

How to Optimize Cyclone Separator for Use in Reactive Environments
FEB 11, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Cyclone Separator Technology Background and Reactive Environment Goals
Cyclone separators have served as fundamental gas-solid separation devices in industrial processes since their introduction in the late 19th century. Originally developed for dust collection in mining and grain processing operations, these devices exploit centrifugal force to separate particulate matter from gas streams without requiring filter media or moving parts. The basic operational principle involves tangential gas entry that creates a vortex flow pattern, forcing heavier particles outward against the cyclone wall where they spiral downward for collection, while cleaned gas exits through a central vortex finder.
The evolution of cyclone separator technology has progressed through multiple generations, from simple reverse-flow designs to sophisticated multi-cyclone arrangements and high-efficiency configurations. Traditional applications focused primarily on inert material handling in ambient conditions, where design optimization centered on maximizing collection efficiency while minimizing pressure drop. However, contemporary industrial demands have expanded significantly beyond these conventional parameters.
Reactive environments present a distinct paradigm shift in cyclone separator application requirements. These environments encompass chemical processing facilities handling corrosive gases, high-temperature combustion systems, catalytic reactors, and processes involving chemically active or thermally sensitive materials. In such contexts, cyclone separators must perform dual functions: maintaining effective particle separation while ensuring material compatibility, thermal stability, and preventing unwanted chemical reactions or catalyst deactivation.
The technical objectives for optimizing cyclone separators in reactive environments extend across multiple dimensions. Primary goals include achieving robust separation efficiency under variable process conditions, ensuring structural integrity when exposed to corrosive or erosive media, maintaining thermal performance in elevated temperature operations, and preventing particle re-entrainment or secondary reactions within the separation chamber. Additional objectives encompass minimizing residence time for thermally sensitive materials, controlling static electricity accumulation in explosive atmospheres, and enabling real-time monitoring of separation performance without compromising process safety.
These specialized requirements necessitate fundamental reconsideration of conventional cyclone design parameters, material selection criteria, and operational strategies to address the unique challenges posed by reactive industrial environments.
The evolution of cyclone separator technology has progressed through multiple generations, from simple reverse-flow designs to sophisticated multi-cyclone arrangements and high-efficiency configurations. Traditional applications focused primarily on inert material handling in ambient conditions, where design optimization centered on maximizing collection efficiency while minimizing pressure drop. However, contemporary industrial demands have expanded significantly beyond these conventional parameters.
Reactive environments present a distinct paradigm shift in cyclone separator application requirements. These environments encompass chemical processing facilities handling corrosive gases, high-temperature combustion systems, catalytic reactors, and processes involving chemically active or thermally sensitive materials. In such contexts, cyclone separators must perform dual functions: maintaining effective particle separation while ensuring material compatibility, thermal stability, and preventing unwanted chemical reactions or catalyst deactivation.
The technical objectives for optimizing cyclone separators in reactive environments extend across multiple dimensions. Primary goals include achieving robust separation efficiency under variable process conditions, ensuring structural integrity when exposed to corrosive or erosive media, maintaining thermal performance in elevated temperature operations, and preventing particle re-entrainment or secondary reactions within the separation chamber. Additional objectives encompass minimizing residence time for thermally sensitive materials, controlling static electricity accumulation in explosive atmospheres, and enabling real-time monitoring of separation performance without compromising process safety.
These specialized requirements necessitate fundamental reconsideration of conventional cyclone design parameters, material selection criteria, and operational strategies to address the unique challenges posed by reactive industrial environments.
Market Demand for Reactive Environment Separation Solutions
The demand for optimized cyclone separators in reactive environments is experiencing substantial growth across multiple industrial sectors. Chemical processing plants, petrochemical refineries, pharmaceutical manufacturing facilities, and metallurgical operations increasingly require separation solutions that can withstand corrosive gases, high temperatures, and chemically aggressive particulates. Traditional cyclone separators often fail prematurely in these harsh conditions, leading to operational disruptions, maintenance costs, and safety concerns. This gap between conventional equipment capabilities and industrial requirements has created a pressing market need for advanced separation technologies specifically engineered for reactive environments.
The chemical processing industry represents a particularly significant demand driver, where separation equipment must handle acidic vapors, alkaline dusts, and volatile organic compounds simultaneously. Pharmaceutical manufacturers face stringent regulatory requirements for containment and separation efficiency while dealing with reactive intermediates and active pharmaceutical ingredients. The expanding battery materials sector, especially lithium-ion battery production, generates reactive metal dusts and electrolyte vapors that challenge conventional separation systems. These industries are actively seeking cyclone separators with enhanced material resistance, improved sealing mechanisms, and optimized flow dynamics to maintain separation efficiency under reactive conditions.
