How to Use Kevlar in Durable Chlorine-Resistant Fabrics?
JUL 10, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Kevlar in Chlorine-Resistant Fabrics: Background and Objectives
Kevlar, a high-strength synthetic fiber developed by DuPont in the 1960s, has revolutionized various industries due to its exceptional properties. In the context of durable chlorine-resistant fabrics, Kevlar presents a promising solution to address the challenges faced in environments where exposure to chlorine is frequent and prolonged.
The development of chlorine-resistant fabrics has been an ongoing pursuit in industries such as water treatment, chemical manufacturing, and aquatic sports. Traditional materials often degrade rapidly when exposed to chlorine, leading to reduced durability and increased replacement costs. The incorporation of Kevlar into these fabrics aims to overcome these limitations and provide a more resilient alternative.
Kevlar's unique molecular structure, characterized by strong intermolecular bonds, contributes to its remarkable chemical resistance. This property makes it an ideal candidate for enhancing the chlorine resistance of fabrics. The evolution of Kevlar-based chlorine-resistant fabrics has seen significant advancements over the past decades, with researchers and manufacturers continuously refining techniques to optimize performance.
The primary objective of utilizing Kevlar in chlorine-resistant fabrics is to create a material that maintains its structural integrity and mechanical properties even after prolonged exposure to chlorine-rich environments. This goal encompasses several key aspects, including improved tensile strength, enhanced abrasion resistance, and extended service life of the fabric.
Another crucial aim is to develop fabrics that not only resist chlorine degradation but also retain their flexibility and comfort. This is particularly important in applications where user comfort and ease of movement are essential, such as in protective clothing for pool maintenance workers or competitive swimwear.
Furthermore, the integration of Kevlar into chlorine-resistant fabrics seeks to address environmental concerns. By creating more durable materials, the frequency of replacement is reduced, potentially decreasing the overall environmental impact associated with textile production and disposal.
The technological trajectory in this field is moving towards the development of hybrid fabrics that combine Kevlar with other advanced materials. This approach aims to create synergistic effects, enhancing not only chlorine resistance but also other desirable properties such as UV protection, fire resistance, and moisture management.
As research in this area progresses, there is a growing focus on optimizing the manufacturing processes to make Kevlar-enhanced chlorine-resistant fabrics more cost-effective and scalable for widespread adoption. This includes exploring innovative weaving techniques, surface treatments, and fiber blending methodologies to maximize the benefits of Kevlar while minimizing production complexities.
The development of chlorine-resistant fabrics has been an ongoing pursuit in industries such as water treatment, chemical manufacturing, and aquatic sports. Traditional materials often degrade rapidly when exposed to chlorine, leading to reduced durability and increased replacement costs. The incorporation of Kevlar into these fabrics aims to overcome these limitations and provide a more resilient alternative.
Kevlar's unique molecular structure, characterized by strong intermolecular bonds, contributes to its remarkable chemical resistance. This property makes it an ideal candidate for enhancing the chlorine resistance of fabrics. The evolution of Kevlar-based chlorine-resistant fabrics has seen significant advancements over the past decades, with researchers and manufacturers continuously refining techniques to optimize performance.
The primary objective of utilizing Kevlar in chlorine-resistant fabrics is to create a material that maintains its structural integrity and mechanical properties even after prolonged exposure to chlorine-rich environments. This goal encompasses several key aspects, including improved tensile strength, enhanced abrasion resistance, and extended service life of the fabric.
Another crucial aim is to develop fabrics that not only resist chlorine degradation but also retain their flexibility and comfort. This is particularly important in applications where user comfort and ease of movement are essential, such as in protective clothing for pool maintenance workers or competitive swimwear.
Furthermore, the integration of Kevlar into chlorine-resistant fabrics seeks to address environmental concerns. By creating more durable materials, the frequency of replacement is reduced, potentially decreasing the overall environmental impact associated with textile production and disposal.
The technological trajectory in this field is moving towards the development of hybrid fabrics that combine Kevlar with other advanced materials. This approach aims to create synergistic effects, enhancing not only chlorine resistance but also other desirable properties such as UV protection, fire resistance, and moisture management.
