How to Optimize Separation in Supercritical CO2 Systems
MAR 16, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Supercritical CO2 Separation Technology Background and Objectives
Supercritical carbon dioxide (scCO2) separation technology has emerged as a revolutionary approach in chemical processing, environmental remediation, and materials science over the past four decades. The technology leverages the unique properties of CO2 when it exceeds its critical temperature (31.1°C) and pressure (73.8 bar), creating a fluid state that combines the density of liquids with the transport properties of gases. This distinctive characteristic enables exceptional mass transfer rates and selective separation capabilities that traditional separation methods cannot achieve.
The historical development of scCO2 separation began in the 1970s with early applications in caffeine extraction from coffee beans. Since then, the technology has evolved dramatically, expanding into pharmaceutical purification, food processing, polymer fractionation, and advanced materials synthesis. The evolution has been driven by increasing demands for environmentally sustainable processes, stricter regulatory requirements for solvent residues, and the need for high-purity products in specialized industries.
Current technological trends indicate a shift toward multi-stage separation systems, hybrid processes combining scCO2 with other separation techniques, and the integration of real-time monitoring systems. The development of novel co-solvents and entrainers has significantly expanded the range of separable compounds, while advances in high-pressure equipment design have improved process economics and safety profiles.
The primary objective of optimizing scCO2 separation systems centers on maximizing separation efficiency while minimizing energy consumption and operational costs. This involves achieving precise control over selectivity parameters, enhancing mass transfer rates, and developing robust process control strategies that can adapt to varying feed compositions and product specifications.
Secondary objectives include expanding the technology's applicability to new compound classes, particularly polar and high-molecular-weight substances that traditionally exhibit poor solubility in pure CO2. The development of predictive models for phase behavior and separation performance represents another critical goal, enabling more efficient process design and optimization.
Long-term strategic objectives focus on establishing scCO2 separation as a mainstream industrial technology capable of replacing conventional organic solvent-based processes. This requires addressing scalability challenges, reducing capital investment requirements, and demonstrating consistent economic advantages across diverse applications while maintaining the technology's inherent environmental benefits.
The historical development of scCO2 separation began in the 1970s with early applications in caffeine extraction from coffee beans. Since then, the technology has evolved dramatically, expanding into pharmaceutical purification, food processing, polymer fractionation, and advanced materials synthesis. The evolution has been driven by increasing demands for environmentally sustainable processes, stricter regulatory requirements for solvent residues, and the need for high-purity products in specialized industries.
Current technological trends indicate a shift toward multi-stage separation systems, hybrid processes combining scCO2 with other separation techniques, and the integration of real-time monitoring systems. The development of novel co-solvents and entrainers has significantly expanded the range of separable compounds, while advances in high-pressure equipment design have improved process economics and safety profiles.
The primary objective of optimizing scCO2 separation systems centers on maximizing separation efficiency while minimizing energy consumption and operational costs. This involves achieving precise control over selectivity parameters, enhancing mass transfer rates, and developing robust process control strategies that can adapt to varying feed compositions and product specifications.
Secondary objectives include expanding the technology's applicability to new compound classes, particularly polar and high-molecular-weight substances that traditionally exhibit poor solubility in pure CO2. The development of predictive models for phase behavior and separation performance represents another critical goal, enabling more efficient process design and optimization.
Long-term strategic objectives focus on establishing scCO2 separation as a mainstream industrial technology capable of replacing conventional organic solvent-based processes. This requires addressing scalability challenges, reducing capital investment requirements, and demonstrating consistent economic advantages across diverse applications while maintaining the technology's inherent environmental benefits.
Market Demand for Advanced Supercritical CO2 Separation
The global market for advanced supercritical CO2 separation technologies is experiencing unprecedented growth driven by multiple converging factors across diverse industrial sectors. Environmental regulations worldwide are becoming increasingly stringent, compelling industries to adopt cleaner separation processes that minimize toxic solvent usage and reduce carbon footprints. Supercritical CO2 systems offer a compelling alternative to traditional separation methods, particularly in applications where product purity and environmental compliance are paramount.