Market growth is further accelerated by increasingly stringent environmental regulations worldwide. Emission control standards require industries to capture fine particulates and hazardous substances more effectively before atmospheric release. Reactive environments often produce submicron particles and sticky or hygroscopic materials that are difficult to separate using standard equipment. This regulatory pressure compels facilities to invest in advanced separation technologies that can achieve higher collection efficiencies while maintaining operational stability in chemically aggressive atmospheres.
Emerging industrial applications are expanding market opportunities beyond traditional sectors. Green hydrogen production facilities require separation solutions for handling reactive metal catalysts and corrosive process streams. Carbon capture and utilization technologies involve separation of particles in CO2-rich reactive environments. Advanced materials manufacturing, including nanomaterials and specialty chemicals, generates unique separation challenges involving reactive precursors and intermediate products. These evolving applications demand cyclone separators with customizable designs, advanced materials of construction, and intelligent monitoring capabilities to ensure reliable performance in diverse reactive conditions.
The chemical processing industry represents a particularly significant demand driver, where separation equipment must handle acidic vapors, alkaline dusts, and volatile organic compounds simultaneously. Pharmaceutical manufacturers face stringent regulatory requirements for containment and separation efficiency while dealing with reactive intermediates and active pharmaceutical ingredients. The expanding battery materials sector, especially lithium-ion battery production, generates reactive metal dusts and electrolyte vapors that challenge conventional separation systems. These industries are actively seeking cyclone separators with enhanced material resistance, improved sealing mechanisms, and optimized flow dynamics to maintain separation efficiency under reactive conditions.
Market growth is further accelerated by increasingly stringent environmental regulations worldwide. Emission control standards require industries to capture fine particulates and hazardous substances more effectively before atmospheric release. Reactive environments often produce submicron particles and sticky or hygroscopic materials that are difficult to separate using standard equipment. This regulatory pressure compels facilities to invest in advanced separation technologies that can achieve higher collection efficiencies while maintaining operational stability in chemically aggressive atmospheres.
Emerging industrial applications are expanding market opportunities beyond traditional sectors. Green hydrogen production facilities require separation solutions for handling reactive metal catalysts and corrosive process streams. Carbon capture and utilization technologies involve separation of particles in CO2-rich reactive environments. Advanced materials manufacturing, including nanomaterials and specialty chemicals, generates unique separation challenges involving reactive precursors and intermediate products. These evolving applications demand cyclone separators with customizable designs, advanced materials of construction, and intelligent monitoring capabilities to ensure reliable performance in diverse reactive conditions.
Current Status and Challenges in Reactive Cyclone Applications
Cyclone separators operating in reactive environments face distinct operational challenges compared to conventional applications. These systems must handle chemically aggressive substances, high-temperature conditions, and potentially explosive atmospheres while maintaining separation efficiency. Current industrial implementations reveal significant performance degradation when standard cyclone designs encounter corrosive gases, reactive particulates, or environments requiring explosion-proof specifications. The chemical processing, petrochemical refining, and pharmaceutical manufacturing sectors represent primary application domains where these challenges manifest most critically.
Material degradation constitutes a fundamental constraint in reactive cyclone applications. Conventional construction materials such as carbon steel and standard stainless alloys exhibit insufficient resistance to acidic gases, chlorinated compounds, and high-temperature oxidative environments. This limitation necessitates expensive exotic alloys or ceramic linings, substantially increasing capital costs. Furthermore, the protective coatings applied to mitigate corrosion often compromise aerodynamic performance due to surface roughness changes, creating a persistent trade-off between durability and efficiency.
Temperature management presents another critical challenge. Reactive processes frequently generate substantial heat, causing thermal expansion mismatches between cyclone components and potentially degrading separation performance. Existing designs struggle to maintain optimal vortex stability under fluctuating thermal conditions, leading to reduced collection efficiency and increased pressure drop. The lack of integrated thermal management systems in current cyclone configurations limits their applicability in high-temperature reactive environments exceeding 400°C.
Safety considerations impose additional design constraints. Reactive environments often contain flammable or explosive gas mixtures, requiring cyclone systems to incorporate explosion-proof features, static electricity dissipation mechanisms, and emergency pressure relief systems. Current implementations frequently address these requirements through add-on modifications rather than integrated design approaches, resulting in compromised performance and increased system complexity. The geographical distribution of advanced reactive cyclone technology remains concentrated in developed industrial regions, with limited knowledge transfer to emerging markets facing similar operational challenges.
