

How to Optimize Parting Line for Minimum Flash
MAR 25, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Injection Molding Parting Line Background and Objectives
Injection molding has emerged as one of the most critical manufacturing processes in modern industry, enabling the mass production of complex plastic components across automotive, electronics, medical devices, and consumer goods sectors. The parting line, representing the interface where two or more mold halves meet during the molding process, plays a fundamental role in determining product quality, manufacturing efficiency, and overall production costs.
Flash formation at parting lines represents one of the most persistent challenges in injection molding operations. Flash occurs when molten plastic material escapes through gaps or misalignments at the parting line interface, creating unwanted thin plastic extensions on the finished part. This defect not only compromises the aesthetic appearance of molded components but also affects dimensional accuracy, functional performance, and can lead to increased post-processing requirements.
The significance of parting line optimization extends beyond mere defect prevention. Poor parting line design and maintenance can result in substantial economic losses through increased scrap rates, extended cycle times, additional finishing operations, and premature mold wear. Industry studies indicate that flash-related issues account for approximately 15-20% of quality rejections in injection molding operations, translating to millions of dollars in annual losses for manufacturing facilities worldwide.
Current market demands for higher precision components, tighter tolerances, and improved surface finishes have intensified the need for advanced parting line optimization strategies. The automotive industry's shift toward lightweight materials, the electronics sector's requirement for miniaturized components, and the medical device industry's stringent quality standards all contribute to the growing importance of flash minimization techniques.
The primary objective of parting line optimization for minimum flash centers on developing comprehensive methodologies that integrate mold design principles, material science considerations, and process parameter optimization. This involves establishing predictive models for flash formation, implementing real-time monitoring systems, and creating adaptive control strategies that can respond to varying processing conditions.
Secondary objectives include reducing overall manufacturing costs through decreased material waste, minimizing post-processing requirements, extending mold service life, and improving production throughput. Additionally, the optimization process aims to enhance product consistency, reduce quality variations, and establish robust manufacturing processes capable of meeting increasingly stringent industry standards while maintaining economic viability in competitive global markets.
Flash formation at parting lines represents one of the most persistent challenges in injection molding operations. Flash occurs when molten plastic material escapes through gaps or misalignments at the parting line interface, creating unwanted thin plastic extensions on the finished part. This defect not only compromises the aesthetic appearance of molded components but also affects dimensional accuracy, functional performance, and can lead to increased post-processing requirements.
The significance of parting line optimization extends beyond mere defect prevention. Poor parting line design and maintenance can result in substantial economic losses through increased scrap rates, extended cycle times, additional finishing operations, and premature mold wear. Industry studies indicate that flash-related issues account for approximately 15-20% of quality rejections in injection molding operations, translating to millions of dollars in annual losses for manufacturing facilities worldwide.
Current market demands for higher precision components, tighter tolerances, and improved surface finishes have intensified the need for advanced parting line optimization strategies. The automotive industry's shift toward lightweight materials, the electronics sector's requirement for miniaturized components, and the medical device industry's stringent quality standards all contribute to the growing importance of flash minimization techniques.
The primary objective of parting line optimization for minimum flash centers on developing comprehensive methodologies that integrate mold design principles, material science considerations, and process parameter optimization. This involves establishing predictive models for flash formation, implementing real-time monitoring systems, and creating adaptive control strategies that can respond to varying processing conditions.
Secondary objectives include reducing overall manufacturing costs through decreased material waste, minimizing post-processing requirements, extending mold service life, and improving production throughput. Additionally, the optimization process aims to enhance product consistency, reduce quality variations, and establish robust manufacturing processes capable of meeting increasingly stringent industry standards while maintaining economic viability in competitive global markets.
Market Demand for Flash-Free Molded Products
The global injection molding industry is experiencing unprecedented demand for flash-free molded products across multiple sectors, driven by increasingly stringent quality requirements and cost optimization pressures. Automotive manufacturers represent one of the largest market segments, where flash-free components are essential for precision-fit assemblies, particularly in engine compartments, electronic housings, and interior trim pieces. The automotive sector's shift toward electric vehicles has intensified this demand, as battery housings and electronic control units require exceptional dimensional accuracy and surface finish quality.
Consumer electronics manufacturing constitutes another major demand driver, where flash-free molding is critical for achieving seamless device aesthetics and functional precision. Smartphone cases, laptop housings, and wearable device components must meet exacting standards for both visual appeal and mechanical fit. The proliferation of smart home devices and IoT products has further expanded this market segment, with manufacturers seeking molding solutions that eliminate post-processing steps while maintaining tight tolerances.