The pharmaceutical and nutraceutical industries represent the largest market segments for advanced supercritical CO2 separation technologies. These sectors demand high-purity extraction and separation processes for active pharmaceutical ingredients, essential oils, and bioactive compounds. The food and beverage industry follows closely, with growing consumer preference for naturally extracted flavors, fragrances, and functional ingredients driving adoption of supercritical CO2 systems.
Energy sector applications are emerging as a significant growth driver, particularly in carbon capture, utilization, and storage projects. The increasing focus on decarbonization strategies has created substantial demand for efficient CO2 separation and purification technologies. Power generation facilities, petrochemical plants, and industrial manufacturing operations are actively seeking advanced separation solutions to meet emission reduction targets.
The specialty chemicals and materials processing sectors are experiencing rising demand for supercritical CO2 separation systems due to their ability to handle temperature-sensitive compounds and achieve precise fractionation. Advanced materials manufacturing, including aerogels, nanoparticles, and high-performance polymers, increasingly relies on supercritical fluid technologies for product quality and consistency.
Geographically, North America and Europe currently dominate market demand due to established regulatory frameworks and mature industrial infrastructure. However, Asia-Pacific regions are showing rapid growth potential, driven by expanding pharmaceutical manufacturing, increasing environmental awareness, and government initiatives promoting clean technologies.
Market drivers include the need for solvent-free processing, enhanced product quality requirements, and operational cost reduction through improved separation efficiency. The growing emphasis on sustainable manufacturing practices and circular economy principles further accelerates demand for optimized supercritical CO2 separation systems across multiple industrial applications.
The pharmaceutical and nutraceutical industries represent the largest market segments for advanced supercritical CO2 separation technologies. These sectors demand high-purity extraction and separation processes for active pharmaceutical ingredients, essential oils, and bioactive compounds. The food and beverage industry follows closely, with growing consumer preference for naturally extracted flavors, fragrances, and functional ingredients driving adoption of supercritical CO2 systems.
Energy sector applications are emerging as a significant growth driver, particularly in carbon capture, utilization, and storage projects. The increasing focus on decarbonization strategies has created substantial demand for efficient CO2 separation and purification technologies. Power generation facilities, petrochemical plants, and industrial manufacturing operations are actively seeking advanced separation solutions to meet emission reduction targets.
The specialty chemicals and materials processing sectors are experiencing rising demand for supercritical CO2 separation systems due to their ability to handle temperature-sensitive compounds and achieve precise fractionation. Advanced materials manufacturing, including aerogels, nanoparticles, and high-performance polymers, increasingly relies on supercritical fluid technologies for product quality and consistency.
Geographically, North America and Europe currently dominate market demand due to established regulatory frameworks and mature industrial infrastructure. However, Asia-Pacific regions are showing rapid growth potential, driven by expanding pharmaceutical manufacturing, increasing environmental awareness, and government initiatives promoting clean technologies.
Market drivers include the need for solvent-free processing, enhanced product quality requirements, and operational cost reduction through improved separation efficiency. The growing emphasis on sustainable manufacturing practices and circular economy principles further accelerates demand for optimized supercritical CO2 separation systems across multiple industrial applications.
Current State and Challenges in Supercritical CO2 Systems
Supercritical CO2 systems have emerged as a transformative technology across multiple industries, leveraging the unique properties of carbon dioxide above its critical point (31.1°C and 73.8 bar). At these conditions, CO2 exhibits liquid-like density with gas-like viscosity and diffusivity, making it an exceptional solvent for various separation processes. Currently, these systems find widespread application in extraction processes, chromatographic separations, and emerging applications in energy storage and carbon utilization.
