

Comparing Peristaltic Pump Technologies for Laboratory Research Applications
MAR 13, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Peristaltic Pump Technology Background and Research Goals
Peristaltic pumps have emerged as indispensable fluid handling devices in laboratory research environments since their commercial introduction in the 1930s. Originally developed for medical applications, these positive displacement pumps operate on the principle of sequential compression and relaxation of flexible tubing, creating a peristaltic wave motion that propels fluid forward without direct contact between the pump mechanism and the fluid itself.
The evolution of peristaltic pump technology has been driven by the increasing demands of modern laboratory research for precise, contamination-free fluid handling. Early designs featured simple roller mechanisms with limited accuracy and durability. However, technological advancements have transformed these devices into sophisticated instruments capable of delivering sub-microliter precision while maintaining excellent chemical compatibility and sterility requirements.
Contemporary laboratory research applications span diverse fields including analytical chemistry, biotechnology, pharmaceutical development, environmental monitoring, and clinical diagnostics. Each application domain presents unique challenges regarding flow rate precision, chemical resistance, pulsation control, and automation integration capabilities. The growing complexity of research protocols and the miniaturization of analytical processes have intensified the need for more advanced peristaltic pump solutions.
Current technology trends indicate a shift toward digitally controlled systems with enhanced programmability, real-time monitoring capabilities, and network connectivity features. Multi-channel configurations have become increasingly prevalent to support parallel processing requirements, while miniaturization efforts focus on developing compact designs suitable for portable and point-of-care applications.
The primary research objectives driving peristaltic pump technology development center on achieving superior flow accuracy and repeatability, minimizing pulsation effects, extending tubing lifespan, and enhancing chemical compatibility across broader solvent ranges. Additionally, researchers are pursuing improved automation integration, reduced maintenance requirements, and cost-effective solutions that maintain high performance standards while addressing budget constraints in academic and industrial laboratory settings.
The evolution of peristaltic pump technology has been driven by the increasing demands of modern laboratory research for precise, contamination-free fluid handling. Early designs featured simple roller mechanisms with limited accuracy and durability. However, technological advancements have transformed these devices into sophisticated instruments capable of delivering sub-microliter precision while maintaining excellent chemical compatibility and sterility requirements.
Contemporary laboratory research applications span diverse fields including analytical chemistry, biotechnology, pharmaceutical development, environmental monitoring, and clinical diagnostics. Each application domain presents unique challenges regarding flow rate precision, chemical resistance, pulsation control, and automation integration capabilities. The growing complexity of research protocols and the miniaturization of analytical processes have intensified the need for more advanced peristaltic pump solutions.
Current technology trends indicate a shift toward digitally controlled systems with enhanced programmability, real-time monitoring capabilities, and network connectivity features. Multi-channel configurations have become increasingly prevalent to support parallel processing requirements, while miniaturization efforts focus on developing compact designs suitable for portable and point-of-care applications.
The primary research objectives driving peristaltic pump technology development center on achieving superior flow accuracy and repeatability, minimizing pulsation effects, extending tubing lifespan, and enhancing chemical compatibility across broader solvent ranges. Additionally, researchers are pursuing improved automation integration, reduced maintenance requirements, and cost-effective solutions that maintain high performance standards while addressing budget constraints in academic and industrial laboratory settings.
Laboratory Market Demand for Peristaltic Pumping Solutions
The laboratory research sector demonstrates substantial demand for peristaltic pumping solutions across diverse scientific disciplines. Academic institutions, pharmaceutical companies, biotechnology firms, and clinical laboratories constitute the primary market segments driving this demand. Research facilities require precise fluid handling capabilities for applications ranging from cell culture media transfer to analytical sample preparation, creating a consistent need for reliable pumping technologies.
Biotechnology and pharmaceutical research laboratories represent the largest market segment for peristaltic pumps. These facilities utilize pumping systems for drug discovery processes, protein purification, fermentation monitoring, and automated liquid handling workflows. The growing emphasis on personalized medicine and biologics development has intensified requirements for contamination-free fluid transfer, positioning peristaltic pumps as preferred solutions due to their sterile operation characteristics.
Academic research institutions across chemistry, biology, and environmental science departments generate steady demand for versatile pumping solutions. These laboratories require equipment capable of handling various fluid types, from corrosive chemicals to sensitive biological samples. The educational sector's budget constraints often favor cost-effective peristaltic pump options that provide reliable performance without extensive maintenance requirements.
Clinical and diagnostic laboratories increasingly adopt automated systems incorporating peristaltic pumps for sample processing and reagent delivery. The expansion of point-of-care testing and laboratory automation drives demand for compact, precise pumping solutions that integrate seamlessly with analytical instruments. Quality control requirements in clinical settings necessitate pumps with validated performance characteristics and regulatory compliance.