Material degradation constitutes a fundamental constraint in reactive cyclone applications. Conventional construction materials such as carbon steel and standard stainless alloys exhibit insufficient resistance to acidic gases, chlorinated compounds, and high-temperature oxidative environments. This limitation necessitates expensive exotic alloys or ceramic linings, substantially increasing capital costs. Furthermore, the protective coatings applied to mitigate corrosion often compromise aerodynamic performance due to surface roughness changes, creating a persistent trade-off between durability and efficiency.
Temperature management presents another critical challenge. Reactive processes frequently generate substantial heat, causing thermal expansion mismatches between cyclone components and potentially degrading separation performance. Existing designs struggle to maintain optimal vortex stability under fluctuating thermal conditions, leading to reduced collection efficiency and increased pressure drop. The lack of integrated thermal management systems in current cyclone configurations limits their applicability in high-temperature reactive environments exceeding 400°C.
Safety considerations impose additional design constraints. Reactive environments often contain flammable or explosive gas mixtures, requiring cyclone systems to incorporate explosion-proof features, static electricity dissipation mechanisms, and emergency pressure relief systems. Current implementations frequently address these requirements through add-on modifications rather than integrated design approaches, resulting in compromised performance and increased system complexity. The geographical distribution of advanced reactive cyclone technology remains concentrated in developed industrial regions, with limited knowledge transfer to emerging markets facing similar operational challenges.
Current Optimization Solutions for Reactive Cyclone Separators
01 Cyclone separator design for corrosive and reactive gas environments
Cyclone separators designed specifically for handling corrosive, reactive, or chemically aggressive gases require special material selection and construction methods. These designs incorporate corrosion-resistant materials and protective coatings to withstand harsh chemical environments while maintaining separation efficiency. The separators are engineered to prevent material degradation and ensure long-term operational stability in reactive atmospheres.- Cyclone separator design for corrosive and reactive gas environments: Cyclone separators designed specifically for handling corrosive, reactive, or chemically aggressive gases require special material selection and construction methods. These designs incorporate corrosion-resistant materials and protective coatings to withstand harsh chemical environments while maintaining separation efficiency. The separators feature modified inlet and outlet configurations to minimize material degradation and ensure long-term operational stability in reactive atmospheres.
- High-temperature cyclone separation systems: Cyclone separators operating in high-temperature reactive environments utilize heat-resistant materials and thermal management systems. These designs incorporate cooling mechanisms, thermal insulation, and temperature-resistant construction materials to maintain structural integrity and separation performance. The systems are engineered to handle hot gases from combustion processes, chemical reactions, or industrial furnaces while preventing thermal degradation of components.
- Multi-stage cyclone separation for reactive particle removal: Multi-stage cyclone configurations are employed to achieve enhanced separation of reactive particles and fine particulates from gas streams. These systems utilize sequential separation stages with progressively smaller cyclone diameters to capture particles of varying sizes. The design optimizes pressure drop while maximizing collection efficiency for reactive materials that may pose safety or environmental concerns if not properly contained.
- Explosion-proof and pressure-resistant cyclone designs: Cyclone separators for potentially explosive or high-pressure reactive environments incorporate safety features such as pressure relief systems, explosion-proof construction, and reinforced structural elements. These designs account for sudden pressure fluctuations, potential deflagration events, and the need for rapid pressure equalization. The separators include monitoring systems and fail-safe mechanisms to protect against catastrophic failures in reactive processing conditions.
- Compact cyclone separators with enhanced sealing for reactive materials: Compact cyclone separator designs feature advanced sealing systems and minimal dead zones to prevent accumulation and reaction of sensitive materials. These separators incorporate specialized gaskets, dynamic seals, and smooth internal surfaces to facilitate complete material discharge and prevent cross-contamination. The compact configuration allows integration into space-constrained reactive processing systems while maintaining high separation efficiency and safety standards.