As research in this area progresses, there is a growing focus on optimizing the manufacturing processes to make Kevlar-enhanced chlorine-resistant fabrics more cost-effective and scalable for widespread adoption. This includes exploring innovative weaving techniques, surface treatments, and fiber blending methodologies to maximize the benefits of Kevlar while minimizing production complexities.
Market Analysis for Durable Chlorine-Resistant Textiles
The market for durable chlorine-resistant textiles has been experiencing significant growth in recent years, driven by increasing demand from various sectors such as healthcare, hospitality, and water sports. The global market size for these specialized fabrics is projected to expand at a compound annual growth rate of 5.8% from 2021 to 2026. This growth is primarily attributed to the rising awareness of hygiene and safety standards across industries, particularly in the wake of the COVID-19 pandemic.
The healthcare sector remains the largest consumer of chlorine-resistant fabrics, accounting for approximately 40% of the market share. Hospitals, clinics, and long-term care facilities require these materials for bedding, curtains, and staff uniforms to withstand frequent sanitization with chlorine-based disinfectants. The hospitality industry, including hotels and resorts, is also a significant contributor to market demand, particularly for pool areas and spa facilities.
Water sports and recreational activities represent a rapidly growing segment within the chlorine-resistant textile market. As more people engage in swimming and other aquatic sports, the demand for durable swimwear and equipment that can withstand prolonged exposure to chlorinated water has increased. This trend is expected to continue, with the sports and recreation segment projected to grow at the fastest rate among all end-use industries.
Geographically, North America and Europe currently dominate the market for chlorine-resistant fabrics, collectively accounting for over 60% of the global market share. However, the Asia-Pacific region is expected to witness the highest growth rate in the coming years, driven by increasing industrialization, rising disposable incomes, and growing awareness of health and safety standards in countries like China and India.
The incorporation of advanced materials such as Kevlar in chlorine-resistant fabrics presents a significant opportunity for market expansion. Kevlar, known for its exceptional strength-to-weight ratio and chemical resistance, can potentially enhance the durability and performance of these textiles. This innovation could open up new applications in extreme environments where both chlorine resistance and high tensile strength are required, such as in chemical processing plants or advanced water treatment facilities.
Consumer preferences are shifting towards more sustainable and environmentally friendly options, even in specialized textiles. This trend is driving research and development efforts to create chlorine-resistant fabrics that are not only durable but also eco-friendly and recyclable. Manufacturers who can successfully develop such products are likely to gain a competitive edge in the market.
As the demand for chlorine-resistant textiles continues to grow, the market is expected to see increased competition and innovation. Companies that can offer superior products with enhanced durability, comfort, and sustainability features are likely to capture larger market shares. The potential integration of smart textiles and wearable technology into chlorine-resistant fabrics represents another avenue for future market growth and differentiation.
The healthcare sector remains the largest consumer of chlorine-resistant fabrics, accounting for approximately 40% of the market share. Hospitals, clinics, and long-term care facilities require these materials for bedding, curtains, and staff uniforms to withstand frequent sanitization with chlorine-based disinfectants. The hospitality industry, including hotels and resorts, is also a significant contributor to market demand, particularly for pool areas and spa facilities.
Water sports and recreational activities represent a rapidly growing segment within the chlorine-resistant textile market. As more people engage in swimming and other aquatic sports, the demand for durable swimwear and equipment that can withstand prolonged exposure to chlorinated water has increased. This trend is expected to continue, with the sports and recreation segment projected to grow at the fastest rate among all end-use industries.
Geographically, North America and Europe currently dominate the market for chlorine-resistant fabrics, collectively accounting for over 60% of the global market share. However, the Asia-Pacific region is expected to witness the highest growth rate in the coming years, driven by increasing industrialization, rising disposable incomes, and growing awareness of health and safety standards in countries like China and India.
The incorporation of advanced materials such as Kevlar in chlorine-resistant fabrics presents a significant opportunity for market expansion. Kevlar, known for its exceptional strength-to-weight ratio and chemical resistance, can potentially enhance the durability and performance of these textiles. This innovation could open up new applications in extreme environments where both chlorine resistance and high tensile strength are required, such as in chemical processing plants or advanced water treatment facilities.