Environmental testing laboratories utilize peristaltic pumps for water sampling, chemical analysis, and monitoring applications. The ability to handle potentially contaminated samples without cross-contamination makes peristaltic technology particularly valuable in environmental research contexts. Growing environmental regulations and monitoring requirements contribute to sustained market demand.
The market exhibits strong preference for pumps offering variable flow rates, easy tube replacement, and compatibility with diverse tubing materials. Laboratories increasingly seek pumping solutions that provide digital control interfaces, data logging capabilities, and integration with laboratory information management systems. These technological preferences shape product development priorities within the peristaltic pump market.
Biotechnology and pharmaceutical research laboratories represent the largest market segment for peristaltic pumps. These facilities utilize pumping systems for drug discovery processes, protein purification, fermentation monitoring, and automated liquid handling workflows. The growing emphasis on personalized medicine and biologics development has intensified requirements for contamination-free fluid transfer, positioning peristaltic pumps as preferred solutions due to their sterile operation characteristics.
Academic research institutions across chemistry, biology, and environmental science departments generate steady demand for versatile pumping solutions. These laboratories require equipment capable of handling various fluid types, from corrosive chemicals to sensitive biological samples. The educational sector's budget constraints often favor cost-effective peristaltic pump options that provide reliable performance without extensive maintenance requirements.
Clinical and diagnostic laboratories increasingly adopt automated systems incorporating peristaltic pumps for sample processing and reagent delivery. The expansion of point-of-care testing and laboratory automation drives demand for compact, precise pumping solutions that integrate seamlessly with analytical instruments. Quality control requirements in clinical settings necessitate pumps with validated performance characteristics and regulatory compliance.
Environmental testing laboratories utilize peristaltic pumps for water sampling, chemical analysis, and monitoring applications. The ability to handle potentially contaminated samples without cross-contamination makes peristaltic technology particularly valuable in environmental research contexts. Growing environmental regulations and monitoring requirements contribute to sustained market demand.
The market exhibits strong preference for pumps offering variable flow rates, easy tube replacement, and compatibility with diverse tubing materials. Laboratories increasingly seek pumping solutions that provide digital control interfaces, data logging capabilities, and integration with laboratory information management systems. These technological preferences shape product development priorities within the peristaltic pump market.
Current State and Challenges of Lab Peristaltic Pumps
Laboratory peristaltic pumps have evolved significantly over the past two decades, establishing themselves as essential fluid handling devices across diverse research applications. Currently, the market offers three primary technological approaches: traditional roller-based systems, linear actuator mechanisms, and advanced servo-controlled platforms. Each technology demonstrates distinct performance characteristics in terms of flow accuracy, pulsation control, and operational reliability.
Modern peristaltic pump systems achieve flow rate accuracies ranging from ±2% to ±0.1%, with high-end models incorporating sophisticated feedback control mechanisms. Contemporary designs feature multiple channel configurations, supporting simultaneous operation of 4 to 24 independent fluid streams. Digital interfaces have become standard, enabling programmable flow profiles, remote monitoring capabilities, and integration with laboratory automation systems.
Despite technological advances, several critical challenges persist in current peristaltic pump implementations. Flow pulsation remains a fundamental limitation, particularly affecting applications requiring steady-state fluid delivery such as cell culture perfusion and analytical chemistry procedures. While dampening systems and optimized roller configurations have reduced pulsation amplitude, complete elimination remains technically challenging without compromising pump simplicity.
Tubing compatibility and longevity present ongoing operational constraints. Standard silicone and thermoplastic elastomer tubes typically require replacement after 100-500 hours of continuous operation, depending on operating pressure and chemical compatibility requirements. This limitation increases operational costs and introduces potential contamination risks during tube replacement procedures.
Temperature sensitivity affects pump performance consistency, particularly in applications involving heated or cooled fluids. Thermal expansion of tubing materials can alter compression characteristics, leading to flow rate variations of 3-8% across typical laboratory temperature ranges. Current compensation methods rely primarily on software algorithms rather than hardware-based solutions.
Pressure limitations constrain application scope, with most laboratory peristaltic pumps operating effectively below 2 bar back-pressure. Higher pressure requirements necessitate specialized pump head designs and reinforced tubing materials, significantly increasing system complexity and costs. This limitation restricts adoption in high-pressure chromatography and filtration applications.
Cross-contamination prevention remains challenging in multi-channel systems where shared mechanical components may transfer trace contaminants between fluid paths. While individual pump heads address this concern, they substantially increase system footprint and complexity. Current isolation methods rely primarily on careful operational protocols rather than inherent design features.
Flow rate scalability presents technical challenges when transitioning between micro-scale and macro-scale applications. Achieving stable flow rates below 10 μL/min requires specialized tubing dimensions and precise mechanical control, while maintaining accuracy across wide dynamic ranges demands sophisticated control algorithms and sensor integration.
