Selective Laser Melting: Support Structure vs Unchannelled Builds
MAR 18, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
SLM Technology Background and Build Objectives
Selective Laser Melting (SLM) represents a revolutionary additive manufacturing technology that emerged from the broader family of powder bed fusion processes. This technology utilizes high-powered laser beams to selectively fuse metallic powder particles layer by layer, creating three-dimensional components directly from digital CAD models. The fundamental principle involves precise thermal control where laser energy density and scanning parameters determine the quality of fusion between powder particles and previously solidified layers.
The evolution of SLM technology traces back to the early 1990s when researchers began exploring laser-based powder processing techniques. Initial developments focused on polymer materials, but the transition to metallic powders marked a significant breakthrough in manufacturing capabilities. The technology gained substantial momentum in the 2000s as laser power increased and beam control systems became more sophisticated, enabling the processing of challenging materials including titanium alloys, stainless steels, and superalloys.
Contemporary SLM systems have achieved remarkable precision levels, with layer thicknesses ranging from 20 to 100 micrometers and feature resolution capabilities approaching 100 micrometers. The technology's maturation has been driven by advances in laser technology, powder metallurgy, and process control systems. Modern SLM machines incorporate multiple laser systems, advanced powder handling mechanisms, and real-time monitoring capabilities that ensure consistent build quality.
The strategic objectives of SLM technology development center on expanding manufacturing flexibility while maintaining structural integrity and surface quality. Key technical goals include minimizing support structure requirements, optimizing build orientations, and developing self-supporting geometries. The industry has increasingly focused on unchannelled build strategies that eliminate the need for extensive support structures, thereby reducing material waste and post-processing requirements.
Current technological pursuits aim to achieve greater geometric freedom through innovative build strategies and advanced process parameters. The development of support-free manufacturing approaches represents a critical milestone, as traditional support structures often compromise surface finish and require complex removal procedures. These objectives align with broader industry demands for cost-effective production and enhanced design flexibility in complex geometries.
The evolution of SLM technology traces back to the early 1990s when researchers began exploring laser-based powder processing techniques. Initial developments focused on polymer materials, but the transition to metallic powders marked a significant breakthrough in manufacturing capabilities. The technology gained substantial momentum in the 2000s as laser power increased and beam control systems became more sophisticated, enabling the processing of challenging materials including titanium alloys, stainless steels, and superalloys.
Contemporary SLM systems have achieved remarkable precision levels, with layer thicknesses ranging from 20 to 100 micrometers and feature resolution capabilities approaching 100 micrometers. The technology's maturation has been driven by advances in laser technology, powder metallurgy, and process control systems. Modern SLM machines incorporate multiple laser systems, advanced powder handling mechanisms, and real-time monitoring capabilities that ensure consistent build quality.
The strategic objectives of SLM technology development center on expanding manufacturing flexibility while maintaining structural integrity and surface quality. Key technical goals include minimizing support structure requirements, optimizing build orientations, and developing self-supporting geometries. The industry has increasingly focused on unchannelled build strategies that eliminate the need for extensive support structures, thereby reducing material waste and post-processing requirements.
Current technological pursuits aim to achieve greater geometric freedom through innovative build strategies and advanced process parameters. The development of support-free manufacturing approaches represents a critical milestone, as traditional support structures often compromise surface finish and require complex removal procedures. These objectives align with broader industry demands for cost-effective production and enhanced design flexibility in complex geometries.
Market Demand for Support-Free SLM Manufacturing
The aerospace industry represents the most significant driver for support-free SLM manufacturing demand, where weight reduction and geometric complexity are paramount concerns. Traditional support structures in aerospace components often require extensive post-processing operations that increase manufacturing costs and potentially compromise part integrity. The elimination of support structures enables the production of lightweight lattice structures, internal cooling channels, and complex geometries that were previously impossible to manufacture through conventional methods.
Automotive manufacturers are increasingly seeking support-free SLM solutions for high-performance components, particularly in electric vehicle applications where thermal management and weight optimization are critical. The ability to produce parts without supports allows for the creation of integrated heat exchangers, battery cooling systems, and structural components with optimized material distribution. This demand is particularly strong in motorsports and luxury vehicle segments where performance justifies premium manufacturing costs.
Medical device manufacturing presents substantial opportunities for support-free SLM technology, especially in custom implant production and surgical instrument manufacturing. Patient-specific implants with complex internal architectures, such as spinal cages with bone ingrowth features or hip implants with integrated porosity gradients, benefit significantly from support-free manufacturing approaches. The elimination of support removal processes reduces contamination risks and preserves critical surface finishes required for biocompatibility.