The global supercritical CO2 market has experienced steady growth, driven primarily by pharmaceutical extraction, food processing, and environmental remediation applications. Leading implementations include caffeine extraction from coffee beans, essential oil recovery, and pharmaceutical purification processes. Major industrial players have established commercial-scale facilities, with extraction capacities ranging from laboratory-scale units processing kilograms per day to industrial systems handling tons of material.
Despite technological maturity in certain applications, supercritical CO2 separation systems face significant operational challenges that limit broader adoption. Mass transfer limitations represent a primary constraint, particularly in systems dealing with complex matrices or high molecular weight compounds. The relatively low diffusivity of large molecules in supercritical CO2, combined with solubility limitations for polar compounds, creates bottlenecks in separation efficiency.
Equipment design challenges pose another critical barrier. High-pressure vessel requirements, specialized pumping systems, and precise temperature control mechanisms significantly increase capital expenditure. Pressure drop across separation columns and extractors affects system efficiency, while maintaining uniform flow distribution in large-scale systems remains technically demanding. Seal integrity and material compatibility under supercritical conditions require specialized engineering solutions.
Process optimization complexity emerges from the intricate relationship between pressure, temperature, flow rates, and co-solvent addition. Small variations in operating parameters can dramatically affect separation selectivity and yield. The narrow operating windows for optimal performance demand sophisticated control systems and extensive process development efforts.
Economic viability concerns persist, particularly for applications competing with conventional solvent-based processes. High energy consumption for compression and heating, combined with substantial infrastructure investments, creates economic barriers for many potential applications. Recovery and recycling of CO2, while environmentally beneficial, adds operational complexity and cost.
Geographical distribution of supercritical CO2 technology shows concentration in developed markets, with Europe and North America leading in both research and commercial implementation. Asia-Pacific regions demonstrate growing interest, particularly in pharmaceutical and food processing applications, though adoption rates remain limited by technical expertise and infrastructure requirements.
The global supercritical CO2 market has experienced steady growth, driven primarily by pharmaceutical extraction, food processing, and environmental remediation applications. Leading implementations include caffeine extraction from coffee beans, essential oil recovery, and pharmaceutical purification processes. Major industrial players have established commercial-scale facilities, with extraction capacities ranging from laboratory-scale units processing kilograms per day to industrial systems handling tons of material.
Despite technological maturity in certain applications, supercritical CO2 separation systems face significant operational challenges that limit broader adoption. Mass transfer limitations represent a primary constraint, particularly in systems dealing with complex matrices or high molecular weight compounds. The relatively low diffusivity of large molecules in supercritical CO2, combined with solubility limitations for polar compounds, creates bottlenecks in separation efficiency.
Equipment design challenges pose another critical barrier. High-pressure vessel requirements, specialized pumping systems, and precise temperature control mechanisms significantly increase capital expenditure. Pressure drop across separation columns and extractors affects system efficiency, while maintaining uniform flow distribution in large-scale systems remains technically demanding. Seal integrity and material compatibility under supercritical conditions require specialized engineering solutions.
Process optimization complexity emerges from the intricate relationship between pressure, temperature, flow rates, and co-solvent addition. Small variations in operating parameters can dramatically affect separation selectivity and yield. The narrow operating windows for optimal performance demand sophisticated control systems and extensive process development efforts.
Economic viability concerns persist, particularly for applications competing with conventional solvent-based processes. High energy consumption for compression and heating, combined with substantial infrastructure investments, creates economic barriers for many potential applications. Recovery and recycling of CO2, while environmentally beneficial, adds operational complexity and cost.
Geographical distribution of supercritical CO2 technology shows concentration in developed markets, with Europe and North America leading in both research and commercial implementation. Asia-Pacific regions demonstrate growing interest, particularly in pharmaceutical and food processing applications, though adoption rates remain limited by technical expertise and infrastructure requirements.