Medical device manufacturing represents a rapidly growing market for flash-free molded products, where regulatory compliance and patient safety considerations make flash elimination a necessity rather than preference. Surgical instruments, diagnostic equipment housings, and implantable device components require absolute precision, driving demand for advanced parting line optimization technologies. The aging global population and increased healthcare spending continue to fuel growth in this sector.
Industrial equipment manufacturers increasingly recognize flash-free molding as a competitive advantage, particularly for components requiring precise mechanical interfaces or exposure to harsh operating environments. Hydraulic system components, electrical enclosures, and precision machinery parts benefit significantly from optimized parting line designs that eliminate flash formation.
The packaging industry, especially food and pharmaceutical sectors, demonstrates growing demand for flash-free containers and closures. Consumer preference for premium packaging aesthetics, combined with regulatory requirements for contamination prevention, drives manufacturers toward advanced molding techniques that ensure clean, flash-free surfaces.
Market growth is further accelerated by sustainability initiatives, as flash-free molding reduces material waste and eliminates energy-intensive secondary operations. Companies pursuing circular economy objectives increasingly prioritize molding processes that minimize scrap generation and reduce overall environmental impact through optimized parting line designs.
Consumer electronics manufacturing constitutes another major demand driver, where flash-free molding is critical for achieving seamless device aesthetics and functional precision. Smartphone cases, laptop housings, and wearable device components must meet exacting standards for both visual appeal and mechanical fit. The proliferation of smart home devices and IoT products has further expanded this market segment, with manufacturers seeking molding solutions that eliminate post-processing steps while maintaining tight tolerances.
Medical device manufacturing represents a rapidly growing market for flash-free molded products, where regulatory compliance and patient safety considerations make flash elimination a necessity rather than preference. Surgical instruments, diagnostic equipment housings, and implantable device components require absolute precision, driving demand for advanced parting line optimization technologies. The aging global population and increased healthcare spending continue to fuel growth in this sector.
Industrial equipment manufacturers increasingly recognize flash-free molding as a competitive advantage, particularly for components requiring precise mechanical interfaces or exposure to harsh operating environments. Hydraulic system components, electrical enclosures, and precision machinery parts benefit significantly from optimized parting line designs that eliminate flash formation.
The packaging industry, especially food and pharmaceutical sectors, demonstrates growing demand for flash-free containers and closures. Consumer preference for premium packaging aesthetics, combined with regulatory requirements for contamination prevention, drives manufacturers toward advanced molding techniques that ensure clean, flash-free surfaces.
Market growth is further accelerated by sustainability initiatives, as flash-free molding reduces material waste and eliminates energy-intensive secondary operations. Companies pursuing circular economy objectives increasingly prioritize molding processes that minimize scrap generation and reduce overall environmental impact through optimized parting line designs.
Current Parting Line Design Challenges and Flash Issues
Parting line design in injection molding faces significant challenges that directly impact flash formation and overall product quality. The primary difficulty lies in achieving optimal sealing between mold halves while maintaining proper venting and facilitating smooth part ejection. Traditional parting line designs often rely on simplified geometric approaches that fail to account for complex part geometries, material flow dynamics, and thermal expansion effects during the molding process.
Flash formation represents one of the most persistent quality issues in injection molding, occurring when molten plastic escapes through gaps at the parting line interface. This phenomenon is particularly problematic in high-pressure molding applications where clamping forces may be insufficient to completely seal irregular parting line geometries. The challenge intensifies with complex part designs featuring varying wall thicknesses, undercuts, or intricate surface details that create non-uniform pressure distributions along the parting line.
Current design methodologies struggle with balancing competing requirements between flash prevention and proper venting. Excessive sealing can trap air and volatile gases, leading to burn marks, incomplete filling, and surface defects. Conversely, inadequate sealing results in flash formation, requiring costly secondary operations for removal and potentially compromising dimensional accuracy and surface finish quality.
Manufacturing tolerances present another critical challenge in parting line optimization. Variations in mold machining accuracy, steel movement due to thermal cycling, and wear over production cycles can create gaps that promote flash formation. These tolerance stack-ups are particularly problematic in large molds or those with extended parting line perimeters, where small deviations can accumulate into significant sealing issues.
Material-specific challenges further complicate parting line design optimization. Different polymer types exhibit varying flow characteristics, shrinkage rates, and thermal expansion properties that influence flash formation tendencies. Low-viscosity materials and those processed at high temperatures are particularly susceptible to flash formation, requiring more precise parting line control and potentially specialized sealing strategies.