Modern peristaltic pump systems achieve flow rate accuracies ranging from ±2% to ±0.1%, with high-end models incorporating sophisticated feedback control mechanisms. Contemporary designs feature multiple channel configurations, supporting simultaneous operation of 4 to 24 independent fluid streams. Digital interfaces have become standard, enabling programmable flow profiles, remote monitoring capabilities, and integration with laboratory automation systems.
Despite technological advances, several critical challenges persist in current peristaltic pump implementations. Flow pulsation remains a fundamental limitation, particularly affecting applications requiring steady-state fluid delivery such as cell culture perfusion and analytical chemistry procedures. While dampening systems and optimized roller configurations have reduced pulsation amplitude, complete elimination remains technically challenging without compromising pump simplicity.
Tubing compatibility and longevity present ongoing operational constraints. Standard silicone and thermoplastic elastomer tubes typically require replacement after 100-500 hours of continuous operation, depending on operating pressure and chemical compatibility requirements. This limitation increases operational costs and introduces potential contamination risks during tube replacement procedures.
Temperature sensitivity affects pump performance consistency, particularly in applications involving heated or cooled fluids. Thermal expansion of tubing materials can alter compression characteristics, leading to flow rate variations of 3-8% across typical laboratory temperature ranges. Current compensation methods rely primarily on software algorithms rather than hardware-based solutions.
Pressure limitations constrain application scope, with most laboratory peristaltic pumps operating effectively below 2 bar back-pressure. Higher pressure requirements necessitate specialized pump head designs and reinforced tubing materials, significantly increasing system complexity and costs. This limitation restricts adoption in high-pressure chromatography and filtration applications.
Cross-contamination prevention remains challenging in multi-channel systems where shared mechanical components may transfer trace contaminants between fluid paths. While individual pump heads address this concern, they substantially increase system footprint and complexity. Current isolation methods rely primarily on careful operational protocols rather than inherent design features.
Flow rate scalability presents technical challenges when transitioning between micro-scale and macro-scale applications. Achieving stable flow rates below 10 μL/min requires specialized tubing dimensions and precise mechanical control, while maintaining accuracy across wide dynamic ranges demands sophisticated control algorithms and sensor integration.
Existing Peristaltic Pump Solutions for Lab Applications
01 Roller and tube compression mechanisms
Peristaltic pumps utilize roller or compression mechanisms that sequentially compress flexible tubing to move fluid. The design focuses on optimizing the number of rollers, their arrangement, and compression force to achieve smooth fluid flow while minimizing pulsation. Advanced designs incorporate multiple rollers positioned at specific angles to ensure continuous occlusion of the tubing and prevent backflow.- Roller and tube compression mechanisms: Peristaltic pumps utilize roller or compression mechanisms that sequentially compress flexible tubing to move fluid. The design focuses on optimizing the number of rollers, their arrangement, and the compression force applied to the tubing to achieve efficient fluid transfer. Various configurations include multiple roller assemblies, adjustable compression settings, and specialized roller geometries to minimize tube wear while maintaining consistent flow rates.
- Tube and housing design innovations: Advanced peristaltic pump designs incorporate specialized tubing materials and housing configurations to improve performance and durability. These innovations include reinforced tube structures, optimized tube positioning within the pump housing, and designs that facilitate easy tube replacement. The housing designs also focus on maintaining proper tube alignment and preventing fluid leakage during operation.
- Flow control and precision mechanisms: Peristaltic pump technologies incorporate sophisticated flow control systems to achieve precise fluid delivery. These mechanisms include variable speed drives, feedback control systems, and sensor integration for monitoring flow rates and pressures. The designs enable accurate dosing applications and maintain consistent flow characteristics across different operating conditions.
- Multi-channel and modular configurations: Modern peristaltic pump systems feature multi-channel designs that allow simultaneous pumping of multiple fluids through independent channels. Modular configurations enable scalability and customization for various applications. These designs incorporate compact arrangements of multiple pump heads, shared drive mechanisms, and independent control of each channel for versatile fluid handling operations.
- Drive systems and motor integration: Peristaltic pump technologies employ various drive systems and motor integration approaches to optimize performance and efficiency. These include direct drive motors, gear reduction systems, and stepper motor controls that provide precise rotational control. The drive mechanisms are designed to minimize vibration, reduce noise, and ensure smooth operation while maintaining the required torque for consistent fluid pumping across different viscosities.