Current Optimization Solutions for Supercritical CO2 Systems
01 Supercritical CO2 extraction and separation systems for natural products
Supercritical carbon dioxide can be used as an extraction solvent for separating and purifying natural compounds from plant materials, oils, and biological sources. The technology utilizes the unique properties of CO2 in its supercritical state, where it exhibits both liquid-like density and gas-like diffusivity, enabling efficient extraction of target compounds while maintaining their chemical integrity. The process typically involves controlling temperature and pressure parameters to optimize selectivity and yield.- Supercritical CO2 extraction and separation systems: Systems and methods utilizing supercritical carbon dioxide as a solvent for extraction and separation processes. These systems leverage the unique properties of CO2 in its supercritical state, where it exhibits both liquid-like density and gas-like diffusivity, enabling efficient separation of target compounds from complex mixtures. The technology is particularly effective for extracting heat-sensitive materials and achieving high purity separations without thermal degradation.
- Membrane-based supercritical CO2 separation: Separation techniques employing membrane technology in combination with supercritical carbon dioxide systems. These methods utilize selective membranes to separate components based on their permeability differences under supercritical conditions. The membrane systems can operate continuously and provide enhanced separation efficiency for gas mixtures and liquid solutions, offering advantages in energy consumption and process scalability.
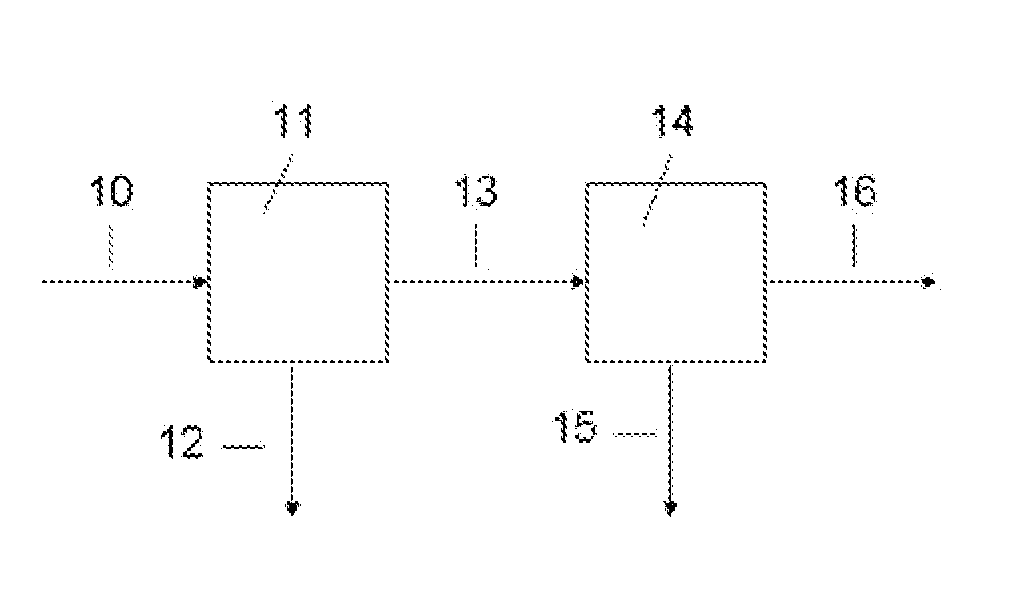
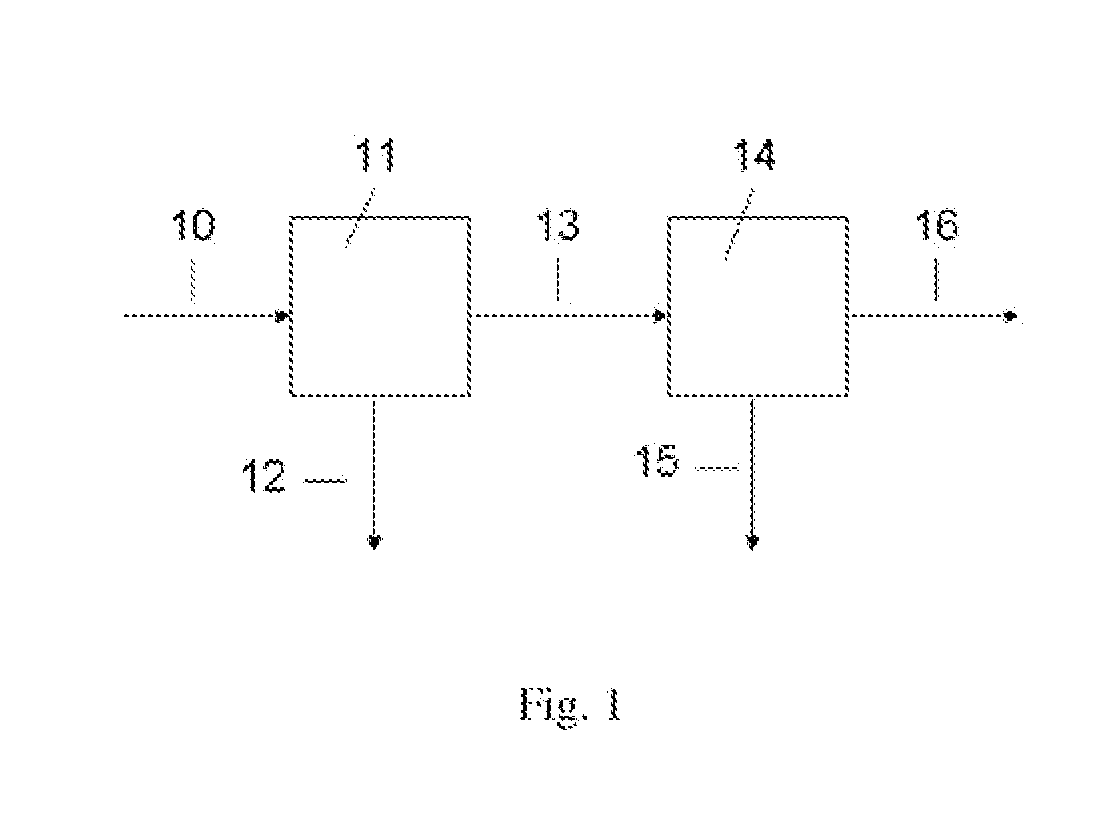
- Supercritical CO2 fractionation and purification: Fractionation processes using supercritical carbon dioxide to achieve multi-stage separation and purification of complex mixtures. These systems employ pressure and temperature manipulation to selectively extract and separate different components based on their solubility characteristics in supercritical CO2. The technology enables precise control over separation parameters and can achieve high-purity products through sequential fractionation stages.
- Supercritical CO2 recycling and recovery systems: Systems designed for the recovery and recycling of supercritical carbon dioxide in separation processes. These technologies focus on efficient CO2 capture, purification, and recompression to maintain system economics and environmental sustainability. The recovery systems incorporate heat exchangers, pressure control mechanisms, and purification units to ensure continuous operation with minimal CO2 losses and reduced operating costs.
- Integrated supercritical CO2 separation apparatus: Comprehensive apparatus designs integrating multiple components for supercritical carbon dioxide separation operations. These systems combine extraction vessels, separation columns, pressure regulation devices, and control systems into unified platforms. The integrated designs optimize space utilization, improve process control, and enhance separation efficiency through coordinated operation of all system components, suitable for industrial-scale applications.