The integration of advanced features such as conformal cooling channels, in-mold sensors, and complex gating systems adds additional constraints to parting line design. These elements must be accommodated while maintaining optimal sealing performance, often requiring innovative design approaches that balance functional requirements with manufacturing feasibility and cost considerations.
Flash formation represents one of the most persistent quality issues in injection molding, occurring when molten plastic escapes through gaps at the parting line interface. This phenomenon is particularly problematic in high-pressure molding applications where clamping forces may be insufficient to completely seal irregular parting line geometries. The challenge intensifies with complex part designs featuring varying wall thicknesses, undercuts, or intricate surface details that create non-uniform pressure distributions along the parting line.
Current design methodologies struggle with balancing competing requirements between flash prevention and proper venting. Excessive sealing can trap air and volatile gases, leading to burn marks, incomplete filling, and surface defects. Conversely, inadequate sealing results in flash formation, requiring costly secondary operations for removal and potentially compromising dimensional accuracy and surface finish quality.
Manufacturing tolerances present another critical challenge in parting line optimization. Variations in mold machining accuracy, steel movement due to thermal cycling, and wear over production cycles can create gaps that promote flash formation. These tolerance stack-ups are particularly problematic in large molds or those with extended parting line perimeters, where small deviations can accumulate into significant sealing issues.
Material-specific challenges further complicate parting line design optimization. Different polymer types exhibit varying flow characteristics, shrinkage rates, and thermal expansion properties that influence flash formation tendencies. Low-viscosity materials and those processed at high temperatures are particularly susceptible to flash formation, requiring more precise parting line control and potentially specialized sealing strategies.
The integration of advanced features such as conformal cooling channels, in-mold sensors, and complex gating systems adds additional constraints to parting line design. These elements must be accommodated while maintaining optimal sealing performance, often requiring innovative design approaches that balance functional requirements with manufacturing feasibility and cost considerations.
Existing Parting Line Design and Flash Control Solutions
01 Mold design optimization to prevent parting line flash
Optimizing mold design parameters such as parting line geometry, mold surface finish, and alignment features can effectively prevent flash formation. This includes precise machining of parting surfaces, implementing proper venting systems, and ensuring accurate mold alignment through guide pins and bushings. Advanced mold design techniques focus on minimizing gaps at the parting line interface and controlling material flow during the molding process.- Mold design optimization to prevent parting line flash: Optimizing mold design parameters such as parting line geometry, mold surface finish, and alignment features can effectively prevent flash formation. This includes precise machining of parting surfaces, incorporation of shut-off angles, and implementation of interlocking features to ensure proper mold closure. Advanced design techniques focus on minimizing gaps at the parting line through improved clamping mechanisms and pressure distribution.
- Injection molding process parameter control: Controlling injection molding process parameters including injection pressure, clamping force, melt temperature, and injection speed can significantly reduce parting line flash. Proper optimization of these parameters ensures adequate mold closure and prevents material leakage at the parting line. Monitoring and adjusting fill rates and holding pressures during the molding cycle are critical for flash prevention.
- Flash removal and trimming methods: Various post-molding flash removal techniques include mechanical trimming, cryogenic deflashing, thermal deflashing, and automated cutting systems. These methods effectively remove excess material from the parting line without damaging the molded part. Advanced trimming technologies utilize precision cutting tools, abrasive methods, or temperature-based material removal to achieve clean parting lines.
- Mold maintenance and wear prevention: Regular mold maintenance including cleaning, inspection, and repair of parting surfaces is essential for preventing flash formation. Wear-resistant coatings, surface treatments, and periodic reconditioning of mold components help maintain tight tolerances at the parting line. Preventive maintenance schedules and monitoring of mold degradation ensure consistent part quality and minimize flash occurrence over the mold lifecycle.
- Material selection and rheological properties: Selecting appropriate molding materials with suitable viscosity, flow characteristics, and thermal properties can minimize flash formation. Materials with controlled melt flow rates and appropriate molecular weight distributions reduce the tendency to penetrate parting line gaps. Optimization of material formulations and additives helps achieve better mold filling while preventing excessive material flow into parting line clearances.