02 Tubing and housing configurations
The tubing material and housing design are critical components that affect pump performance and longevity. Innovations include specialized tubing materials with enhanced durability and flexibility, as well as housing structures that facilitate easy tubing replacement and maintenance. The housing may incorporate features for precise tubing positioning and tension control to optimize pumping efficiency.Expand Specific Solutions03 Motor drive and control systems
Advanced motor control systems enable precise flow rate regulation and monitoring in peristaltic pumps. These systems may include stepper motors, servo motors, or brushless DC motors with feedback mechanisms for accurate speed control. Control algorithms can adjust pumping parameters in real-time based on pressure sensors or flow meters to maintain consistent fluid delivery.Expand Specific Solutions04 Multi-channel and cassette-based designs
Multi-channel peristaltic pump systems allow simultaneous pumping of multiple fluids through independent channels. Cassette-based designs feature disposable or replaceable cartridges containing the tubing and fluid pathways, enabling quick changeovers and reducing contamination risks. These designs are particularly useful in medical and laboratory applications requiring sterile fluid handling.Expand Specific Solutions05 Pressure monitoring and safety features
Modern peristaltic pumps incorporate pressure sensing and safety mechanisms to prevent over-pressurization and detect occlusions or leaks. These features include pressure transducers, alarm systems, and automatic shut-off capabilities. Advanced designs may also include self-diagnostic functions and predictive maintenance alerts to ensure reliable operation and prevent system failures.Expand Specific Solutions
Key Players in Laboratory Peristaltic Pump Industry
The peristaltic pump technology market for laboratory research applications is experiencing robust growth, driven by increasing demand for precise fluid handling in biotechnology and pharmaceutical research. The industry has reached a mature development stage with established market leaders including Baxter International, Fresenius Medical Care, and Terumo Cardiovascular Systems dominating the medical device segment. Technology maturity varies significantly across applications - while basic peristaltic mechanisms are well-established, companies like Gilson SAS, ZEVEX Inc., and Vanrx PharmaSystems are advancing sophisticated automated systems with enhanced precision and contamination control. The competitive landscape features both specialized pump manufacturers like Oina VV AB and diversified healthcare conglomerates such as Alcon AG and Bristol Myers Squibb, indicating strong market validation and growth potential across multiple research verticals.
Gilson SAS
Technical Solution: Gilson specializes in precision peristaltic pump systems designed specifically for laboratory applications, featuring their MINIPULS series with flow rates ranging from 0.006 to 3800 mL/min. Their technology incorporates advanced tube compression mechanisms with precise stepper motor control, enabling accurate dispensing with ±1% precision. The pumps utilize proprietary tubing materials optimized for chemical compatibility and extended operational life. Their systems feature programmable flow control, reversible operation, and multi-channel configurations for complex laboratory workflows. The company's peristaltic pumps are widely used in analytical chemistry, sample preparation, and automated liquid handling systems.
Strengths: High precision dispensing, excellent chemical compatibility, proven laboratory reliability. Weaknesses: Higher cost compared to basic models, limited flow rate range for high-volume applications.
Baxter International, Inc.
Technical Solution: Baxter develops peristaltic pump technology primarily for medical and pharmaceutical applications, with systems that can be adapted for laboratory research. Their pumps feature advanced occlusion detection, air bubble sensors, and precise flow control mechanisms operating at pressures up to 15 psi. The technology incorporates real-time monitoring systems with digital feedback control, ensuring consistent flow rates even with varying back-pressure conditions. Their peristaltic systems utilize specialized tubing sets designed for sterile applications and feature automated priming and calibration functions. The pumps support flow rates from 0.1 mL/hr to 999 mL/hr with high accuracy suitable for critical research applications requiring sterile fluid handling.
Strengths: Medical-grade reliability, advanced safety features, sterile operation capabilities. Weaknesses: Primarily designed for medical use, may be over-engineered for basic laboratory applications.
