How To Optimize Air Temperature In Battery-Processing Dry Room Environments
MAY 11, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Battery Dry Room Temperature Control Background and Objectives
Battery manufacturing has evolved into one of the most critical industrial sectors, driven by the explosive growth of electric vehicles, energy storage systems, and portable electronics. The production of lithium-ion batteries requires extremely controlled environmental conditions, particularly in dry room facilities where moisture levels must be maintained below 1% relative humidity to prevent electrode degradation and ensure product quality. Within these stringent environments, temperature control emerges as a fundamental challenge that directly impacts manufacturing efficiency, product yield, and operational costs.
The dry room environment presents unique thermal management complexities due to the continuous operation of powerful dehumidification systems, which generate substantial heat loads while removing moisture from the air. These systems, combined with production equipment, lighting, and human activity, create dynamic thermal conditions that can fluctuate significantly throughout manufacturing cycles. Temperature variations not only affect the performance of dehumidification equipment but also influence material properties, coating processes, and the stability of battery components during assembly.
Historical approaches to dry room temperature control have relied primarily on conventional HVAC systems designed for standard industrial applications. However, these traditional methods often prove inadequate for the specialized requirements of battery manufacturing environments. The integration of moisture removal and temperature regulation creates competing demands that conventional systems struggle to balance effectively, leading to energy inefficiencies and suboptimal manufacturing conditions.
The primary objective of optimizing air temperature in battery-processing dry rooms centers on achieving precise thermal stability while maintaining ultra-low humidity levels. This involves developing integrated control strategies that can simultaneously manage heat loads from dehumidification equipment, production machinery, and external environmental factors. The goal extends beyond simple temperature maintenance to encompass energy efficiency optimization, equipment longevity enhancement, and manufacturing process reliability improvement.
Advanced temperature optimization aims to establish predictive control mechanisms that can anticipate thermal load variations based on production schedules, equipment cycling, and environmental conditions. This proactive approach seeks to minimize temperature fluctuations that could compromise product quality or increase energy consumption. Additionally, the optimization process must consider the unique thermal properties of battery materials and the sensitivity of manufacturing processes to temperature variations, ensuring that control strategies support rather than hinder production objectives.
The dry room environment presents unique thermal management complexities due to the continuous operation of powerful dehumidification systems, which generate substantial heat loads while removing moisture from the air. These systems, combined with production equipment, lighting, and human activity, create dynamic thermal conditions that can fluctuate significantly throughout manufacturing cycles. Temperature variations not only affect the performance of dehumidification equipment but also influence material properties, coating processes, and the stability of battery components during assembly.
Historical approaches to dry room temperature control have relied primarily on conventional HVAC systems designed for standard industrial applications. However, these traditional methods often prove inadequate for the specialized requirements of battery manufacturing environments. The integration of moisture removal and temperature regulation creates competing demands that conventional systems struggle to balance effectively, leading to energy inefficiencies and suboptimal manufacturing conditions.
The primary objective of optimizing air temperature in battery-processing dry rooms centers on achieving precise thermal stability while maintaining ultra-low humidity levels. This involves developing integrated control strategies that can simultaneously manage heat loads from dehumidification equipment, production machinery, and external environmental factors. The goal extends beyond simple temperature maintenance to encompass energy efficiency optimization, equipment longevity enhancement, and manufacturing process reliability improvement.
Advanced temperature optimization aims to establish predictive control mechanisms that can anticipate thermal load variations based on production schedules, equipment cycling, and environmental conditions. This proactive approach seeks to minimize temperature fluctuations that could compromise product quality or increase energy consumption. Additionally, the optimization process must consider the unique thermal properties of battery materials and the sensitivity of manufacturing processes to temperature variations, ensuring that control strategies support rather than hinder production objectives.
Market Demand for Advanced Battery Manufacturing Environments
The global battery manufacturing industry is experiencing unprecedented growth driven by the rapid expansion of electric vehicle adoption and energy storage system deployment. This surge has created substantial demand for sophisticated manufacturing environments that can maintain precise environmental conditions throughout the production process. Battery manufacturers are increasingly recognizing that optimal air temperature control in dry room environments directly impacts product quality, yield rates, and overall manufacturing efficiency.