02 Clamping force control and adjustment mechanisms
Implementing proper clamping force control systems and adjustment mechanisms helps maintain consistent pressure at the parting line to prevent flash. This involves monitoring and adjusting tonnage requirements, utilizing hydraulic or mechanical clamping systems, and incorporating real-time pressure sensors. Proper clamping force distribution across the mold surface ensures uniform sealing at the parting line interface.Expand Specific Solutions03 Material flow control and injection parameters
Controlling material flow characteristics and optimizing injection molding parameters can reduce parting line flash. This includes adjusting injection speed, pressure profiles, melt temperature, and fill patterns to minimize material leakage at the parting line. Proper material selection and rheological property control also contribute to flash prevention by ensuring appropriate viscosity during the molding cycle.Expand Specific Solutions04 Parting line sealing structures and features
Incorporating specialized sealing structures and features at the parting line interface helps prevent flash formation. This includes designing stepped parting lines, implementing seal-off lands, creating labyrinth seals, and utilizing compression zones. These structural features create barriers that prevent molten material from escaping at the parting line during the injection process.Expand Specific Solutions05 Flash removal and post-processing techniques
Developing effective flash removal methods and post-processing techniques addresses parting line flash after molding. This includes mechanical trimming operations, automated deflashing systems, cryogenic deflashing, and chemical treatment methods. Advanced techniques focus on minimizing secondary operations while ensuring complete flash removal without damaging the molded part surface or dimensional accuracy.Expand Specific Solutions
Key Players in Injection Molding and Tooling Industry
The optimization of parting lines for minimum flash represents a mature manufacturing technology currently in its growth phase, with significant market expansion driven by precision manufacturing demands across automotive, electronics, and medical device sectors. The competitive landscape shows strong academic leadership from institutions like Beihang University, Shanghai Jiao Tong University, and Xi'an Jiaotong University, which are advancing theoretical foundations and simulation methodologies. Industrial players including Huawei Technologies, Intel Corp., and Infineon Technologies are implementing these solutions in high-volume production environments, while specialized companies like Körber Technologies and Esko Software provide dedicated tooling and software solutions. The technology demonstrates high maturity in traditional injection molding applications, with emerging opportunities in advanced materials and micro-manufacturing, creating a competitive environment where academic research institutions collaborate closely with industrial manufacturers to optimize production efficiency and quality control systems.
Huawei Technologies Co., Ltd.
Technical Solution: Huawei has developed advanced injection molding optimization solutions that utilize AI-driven algorithms to predict and minimize flash formation at parting lines. Their approach combines machine learning models with real-time sensor data to dynamically adjust injection parameters including pressure, temperature, and flow rate. The system employs predictive analytics to identify optimal parting line geometries and surface treatments that reduce material overflow. Additionally, Huawei's solution integrates IoT sensors throughout the molding process to continuously monitor cavity pressure and detect early signs of flash formation, enabling immediate parameter adjustments to maintain product quality.
Strengths: Strong AI and IoT integration capabilities, comprehensive data analytics platform. Weaknesses: Limited specialized experience in traditional manufacturing processes compared to dedicated molding equipment manufacturers.
Intel Corp.
Technical Solution: Intel has developed semiconductor packaging technologies that address parting line optimization through advanced simulation software and precision manufacturing techniques. Their approach focuses on die-level parting line design using computational fluid dynamics (CFD) modeling to predict material flow patterns and identify potential flash zones. Intel's solution incorporates machine learning algorithms that analyze historical production data to optimize mold design parameters, including parting line geometry, surface roughness, and clamping force distribution. The technology also includes real-time monitoring systems that use computer vision to detect flash formation and automatically adjust process parameters to minimize defects in high-volume semiconductor manufacturing.
Strengths: Extensive experience in precision manufacturing and advanced simulation capabilities. Weaknesses: Solutions primarily focused on semiconductor applications, may require adaptation for other industries.