Industrial equipment manufacturers are driving demand for support-free SLM in applications requiring complex internal flow paths, such as hydraulic manifolds, heat exchangers, and fluid handling components. The ability to manufacture parts without internal supports enables the creation of optimized flow channels that improve performance while reducing pressure drops and turbulence. This is particularly valuable in oil and gas, chemical processing, and power generation industries.
The tooling and mold-making sector represents an emerging market for support-free SLM manufacturing, where conformal cooling channels and complex surface textures can be produced without the constraints imposed by traditional support structures. Injection molding tools with optimized cooling systems demonstrate improved cycle times and part quality, creating strong economic incentives for adoption.
Market demand is also influenced by sustainability considerations, as support-free manufacturing reduces material waste and energy consumption associated with support removal processes. Companies pursuing environmental goals increasingly view support-free SLM as a key technology for sustainable manufacturing practices, particularly when combined with powder recycling systems and renewable energy sources.
Automotive manufacturers are increasingly seeking support-free SLM solutions for high-performance components, particularly in electric vehicle applications where thermal management and weight optimization are critical. The ability to produce parts without supports allows for the creation of integrated heat exchangers, battery cooling systems, and structural components with optimized material distribution. This demand is particularly strong in motorsports and luxury vehicle segments where performance justifies premium manufacturing costs.
Medical device manufacturing presents substantial opportunities for support-free SLM technology, especially in custom implant production and surgical instrument manufacturing. Patient-specific implants with complex internal architectures, such as spinal cages with bone ingrowth features or hip implants with integrated porosity gradients, benefit significantly from support-free manufacturing approaches. The elimination of support removal processes reduces contamination risks and preserves critical surface finishes required for biocompatibility.
Industrial equipment manufacturers are driving demand for support-free SLM in applications requiring complex internal flow paths, such as hydraulic manifolds, heat exchangers, and fluid handling components. The ability to manufacture parts without internal supports enables the creation of optimized flow channels that improve performance while reducing pressure drops and turbulence. This is particularly valuable in oil and gas, chemical processing, and power generation industries.
The tooling and mold-making sector represents an emerging market for support-free SLM manufacturing, where conformal cooling channels and complex surface textures can be produced without the constraints imposed by traditional support structures. Injection molding tools with optimized cooling systems demonstrate improved cycle times and part quality, creating strong economic incentives for adoption.
Market demand is also influenced by sustainability considerations, as support-free manufacturing reduces material waste and energy consumption associated with support removal processes. Companies pursuing environmental goals increasingly view support-free SLM as a key technology for sustainable manufacturing practices, particularly when combined with powder recycling systems and renewable energy sources.
Current SLM Support Structure Challenges and Limitations
Support structures in Selective Laser Melting present numerous technical challenges that significantly impact manufacturing efficiency and part quality. The primary limitation stems from the fundamental requirement for support structures to prevent part distortion, warping, and build failures during the printing process. These structures must provide adequate thermal conductivity to dissipate heat and sufficient mechanical support to counteract residual stresses, yet their implementation introduces substantial complexity to the manufacturing workflow.
Material waste represents one of the most significant economic challenges in current SLM support structure implementations. Support structures can consume 20-40% of the total powder material in complex geometries, directly increasing production costs and reducing material utilization efficiency. The removal process further compounds this issue, as it requires specialized tooling, skilled labor, and often results in additional material loss through machining operations.
Surface quality degradation occurs at support-part interfaces, creating areas that require extensive post-processing to achieve desired surface finishes. The contact points between supports and the actual part typically exhibit rougher surface textures, dimensional inaccuracies, and potential stress concentration points that can compromise mechanical properties. This limitation is particularly problematic for parts requiring high surface quality or those with complex internal geometries where post-processing access is restricted.
Design constraints imposed by support structure requirements significantly limit geometric freedom, one of additive manufacturing's key advantages. Engineers must modify part orientations, add material for support attachment points, or compromise on design intent to accommodate support structure needs. These modifications often result in suboptimal part performance or increased material usage, contradicting the efficiency goals of additive manufacturing.
Processing time extensions due to support structure printing and removal operations substantially impact production throughput. Support structures require additional laser scanning time during printing, and their removal can take several hours for complex parts, creating bottlenecks in manufacturing workflows. The post-processing requirements also introduce quality control challenges, as improper support removal can damage critical part features or introduce surface defects.