Electric vehicle manufacturers and battery producers are investing heavily in advanced manufacturing facilities to meet growing market demands. The transition toward electrification across automotive, consumer electronics, and grid-scale energy storage sectors has intensified requirements for high-performance battery cells with consistent quality characteristics. Manufacturing environments that can precisely control temperature variations are becoming critical competitive advantages in this rapidly evolving market landscape.
The lithium-ion battery segment represents the largest market opportunity for advanced dry room technologies. These batteries require extremely controlled atmospheric conditions during electrode coating, calendering, and cell assembly processes. Temperature fluctuations can significantly affect electrode material properties, electrolyte stability, and separator integrity, leading to reduced battery performance and shortened lifecycle. Manufacturers are therefore prioritizing investments in sophisticated environmental control systems.
Emerging battery chemistries, including solid-state batteries and next-generation lithium metal technologies, are creating additional market demand for enhanced environmental control capabilities. These advanced battery types often require even more stringent temperature management protocols compared to conventional lithium-ion technologies. The manufacturing processes for these batteries involve temperature-sensitive materials and procedures that demand precise atmospheric control throughout production cycles.
Regional market dynamics are also driving demand for advanced battery manufacturing environments. Asia-Pacific regions, particularly China, South Korea, and Japan, continue to dominate global battery production capacity. However, increasing localization trends in North America and Europe are spurring new facility construction with state-of-the-art environmental control systems. Government incentives and regulatory requirements for domestic battery production are accelerating investments in advanced manufacturing infrastructure.
The market demand extends beyond traditional battery manufacturers to include contract manufacturing organizations and emerging battery technology companies. These entities require flexible, scalable environmental control solutions that can accommodate various battery chemistries and production volumes while maintaining consistent quality standards across different manufacturing scenarios.
Electric vehicle manufacturers and battery producers are investing heavily in advanced manufacturing facilities to meet growing market demands. The transition toward electrification across automotive, consumer electronics, and grid-scale energy storage sectors has intensified requirements for high-performance battery cells with consistent quality characteristics. Manufacturing environments that can precisely control temperature variations are becoming critical competitive advantages in this rapidly evolving market landscape.
The lithium-ion battery segment represents the largest market opportunity for advanced dry room technologies. These batteries require extremely controlled atmospheric conditions during electrode coating, calendering, and cell assembly processes. Temperature fluctuations can significantly affect electrode material properties, electrolyte stability, and separator integrity, leading to reduced battery performance and shortened lifecycle. Manufacturers are therefore prioritizing investments in sophisticated environmental control systems.
Emerging battery chemistries, including solid-state batteries and next-generation lithium metal technologies, are creating additional market demand for enhanced environmental control capabilities. These advanced battery types often require even more stringent temperature management protocols compared to conventional lithium-ion technologies. The manufacturing processes for these batteries involve temperature-sensitive materials and procedures that demand precise atmospheric control throughout production cycles.
Regional market dynamics are also driving demand for advanced battery manufacturing environments. Asia-Pacific regions, particularly China, South Korea, and Japan, continue to dominate global battery production capacity. However, increasing localization trends in North America and Europe are spurring new facility construction with state-of-the-art environmental control systems. Government incentives and regulatory requirements for domestic battery production are accelerating investments in advanced manufacturing infrastructure.
The market demand extends beyond traditional battery manufacturers to include contract manufacturing organizations and emerging battery technology companies. These entities require flexible, scalable environmental control solutions that can accommodate various battery chemistries and production volumes while maintaining consistent quality standards across different manufacturing scenarios.
Current Challenges in Dry Room Temperature Management
Battery manufacturing dry rooms face significant temperature management challenges that directly impact production efficiency and product quality. The primary constraint stems from the stringent moisture control requirements, where relative humidity must be maintained below 1% to prevent lithium-ion battery degradation. This ultra-low humidity environment creates complex thermal dynamics that traditional HVAC systems struggle to address effectively.
Temperature uniformity represents a critical challenge across large-scale dry room facilities. Manufacturing equipment generates substantial heat loads with varying intensities, creating thermal gradients that can exceed acceptable tolerances. Hot spots near coating machines, calendering equipment, and drying ovens can reach temperatures 5-10°C above ambient levels, while areas distant from heat sources may experience temperature drops that affect material handling and processing consistency.
