
What is Polyvinyl Alcohol (PVA)?
Polyvinyl Alcohol (PVA) is a versatile synthetic polymer known for its water-soluble properties and wide range of industrial applications. Derived from the hydrolysis of polyvinyl acetate (PVAc), PVA offers excellent film-forming, adhesive, and emulsifying capabilities. Non-toxic, biodegradable, and highly resistant to chemicals, PVA is increasingly used in sectors such as packaging, textiles, adhesives, and pharmaceuticals. In this article, we will explore the unique properties of PVA, its key applications, and why it is becoming a preferred material across various industries.
Key Properties of Polyvinyl Alcohol
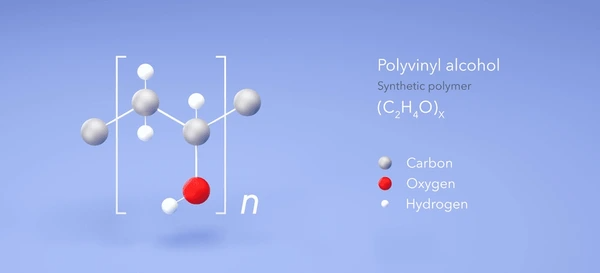
- Chemical Structure: PVA features repeating CH₂CHOH units, forming an alkane backbone with hydroxyl groups at every second carbon. This structure enhances its water attraction and crystallinity.
- Solubility: PVA is highly soluble in water, with solubility increasing as the degree of hydrolysis rises. However, it remains nearly insoluble in organic solvents, except in some ethanol-based solutions.
- Thermal Properties: The thermal behavior of PVA changes with its hydrolysis level. For example, a 38% hydrolyzed version has a glass transition temperature of 48°C, while a 75%-88% hydrolyzed version melts between 190-200°C.
- Mechanical Properties: PVA offers impressive mechanical properties, such as high tensile strength and strong film-forming abilities. These characteristics depend on its degree of polymerization and hydrolysis.
How Polyvinyl Alcohol is Made: The Production Process
The production of PVA begins with the polymerization of vinyl acetate (VAc), which can be achieved using emulsion, suspension, or bulk polymerization methods. This process unfolds in several stages:
- Initiation: First, free radical initiators kickstart the polymerization, typically in methanol, at temperatures ranging from 10°C to 80°C. Lower temperatures are generally preferred for better product properties.
- Propagation: Next, vinyl acetate monomers react to form polyvinyl acetate (PVAc) chains. The degree of polymerization can vary, typically ranging from 400 to 10,000.
- Termination: Finally, the reaction is stopped by adding a chain transfer agent or through other methods, halting the growth of the polymer chains.
Saponification of Polyvinyl Acetate
Next, PVAc undergoes saponification (or hydrolysis) to form PVA. This process converts the acetate groups to hydroxyl groups, and it can be done using either batch or continuous methods:
- Batch Saponification: PVAc dissolves in an alcohol solvent, like methanol, and reacts with an alkali catalyst (e.g., sodium hydroxide) at temperatures of 55°C to 70°C. As acetate groups turn into hydroxyl groups, PVAc becomes less soluble and forms a gel-like substance, which eventually precipitates into PVA.
- Continuous Saponification: In this method, PVAc and the saponification agent continuously feed into a reactor. The reaction is carefully controlled to maintain low PVAc concentration, ensuring efficient conversion to PVA without viscosity issues.
Post-Processing and Purification
After saponification, PVA undergoes post-processing steps to achieve the desired properties:
- Washing and Dehydration: PVA is washed to remove residual catalysts and by-products, then dehydrated to create a solid form.
- Dissolution and Filtration: The PVA is dissolved in water, filtered to remove impurities, and deaerated to eliminate trapped air bubbles.
- Drying and Pelletizing: Finally, the purified PVA solution is either cast into films or dried and pelletized for further processing into fibers or other products.
Polyvinyl Alcohol vs. Other Polymers: Key Differences
- Water Solubility
PVA is highly soluble in water and some polar organic solvents, with solubility increasing depending on its degree of hydrolysis. This contrasts sharply with polymers like PE and PP, which are hydrophobic and do not dissolve in water. - Film-Forming Ability
PVA is known for its exceptional film-forming properties, making it ideal for applications that require thin, uniform films. While other polymers, such as polystyrene (PS) and polyethylene terephthalate (PET), can also form films, they do not offer the same level of water solubility as PVA. - Gas Barrier Properties
PVA films are highly resistant to gases like oxygen, nitrogen, and carbon dioxide, yet they allow water vapor to pass through. This makes PVA particularly useful in packaging applications where maintaining gas barriers is critical while still permitting moisture transfer.
Environmental Impact of Polyvinyl Alcohol
PVA is often praised for its eco-friendly qualities, thanks to its biodegradability and non-toxic nature. It can break down in the environment through a two-step process of oxidation and hydrolysis, making it a potential solution for plastic pollution.
However, the environmental impact of PVA can vary depending on its use and disposal. While it is biodegradable, the production process still relies on petroleum-based raw materials. This contributes to greenhouse gas emissions and resource depletion.
Furthermore, improper disposal of PVA products can lead to microplastic pollution, particularly in aquatic environments. Therefore, while PVA offers environmental benefits, its full impact must be carefully managed.