Current support generation algorithms struggle with optimization challenges, often producing conservative designs that use more material than necessary or inadequate structures that lead to build failures. The lack of standardized design rules and limited predictive capabilities for support structure performance create reliability issues that manufacturers must address through iterative testing and experience-based adjustments.
Material waste represents one of the most significant economic challenges in current SLM support structure implementations. Support structures can consume 20-40% of the total powder material in complex geometries, directly increasing production costs and reducing material utilization efficiency. The removal process further compounds this issue, as it requires specialized tooling, skilled labor, and often results in additional material loss through machining operations.
Surface quality degradation occurs at support-part interfaces, creating areas that require extensive post-processing to achieve desired surface finishes. The contact points between supports and the actual part typically exhibit rougher surface textures, dimensional inaccuracies, and potential stress concentration points that can compromise mechanical properties. This limitation is particularly problematic for parts requiring high surface quality or those with complex internal geometries where post-processing access is restricted.
Design constraints imposed by support structure requirements significantly limit geometric freedom, one of additive manufacturing's key advantages. Engineers must modify part orientations, add material for support attachment points, or compromise on design intent to accommodate support structure needs. These modifications often result in suboptimal part performance or increased material usage, contradicting the efficiency goals of additive manufacturing.
Processing time extensions due to support structure printing and removal operations substantially impact production throughput. Support structures require additional laser scanning time during printing, and their removal can take several hours for complex parts, creating bottlenecks in manufacturing workflows. The post-processing requirements also introduce quality control challenges, as improper support removal can damage critical part features or introduce surface defects.
Current support generation algorithms struggle with optimization challenges, often producing conservative designs that use more material than necessary or inadequate structures that lead to build failures. The lack of standardized design rules and limited predictive capabilities for support structure performance create reliability issues that manufacturers must address through iterative testing and experience-based adjustments.
Existing SLM Support Structure Design Solutions
01 Optimized support structure design and generation methods
Advanced algorithms and methods for automatically generating support structures in selective laser melting processes. These approaches focus on optimizing the geometry, density, and placement of supports to minimize material usage while ensuring adequate structural stability during the build process. The methods may include topology optimization, parametric design, and intelligent algorithms that consider factors such as overhang angles, part geometry, and thermal stress distribution.- Optimized support structure design and generation methods: Advanced algorithms and methods for automatically generating support structures in selective laser melting processes. These approaches focus on optimizing support geometry, density, and placement to minimize material usage while ensuring adequate structural support during the build process. The methods include topology optimization, parametric design, and intelligent algorithms that consider factors such as overhang angles, thermal stress distribution, and ease of removal.
- Removable and breakaway support structures: Support structures designed with specific features to facilitate easy removal after the printing process is complete. These designs incorporate weakened interfaces, perforations, or special geometric patterns that allow supports to be separated from the main part with minimal post-processing effort. The structures maintain sufficient strength during printing while enabling clean removal without damaging the finished component.
- Lattice and porous support structures: Support structures utilizing lattice frameworks or porous designs that reduce material consumption and printing time while maintaining necessary mechanical support. These structures feature interconnected struts, cellular patterns, or honeycomb configurations that provide adequate support with reduced contact area to the part surface. The porous nature also facilitates powder removal and reduces thermal stress accumulation during the melting process.
- Adaptive and variable support structures: Support structures that vary in density, thickness, or configuration based on local requirements of different regions of the part being manufactured. These adaptive approaches analyze geometric features, overhang angles, and stress concentrations to provide customized support where needed. The variable nature allows for optimized material usage and improved surface quality by adjusting support characteristics according to specific local conditions.
- Support structure removal and post-processing techniques: Methods and systems for efficiently removing support structures after the selective laser melting process, including mechanical, chemical, and thermal approaches. These techniques aim to minimize damage to the final part while ensuring complete support removal. Innovations include specialized tools, automated removal systems, and surface treatment methods that improve the quality of surfaces previously in contact with supports.