Energy consumption poses another significant constraint, as dry room facilities typically consume 10-15 times more energy than conventional manufacturing spaces. The continuous operation of dehumidification systems, combined with temperature control requirements, creates substantial operational costs. Traditional cooling systems often work against dehumidification equipment, leading to energy waste and system inefficiencies that can account for up to 40% of total facility energy consumption.
Process integration challenges arise from the conflicting requirements of different manufacturing stages. Battery electrode coating requires precise temperature control within ±2°C tolerance, while cell assembly processes may demand different thermal conditions. The transition between processing zones creates thermal boundary management issues that affect both product quality and energy efficiency.
Equipment heat load variability presents ongoing operational difficulties. Manufacturing equipment cycling creates dynamic thermal loads that existing control systems cannot adequately predict or compensate for in real-time. This variability leads to temperature overshoots and undershoots that compromise process stability and increase reject rates.
Spatial temperature distribution issues become particularly pronounced in facilities exceeding 1000 square meters. Air circulation patterns, influenced by equipment placement and facility geometry, create dead zones with poor temperature control. These areas experience temperature stratification and inadequate air mixing, resulting in localized environmental conditions that deviate from specification requirements.
System response time limitations in current temperature control technologies create additional operational challenges. Conventional control systems exhibit response delays of 15-30 minutes to thermal disturbances, insufficient for maintaining the tight temperature tolerances required for optimal battery manufacturing processes.
Temperature uniformity represents a critical challenge across large-scale dry room facilities. Manufacturing equipment generates substantial heat loads with varying intensities, creating thermal gradients that can exceed acceptable tolerances. Hot spots near coating machines, calendering equipment, and drying ovens can reach temperatures 5-10°C above ambient levels, while areas distant from heat sources may experience temperature drops that affect material handling and processing consistency.
Energy consumption poses another significant constraint, as dry room facilities typically consume 10-15 times more energy than conventional manufacturing spaces. The continuous operation of dehumidification systems, combined with temperature control requirements, creates substantial operational costs. Traditional cooling systems often work against dehumidification equipment, leading to energy waste and system inefficiencies that can account for up to 40% of total facility energy consumption.
Process integration challenges arise from the conflicting requirements of different manufacturing stages. Battery electrode coating requires precise temperature control within ±2°C tolerance, while cell assembly processes may demand different thermal conditions. The transition between processing zones creates thermal boundary management issues that affect both product quality and energy efficiency.
Equipment heat load variability presents ongoing operational difficulties. Manufacturing equipment cycling creates dynamic thermal loads that existing control systems cannot adequately predict or compensate for in real-time. This variability leads to temperature overshoots and undershoots that compromise process stability and increase reject rates.
Spatial temperature distribution issues become particularly pronounced in facilities exceeding 1000 square meters. Air circulation patterns, influenced by equipment placement and facility geometry, create dead zones with poor temperature control. These areas experience temperature stratification and inadequate air mixing, resulting in localized environmental conditions that deviate from specification requirements.
System response time limitations in current temperature control technologies create additional operational challenges. Conventional control systems exhibit response delays of 15-30 minutes to thermal disturbances, insufficient for maintaining the tight temperature tolerances required for optimal battery manufacturing processes.
Existing Air Temperature Optimization Solutions
01 Temperature measurement and sensing systems
Various systems and methods for accurately measuring and detecting air temperature using different sensing technologies. These systems can include electronic sensors, thermocouples, and digital measurement devices that provide precise temperature readings for various applications including environmental monitoring and industrial processes.- Temperature measurement and sensing systems: Systems and methods for accurately measuring and detecting air temperature using various sensing technologies. These systems can include electronic sensors, thermistors, and digital temperature measurement devices that provide precise temperature readings for environmental monitoring and control applications.
- Temperature control and regulation mechanisms: Devices and methods for controlling and regulating air temperature in various environments. These mechanisms include automated temperature control systems, feedback loops, and adjustment mechanisms that maintain desired temperature ranges through heating, cooling, or ventilation processes.
- Temperature monitoring and data processing: Systems for continuous monitoring of air temperature and processing of temperature data. These include data logging systems, temperature trend analysis, and digital processing methods that collect, store, and analyze temperature information for various applications.
- Environmental temperature compensation: Methods and apparatus for compensating temperature variations in environmental conditions. These systems account for temperature fluctuations and provide correction mechanisms to maintain optimal performance of equipment and processes under varying temperature conditions.