02 High-temperature cyclone separator systems
Cyclone separators designed for high-temperature reactive environments feature thermal-resistant construction and specialized inlet/outlet configurations. These systems can operate effectively in elevated temperature conditions while separating particles from gas streams. The designs include heat-resistant materials and thermal expansion considerations to maintain structural integrity and separation performance under extreme thermal conditions.Expand Specific Solutions03 Multi-stage cyclone separation in chemical processing
Multi-stage cyclone separator configurations are employed in reactive chemical processing environments to achieve enhanced separation efficiency. These systems utilize multiple cyclone units arranged in series or parallel to progressively remove particles of different sizes from reactive gas streams. The design allows for optimized particle collection while minimizing pressure drop and maintaining process safety in chemically active environments.Expand Specific Solutions04 Explosion-proof and pressure-resistant cyclone designs
Cyclone separators for reactive environments incorporate explosion-proof features and pressure-resistant construction to handle potentially explosive or pressurized gas mixtures. These designs include reinforced structural elements, pressure relief mechanisms, and safety features to prevent catastrophic failures. The separators are engineered to contain pressure fluctuations and prevent ignition sources in volatile reactive atmospheres.Expand Specific Solutions05 Compact cyclone separators with enhanced sealing systems
Compact cyclone separator designs feature advanced sealing systems to prevent leakage of reactive gases and maintain separation efficiency in confined spaces. These separators incorporate specialized gasket materials and sealing mechanisms that are compatible with reactive chemicals. The compact configuration allows for integration into existing process equipment while ensuring containment of hazardous or reactive materials.Expand Specific Solutions
Major Players in Industrial Cyclone and Reactive Processing
The cyclone separator optimization for reactive environments represents a mature technology undergoing incremental innovation, with the market transitioning from traditional industrial applications toward specialized reactive process requirements. The competitive landscape is dominated by established filtration and engineering firms like MANN+HUMMEL GmbH and Donaldson Filtration Deutschland GmbH, who leverage decades of air-gas separation expertise. Chinese petrochemical engineering giants including SINOPEC Engineering Group, SINOPEC Ningbo Engineering, and China Petroleum & Chemical Corp. drive significant capacity in process equipment optimization, particularly for refining and chemical applications. Technology maturity varies across segments, with conventional cyclone designs well-established while reactive environment adaptations—addressing corrosive gases, explosive atmospheres, and catalyst recovery—remain actively developing. Academic institutions like Xi'an Jiaotong University and Lanzhou University contribute fundamental research on flow dynamics and particle separation efficiency. The market shows moderate growth driven by stricter environmental regulations and process intensification demands in petrochemical, pharmaceutical, and specialty chemical sectors, with innovation focusing on computational fluid dynamics optimization, advanced materials for corrosion resistance, and integrated monitoring systems.
MANN+HUMMEL GmbH
Technical Solution: MANN+HUMMEL has developed cyclone separator technologies with specialized surface treatments and material selections for reactive industrial environments. Their approach incorporates electropolished stainless steel and specialized polymer coatings that resist chemical attack from corrosive gases and reactive particulates. The design features modular construction allowing for easy replacement of components exposed to aggressive reactive species. Their cyclone systems integrate pre-separation stages to remove larger reactive particles before fine separation, reducing wear and chemical degradation of critical components. MANN+HUMMEL employs advanced sealing technologies to prevent reactive gas leakage and maintain separation efficiency. The systems include monitoring capabilities for pressure drop and temperature variations to detect performance degradation caused by chemical reactions or fouling in real-time.
Strengths: Strong expertise in filtration and separation technologies, modular design enables cost-effective maintenance, excellent sealing and containment features. Weaknesses: More focused on automotive and industrial filtration rather than heavy petrochemical reactive processes, may require customization for extreme reactive conditions.
SINOPEC Ningbo Engineering Co., Ltd.
Technical Solution: SINOPEC Ningbo Engineering has developed advanced cyclone separator designs specifically optimized for reactive petrochemical environments. Their technology incorporates corrosion-resistant materials including specialized alloy linings and ceramic coatings to withstand aggressive chemical reactions. The design features enhanced vortex stabilization systems with adjustable inlet configurations to maintain separation efficiency under varying reactive conditions. They implement computational fluid dynamics (CFD) modeling to optimize gas flow patterns and minimize particle re-entrainment in high-temperature reactive processes. The separators integrate temperature monitoring systems and pressure control mechanisms to ensure safe operation in exothermic reaction environments, with particular focus on catalyst recovery in fluid catalytic cracking (FCC) units and other reactive separation applications in refineries.
Strengths: Extensive experience in petrochemical reactive environments, proven track record in FCC applications, strong integration of CFD optimization. Weaknesses: Solutions primarily focused on large-scale industrial applications, may have limited flexibility for smaller reactive systems.
