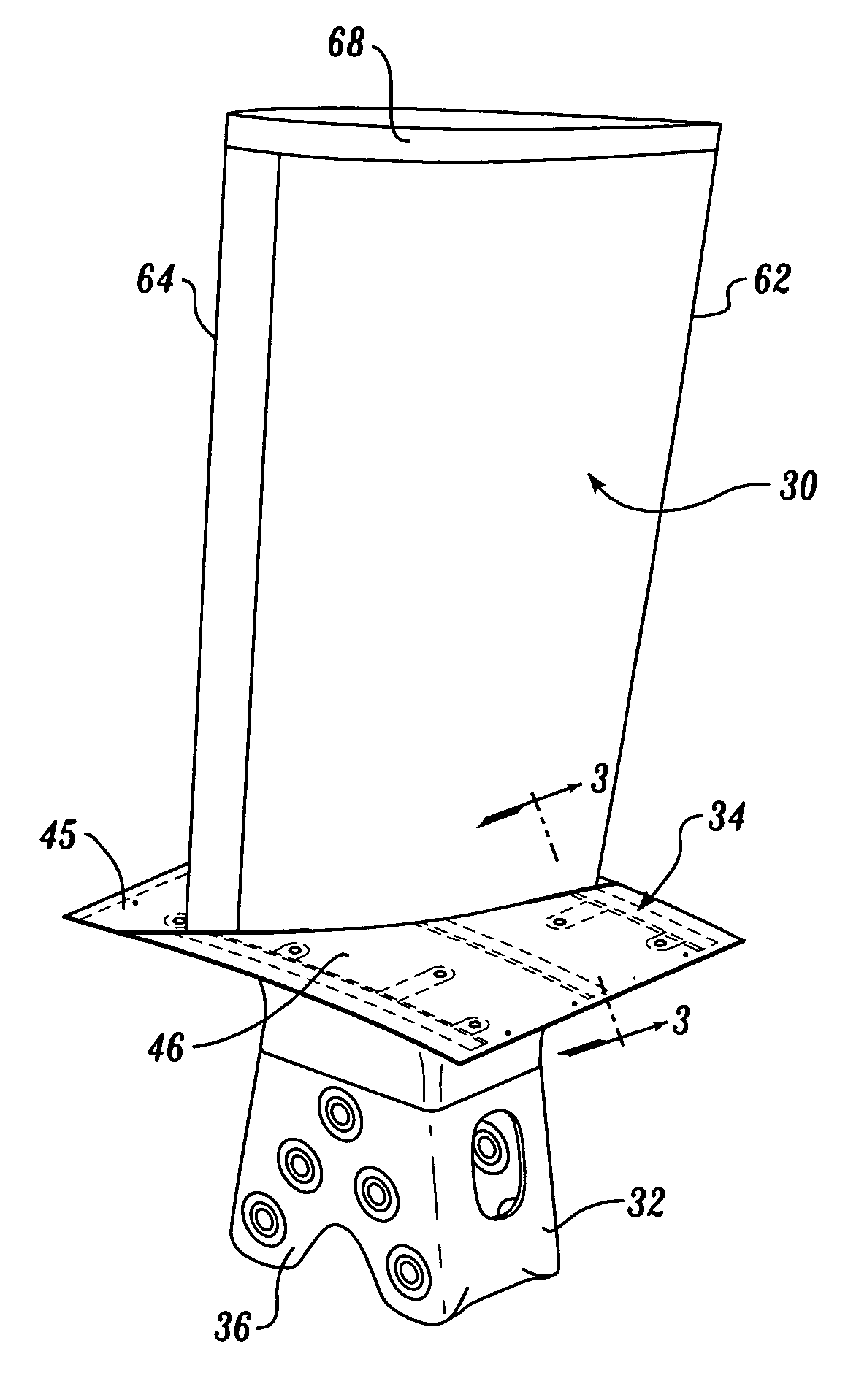
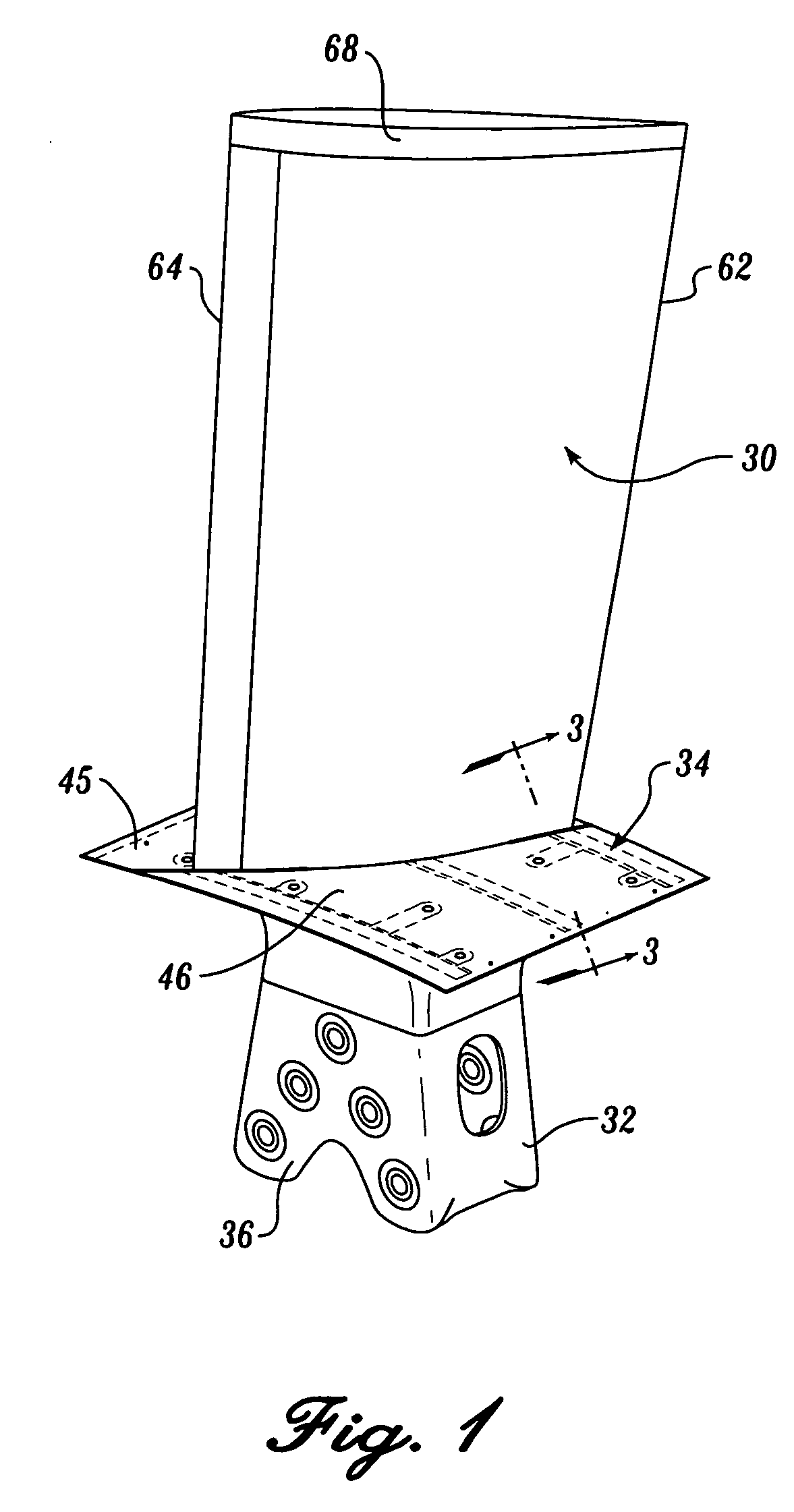
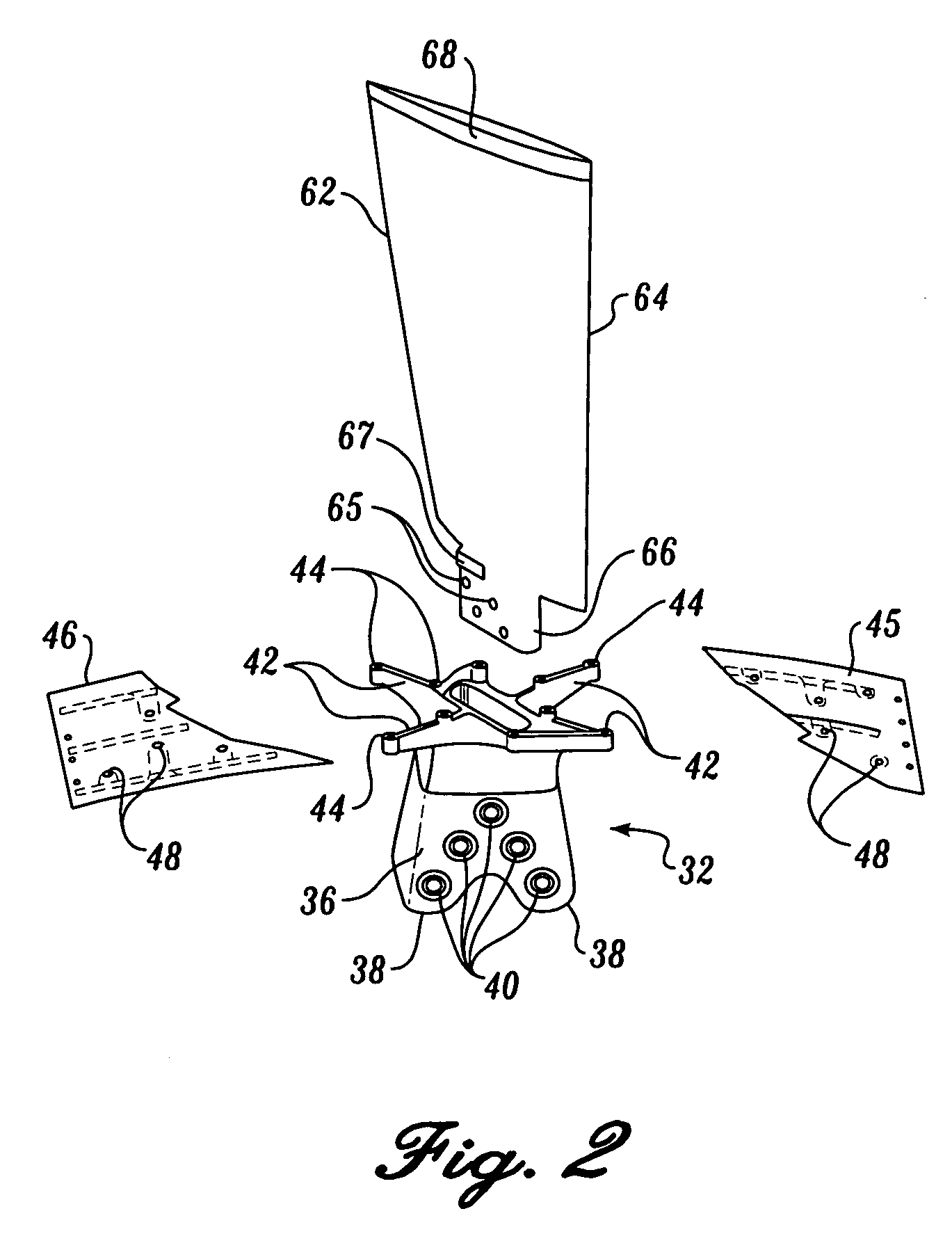
- A novel wind tunnel blade design incorporating a central foam core with expandable plugs, braided fiber reinforcement, and a balance mechanism, along with a resin transfer molding process that includes a tackifier solution for edge stabilization and radius fillers, allowing for easier installation, balanced weight distribution, and improved structural integrity.