Core Innovations in Parting Line Geometry Optimization
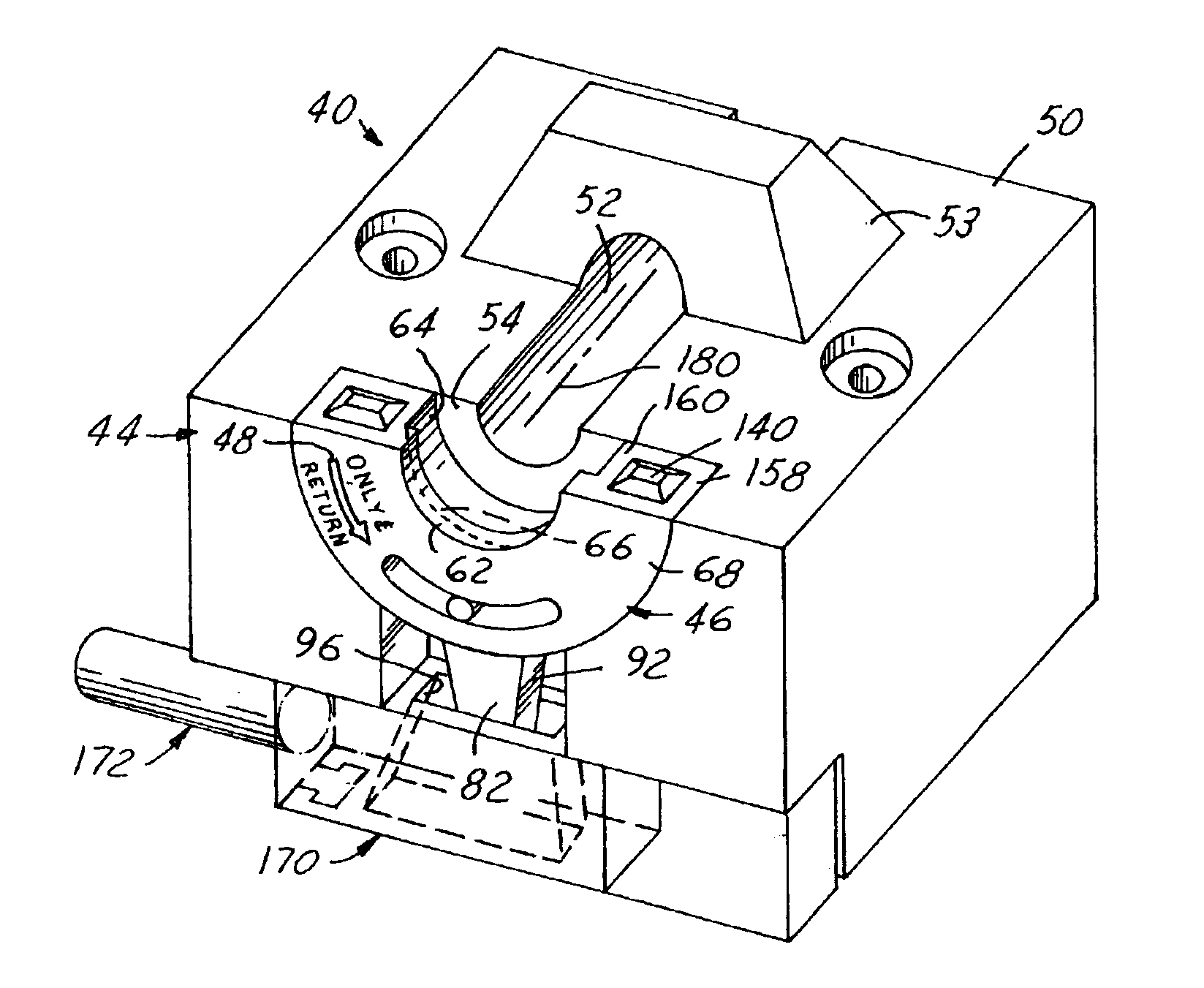
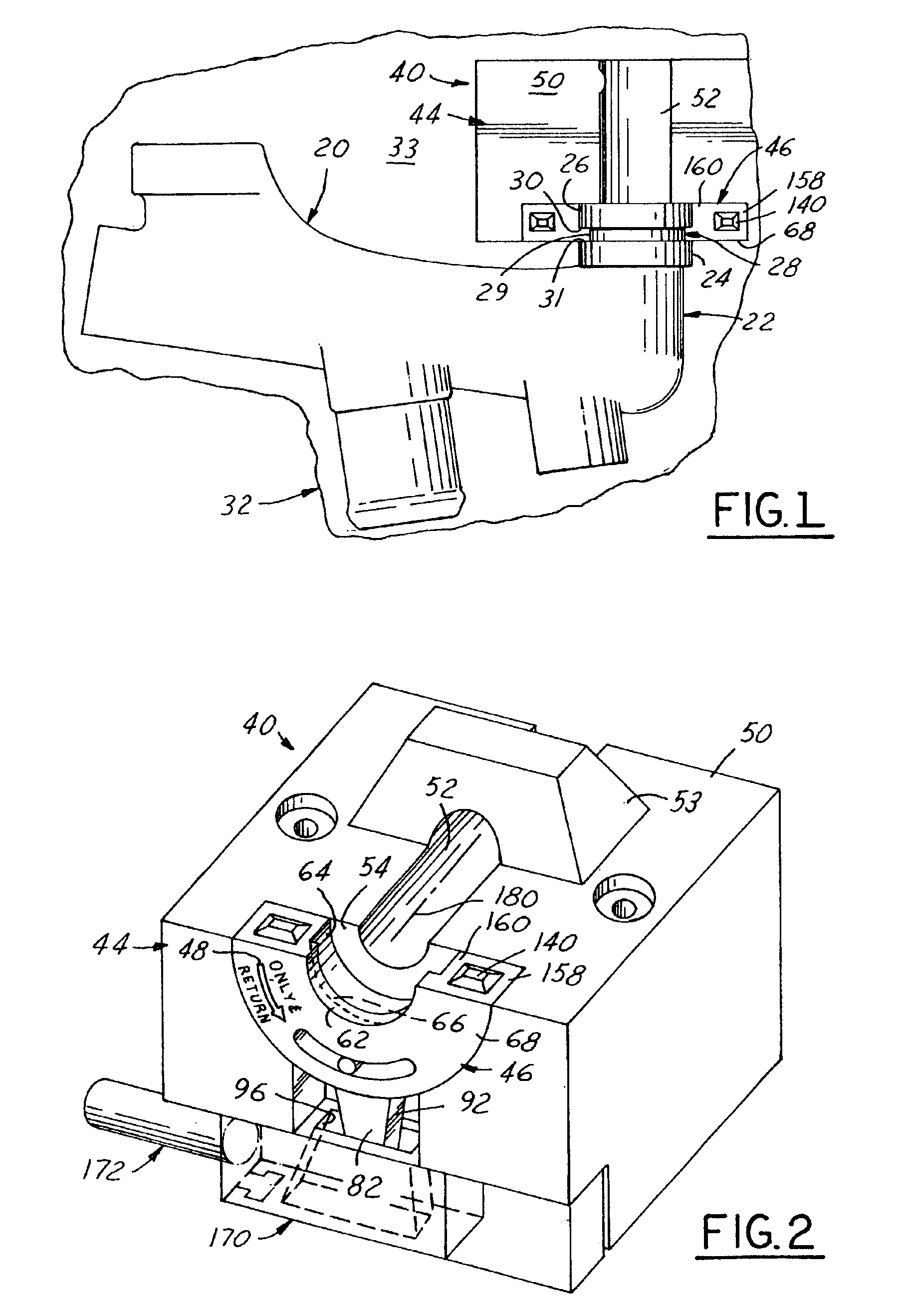
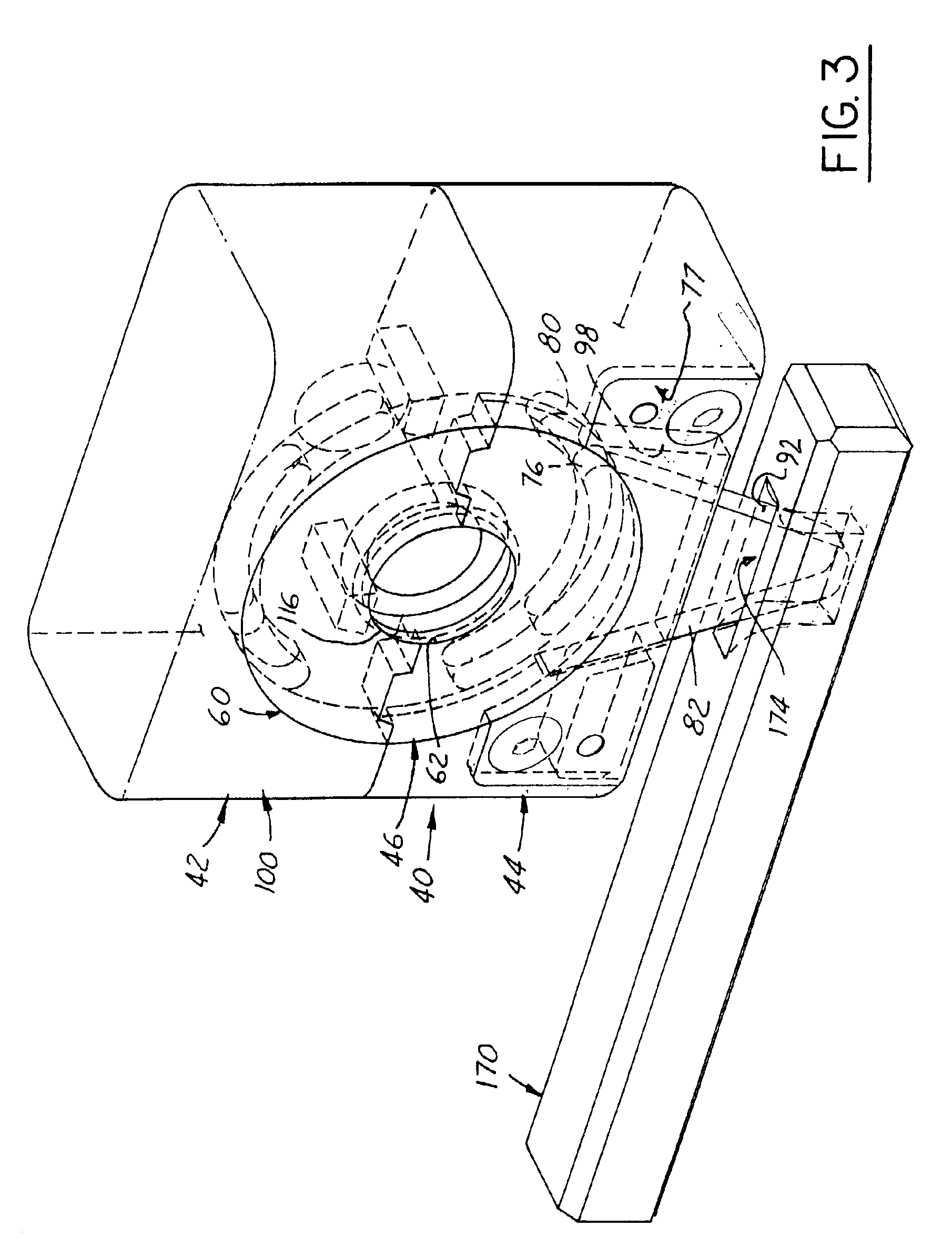
Flash suppressing mold apparatus
PatentInactiveUS5217732A
Innovation
- An injection mold with an angled parting line adjacent to the mold cavity, oriented at a small angle from vertical or horizontal, allows for greater mold separation without exceeding the critical flashing distance, preventing plastic flow into the venting groove and maintaining efficient air venting.




Method and apparatus for eliminating a parting line witness mark from a molded part
PatentInactiveUS6939500B2
Innovation
- The use of rotatably supported sub-inserts within the mold halves that can angularly shift the parting line plane to remove and smooth out flash marks during the molding process, ensuring a flush and smooth sealing surface by rotating the sub-inserts after the molding material has hardened.

Quality Standards for Injection Molded Product Flash