- Temperature display and indication systems: Devices and interfaces for displaying and indicating air temperature information to users. These systems include digital displays, visual indicators, and user interface components that present temperature data in readable and accessible formats for monitoring and decision-making purposes.
02 Temperature control and regulation mechanisms
Systems designed to control and regulate air temperature through automated mechanisms and feedback loops. These technologies enable maintaining desired temperature ranges through heating, cooling, or ventilation systems with precise control algorithms and responsive adjustment capabilities.Expand Specific Solutions03 Temperature monitoring and data processing
Advanced monitoring systems that collect, process, and analyze temperature data over time. These systems often include data logging capabilities, trend analysis, and alert mechanisms for temperature variations that exceed predetermined thresholds or patterns.Expand Specific Solutions04 Environmental temperature compensation
Technologies that compensate for environmental temperature variations to maintain optimal performance in various applications. These systems account for ambient temperature changes and automatically adjust operational parameters to ensure consistent functionality regardless of external temperature conditions.Expand Specific Solutions05 Temperature display and interface systems
User interface systems that display temperature information in various formats including digital displays, analog indicators, and graphical representations. These interfaces provide real-time temperature readings and historical data visualization for user monitoring and system operation purposes.Expand Specific Solutions
Key Players in Battery Processing Equipment Industry
The battery dry room air temperature optimization market represents a rapidly evolving sector within the broader battery manufacturing ecosystem, currently in its growth phase driven by the exponential expansion of electric vehicle and energy storage markets. The global battery manufacturing equipment market, valued at approximately $8 billion, is experiencing robust growth as companies like Contemporary Amperex Technology, LG Energy Solution, Samsung SDI, and SK On scale production capabilities. Technology maturity varies significantly across players, with established manufacturers such as Hitachi, Daikin Industries, and Espec Corp leveraging decades of environmental control expertise, while specialized firms like Nihon Spindle Manufacturing focus on cleanroom systems. Emerging companies including Altris AB and Soelect represent next-generation battery technologies requiring advanced processing environments. The competitive landscape features a mix of integrated battery manufacturers developing proprietary solutions and specialized equipment providers offering turnkey environmental control systems, indicating a maturing but still fragmented market with substantial innovation opportunities.
LG Energy Solution Ltd.
Technical Solution: LG Energy Solution implements advanced dry room environmental control systems utilizing multi-zone temperature regulation with precision air handling units that maintain temperature uniformity within ±1°C across the entire facility. Their approach integrates real-time monitoring sensors with automated feedback control systems to optimize energy consumption while maintaining strict temperature requirements for lithium-ion battery electrode processing. The company employs heat recovery systems and variable frequency drives on HVAC equipment to reduce operational costs by up to 30% compared to conventional systems.
Strengths: Industry-leading precision control and energy efficiency optimization. Weaknesses: High initial capital investment and complex maintenance requirements.
Contemporary Amperex Technology Co., Ltd.
Technical Solution: CATL utilizes intelligent climate control systems featuring predictive temperature management algorithms that analyze production schedules and ambient conditions to pre-adjust dry room temperatures. Their solution incorporates modular air handling units with advanced filtration and dehumidification capabilities, maintaining temperature stability within ±0.5°C while achieving dew points below -40°C. The system features energy recovery wheels and variable air volume controls that adapt to real-time production demands, reducing energy consumption by approximately 25% through optimized airflow patterns and thermal management strategies.
Strengths: Predictive control algorithms and superior temperature precision. Weaknesses: Requires sophisticated software integration and skilled technical personnel.
Core Technologies for Dry Room Climate Control
Apparatus and method managing dew point temperature in dry room
PatentInactiveIN1061KOLNP2015A
Innovation
- A system that measures absolute humidity and dew point temperature, controlling the volume of air supplied by the circulation fan to maintain a preset dew point while reducing the operation level of the front-stage heat exchange unit when air is dry, thereby optimizing energy consumption.