02 Supercritical CO2 separation in chemical processing and purification
This technology employs supercritical carbon dioxide for separating and purifying chemical compounds in industrial processes. The method takes advantage of the tunable solvent properties of supercritical CO2 by adjusting pressure and temperature conditions to achieve selective separation of different components. Applications include purification of pharmaceutical intermediates, removal of impurities, and fractionation of complex mixtures with high efficiency and minimal environmental impact.Expand Specific Solutions03 Membrane-based supercritical CO2 separation systems
Advanced separation systems utilizing membrane technology in combination with supercritical carbon dioxide for gas separation and purification applications. These systems employ specialized membranes that can withstand supercritical conditions while providing selective permeability for target components. The technology is particularly effective for separating CO2 from gas mixtures, purifying industrial gases, and recovering valuable components from process streams.Expand Specific Solutions04 Supercritical CO2 systems for waste treatment and recycling
Separation technologies using supercritical carbon dioxide for treating waste materials and recovering valuable substances from waste streams. The process enables efficient separation and recovery of components from complex waste matrices, including electronic waste, plastics, and industrial residues. The environmentally friendly nature of CO2 as a solvent makes this approach sustainable for waste valorization and resource recovery applications.Expand Specific Solutions05 Integrated supercritical CO2 separation in energy and carbon capture systems
Advanced systems integrating supercritical CO2 technology for separation processes in energy production and carbon capture applications. These systems utilize the properties of supercritical carbon dioxide for efficient separation of CO2 from flue gases, natural gas processing, and power generation cycles. The technology offers advantages in terms of energy efficiency, reduced equipment size, and improved separation performance compared to conventional methods.Expand Specific Solutions
Key Players in Supercritical CO2 Industry
The supercritical CO2 separation optimization field represents a mature technology sector experiencing steady growth driven by increasing environmental regulations and industrial efficiency demands. The market demonstrates significant scale with applications spanning from pharmaceutical purification to energy systems, supported by substantial investments from both industrial giants and research institutions. Technology maturity varies considerably across applications, with established players like Air Liquide SA, Siemens Energy, and DAIKIN INDUSTRIES leading commercial implementations, while companies such as CarbonQuest and SageTech Medical Equipment drive specialized innovations. The competitive landscape features a diverse ecosystem including major industrial corporations (China Petroleum & Chemical Corp., Toyota Motor Corp., Robert Bosch GmbH), specialized technology firms (Pyraine, DENS BV), and leading research universities (Peking University, Zhejiang University, Xi'an Jiaotong University) contributing fundamental research advancements, indicating a healthy balance between commercial deployment and continued technological development across multiple industrial sectors.
Air Liquide SA
Technical Solution: Air Liquide has developed advanced supercritical CO2 separation technologies focusing on multi-stage compression and purification systems. Their approach utilizes proprietary membrane separation technology combined with cryogenic distillation to achieve high-purity CO2 extraction with efficiency rates exceeding 99.5%. The company's integrated process design incorporates heat recovery systems that reduce energy consumption by up to 25% compared to conventional methods. Their modular separation units can handle flow rates from 10 to 1000 tons per day, making them suitable for both industrial and pilot-scale applications. The technology also features automated control systems for optimal pressure and temperature management throughout the separation process.
Strengths: Extensive industrial gas expertise, proven large-scale deployment capabilities, strong global service network. Weaknesses: High capital investment requirements, complex maintenance procedures for cryogenic systems.
Siemens Energy Global GmbH & Co. KG
Technical Solution: Siemens Energy has developed comprehensive supercritical CO2 separation solutions integrated with their power generation systems. Their technology focuses on optimizing the Brayton cycle efficiency through advanced turbomachinery design and heat exchanger optimization. The separation process utilizes compact printed circuit heat exchangers (PCHE) that achieve temperature effectiveness above 95% while maintaining pressure drops below 2%. Their system incorporates advanced materials like Inconel 617 and Haynes 230 for high-temperature applications up to 750°C. The integrated approach combines power generation with CO2 capture and separation, achieving overall system efficiencies of 45-50% in combined cycle applications.
Strengths: Strong turbomachinery expertise, integrated power-to-separation solutions, advanced materials technology. Weaknesses: Limited standalone separation focus, high complexity in system integration.