Core Innovations in Peristaltic Pump Design
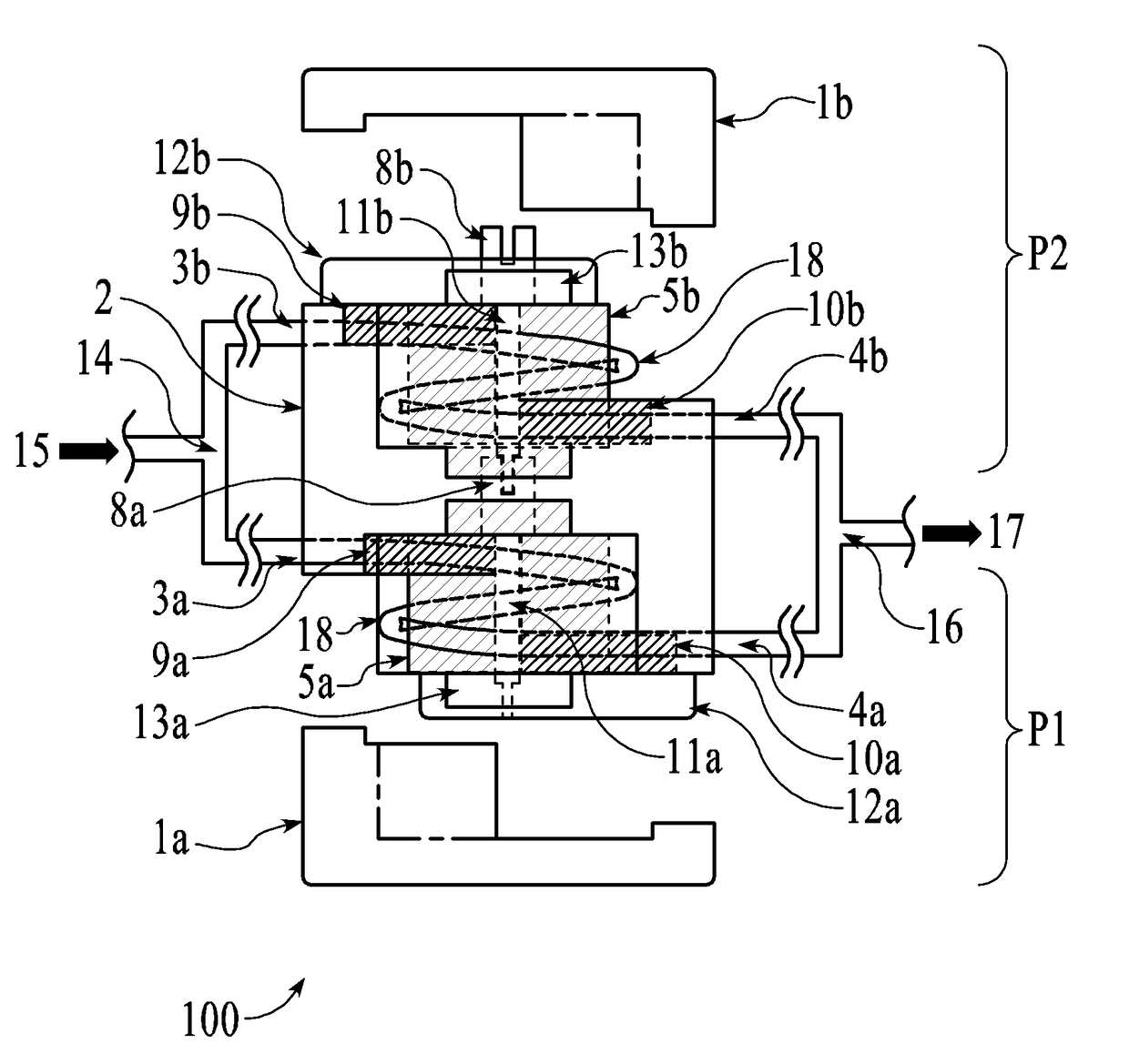
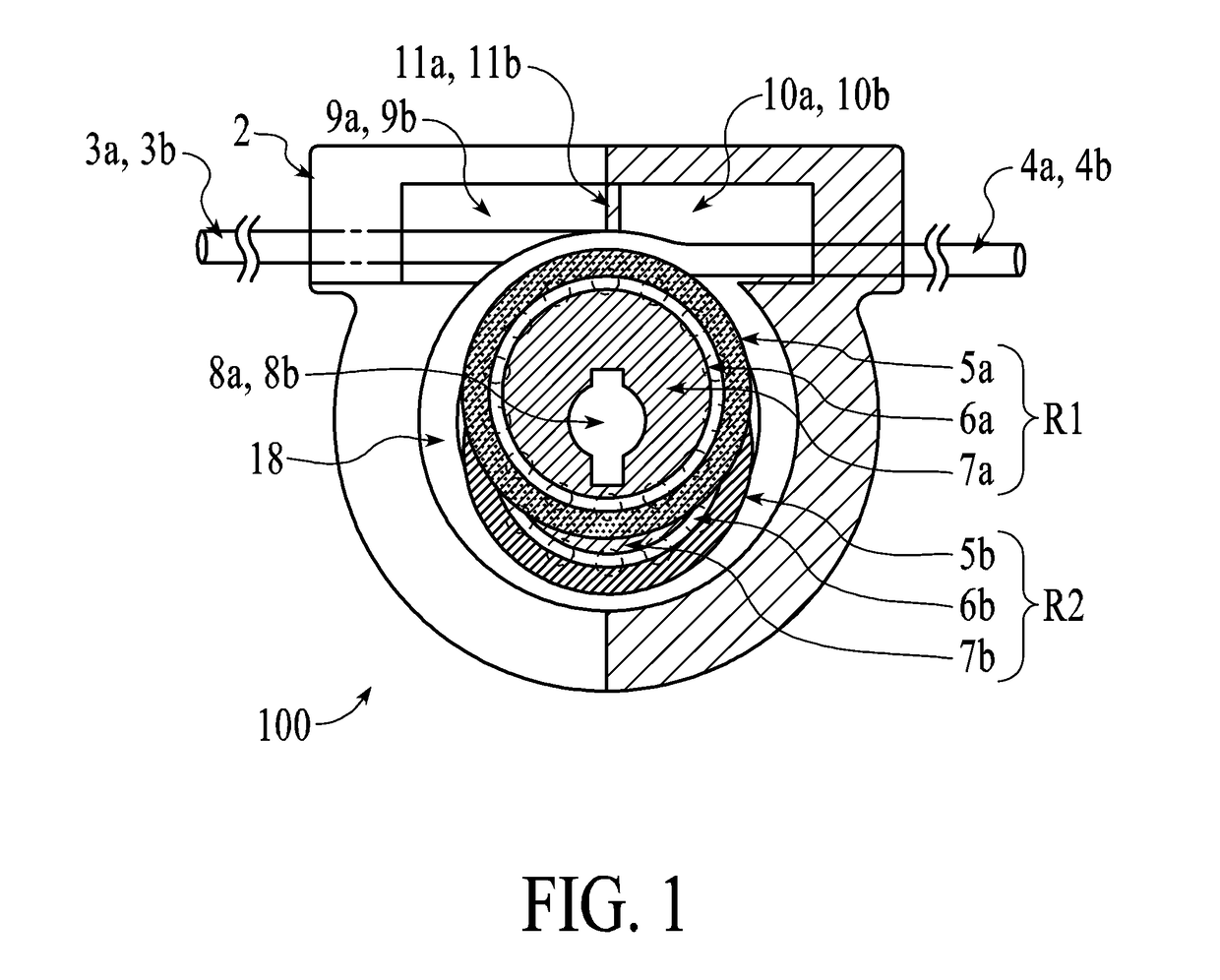
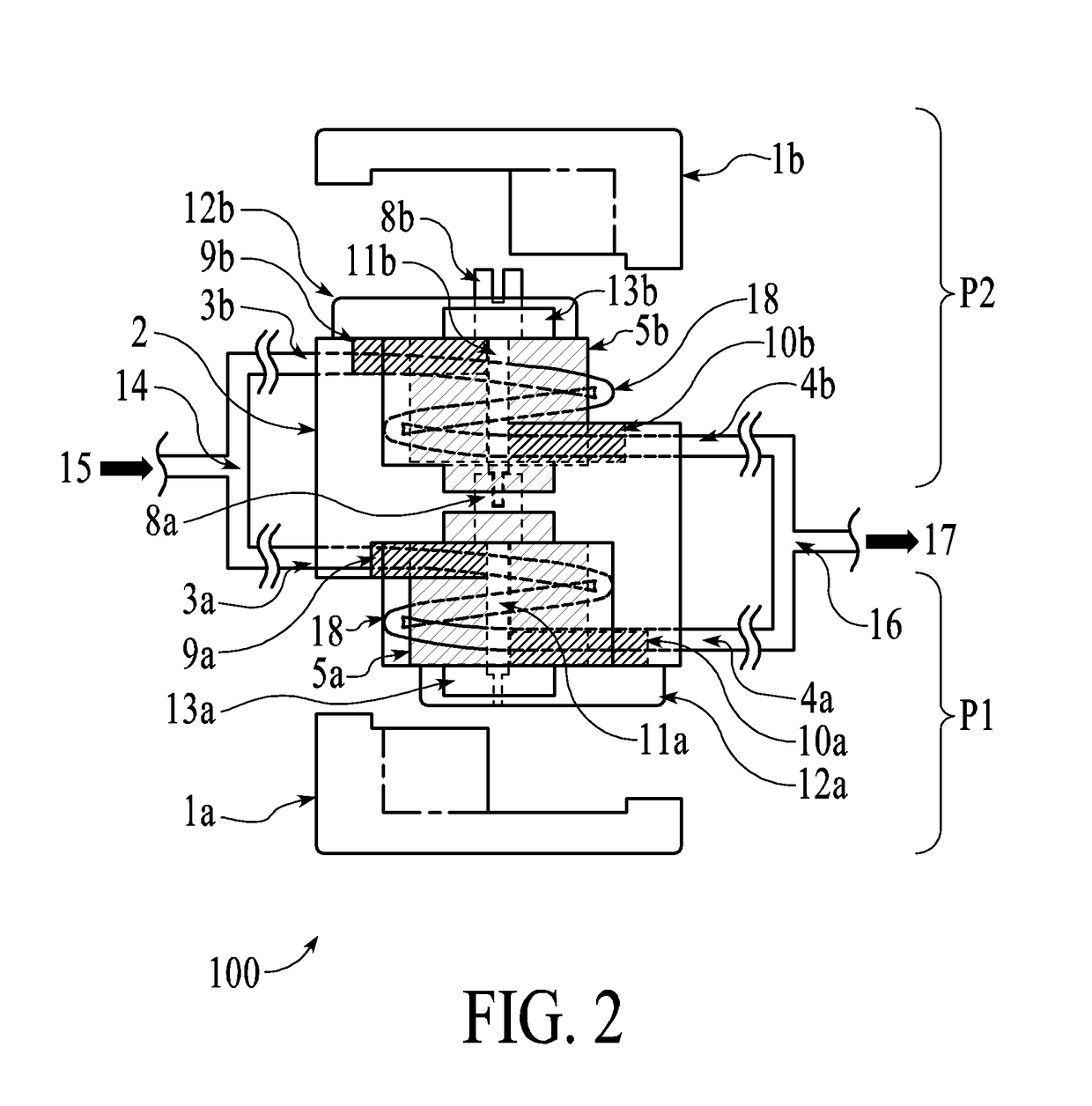
Dual-head, pulseless peristaltic-type metering pump
PatentActiveUS20170314545A1
Innovation
- A dual-head peristaltic pump design with a single roller element made of ceramic materials and a unique tube routing path that minimizes pulsation and wear, using a 180-degree phase difference between pump housings to compensate for pulsation and reduce mechanical friction, eliminating the need for external components like pulsation dampers and featuring a square shaft for efficient energy transfer.