02 Removable and easy-to-detach support structures
Support structure designs that facilitate easy removal after the printing process is complete. These innovations include perforated supports, breakaway interfaces, reduced contact areas, and specialized connection geometries that allow for simplified post-processing. The designs aim to reduce the time and effort required for support removal while minimizing damage to the final part surface and reducing the need for extensive finishing operations.Expand Specific Solutions03 Lattice and porous support structures
Implementation of lattice-based and porous geometries for support structures that reduce material consumption and build time while maintaining necessary mechanical strength. These structures utilize repeating unit cells, mesh patterns, or gradient porosity designs that provide adequate support during manufacturing while being lighter and more economical than solid supports. The lattice configurations can be customized based on local support requirements and stress distributions.Expand Specific Solutions04 Thermal management and stress reduction in support structures
Support structure designs that address thermal stress and heat dissipation challenges during the selective laser melting process. These solutions incorporate features that help manage heat flow, reduce warping, and minimize residual stresses in both the support structures and the final parts. Techniques include variable support density, strategic placement of supports to control heat paths, and designs that accommodate thermal expansion and contraction during the build and cooling phases.Expand Specific Solutions05 Adaptive and part-specific support generation
Intelligent support generation systems that adapt to specific part geometries, material properties, and manufacturing requirements. These systems analyze the three-dimensional model and automatically determine optimal support configurations based on factors such as surface finish requirements, accessibility for removal, build orientation, and structural complexity. The adaptive approaches may include machine learning algorithms, simulation-based optimization, and rule-based expert systems that generate customized support solutions for each unique part.Expand Specific Solutions
Key Players in SLM and Additive Manufacturing Industry
The selective laser melting (SLM) technology for support structure optimization versus unchanneled builds represents a rapidly maturing sector within the broader additive manufacturing industry, which has reached significant commercial viability with an estimated market size exceeding $15 billion globally. The competitive landscape demonstrates advanced technological maturity, particularly evident through established players like Nikon SLM Solutions AG specializing in metal-based SLM systems, Renishaw Plc offering comprehensive additive manufacturing solutions, and Siemens Energy providing industrial-scale applications. Academic institutions including Huazhong University of Science & Technology, Nanjing University of Aeronautics & Astronautics, and Lehigh University drive fundamental research advancement. Chinese companies like Xian Bright Laser Technologies and Xinjinghe Laser Technology Development represent emerging regional competitors, while aerospace giants Airbus Operations GmbH and Safran Aircraft Engines SAS demonstrate strong end-user adoption, indicating the technology has transitioned from experimental to production-ready applications across critical industries.
Renishaw Plc
Technical Solution: Renishaw offers sophisticated SLM systems with patented support structure technologies and build optimization strategies. Their RenAM series incorporates intelligent slicing algorithms that automatically detect self-supporting angles and recommend design modifications to eliminate support requirements. The company's approach emphasizes powder bed fusion optimization, utilizing variable laser parameters for different regions of the build. Their systems feature advanced recoater mechanisms that handle varying surface topologies in unsupported builds. Renishaw's software includes predictive analytics for identifying potential build failures in unsupported regions, enabling proactive parameter adjustments. The technology supports hybrid manufacturing approaches where critical surfaces receive support structures while non-critical areas utilize self-supporting designs. Their quality assurance systems include in-situ monitoring specifically calibrated for detecting issues in unsupported build regions.
Strengths: Proven metrology expertise, robust hardware systems, strong focus on quality control. Weaknesses: Limited software ecosystem compared to larger competitors, higher maintenance requirements.
Fraunhofer-Gesellschaft eV
Technical Solution: Fraunhofer Institute has pioneered research in support-free SLM manufacturing through innovative process parameter optimization and part design methodologies. Their research focuses on understanding the fundamental physics of unsupported overhangs and developing predictive models for successful builds without supports. The institute has developed novel scanning strategies that create self-supporting structures through controlled heat accumulation and powder sintering. Their work includes development of specialized powder materials with enhanced flowability and thermal properties that enable steeper overhang angles without support structures. Fraunhofer's approach incorporates multi-physics simulation models that predict melt pool behavior in unsupported regions, enabling optimization of laser power, speed, and hatch spacing for different geometries. They have also developed post-processing techniques specifically designed for parts manufactured without support structures, including specialized surface finishing methods.
Strengths: Cutting-edge research capabilities, strong scientific foundation, collaborative network with industry partners. Weaknesses: Research-focused rather than commercial solutions, longer development timelines for practical applications.