Core Patents in Supercritical CO2 Separation Optimization
Hybrid carbon dioxide separation process and system
PatentInactiveUS20110268618A1
Innovation
- A hybrid carbon dioxide separation system incorporating a carbon dioxide reverse selective membrane as a first separation unit followed by a downstream carbon dioxide selective separation unit, which can be a chemical absorption unit, pressure swing unit, temperature swing unit, electrical swing adsorption unit, or carbon dioxide hydrate separation unit, utilizing water-soluble amines and alkaline salts to enhance CO2 separation efficiency.
Carbon dioxide separation system
PatentWO2012153808A1
Innovation
- A hybrid carbon dioxide separation system combining a zeolite membrane with an amine absorption method or pressure swing adsorption (PSA), where a mixed gas with a carbon dioxide concentration of 3-75% is processed through a primary zeolite membrane separator to produce a high-concentration permeate gas and a secondary separation step further reduces the non-permeate gas concentration to 2% or less, using specific zeolite membrane types like faujasite, chabazite, or ZSM-5 for enhanced selectivity and durability.


Environmental Regulations for Supercritical CO2 Applications
The regulatory landscape for supercritical CO2 applications has evolved significantly as this technology gains prominence across various industrial sectors. Environmental regulations governing these systems primarily focus on CO2 emissions monitoring, containment protocols, and safety standards that directly impact separation optimization strategies.
Current regulatory frameworks vary substantially across different jurisdictions, with the European Union leading through comprehensive directives under the Industrial Emissions Directive and REACH regulations. These mandates require detailed environmental impact assessments for supercritical CO2 facilities, particularly those handling separation processes involving hazardous substances or operating at industrial scales.
The United States Environmental Protection Agency has established specific guidelines for supercritical fluid extraction facilities, emphasizing worker safety and atmospheric emissions control. These regulations mandate continuous monitoring systems for CO2 leakage detection and require implementation of best available control technologies for separation processes. Similar regulatory approaches are being adopted in Canada, Australia, and several Asian markets.
Emerging regulations increasingly focus on lifecycle environmental assessments of supercritical CO2 systems. This includes requirements for energy efficiency reporting, waste minimization protocols, and sustainable sourcing of CO2 feedstock. The regulatory trend toward carbon neutrality has introduced additional compliance requirements for facilities to demonstrate net-zero emissions through carbon capture integration or renewable energy utilization.
Safety regulations specifically address high-pressure system operations, requiring comprehensive risk management plans and emergency response procedures. These standards directly influence separation system design, mandating redundant safety systems and automated shutdown protocols that can impact operational efficiency and separation performance.
Future regulatory developments are expected to introduce stricter performance standards for separation efficiency and environmental impact metrics. Proposed regulations in several jurisdictions may require real-time emissions reporting and mandate specific separation efficiency thresholds for different applications, potentially driving innovation in optimization technologies and process control systems.
Current regulatory frameworks vary substantially across different jurisdictions, with the European Union leading through comprehensive directives under the Industrial Emissions Directive and REACH regulations. These mandates require detailed environmental impact assessments for supercritical CO2 facilities, particularly those handling separation processes involving hazardous substances or operating at industrial scales.
The United States Environmental Protection Agency has established specific guidelines for supercritical fluid extraction facilities, emphasizing worker safety and atmospheric emissions control. These regulations mandate continuous monitoring systems for CO2 leakage detection and require implementation of best available control technologies for separation processes. Similar regulatory approaches are being adopted in Canada, Australia, and several Asian markets.
Emerging regulations increasingly focus on lifecycle environmental assessments of supercritical CO2 systems. This includes requirements for energy efficiency reporting, waste minimization protocols, and sustainable sourcing of CO2 feedstock. The regulatory trend toward carbon neutrality has introduced additional compliance requirements for facilities to demonstrate net-zero emissions through carbon capture integration or renewable energy utilization.
Safety regulations specifically address high-pressure system operations, requiring comprehensive risk management plans and emergency response procedures. These standards directly influence separation system design, mandating redundant safety systems and automated shutdown protocols that can impact operational efficiency and separation performance.