Consumer preferences are shifting towards more sustainable and environmentally friendly options, even in specialized textiles. This trend is driving research and development efforts to create chlorine-resistant fabrics that are not only durable but also eco-friendly and recyclable. Manufacturers who can successfully develop such products are likely to gain a competitive edge in the market.
As the demand for chlorine-resistant textiles continues to grow, the market is expected to see increased competition and innovation. Companies that can offer superior products with enhanced durability, comfort, and sustainability features are likely to capture larger market shares. The potential integration of smart textiles and wearable technology into chlorine-resistant fabrics represents another avenue for future market growth and differentiation.
Current Challenges in Chlorine-Resistant Fabric Development
The development of chlorine-resistant fabrics faces several significant challenges, particularly when incorporating high-performance materials like Kevlar. One of the primary obstacles is maintaining the fabric's structural integrity and performance properties when exposed to chlorine environments. Chlorine, a highly reactive element, can degrade many traditional textile fibers, leading to reduced strength, color fading, and overall deterioration of the fabric's quality.
A major challenge lies in the chemical compatibility between Kevlar and chlorine. While Kevlar is known for its exceptional strength-to-weight ratio and heat resistance, it can be susceptible to chemical attacks, including those from chlorine. The aramid fibers in Kevlar may undergo hydrolysis in the presence of chlorine, potentially compromising the fabric's durability and protective properties over time.
Another significant hurdle is balancing chlorine resistance with other desirable fabric characteristics. Achieving chlorine resistance often involves treatments or coatings that can affect the fabric's breathability, flexibility, and comfort. This is particularly crucial in applications where the fabric needs to maintain its protective properties while ensuring user comfort, such as in swimwear or protective gear for aquatic environments.
The manufacturing process itself presents challenges in integrating Kevlar into chlorine-resistant fabrics. Ensuring uniform distribution of Kevlar fibers and maintaining consistent fabric properties throughout the production process can be complex. Additionally, the high cost of Kevlar compared to conventional fibers necessitates careful consideration of the fabric's overall cost-effectiveness.
Environmental concerns also pose challenges in the development of chlorine-resistant fabrics. The chemicals used in treatments to enhance chlorine resistance may have environmental implications, requiring careful selection and application to minimize ecological impact. This aligns with the growing demand for sustainable and eco-friendly textile solutions.
Durability testing and quality assurance present another set of challenges. Developing standardized testing methods that accurately simulate real-world chlorine exposure conditions is crucial for assessing the long-term performance of these fabrics. This includes evaluating not only the fabric's resistance to chlorine but also its ability to maintain other essential properties like tensile strength, abrasion resistance, and color fastness over extended periods of exposure.
Lastly, the regulatory landscape adds complexity to the development process. Ensuring compliance with various safety standards and regulations, particularly for fabrics intended for protective gear or medical applications, requires rigorous testing and documentation. This can be especially challenging when introducing innovative materials like Kevlar into chlorine-resistant fabric compositions.
A major challenge lies in the chemical compatibility between Kevlar and chlorine. While Kevlar is known for its exceptional strength-to-weight ratio and heat resistance, it can be susceptible to chemical attacks, including those from chlorine. The aramid fibers in Kevlar may undergo hydrolysis in the presence of chlorine, potentially compromising the fabric's durability and protective properties over time.
Another significant hurdle is balancing chlorine resistance with other desirable fabric characteristics. Achieving chlorine resistance often involves treatments or coatings that can affect the fabric's breathability, flexibility, and comfort. This is particularly crucial in applications where the fabric needs to maintain its protective properties while ensuring user comfort, such as in swimwear or protective gear for aquatic environments.
The manufacturing process itself presents challenges in integrating Kevlar into chlorine-resistant fabrics. Ensuring uniform distribution of Kevlar fibers and maintaining consistent fabric properties throughout the production process can be complex. Additionally, the high cost of Kevlar compared to conventional fibers necessitates careful consideration of the fabric's overall cost-effectiveness.