Core Technologies in Corrosion-Resistant Cyclone Design
Cyclone separator arrangement and method
PatentInactiveUS20180056307A1
Innovation
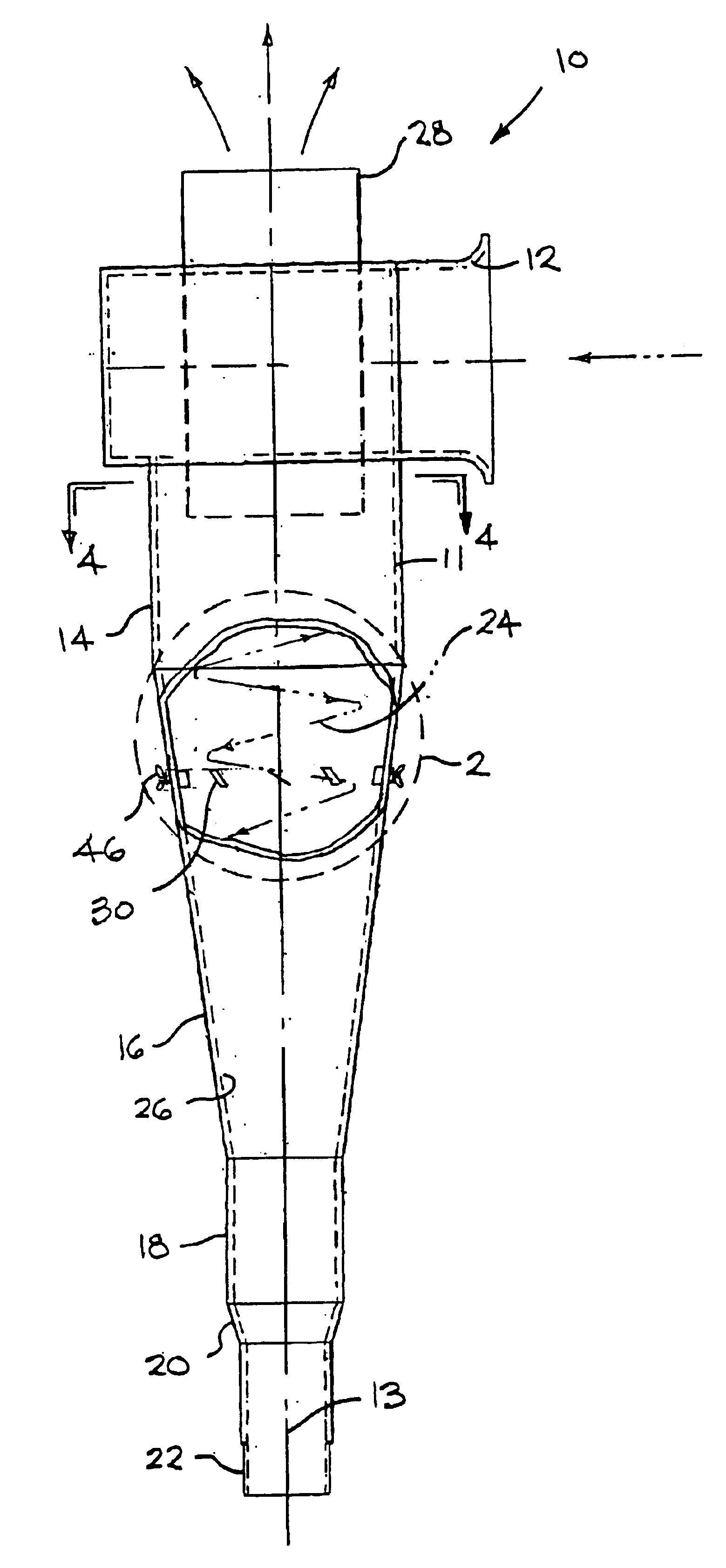
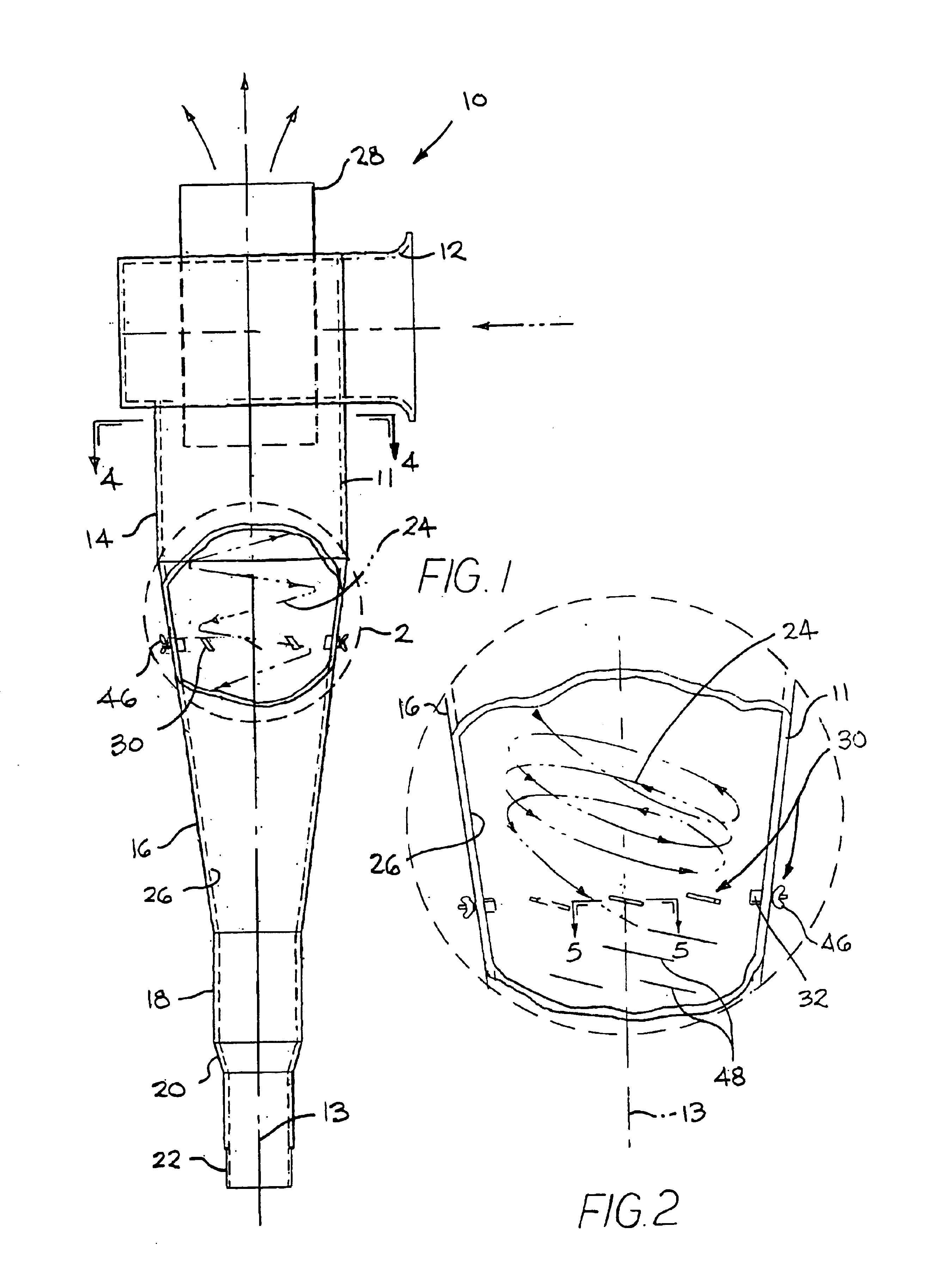
- A cyclone separator design with a pressure chamber and inlet configuration that directs the incoming flow with a main tangential velocity component, allowing for reduced gas velocities while maintaining the cyclone action through a tangentially directed inlet tube and diffuser arrangement to minimize erosion and maintain separation efficiency.




Cyclone separator with surface vanes
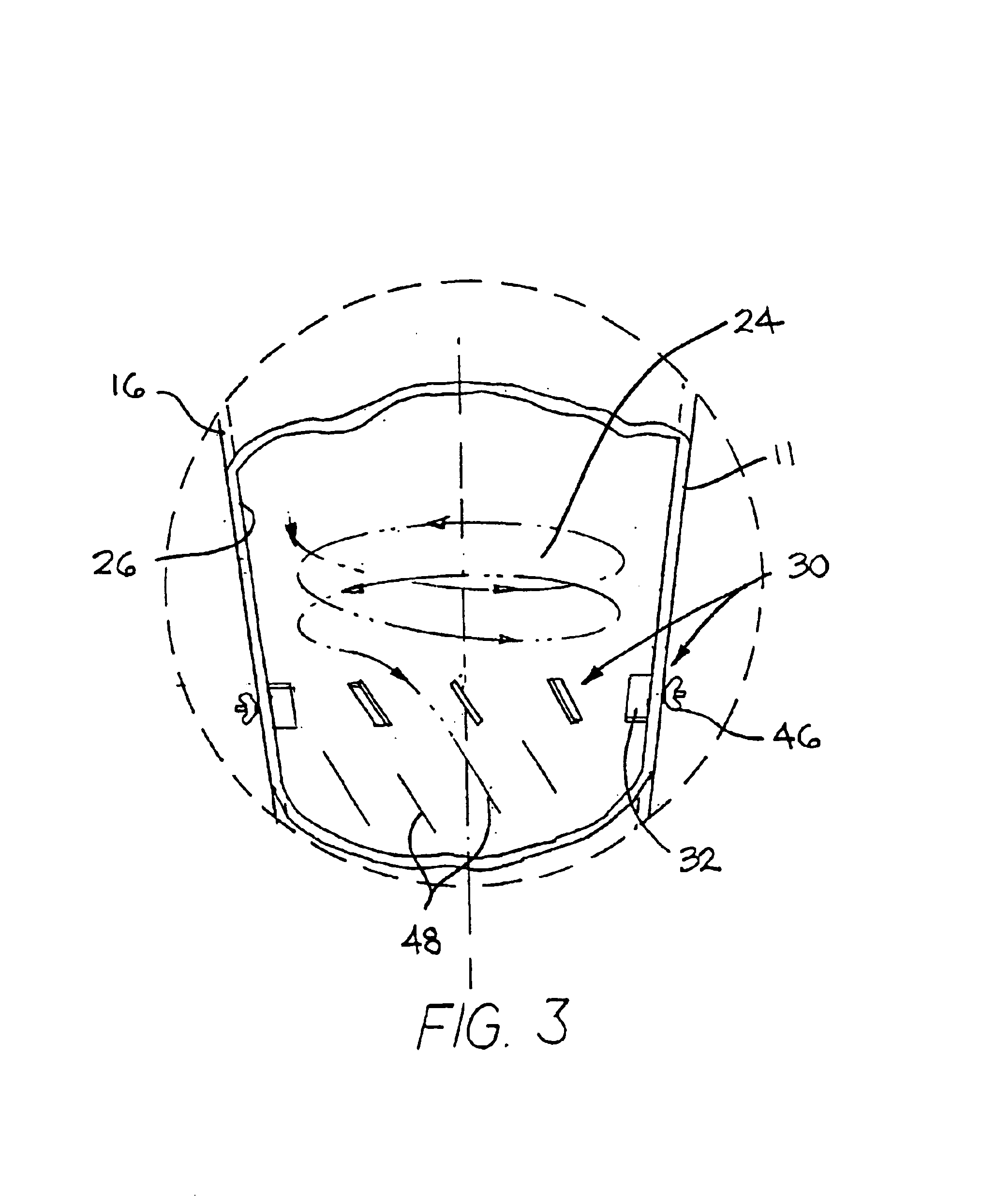
PatentInactiveUS6837912B1
Innovation
- Incorporating adjustable vanes on the inside surface of the cyclone cone to control axial velocity, allowing for empirical optimization of gas flow direction and velocity by adjusting the angle of the vanes based on specific gas flow rates, particulate loading, and particle size distribution.

Material Selection and Compatibility Standards