Core Innovations in Support-Free SLM Technologies
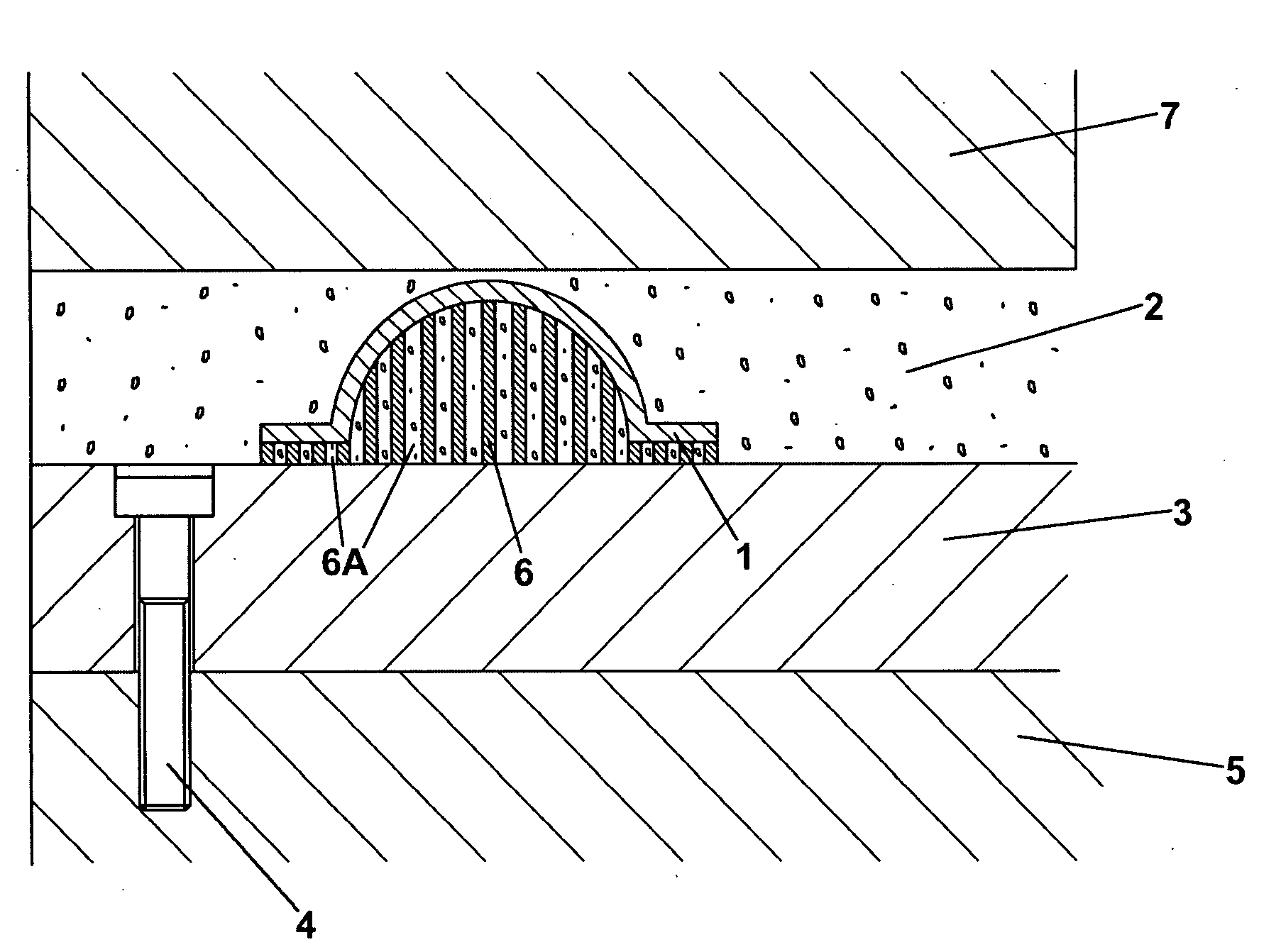
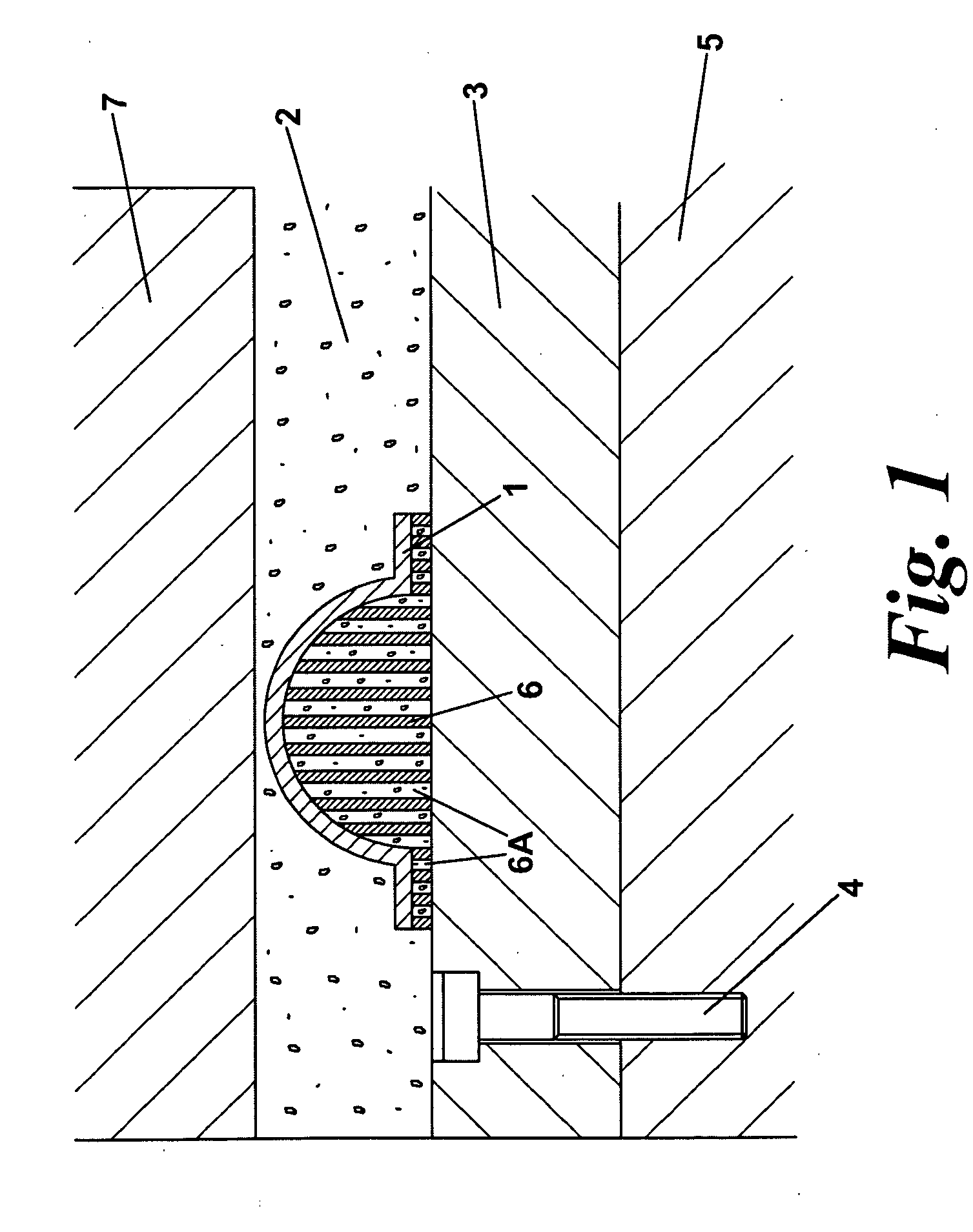
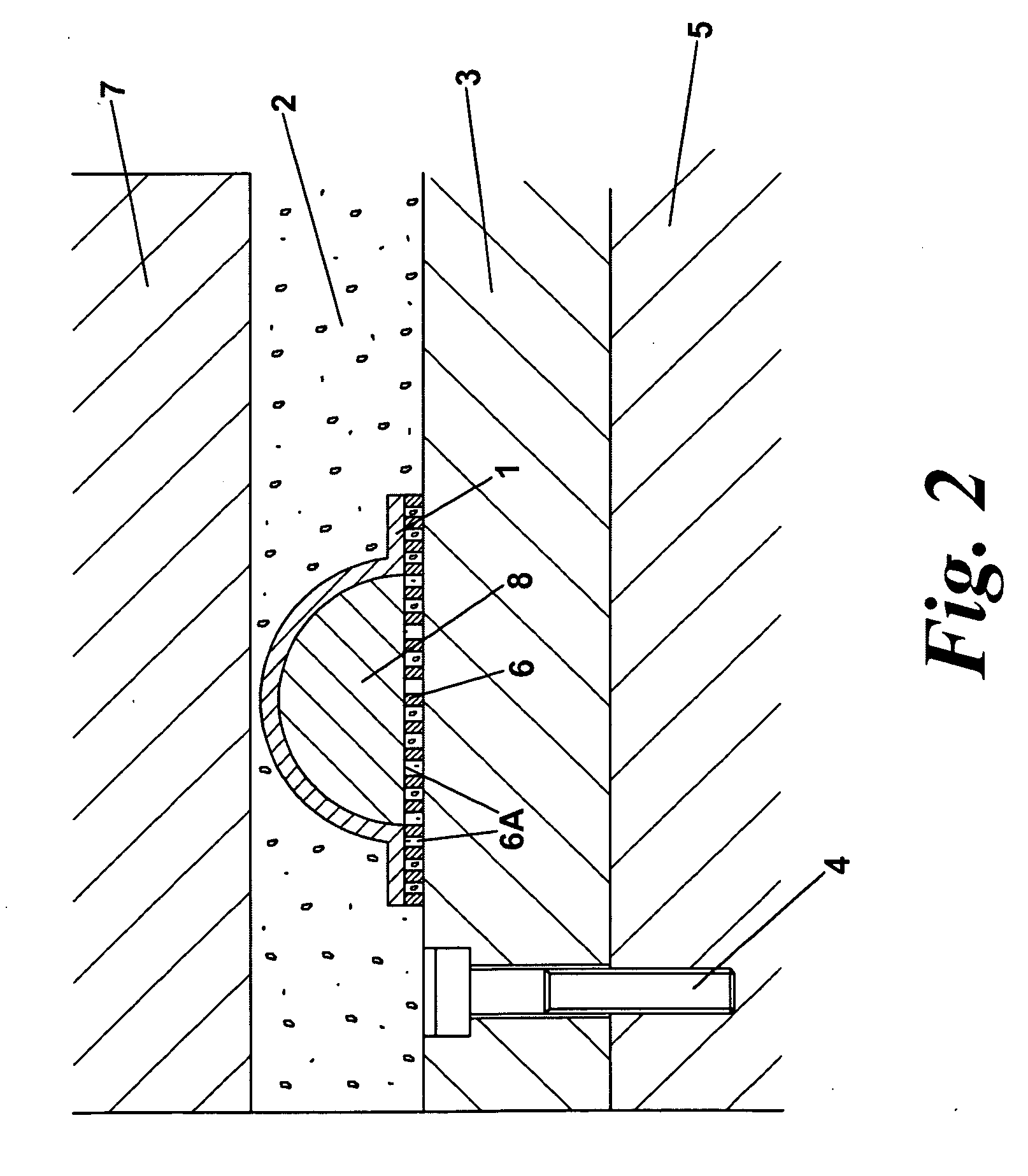
Grooved support for selective sintering or melting process
PatentActiveGB2458745A
Innovation
- A method involving the creation of an intermediate grooved or channeled solid layer between the platen and the part being built, using a selective sintering or melting process to form a support with parallel channels open at one end, allowing loose powder removal before heat treatment and enabling firm anchorage during building, using a recoater blade to align channels with its traverse direction for efficient powder removal and structural integrity.




Method of forming an article
PatentActiveUS20090202378A1
Innovation
- A method involving the creation of an intermediate grooved or channeled solid layer between the platen and the part, using a selective sintering/melting process to form a support with parallel channels open at one end, allowing loose powder removal before further processing, and providing sufficient anchorage to prevent delamination.

Material Standards for SLM Manufacturing Processes