Environmental concerns also pose challenges in the development of chlorine-resistant fabrics. The chemicals used in treatments to enhance chlorine resistance may have environmental implications, requiring careful selection and application to minimize ecological impact. This aligns with the growing demand for sustainable and eco-friendly textile solutions.
Durability testing and quality assurance present another set of challenges. Developing standardized testing methods that accurately simulate real-world chlorine exposure conditions is crucial for assessing the long-term performance of these fabrics. This includes evaluating not only the fabric's resistance to chlorine but also its ability to maintain other essential properties like tensile strength, abrasion resistance, and color fastness over extended periods of exposure.
Lastly, the regulatory landscape adds complexity to the development process. Ensuring compliance with various safety standards and regulations, particularly for fabrics intended for protective gear or medical applications, requires rigorous testing and documentation. This can be especially challenging when introducing innovative materials like Kevlar into chlorine-resistant fabric compositions.
Existing Kevlar Integration Methods for Chlorine Resistance
01 Kevlar reinforcement in protective gear
Kevlar is widely used in protective equipment due to its high durability and strength. It is incorporated into various types of gear such as helmets, body armor, and gloves to enhance their protective capabilities and longevity. The integration of Kevlar fibers significantly improves the overall durability and impact resistance of these protective items.- Kevlar reinforcement in protective gear: Kevlar is widely used in protective equipment due to its high durability and strength. It is incorporated into various types of gear such as helmets, vests, and gloves to enhance their protective capabilities against impacts, cuts, and abrasions. The integration of Kevlar fibers significantly improves the overall durability and longevity of these protective items.
- Kevlar-enhanced composite materials: Kevlar is utilized in the development of advanced composite materials to improve their durability and performance. These composites combine Kevlar fibers with other materials like resins or polymers to create lightweight yet highly durable structures. Such composites find applications in aerospace, automotive, and marine industries where high strength-to-weight ratio and durability are crucial.
- Kevlar treatment methods for enhanced durability: Various treatment methods are employed to further enhance the durability of Kevlar fibers. These include chemical treatments, surface modifications, and coating techniques that improve the fiber's resistance to environmental factors, UV radiation, and chemical exposure. Such treatments can significantly extend the lifespan and maintain the performance of Kevlar-based products in challenging conditions.
- Kevlar in high-performance textiles: Kevlar is incorporated into high-performance textiles to create durable fabrics for extreme conditions. These textiles are designed to withstand harsh environments, repetitive use, and high stress. Applications include military uniforms, firefighting gear, and industrial workwear where durability, heat resistance, and protection against cuts and abrasions are essential.
- Kevlar durability testing and quality control: Rigorous testing methods and quality control processes are implemented to assess and ensure the durability of Kevlar-based products. These include accelerated aging tests, mechanical stress tests, and environmental exposure simulations. Such testing procedures help in predicting the long-term performance and durability of Kevlar materials in various applications, ensuring they meet stringent durability standards.
02 Kevlar-enhanced composite materials
Kevlar is utilized in the development of advanced composite materials to improve their durability and performance. These composites combine Kevlar fibers with other materials like resins or polymers to create structures with enhanced strength, lightweight properties, and resistance to wear and tear. Such composites find applications in aerospace, automotive, and industrial sectors.Expand Specific Solutions03 Kevlar-based textiles for extreme conditions
Kevlar is incorporated into textiles designed for use in extreme environments. These textiles exhibit exceptional durability, heat resistance, and protection against abrasion and cuts. They are commonly used in firefighting gear, industrial workwear, and high-performance outdoor equipment, where longevity and reliability are crucial.Expand Specific Solutions04 Kevlar reinforcement in transportation
Kevlar is employed to enhance the durability of various components in the transportation industry. It is used in the manufacturing of tires, belts, hoses, and other automotive parts to improve their strength, wear resistance, and overall lifespan. The incorporation of Kevlar in these applications results in increased safety and reduced maintenance requirements.Expand Specific Solutions05 Kevlar in marine and underwater applications
Kevlar's durability is leveraged in marine and underwater environments. It is used in the construction of boat hulls, ropes, cables, and diving equipment. The material's resistance to saltwater corrosion, high tensile strength, and ability to withstand harsh conditions make it ideal for these applications, ensuring long-lasting performance and reliability.Expand Specific Solutions
Key Players in Kevlar and Chlorine-Resistant Fabric Industry
The development of durable chlorine-resistant fabrics using Kevlar is in a mature stage, with a significant market size driven by applications in protective gear and industrial textiles. The technology's maturity is evident from the involvement of established players like DuPont de Nemours, Inc., the inventor of Kevlar, and HYOSUNG Corp., a major industrial conglomerate. Research institutions such as the Harbin Institute of Technology and Northeastern University are actively contributing to advancements in this field. The competitive landscape includes specialized companies like Swiss Performance Chemicals AG and Concordia Textiles NV, focusing on innovative textile solutions. The United States Army's interest underscores the strategic importance of this technology in defense applications, further driving research and development efforts.