The establishment of comprehensive quality standards for injection molded product flash represents a critical aspect of manufacturing excellence, directly impacting product functionality, aesthetics, and customer satisfaction. Flash formation occurs when molten plastic escapes through the parting line during injection molding, creating unwanted material extensions that must be controlled within acceptable limits to maintain product integrity.
Industry-standard flash measurement protocols typically employ dimensional tolerances ranging from 0.05mm to 0.15mm depending on product application and material properties. Automotive components generally require stricter tolerances of 0.03mm to 0.08mm, while consumer electronics demand even tighter specifications of 0.02mm to 0.05mm due to aesthetic and functional requirements. Medical device applications often necessitate the most stringent standards, with flash tolerances as low as 0.01mm to ensure biocompatibility and safety compliance.
Quality assessment methodologies incorporate both visual inspection techniques and precision measurement tools. Coordinate measuring machines (CMM) provide accurate dimensional verification, while optical comparators enable rapid screening of flash characteristics. Statistical process control charts track flash variation trends, establishing upper and lower control limits based on capability studies and customer specifications.
Material-specific standards account for the varying flow characteristics of different polymers. Thermoplastics such as polypropylene and polyethylene typically exhibit different flash formation tendencies compared to engineering plastics like polycarbonate or nylon. Glass-filled materials require adjusted tolerance bands due to their increased viscosity and abrasive properties affecting parting line wear patterns.
Documentation requirements mandate detailed recording of flash measurements, including location mapping, dimensional data, and photographic evidence for non-conforming products. Traceability systems link flash quality metrics to specific molding parameters, enabling rapid identification of process deviations and corrective action implementation.
Acceptance criteria frameworks establish clear pass/fail boundaries while incorporating sampling plans based on production volume and risk assessment. Critical-to-quality characteristics receive enhanced monitoring frequency, with real-time feedback systems alerting operators to potential flash formation issues before they impact product quality or customer satisfaction levels.