Peristaltic pump
PatentInactiveUS20070217919A1
Innovation
- A peristaltic pump with an adaptive pulsation profile is achieved through a variable speed control mechanism that accelerates roller rotation during minimum flow points and decelerates during maximum flow points, using a stepper or D.C. servo motor and an elastomeric sheet with a molded fluid channel, and incorporating sensors to monitor and adjust pressure/flow profiles dynamically.




Laboratory Equipment Standards and Compliance
Laboratory equipment standards and compliance requirements play a critical role in the selection and implementation of peristaltic pump technologies for research applications. The regulatory landscape governing laboratory equipment encompasses multiple international and national standards organizations, including ISO, ASTM, FDA, and various regional regulatory bodies that establish comprehensive guidelines for equipment performance, safety, and quality assurance.
Peristaltic pumps used in laboratory environments must comply with ISO 9001 quality management standards, which ensure consistent manufacturing processes and product reliability. Additionally, ISO 14971 medical device risk management standards apply to pumps used in biomedical research, requiring manufacturers to conduct thorough risk assessments and implement appropriate mitigation strategies throughout the product lifecycle.
Electrical safety compliance represents another fundamental requirement, with IEC 61010-1 standards governing laboratory electrical equipment safety. This standard addresses protection against electrical shock, fire hazards, and mechanical dangers, mandating specific design requirements for insulation, grounding, and protective circuits in peristaltic pump systems.
For applications involving biological materials or pharmaceutical research, pumps must meet stringent contamination control standards. USP Class VI biocompatibility requirements ensure that pump tubing materials do not introduce toxic substances into fluid pathways. Similarly, FDA 21 CFR Part 820 quality system regulations apply to pumps used in medical device manufacturing or clinical research environments.
Chemical compatibility standards become particularly relevant when selecting peristaltic pumps for diverse laboratory applications. ASTM D543 and similar standards provide guidelines for evaluating material resistance to various chemicals, ensuring pump components maintain integrity when exposed to aggressive solvents, acids, or biological fluids commonly used in research protocols.
Calibration and validation requirements under ISO/IEC 17025 laboratory accreditation standards mandate regular performance verification of peristaltic pumps. This includes flow rate accuracy testing, repeatability assessments, and documentation of measurement uncertainty, which directly impacts research data quality and regulatory compliance in pharmaceutical and clinical research environments.
Environmental compliance considerations include RoHS directives restricting hazardous substances in electronic components and WEEE regulations governing equipment disposal and recycling. These requirements influence pump design decisions and end-of-life management strategies, particularly important for institutions maintaining sustainable laboratory practices and meeting institutional environmental commitments.
Peristaltic pumps used in laboratory environments must comply with ISO 9001 quality management standards, which ensure consistent manufacturing processes and product reliability. Additionally, ISO 14971 medical device risk management standards apply to pumps used in biomedical research, requiring manufacturers to conduct thorough risk assessments and implement appropriate mitigation strategies throughout the product lifecycle.
Electrical safety compliance represents another fundamental requirement, with IEC 61010-1 standards governing laboratory electrical equipment safety. This standard addresses protection against electrical shock, fire hazards, and mechanical dangers, mandating specific design requirements for insulation, grounding, and protective circuits in peristaltic pump systems.
For applications involving biological materials or pharmaceutical research, pumps must meet stringent contamination control standards. USP Class VI biocompatibility requirements ensure that pump tubing materials do not introduce toxic substances into fluid pathways. Similarly, FDA 21 CFR Part 820 quality system regulations apply to pumps used in medical device manufacturing or clinical research environments.