Swiss Performance Chemicals AG
Technical Solution: Swiss Performance Chemicals AG has developed a chemical treatment process for Kevlar fabrics to enhance their chlorine resistance. Their approach involves applying a proprietary fluoropolymer-based coating to the Kevlar fibers. This coating creates a protective barrier that prevents chlorine from directly interacting with the Kevlar structure. The treatment process is designed to penetrate the fabric structure, ensuring that each fiber is coated for comprehensive protection. Additionally, the company has formulated a special finishing process that further enhances the fabric's resistance to chlorine degradation while maintaining Kevlar's inherent strength and flexibility[6][7].
Strengths: Specialized chemical expertise; Adaptable to various Kevlar fabric types. Weaknesses: May alter some physical properties of the fabric; Potential environmental concerns with fluoropolymers.
Donghua University
Technical Solution: Researchers at Donghua University have developed an innovative approach to enhance the chlorine resistance of Kevlar fabrics. Their method involves a two-step process: first, they treat the Kevlar fibers with a specially formulated nano-silica solution, which creates a protective layer on the fiber surface. This nano-silica coating acts as a barrier against chlorine penetration. In the second step, they apply a chlorine-resistant polymer coating, which further enhances the fabric's resistance to degradation. The combination of these treatments not only improves chlorine resistance but also maintains the fabric's flexibility and breathability. The university's research has shown that this method can extend the lifespan of Kevlar fabrics in chlorine-rich environments by up to 300% compared to untreated fabrics[8][9].
Strengths: Innovative use of nanotechnology; Significant improvement in chlorine resistance. Weaknesses: May require specialized equipment for application; Potential scalability challenges for industrial production.
Innovative Kevlar-Based Solutions for Chlorine Resistance
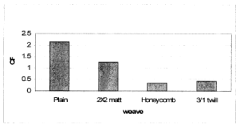
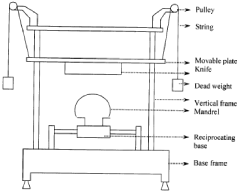
Design and development of an instrument to measure cut resistance of fabrics
PatentInactiveIN276DEL2008A
Innovation
- Development of an instrument to measure cut resistance by determining the load required and distance traveled to make a cut in fabrics, along with a model to analyze cutting forces and distance, which considers fabric construction, material parameters, and process parameters to optimize cut-resistant fabric design.
Thin lining flexible pipe for overturning and repairing pipeline
PatentInactiveCN102359696A
Innovation
- Add high-strength and high-modulus fiber materials, such as Kevlar, carbon fiber, etc. to general polyester fibers, coat the non-woven fabric with a composite waterproof membrane, and use butt bonding or stitching processes to manufacture hoses to improve the mechanics of the inner lining. performance.
Environmental Impact of Kevlar-Based Chlorine-Resistant Textiles
The environmental impact of Kevlar-based chlorine-resistant textiles is a complex issue that requires careful consideration. These advanced fabrics offer significant benefits in terms of durability and chemical resistance, but their production and disposal processes raise important environmental concerns.