Environmental Impact Assessment of Manufacturing Methods
The environmental implications of Resin Transfer Molding (RTM) and prepreg manufacturing methods present distinct sustainability profiles that significantly influence overall cost efficiency calculations. RTM processes typically demonstrate superior environmental performance through reduced volatile organic compound (VOC) emissions, as the closed-mold system minimizes resin exposure to atmosphere during curing. This containment mechanism results in approximately 60-80% lower emissions compared to open-mold prepreg processing, reducing environmental compliance costs and workplace safety requirements.
Energy consumption patterns differ substantially between these manufacturing approaches. RTM operations generally require higher initial energy input for mold heating and pressure systems, with typical energy consumption ranging from 15-25 kWh per kilogram of finished product. Conversely, prepreg processing demands continuous refrigerated storage and controlled autoclave curing cycles, resulting in sustained energy consumption of 20-30 kWh per kilogram, including storage and transportation energy requirements.
Waste generation characteristics reveal contrasting environmental footprints. RTM processes produce minimal material waste due to precise resin injection control, typically generating 2-5% waste by weight. Prepreg manufacturing inherently creates 8-15% material waste through trimming, backing paper disposal, and expired material replacement. This waste differential translates to significant disposal costs and raw material efficiency variations.
Carbon footprint analysis indicates RTM's advantage in lifecycle emissions, primarily attributed to reduced transportation energy requirements and elimination of cold-chain logistics. Prepreg materials necessitate temperature-controlled transportation and storage, contributing an additional 0.5-1.2 kg CO2 equivalent per kilogram of material. RTM's room-temperature resin storage eliminates these refrigeration-related emissions while reducing logistical complexity.
Water usage and chemical discharge present additional environmental considerations. RTM cleaning processes typically require 40-60% less solvent consumption compared to prepreg tooling maintenance, reducing hazardous waste generation and treatment costs. The closed-loop nature of RTM systems enables better chemical recovery and recycling opportunities, further enhancing environmental performance metrics.
Regulatory compliance costs increasingly favor RTM adoption as environmental standards tighten globally. The method's inherently cleaner operation profile reduces monitoring requirements, emission control system investments, and potential penalty exposure, contributing to long-term cost efficiency advantages in environmentally regulated markets.
Energy consumption patterns differ substantially between these manufacturing approaches. RTM operations generally require higher initial energy input for mold heating and pressure systems, with typical energy consumption ranging from 15-25 kWh per kilogram of finished product. Conversely, prepreg processing demands continuous refrigerated storage and controlled autoclave curing cycles, resulting in sustained energy consumption of 20-30 kWh per kilogram, including storage and transportation energy requirements.
Waste generation characteristics reveal contrasting environmental footprints. RTM processes produce minimal material waste due to precise resin injection control, typically generating 2-5% waste by weight. Prepreg manufacturing inherently creates 8-15% material waste through trimming, backing paper disposal, and expired material replacement. This waste differential translates to significant disposal costs and raw material efficiency variations.
Carbon footprint analysis indicates RTM's advantage in lifecycle emissions, primarily attributed to reduced transportation energy requirements and elimination of cold-chain logistics. Prepreg materials necessitate temperature-controlled transportation and storage, contributing an additional 0.5-1.2 kg CO2 equivalent per kilogram of material. RTM's room-temperature resin storage eliminates these refrigeration-related emissions while reducing logistical complexity.
Water usage and chemical discharge present additional environmental considerations. RTM cleaning processes typically require 40-60% less solvent consumption compared to prepreg tooling maintenance, reducing hazardous waste generation and treatment costs. The closed-loop nature of RTM systems enables better chemical recovery and recycling opportunities, further enhancing environmental performance metrics.
Regulatory compliance costs increasingly favor RTM adoption as environmental standards tighten globally. The method's inherently cleaner operation profile reduces monitoring requirements, emission control system investments, and potential penalty exposure, contributing to long-term cost efficiency advantages in environmentally regulated markets.