Chemical compatibility standards become particularly relevant when selecting peristaltic pumps for diverse laboratory applications. ASTM D543 and similar standards provide guidelines for evaluating material resistance to various chemicals, ensuring pump components maintain integrity when exposed to aggressive solvents, acids, or biological fluids commonly used in research protocols.
Calibration and validation requirements under ISO/IEC 17025 laboratory accreditation standards mandate regular performance verification of peristaltic pumps. This includes flow rate accuracy testing, repeatability assessments, and documentation of measurement uncertainty, which directly impacts research data quality and regulatory compliance in pharmaceutical and clinical research environments.
Environmental compliance considerations include RoHS directives restricting hazardous substances in electronic components and WEEE regulations governing equipment disposal and recycling. These requirements influence pump design decisions and end-of-life management strategies, particularly important for institutions maintaining sustainable laboratory practices and meeting institutional environmental commitments.
Cross-Contamination Prevention in Lab Fluid Handling
Cross-contamination represents one of the most critical challenges in laboratory fluid handling systems, particularly when peristaltic pumps are employed across multiple research applications. The risk of sample contamination can compromise experimental integrity, leading to invalid results and potential safety hazards in sensitive research environments.
Peristaltic pump design inherently offers advantages in contamination prevention through its unique fluid isolation mechanism. The pumping action occurs entirely within disposable tubing, ensuring that the fluid never contacts internal pump components. This design principle creates a closed-loop system where only the tubing interior comes into contact with the sample, significantly reducing contamination pathways compared to other pump technologies.
Material selection for tubing plays a crucial role in contamination prevention strategies. Different tubing materials exhibit varying degrees of chemical compatibility, permeability, and surface properties that directly impact cross-contamination risks. Silicone tubing, while flexible and cost-effective, may present permeability issues with certain organic solvents. Fluoropolymer-based materials like PTFE or FEP offer superior chemical resistance and lower permeability but require careful consideration of flexibility and pump head compatibility.
Single-use tubing protocols have emerged as the gold standard for eliminating cross-contamination in critical applications. This approach involves replacing the entire fluid path between different samples or experiments, effectively creating a fresh, sterile environment for each application. While this method increases operational costs, it provides the highest level of contamination prevention assurance.
Cleaning and sterilization procedures for reusable tubing systems require systematic validation to ensure complete removal of residual contaminants. Multi-step cleaning protocols typically involve initial flushing with compatible solvents, followed by detergent washing, thorough rinsing, and final sterilization using appropriate methods such as autoclaving or chemical sterilants. The effectiveness of these procedures must be validated through analytical testing to confirm absence of detectable residues.
Advanced pump designs incorporate additional contamination prevention features, including quick-disconnect fittings that minimize exposure during tubing changes, integrated cleaning cycles with automated validation, and multi-channel configurations that allow dedicated fluid paths for different sample types. These technological enhancements address the growing demand for higher throughput applications while maintaining stringent contamination control standards.
Peristaltic pump design inherently offers advantages in contamination prevention through its unique fluid isolation mechanism. The pumping action occurs entirely within disposable tubing, ensuring that the fluid never contacts internal pump components. This design principle creates a closed-loop system where only the tubing interior comes into contact with the sample, significantly reducing contamination pathways compared to other pump technologies.
Material selection for tubing plays a crucial role in contamination prevention strategies. Different tubing materials exhibit varying degrees of chemical compatibility, permeability, and surface properties that directly impact cross-contamination risks. Silicone tubing, while flexible and cost-effective, may present permeability issues with certain organic solvents. Fluoropolymer-based materials like PTFE or FEP offer superior chemical resistance and lower permeability but require careful consideration of flexibility and pump head compatibility.
Single-use tubing protocols have emerged as the gold standard for eliminating cross-contamination in critical applications. This approach involves replacing the entire fluid path between different samples or experiments, effectively creating a fresh, sterile environment for each application. While this method increases operational costs, it provides the highest level of contamination prevention assurance.
Cleaning and sterilization procedures for reusable tubing systems require systematic validation to ensure complete removal of residual contaminants. Multi-step cleaning protocols typically involve initial flushing with compatible solvents, followed by detergent washing, thorough rinsing, and final sterilization using appropriate methods such as autoclaving or chemical sterilants. The effectiveness of these procedures must be validated through analytical testing to confirm absence of detectable residues.
Advanced pump designs incorporate additional contamination prevention features, including quick-disconnect fittings that minimize exposure during tubing changes, integrated cleaning cycles with automated validation, and multi-channel configurations that allow dedicated fluid paths for different sample types. These technological enhancements address the growing demand for higher throughput applications while maintaining stringent contamination control standards.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!