Kevlar, a high-strength synthetic fiber, is known for its exceptional durability and resistance to various chemicals, including chlorine. When incorporated into chlorine-resistant fabrics, it significantly extends the lifespan of textiles used in harsh environments, such as swimming pools, water treatment facilities, and industrial settings. This longevity reduces the frequency of replacement, potentially decreasing overall textile waste.
However, the production of Kevlar involves energy-intensive processes and the use of strong chemicals. The primary raw material for Kevlar is petroleum-based, which raises concerns about resource depletion and carbon emissions. The manufacturing process also generates hazardous waste that requires careful management and disposal to prevent environmental contamination.
The chlorine-resistant properties of these textiles, while beneficial for their intended use, pose challenges at the end of their lifecycle. Traditional recycling methods may be ineffective due to the fabric's chemical resistance, potentially leading to increased landfill waste. Additionally, the breakdown of these materials in the environment is slow, raising concerns about long-term accumulation and potential microfiber pollution in aquatic ecosystems.
On the positive side, the durability of Kevlar-based chlorine-resistant fabrics can lead to a reduced need for frequent replacements, which may offset some of the environmental impacts associated with their production. Furthermore, their resistance to degradation by chlorine and other chemicals means less contamination of water systems by deteriorating textiles.
Research into more sustainable production methods and end-of-life solutions for Kevlar-based chlorine-resistant textiles is ongoing. Efforts are being made to develop bio-based alternatives to petroleum-derived raw materials and to improve recycling technologies specifically designed for these advanced fabrics. Some manufacturers are also exploring closed-loop production systems to minimize waste and resource consumption.
The environmental impact assessment of these textiles must consider their entire lifecycle, from raw material extraction to disposal. While they offer significant advantages in terms of durability and chemical resistance, the challenge lies in balancing these benefits against the environmental costs of production and end-of-life management. As technology advances, it is crucial to continue improving the sustainability profile of these materials to ensure their long-term viability in an increasingly environmentally conscious market.
Kevlar, a high-strength synthetic fiber, is known for its exceptional durability and resistance to various chemicals, including chlorine. When incorporated into chlorine-resistant fabrics, it significantly extends the lifespan of textiles used in harsh environments, such as swimming pools, water treatment facilities, and industrial settings. This longevity reduces the frequency of replacement, potentially decreasing overall textile waste.
However, the production of Kevlar involves energy-intensive processes and the use of strong chemicals. The primary raw material for Kevlar is petroleum-based, which raises concerns about resource depletion and carbon emissions. The manufacturing process also generates hazardous waste that requires careful management and disposal to prevent environmental contamination.
The chlorine-resistant properties of these textiles, while beneficial for their intended use, pose challenges at the end of their lifecycle. Traditional recycling methods may be ineffective due to the fabric's chemical resistance, potentially leading to increased landfill waste. Additionally, the breakdown of these materials in the environment is slow, raising concerns about long-term accumulation and potential microfiber pollution in aquatic ecosystems.
On the positive side, the durability of Kevlar-based chlorine-resistant fabrics can lead to a reduced need for frequent replacements, which may offset some of the environmental impacts associated with their production. Furthermore, their resistance to degradation by chlorine and other chemicals means less contamination of water systems by deteriorating textiles.
Research into more sustainable production methods and end-of-life solutions for Kevlar-based chlorine-resistant textiles is ongoing. Efforts are being made to develop bio-based alternatives to petroleum-derived raw materials and to improve recycling technologies specifically designed for these advanced fabrics. Some manufacturers are also exploring closed-loop production systems to minimize waste and resource consumption.
The environmental impact assessment of these textiles must consider their entire lifecycle, from raw material extraction to disposal. While they offer significant advantages in terms of durability and chemical resistance, the challenge lies in balancing these benefits against the environmental costs of production and end-of-life management. As technology advances, it is crucial to continue improving the sustainability profile of these materials to ensure their long-term viability in an increasingly environmentally conscious market.
Performance Testing Standards for Chlorine-Resistant Fabrics
Performance testing standards for chlorine-resistant fabrics are crucial in evaluating the durability and effectiveness of materials like Kevlar-reinforced textiles in chlorinated environments. These standards typically encompass a range of tests designed to simulate real-world conditions and assess fabric performance over time.