Industry-standard flash measurement protocols typically employ dimensional tolerances ranging from 0.05mm to 0.15mm depending on product application and material properties. Automotive components generally require stricter tolerances of 0.03mm to 0.08mm, while consumer electronics demand even tighter specifications of 0.02mm to 0.05mm due to aesthetic and functional requirements. Medical device applications often necessitate the most stringent standards, with flash tolerances as low as 0.01mm to ensure biocompatibility and safety compliance.
Quality assessment methodologies incorporate both visual inspection techniques and precision measurement tools. Coordinate measuring machines (CMM) provide accurate dimensional verification, while optical comparators enable rapid screening of flash characteristics. Statistical process control charts track flash variation trends, establishing upper and lower control limits based on capability studies and customer specifications.
Material-specific standards account for the varying flow characteristics of different polymers. Thermoplastics such as polypropylene and polyethylene typically exhibit different flash formation tendencies compared to engineering plastics like polycarbonate or nylon. Glass-filled materials require adjusted tolerance bands due to their increased viscosity and abrasive properties affecting parting line wear patterns.
Documentation requirements mandate detailed recording of flash measurements, including location mapping, dimensional data, and photographic evidence for non-conforming products. Traceability systems link flash quality metrics to specific molding parameters, enabling rapid identification of process deviations and corrective action implementation.
Acceptance criteria frameworks establish clear pass/fail boundaries while incorporating sampling plans based on production volume and risk assessment. Critical-to-quality characteristics receive enhanced monitoring frequency, with real-time feedback systems alerting operators to potential flash formation issues before they impact product quality or customer satisfaction levels.
Cost Impact Analysis of Flash Reduction Strategies
The economic implications of flash reduction strategies in injection molding operations extend far beyond the immediate costs of implementation, creating a complex web of financial considerations that manufacturers must carefully evaluate. Initial investment requirements for advanced parting line optimization technologies typically range from moderate tooling modifications to substantial equipment upgrades, depending on the chosen approach and existing manufacturing infrastructure.
Direct cost savings emerge primarily through reduced material waste, as flash represents pure material loss that directly impacts per-unit production costs. Industry data indicates that effective flash reduction can decrease material consumption by 2-8% in typical injection molding operations, translating to significant annual savings for high-volume manufacturers. Additionally, elimination of secondary trimming operations reduces labor costs and cycle times, improving overall equipment effectiveness and throughput capacity.
Labor cost reductions constitute another major economic benefit, as automated parting line optimization systems can eliminate manual flash removal processes that traditionally require skilled operators. This transition not only reduces direct labor expenses but also minimizes quality variability associated with manual operations, leading to more consistent product outcomes and reduced rework rates.
Quality-related cost impacts represent perhaps the most substantial long-term financial benefits of flash reduction strategies. Improved part consistency reduces customer complaints, warranty claims, and potential product recalls, while enhanced dimensional accuracy can eliminate costly secondary machining operations. These quality improvements often justify initial investment costs within 12-18 months for medium to high-volume production environments.
However, implementation costs must be carefully balanced against production volume and part complexity. Low-volume manufacturers may find that simple tooling modifications provide optimal return on investment, while high-volume operations can justify sophisticated real-time monitoring and control systems. The total cost of ownership analysis should include maintenance requirements, operator training, and potential production disruptions during system implementation to ensure accurate financial projections.
Direct cost savings emerge primarily through reduced material waste, as flash represents pure material loss that directly impacts per-unit production costs. Industry data indicates that effective flash reduction can decrease material consumption by 2-8% in typical injection molding operations, translating to significant annual savings for high-volume manufacturers. Additionally, elimination of secondary trimming operations reduces labor costs and cycle times, improving overall equipment effectiveness and throughput capacity.
Labor cost reductions constitute another major economic benefit, as automated parting line optimization systems can eliminate manual flash removal processes that traditionally require skilled operators. This transition not only reduces direct labor expenses but also minimizes quality variability associated with manual operations, leading to more consistent product outcomes and reduced rework rates.
Quality-related cost impacts represent perhaps the most substantial long-term financial benefits of flash reduction strategies. Improved part consistency reduces customer complaints, warranty claims, and potential product recalls, while enhanced dimensional accuracy can eliminate costly secondary machining operations. These quality improvements often justify initial investment costs within 12-18 months for medium to high-volume production environments.
However, implementation costs must be carefully balanced against production volume and part complexity. Low-volume manufacturers may find that simple tooling modifications provide optimal return on investment, while high-volume operations can justify sophisticated real-time monitoring and control systems. The total cost of ownership analysis should include maintenance requirements, operator training, and potential production disruptions during system implementation to ensure accurate financial projections.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!