Dry room and method for controlling same
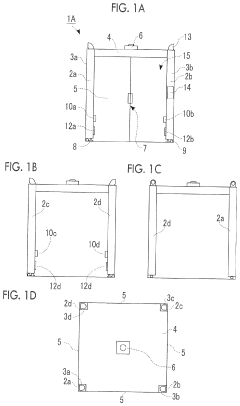
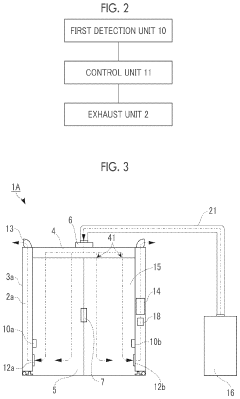
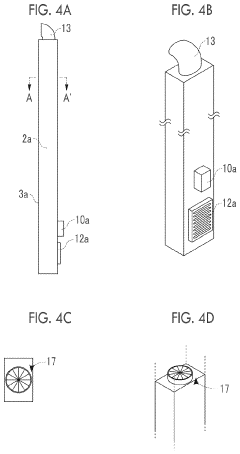
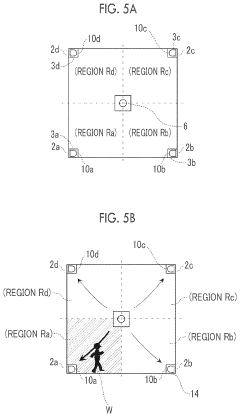
PatentActiveUS12013145B2
Innovation
- The implementation of a dry room system with multiple exhaust units in different regions, each individually adjusting air exhaust amounts based on detected changes in dew point temperature, utilizing detection units to preempt and manage humidity rises, ensuring precise control of dew point temperature.
Energy Efficiency Standards for Industrial Climate Systems
Energy efficiency standards for industrial climate systems in battery processing environments have evolved significantly over the past decade, driven by both regulatory requirements and economic incentives. The International Organization for Standardization (ISO) 50001 energy management standard provides the foundational framework, while region-specific regulations such as the EU's Energy Efficiency Directive and ASHRAE 90.1 in North America establish minimum performance criteria for industrial HVAC systems.
Current efficiency benchmarks for dry room climate control systems typically require Coefficient of Performance (COP) values exceeding 3.5 for cooling systems and Energy Efficiency Ratios (EER) above 12.0. Advanced systems incorporating variable refrigerant flow technology and intelligent control algorithms can achieve COP values of 4.5 or higher, representing substantial improvements over conventional fixed-capacity systems.
The implementation of these standards in battery manufacturing facilities presents unique challenges due to the stringent humidity and temperature requirements. Dry rooms must maintain relative humidity levels below 1% while sustaining precise temperature control within ±1°C tolerance. This necessitates continuous operation of high-capacity dehumidification systems, which can account for up to 40% of total facility energy consumption.
Emerging regulatory frameworks are increasingly emphasizing dynamic efficiency metrics rather than static performance ratings. The proposed IEC 61851 standard for battery manufacturing environments introduces real-time efficiency monitoring requirements, mandating continuous measurement of power usage effectiveness (PUE) and establishing minimum thresholds for system responsiveness to load variations.
Compliance strategies focus on integrated system design approaches that optimize the interaction between cooling, heating, and dehumidification subsystems. Heat recovery technologies, including desiccant wheel systems and thermal energy storage, are becoming standard requirements in new installations. These systems can reduce overall energy consumption by 25-35% compared to traditional approaches while maintaining the precise environmental conditions essential for battery processing operations.
Future standards development is trending toward predictive efficiency metrics that account for varying production schedules and ambient conditions, ensuring optimal performance across diverse operational scenarios.
Current efficiency benchmarks for dry room climate control systems typically require Coefficient of Performance (COP) values exceeding 3.5 for cooling systems and Energy Efficiency Ratios (EER) above 12.0. Advanced systems incorporating variable refrigerant flow technology and intelligent control algorithms can achieve COP values of 4.5 or higher, representing substantial improvements over conventional fixed-capacity systems.
The implementation of these standards in battery manufacturing facilities presents unique challenges due to the stringent humidity and temperature requirements. Dry rooms must maintain relative humidity levels below 1% while sustaining precise temperature control within ±1°C tolerance. This necessitates continuous operation of high-capacity dehumidification systems, which can account for up to 40% of total facility energy consumption.
Emerging regulatory frameworks are increasingly emphasizing dynamic efficiency metrics rather than static performance ratings. The proposed IEC 61851 standard for battery manufacturing environments introduces real-time efficiency monitoring requirements, mandating continuous measurement of power usage effectiveness (PUE) and establishing minimum thresholds for system responsiveness to load variations.