One of the primary testing methods is the chlorine resistance test, which involves exposing fabric samples to concentrated chlorine solutions for extended periods. This test evaluates the fabric's ability to withstand chemical degradation and maintain its structural integrity. The AATCC Test Method 162 is commonly used, subjecting fabrics to repeated cycles of chlorine exposure and rinsing to simulate long-term use in chlorinated environments.
Tensile strength testing is another critical component of performance standards. This test measures the fabric's ability to resist breaking under tension, both before and after chlorine exposure. The ASTM D5034 test method is often employed, providing quantitative data on the fabric's strength retention after chemical exposure.
Abrasion resistance is also a key factor in assessing chlorine-resistant fabrics. The Martindale abrasion test (ASTM D4966) or the Taber abrasion test (ASTM D3884) are frequently used to evaluate how well the fabric withstands wear and tear in chlorinated environments. These tests simulate repeated friction and assess the fabric's durability over time.
Color fastness testing is essential for fabrics used in chlorinated environments, as chlorine can cause significant color fading. The AATCC Test Method 61 is commonly used to evaluate color fastness to laundering, including chlorinated wash cycles. This test helps determine the fabric's ability to maintain its appearance over time.
Dimensional stability is another crucial aspect of performance testing. The AATCC Test Method 135 is often used to assess shrinkage and other dimensional changes in fabrics after exposure to chlorine and repeated washing cycles. This test ensures that the fabric maintains its shape and fit throughout its lifespan.
In addition to these standard tests, specialized performance criteria may be developed for specific applications. For instance, fabrics intended for use in protective swimwear may undergo additional tests for water repellency, UV resistance, and quick-drying properties.
It's important to note that performance standards for chlorine-resistant fabrics often involve a combination of these tests, with specific pass/fail criteria established based on the intended application. The development of comprehensive testing protocols ensures that Kevlar-reinforced chlorine-resistant fabrics meet the demanding requirements of various industries, from competitive swimming to industrial chemical handling.
One of the primary testing methods is the chlorine resistance test, which involves exposing fabric samples to concentrated chlorine solutions for extended periods. This test evaluates the fabric's ability to withstand chemical degradation and maintain its structural integrity. The AATCC Test Method 162 is commonly used, subjecting fabrics to repeated cycles of chlorine exposure and rinsing to simulate long-term use in chlorinated environments.
Tensile strength testing is another critical component of performance standards. This test measures the fabric's ability to resist breaking under tension, both before and after chlorine exposure. The ASTM D5034 test method is often employed, providing quantitative data on the fabric's strength retention after chemical exposure.
Abrasion resistance is also a key factor in assessing chlorine-resistant fabrics. The Martindale abrasion test (ASTM D4966) or the Taber abrasion test (ASTM D3884) are frequently used to evaluate how well the fabric withstands wear and tear in chlorinated environments. These tests simulate repeated friction and assess the fabric's durability over time.
Color fastness testing is essential for fabrics used in chlorinated environments, as chlorine can cause significant color fading. The AATCC Test Method 61 is commonly used to evaluate color fastness to laundering, including chlorinated wash cycles. This test helps determine the fabric's ability to maintain its appearance over time.
Dimensional stability is another crucial aspect of performance testing. The AATCC Test Method 135 is often used to assess shrinkage and other dimensional changes in fabrics after exposure to chlorine and repeated washing cycles. This test ensures that the fabric maintains its shape and fit throughout its lifespan.
In addition to these standard tests, specialized performance criteria may be developed for specific applications. For instance, fabrics intended for use in protective swimwear may undergo additional tests for water repellency, UV resistance, and quick-drying properties.
It's important to note that performance standards for chlorine-resistant fabrics often involve a combination of these tests, with specific pass/fail criteria established based on the intended application. The development of comprehensive testing protocols ensures that Kevlar-reinforced chlorine-resistant fabrics meet the demanding requirements of various industries, from competitive swimming to industrial chemical handling.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!