Supply Chain Optimization for Composite Materials
Supply chain optimization represents a critical factor in determining the overall cost efficiency between Resin Transfer Molding (RTM) and prepreg manufacturing processes. The complexity of composite material supply chains directly impacts material costs, lead times, and production flexibility, making strategic supply chain management essential for achieving competitive advantages in either manufacturing approach.
RTM processes typically benefit from simplified raw material procurement, requiring only dry fiber reinforcements and liquid resin systems. This streamlined material requirement enables manufacturers to establish more flexible supplier relationships and reduce inventory complexity. The separation of fiber and resin components allows for independent sourcing strategies, potentially leveraging regional suppliers for cost optimization while maintaining quality standards.
Prepreg manufacturing faces inherently more complex supply chain challenges due to the pre-impregnated nature of materials. The integration of resin and fiber at the supplier level creates dependencies on specialized prepreg manufacturers, often resulting in longer lead times and higher minimum order quantities. Cold storage requirements throughout the supply chain add additional logistical costs and complexity, necessitating temperature-controlled transportation and storage facilities.
Geographic distribution of suppliers significantly influences cost structures for both processes. RTM benefits from the widespread availability of basic resin and fiber suppliers, enabling localized sourcing strategies that reduce transportation costs and delivery times. Conversely, prepreg supply chains are often concentrated around specialized manufacturing facilities, potentially creating supply bottlenecks and increased transportation expenses for end users in remote locations.
Inventory management strategies differ substantially between the two approaches. RTM allows for separate optimization of fiber and resin inventories, with dry fibers having indefinite shelf life and liquid resins offering extended storage periods. This flexibility enables just-in-time procurement strategies and reduced working capital requirements. Prepreg materials demand sophisticated inventory rotation systems due to limited out-time and shelf life constraints, increasing inventory carrying costs and waste potential.
Strategic partnerships and vertical integration opportunities vary significantly between RTM and prepreg supply chains. RTM manufacturers can more easily establish direct relationships with raw material producers, potentially achieving better pricing through volume commitments or backward integration. Prepreg users often rely on established prepreg manufacturers, limiting opportunities for supply chain disintermediation but potentially benefiting from the supplier's economies of scale and technical expertise.
RTM processes typically benefit from simplified raw material procurement, requiring only dry fiber reinforcements and liquid resin systems. This streamlined material requirement enables manufacturers to establish more flexible supplier relationships and reduce inventory complexity. The separation of fiber and resin components allows for independent sourcing strategies, potentially leveraging regional suppliers for cost optimization while maintaining quality standards.
Prepreg manufacturing faces inherently more complex supply chain challenges due to the pre-impregnated nature of materials. The integration of resin and fiber at the supplier level creates dependencies on specialized prepreg manufacturers, often resulting in longer lead times and higher minimum order quantities. Cold storage requirements throughout the supply chain add additional logistical costs and complexity, necessitating temperature-controlled transportation and storage facilities.
Geographic distribution of suppliers significantly influences cost structures for both processes. RTM benefits from the widespread availability of basic resin and fiber suppliers, enabling localized sourcing strategies that reduce transportation costs and delivery times. Conversely, prepreg supply chains are often concentrated around specialized manufacturing facilities, potentially creating supply bottlenecks and increased transportation expenses for end users in remote locations.
Inventory management strategies differ substantially between the two approaches. RTM allows for separate optimization of fiber and resin inventories, with dry fibers having indefinite shelf life and liquid resins offering extended storage periods. This flexibility enables just-in-time procurement strategies and reduced working capital requirements. Prepreg materials demand sophisticated inventory rotation systems due to limited out-time and shelf life constraints, increasing inventory carrying costs and waste potential.
Strategic partnerships and vertical integration opportunities vary significantly between RTM and prepreg supply chains. RTM manufacturers can more easily establish direct relationships with raw material producers, potentially achieving better pricing through volume commitments or backward integration. Prepreg users often rely on established prepreg manufacturers, limiting opportunities for supply chain disintermediation but potentially benefiting from the supplier's economies of scale and technical expertise.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!