Applications of Polyvinyl Alcohol
Biomedical Engineering
PVA plays a key role in biomedical engineering due to its biocompatibility and non-toxic nature. Here are some key applications:
- Artificial Cartilage: PVA hydrogels mimic natural cartilage with their high water content and similar mechanical properties.
- Drug Delivery Systems: PVA forms a matrix for controlled drug release, ensuring a steady supply of medication.
- Microencapsulation: PVA encapsulates microorganisms and cells, protecting them and supporting their growth and function.
- Anti-thrombin Materials: PVA-based materials prevent blood clotting in medical devices.
- Biomedical Sponges: PVA sponges, known for their high absorbency and biocompatibility, serve in wound care and tissue engineering.
Functionalized PVA for Advanced Applications
Scientists enhance PVA properties through chemical modifications, making it suitable for specialized applications:
- Membrane Fuel Cells: PVA membranes serve in fuel cells, thanks to their excellent film-forming and chemical stability.
- Heavy Metal Adsorption: Modified PVA adsorbs heavy metals and contaminants, improving water quality.
- Sensors and Chemosensors: PVA-based materials detect various molecules, including toxic substances.
- Catalysis: PVA composites act as catalysts in both organic and inorganic chemical reactions.
Environmental Applications
PVA’s biodegradability provides eco-friendly solutions for environmental challenges:
- Biodegradable Packaging: Manufacturers use PVA to create biodegradable packaging, reducing plastic waste.
- Water Treatment: PVA hydrogels improve water treatment by removing contaminants and enhancing water quality.
Engineering and Industrial Applications
PVA’s mechanical properties and chemical resistance make it ideal for diverse industrial applications:
- Adhesives and Coatings: PVA’s strong adhesive properties make it ideal for adhesives and coatings in paper, textiles, and wood.
- Fiber Sizing: The textile industry uses PVA for sizing fibers, improving their strength and durability during weaving.
- Electrospun Membranes: PVA electrospun membranes aid in filtration and separation processes, particularly in chemical engineering.
Medical Devices and Wound Care
PVA is widely used in medical applications due to its unique properties:
- Wound Dressings: PVA hydrogels and foams create moist environments that promote healing in wound care.
- Medical Catheters: PVA provides the necessary flexibility and biocompatibility for medical catheters.
Advanced Composite Materials
PVA enhances advanced composite materials, improving their performance:
- Nanocomposites: PVA nanocomposites, like those containing zinc oxide (ZnO), offer superior thermal stability and mechanical strength.
- Hydrogels: PVA hydrogels, with customizable properties, are used in tissue engineering and drug delivery.
Sensor Devices
PVA thin films are crucial in sensor applications across various industries:
- Physical Parameter Sensors: PVA thin films measure pH, pressure, gas, chemicals, strain, and humidity effectively.
Application Cases
| Product/Project | Technical Outcomes | Application Scenarios |
|---|---|---|
| PVA Hydrogels | High water content and mechanical properties similar to natural cartilage | Artificial cartilage in biomedical engineering |
| PVA Medical Catheter Xiamen Sibikon New Material Co., Ltd. | Improved processability and applicability in medical devices | Medical catheters for various medical applications |
| PVA Hydrogel Kuraray Co., Ltd. | Forms gel in several minutes to days, excellent water resistance even in acidic regions | Civil engineering materials, building materials, agricultural and aquacultural materials, water quality cleaning materials |
| Plasticized PVA Polymer Aquapak Ip Ltd. | Enhanced mechanical properties and processability | Packaging and biodegradable materials |
| PVA Resin Composition Japan VAM & POVAL Co., Ltd. | Excellent water solubility and storage stability | Various industrial applications including adhesives and coatings |
Latest Technical Innovations in Polyvinyl Alcohol
Synthesis and Preparation Methods
- Polymerization and Initiation Techniques
- Recent research has focused on optimizing polymerization methods and initiation processes to create PVA with varying degrees of polymerization. New advancements in alcoholysis technologies and equipment have greatly improved both the efficiency and quality of PVA production. b. Ethylene-Vinyl Alcohol Copolymers
- An exciting development in PVA production is the creation of ethylene-modified vinyl alcohol copolymers. These copolymers offer improved color, water solubility, and viscosity stability in aqueous solutions, making them ideal for use in films and adhesives.
Property Enhancements
- Biodegradability and Environmental Impact
The biodegradability of PVA has gained significant attention. Recent studies explore the mechanisms behind its breakdown and the factors influencing it. Researchers have also developed PVA-based blends and composites that degrade with specific microbes, boosting their environmental sustainability. - Mechanical and Physical Properties
By modifying PVA through physical and chemical processes, researchers have greatly enhanced its mechanical properties. Techniques like crosslinking with aldehydes, carboxylic acids, and sodium tetraborate improve strength, oil sorption, and waterproofing. Moreover, adding nanomaterials such as graphene, carbon nanotubes, and metal nanoparticles has further strengthened the structural, optical, mechanical, and electrical properties of PVA-based nanocomposites. - Flame Retardancy
Given PVA’s natural flammability, recent innovations have introduced flame retardants through chemical grafting, blending, and coating methods. These improvements have significantly boosted fire resistance and mechanical performance, especially for PVA films used in various applications.
To get detailed scientific explanations of Polyvinyl Alcohol, try Patsnap Eureka.