Future regulatory developments are expected to introduce stricter performance standards for separation efficiency and environmental impact metrics. Proposed regulations in several jurisdictions may require real-time emissions reporting and mandate specific separation efficiency thresholds for different applications, potentially driving innovation in optimization technologies and process control systems.
Energy Efficiency Considerations in Supercritical CO2 Systems
Energy efficiency represents a critical performance metric in supercritical CO2 separation systems, directly impacting operational costs and environmental sustainability. The unique thermodynamic properties of supercritical CO2, including its low viscosity and high diffusivity, offer inherent advantages for energy-efficient separation processes compared to conventional liquid-liquid extraction methods.
The primary energy consumption in supercritical CO2 systems occurs during compression, heating, and cooling phases. Compression energy typically accounts for 60-70% of total energy requirements, as CO2 must be pressurized above its critical pressure of 73.8 bar. Modern systems employ multi-stage compression with intercooling to minimize energy consumption, achieving compression efficiencies of 75-85% through optimized compressor design and heat integration strategies.
Heat recovery systems play a pivotal role in enhancing overall energy efficiency. Cross-heat exchangers between high-pressure and low-pressure streams can recover up to 80% of thermal energy, significantly reducing external heating and cooling requirements. Advanced heat integration networks, including heat pumps and thermal storage systems, further optimize energy utilization by capturing waste heat from depressurization processes.
Process intensification techniques contribute substantially to energy efficiency improvements. Membrane-assisted supercritical extraction combines selective permeation with supercritical fluid properties, reducing solvent circulation rates by 30-40%. Similarly, reactive extraction processes eliminate separate reaction and separation steps, minimizing energy-intensive unit operations while maintaining high separation selectivity.
Pressure optimization strategies balance separation efficiency with energy consumption. Operating at pressures 10-20% above critical conditions often provides optimal energy performance, as excessive pressures increase compression costs without proportional separation benefits. Dynamic pressure control systems adjust operating conditions based on feed composition variations, maintaining energy efficiency across different operational scenarios.
Recent developments in process control and automation enable real-time energy optimization through predictive algorithms and machine learning models. These systems continuously monitor energy consumption patterns and automatically adjust process parameters to minimize energy usage while maintaining separation performance specifications, achieving energy savings of 15-25% compared to conventional control strategies.
The primary energy consumption in supercritical CO2 systems occurs during compression, heating, and cooling phases. Compression energy typically accounts for 60-70% of total energy requirements, as CO2 must be pressurized above its critical pressure of 73.8 bar. Modern systems employ multi-stage compression with intercooling to minimize energy consumption, achieving compression efficiencies of 75-85% through optimized compressor design and heat integration strategies.
Heat recovery systems play a pivotal role in enhancing overall energy efficiency. Cross-heat exchangers between high-pressure and low-pressure streams can recover up to 80% of thermal energy, significantly reducing external heating and cooling requirements. Advanced heat integration networks, including heat pumps and thermal storage systems, further optimize energy utilization by capturing waste heat from depressurization processes.
Process intensification techniques contribute substantially to energy efficiency improvements. Membrane-assisted supercritical extraction combines selective permeation with supercritical fluid properties, reducing solvent circulation rates by 30-40%. Similarly, reactive extraction processes eliminate separate reaction and separation steps, minimizing energy-intensive unit operations while maintaining high separation selectivity.
Pressure optimization strategies balance separation efficiency with energy consumption. Operating at pressures 10-20% above critical conditions often provides optimal energy performance, as excessive pressures increase compression costs without proportional separation benefits. Dynamic pressure control systems adjust operating conditions based on feed composition variations, maintaining energy efficiency across different operational scenarios.
Recent developments in process control and automation enable real-time energy optimization through predictive algorithms and machine learning models. These systems continuously monitor energy consumption patterns and automatically adjust process parameters to minimize energy usage while maintaining separation performance specifications, achieving energy savings of 15-25% compared to conventional control strategies.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!