Material selection for cyclone separators operating in reactive environments requires comprehensive evaluation of chemical compatibility, mechanical properties, and long-term durability under aggressive conditions. The primary consideration involves identifying materials that can withstand corrosive gases, abrasive particles, and extreme temperatures while maintaining structural integrity and separation efficiency. Common material options include specialized stainless steel alloys, high-performance polymers, ceramic composites, and protective coatings, each offering distinct advantages depending on the specific reactive environment characteristics.
Industry standards such as ASTM G48 for pitting and crevice corrosion resistance, NACE MR0175 for sulfide stress cracking resistance, and ISO 15156 for materials in sour gas environments provide essential frameworks for material qualification. These standards establish testing protocols and acceptance criteria that ensure selected materials can perform reliably under specified operating conditions. Additionally, compatibility assessments must consider potential synergistic effects between multiple corrosive agents, temperature cycling, and mechanical stress that may accelerate material degradation beyond individual factor predictions.
For highly corrosive applications, duplex and super duplex stainless steels offer superior resistance compared to conventional austenitic grades, while nickel-based alloys such as Hastelloy and Inconel provide exceptional performance in extreme chemical environments. Ceramic-lined cyclones present viable solutions for applications involving highly abrasive and corrosive particulates, though careful attention must be paid to thermal expansion compatibility between substrate and coating materials. Polymer-based materials like PTFE, PVDF, and specialized elastomers serve effectively in moderate temperature applications with specific chemical exposures.
Material qualification processes should incorporate accelerated corrosion testing, mechanical property evaluation at operating temperatures, and compatibility verification with actual process streams when possible. Documentation of material certifications, traceability records, and compliance with relevant industry codes ensures quality assurance throughout the equipment lifecycle. Regular inspection protocols and material performance monitoring enable early detection of degradation patterns, facilitating proactive maintenance strategies and continuous improvement of material selection criteria for future installations.