Material standards for Selective Laser Melting manufacturing processes represent a critical foundation for achieving consistent quality outcomes, particularly when comparing support structure implementations versus unchannelled build approaches. The establishment of comprehensive material specifications directly influences the success rates and mechanical properties of both build methodologies.
Current material standards encompass powder characteristics including particle size distribution, morphology, chemical composition, and flowability parameters. For SLM applications, spherical powder particles typically ranging from 15-45 micrometers demonstrate optimal laser absorption and fusion characteristics. The powder bed density and layer thickness specifications directly impact the effectiveness of support structures and the viability of unchannelled builds.
Thermal properties standards define critical parameters such as melting point, thermal conductivity, and coefficient of thermal expansion. These specifications become particularly relevant when evaluating support structure necessity, as materials with high thermal conductivity may require enhanced support systems to manage heat dissipation and prevent warping during the build process.
Mechanical property standards establish minimum requirements for tensile strength, yield strength, elongation, and surface finish quality. These benchmarks serve as evaluation criteria for determining whether unchannelled builds can achieve equivalent performance to support-assisted manufacturing. Material certification protocols ensure consistent batch-to-batch performance, enabling reliable comparison between different build strategies.
Post-processing material standards address heat treatment requirements, surface finishing specifications, and dimensional tolerance achievements. These standards are essential for evaluating the comparative effectiveness of support structures versus unchannelled approaches, as different build methods may require varying post-processing protocols to meet final part specifications.
Quality assurance standards incorporate testing methodologies for powder reusability, contamination limits, and storage requirements. These protocols ensure material integrity throughout the manufacturing process, regardless of the chosen build strategy, maintaining consistent baseline conditions for accurate performance comparisons between supported and unsupported build configurations.