Compliance strategies focus on integrated system design approaches that optimize the interaction between cooling, heating, and dehumidification subsystems. Heat recovery technologies, including desiccant wheel systems and thermal energy storage, are becoming standard requirements in new installations. These systems can reduce overall energy consumption by 25-35% compared to traditional approaches while maintaining the precise environmental conditions essential for battery processing operations.
Future standards development is trending toward predictive efficiency metrics that account for varying production schedules and ambient conditions, ensuring optimal performance across diverse operational scenarios.
Safety Protocols for Battery Processing Environments
Battery processing dry room environments require comprehensive safety protocols to protect personnel, equipment, and products from potential hazards associated with temperature optimization operations. These protocols must address the unique risks present in controlled atmospheric conditions where precise temperature management is critical for battery manufacturing quality and safety.
Personnel safety protocols begin with mandatory training programs covering dry room environmental hazards, emergency procedures, and proper use of personal protective equipment. Workers must understand the risks associated with temperature fluctuations, including potential exposure to volatile organic compounds that may be released during battery processing at elevated temperatures. Regular health monitoring and respiratory protection protocols are essential, particularly when temperature optimization involves chemical processes or solvent evaporation.
Equipment safety measures focus on preventing thermal runaway incidents and electrical hazards. All temperature control systems must incorporate fail-safe mechanisms, including automatic shutdown procedures when temperatures exceed predetermined thresholds. Regular calibration and maintenance of temperature sensors, heating elements, and cooling systems are mandatory to prevent equipment malfunctions that could compromise safety or product integrity.
Fire prevention and suppression protocols are particularly critical in battery processing environments where temperature optimization may increase fire risks. Specialized fire suppression systems designed for lithium-ion battery facilities must be installed, with consideration for the unique challenges posed by metal fires and toxic gas emissions. Emergency evacuation procedures must account for the sealed nature of dry room environments and potential delays in atmospheric normalization.
Chemical safety protocols address the handling and storage of temperature-sensitive materials used in battery processing. Proper ventilation systems must maintain air quality while preserving the controlled atmosphere necessary for optimal processing conditions. Spill response procedures must consider how temperature variations might affect chemical behavior and cleanup requirements.
Environmental monitoring systems provide continuous surveillance of air quality, temperature stability, and humidity levels. These systems must trigger immediate alerts when conditions deviate from safe operating parameters, enabling rapid response to prevent accidents or product contamination. Regular safety audits and protocol updates ensure continued effectiveness as processing technologies and temperature optimization methods evolve.
Personnel safety protocols begin with mandatory training programs covering dry room environmental hazards, emergency procedures, and proper use of personal protective equipment. Workers must understand the risks associated with temperature fluctuations, including potential exposure to volatile organic compounds that may be released during battery processing at elevated temperatures. Regular health monitoring and respiratory protection protocols are essential, particularly when temperature optimization involves chemical processes or solvent evaporation.
Equipment safety measures focus on preventing thermal runaway incidents and electrical hazards. All temperature control systems must incorporate fail-safe mechanisms, including automatic shutdown procedures when temperatures exceed predetermined thresholds. Regular calibration and maintenance of temperature sensors, heating elements, and cooling systems are mandatory to prevent equipment malfunctions that could compromise safety or product integrity.
Fire prevention and suppression protocols are particularly critical in battery processing environments where temperature optimization may increase fire risks. Specialized fire suppression systems designed for lithium-ion battery facilities must be installed, with consideration for the unique challenges posed by metal fires and toxic gas emissions. Emergency evacuation procedures must account for the sealed nature of dry room environments and potential delays in atmospheric normalization.
Chemical safety protocols address the handling and storage of temperature-sensitive materials used in battery processing. Proper ventilation systems must maintain air quality while preserving the controlled atmosphere necessary for optimal processing conditions. Spill response procedures must consider how temperature variations might affect chemical behavior and cleanup requirements.
Environmental monitoring systems provide continuous surveillance of air quality, temperature stability, and humidity levels. These systems must trigger immediate alerts when conditions deviate from safe operating parameters, enabling rapid response to prevent accidents or product contamination. Regular safety audits and protocol updates ensure continued effectiveness as processing technologies and temperature optimization methods evolve.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!