Industry standards such as ASTM G48 for pitting and crevice corrosion resistance, NACE MR0175 for sulfide stress cracking resistance, and ISO 15156 for materials in sour gas environments provide essential frameworks for material qualification. These standards establish testing protocols and acceptance criteria that ensure selected materials can perform reliably under specified operating conditions. Additionally, compatibility assessments must consider potential synergistic effects between multiple corrosive agents, temperature cycling, and mechanical stress that may accelerate material degradation beyond individual factor predictions.
For highly corrosive applications, duplex and super duplex stainless steels offer superior resistance compared to conventional austenitic grades, while nickel-based alloys such as Hastelloy and Inconel provide exceptional performance in extreme chemical environments. Ceramic-lined cyclones present viable solutions for applications involving highly abrasive and corrosive particulates, though careful attention must be paid to thermal expansion compatibility between substrate and coating materials. Polymer-based materials like PTFE, PVDF, and specialized elastomers serve effectively in moderate temperature applications with specific chemical exposures.
Material qualification processes should incorporate accelerated corrosion testing, mechanical property evaluation at operating temperatures, and compatibility verification with actual process streams when possible. Documentation of material certifications, traceability records, and compliance with relevant industry codes ensures quality assurance throughout the equipment lifecycle. Regular inspection protocols and material performance monitoring enable early detection of degradation patterns, facilitating proactive maintenance strategies and continuous improvement of material selection criteria for future installations.
Safety and Explosion Prevention Considerations
When deploying cyclone separators in reactive environments, safety and explosion prevention must be prioritized throughout the design and operational phases. Reactive environments typically involve flammable gases, combustible dusts, or chemically unstable substances that can trigger fires or explosions under certain conditions. The accumulation of static electricity during particle separation presents a significant ignition risk, particularly when handling fine powders with low minimum ignition energy. Therefore, proper grounding and bonding of all cyclone components, along with the use of conductive or static-dissipative materials, becomes essential to prevent electrostatic discharge events.
Material selection plays a critical role in mitigating explosion risks. Cyclone bodies constructed from spark-resistant alloys or equipped with internal linings that minimize friction-induced sparking help reduce ignition sources. Additionally, the inlet velocity must be carefully controlled to prevent particle impact velocities that could generate hot spots or mechanical sparks. Implementing explosion venting systems or suppression mechanisms provides secondary protection layers, allowing pressure relief before catastrophic failure occurs.
Oxygen concentration management represents another vital consideration in reactive environments. Inerting the cyclone atmosphere with nitrogen or other inert gases can effectively eliminate the oxidizer component of the fire triangle, rendering combustion impossible even if ignition sources are present. Continuous monitoring of gas composition, temperature, and pressure through integrated sensor networks enables real-time detection of hazardous conditions and triggers automated shutdown protocols.
Regular maintenance protocols must address dust accumulation on internal surfaces, as buildup can create secondary explosion hazards or alter flow patterns that compromise separation efficiency. Implementing explosion-proof electrical components for any monitoring or control systems integrated with the cyclone ensures that electrical equipment does not become an ignition source. Compliance with industry standards such as ATEX directives or NFPA guidelines provides a framework for systematic risk assessment and mitigation strategy development, ensuring that cyclone separator optimization does not compromise operational safety in challenging reactive environments.
Material selection plays a critical role in mitigating explosion risks. Cyclone bodies constructed from spark-resistant alloys or equipped with internal linings that minimize friction-induced sparking help reduce ignition sources. Additionally, the inlet velocity must be carefully controlled to prevent particle impact velocities that could generate hot spots or mechanical sparks. Implementing explosion venting systems or suppression mechanisms provides secondary protection layers, allowing pressure relief before catastrophic failure occurs.
Oxygen concentration management represents another vital consideration in reactive environments. Inerting the cyclone atmosphere with nitrogen or other inert gases can effectively eliminate the oxidizer component of the fire triangle, rendering combustion impossible even if ignition sources are present. Continuous monitoring of gas composition, temperature, and pressure through integrated sensor networks enables real-time detection of hazardous conditions and triggers automated shutdown protocols.
Regular maintenance protocols must address dust accumulation on internal surfaces, as buildup can create secondary explosion hazards or alter flow patterns that compromise separation efficiency. Implementing explosion-proof electrical components for any monitoring or control systems integrated with the cyclone ensures that electrical equipment does not become an ignition source. Compliance with industry standards such as ATEX directives or NFPA guidelines provides a framework for systematic risk assessment and mitigation strategy development, ensuring that cyclone separator optimization does not compromise operational safety in challenging reactive environments.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!