Current material standards encompass powder characteristics including particle size distribution, morphology, chemical composition, and flowability parameters. For SLM applications, spherical powder particles typically ranging from 15-45 micrometers demonstrate optimal laser absorption and fusion characteristics. The powder bed density and layer thickness specifications directly impact the effectiveness of support structures and the viability of unchannelled builds.
Thermal properties standards define critical parameters such as melting point, thermal conductivity, and coefficient of thermal expansion. These specifications become particularly relevant when evaluating support structure necessity, as materials with high thermal conductivity may require enhanced support systems to manage heat dissipation and prevent warping during the build process.
Mechanical property standards establish minimum requirements for tensile strength, yield strength, elongation, and surface finish quality. These benchmarks serve as evaluation criteria for determining whether unchannelled builds can achieve equivalent performance to support-assisted manufacturing. Material certification protocols ensure consistent batch-to-batch performance, enabling reliable comparison between different build strategies.
Post-processing material standards address heat treatment requirements, surface finishing specifications, and dimensional tolerance achievements. These standards are essential for evaluating the comparative effectiveness of support structures versus unchannelled approaches, as different build methods may require varying post-processing protocols to meet final part specifications.
Quality assurance standards incorporate testing methodologies for powder reusability, contamination limits, and storage requirements. These protocols ensure material integrity throughout the manufacturing process, regardless of the chosen build strategy, maintaining consistent baseline conditions for accurate performance comparisons between supported and unsupported build configurations.
Cost Analysis of Support vs Support-Free SLM Methods
The economic implications of support structure utilization versus support-free methodologies in Selective Laser Melting represent a critical decision factor for manufacturing operations. Traditional SLM processes requiring support structures incur substantial material costs, typically adding 15-30% additional powder consumption depending on part geometry complexity. These auxiliary structures, while necessary for overhanging features and thermal management, directly translate to increased raw material expenses and extended post-processing requirements.
Labor costs constitute another significant differential between the two approaches. Support-dependent builds necessitate skilled technician involvement for structure design, requiring 2-4 hours of preparation time per complex part. Subsequently, removal operations demand specialized tooling and expertise, often consuming 3-6 hours for intricate geometries. Conversely, support-free methodologies eliminate these labor-intensive phases, reducing overall production time by approximately 40-60%.
Equipment utilization efficiency varies considerably between methodologies. Support-free builds enable higher build chamber packing density, potentially increasing throughput by 25-35% through optimized part orientation and nesting strategies. This enhanced space utilization directly impacts per-part production costs, particularly beneficial for high-volume manufacturing scenarios where machine time represents a substantial cost component.
Post-processing expenditures demonstrate marked variations between approaches. Support removal operations require additional consumables including cutting tools, abrasives, and finishing materials, typically adding $50-200 per part depending on complexity. Support-free parts often achieve superior surface quality in critical areas, reducing secondary machining requirements and associated tooling costs.
Quality-related cost implications present nuanced considerations. While support structures may introduce stress concentrations requiring remedial processing, support-free builds occasionally necessitate design modifications or alternative processing parameters, potentially affecting material properties and requiring additional validation testing. The total cost of ownership analysis must incorporate these quality assurance expenses alongside direct manufacturing costs to establish comprehensive economic comparisons.
Labor costs constitute another significant differential between the two approaches. Support-dependent builds necessitate skilled technician involvement for structure design, requiring 2-4 hours of preparation time per complex part. Subsequently, removal operations demand specialized tooling and expertise, often consuming 3-6 hours for intricate geometries. Conversely, support-free methodologies eliminate these labor-intensive phases, reducing overall production time by approximately 40-60%.
Equipment utilization efficiency varies considerably between methodologies. Support-free builds enable higher build chamber packing density, potentially increasing throughput by 25-35% through optimized part orientation and nesting strategies. This enhanced space utilization directly impacts per-part production costs, particularly beneficial for high-volume manufacturing scenarios where machine time represents a substantial cost component.
Post-processing expenditures demonstrate marked variations between approaches. Support removal operations require additional consumables including cutting tools, abrasives, and finishing materials, typically adding $50-200 per part depending on complexity. Support-free parts often achieve superior surface quality in critical areas, reducing secondary machining requirements and associated tooling costs.
Quality-related cost implications present nuanced considerations. While support structures may introduce stress concentrations requiring remedial processing, support-free builds occasionally necessitate design modifications or alternative processing parameters, potentially affecting material properties and requiring additional validation testing. The total cost of ownership analysis must incorporate these quality assurance expenses alongside direct manufacturing costs to establish comprehensive economic comparisons.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!