

Machine Vision vs Human Vision in Quality Control Applications
FEB 25, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Machine Vision Quality Control Background and Objectives
Machine vision technology has emerged as a transformative force in manufacturing quality control, fundamentally reshaping how industries approach defect detection, measurement accuracy, and production consistency. The evolution from manual inspection processes to automated visual systems represents one of the most significant technological shifts in modern manufacturing, driven by increasing demands for precision, speed, and cost-effectiveness in quality assurance operations.
The historical development of quality control has progressed through distinct phases, beginning with purely human-based inspection methods that dominated manufacturing for centuries. Traditional approaches relied heavily on skilled inspectors using magnifying glasses, gauges, and visual assessment techniques to identify defects and ensure product specifications. While effective for low-volume production, these methods became increasingly inadequate as manufacturing scales expanded and quality requirements intensified.
The introduction of machine vision systems in the 1980s marked a pivotal transition point, initially serving as supplementary tools for specific inspection tasks. Early systems were limited by computational power and image processing capabilities, restricting their application to simple pattern recognition and basic dimensional measurements. However, rapid advances in digital imaging, processing algorithms, and artificial intelligence have exponentially expanded machine vision capabilities.
Contemporary machine vision systems integrate sophisticated technologies including high-resolution cameras, advanced lighting systems, deep learning algorithms, and real-time processing capabilities. These systems can perform complex inspections at unprecedented speeds, detecting microscopic defects, measuring dimensions with sub-pixel accuracy, and analyzing surface characteristics that exceed human visual perception limits.
The primary objective of implementing machine vision in quality control applications centers on achieving consistent, reliable, and objective inspection results while eliminating human variability factors. Unlike human inspectors who may experience fatigue, subjective judgment variations, or attention fluctuations, machine vision systems maintain constant performance standards throughout continuous operation cycles.
Key technological goals include developing systems capable of real-time defect classification, automated decision-making processes, and seamless integration with existing production workflows. Modern implementations aim to achieve inspection speeds exceeding thousands of parts per minute while maintaining detection accuracy rates above 99.5% for critical applications.
The strategic importance of machine vision extends beyond simple automation, encompassing data collection capabilities that enable comprehensive quality analytics, traceability systems, and predictive maintenance applications. These systems generate valuable datasets supporting continuous improvement initiatives and statistical process control methodologies that were previously impossible with manual inspection approaches.
The historical development of quality control has progressed through distinct phases, beginning with purely human-based inspection methods that dominated manufacturing for centuries. Traditional approaches relied heavily on skilled inspectors using magnifying glasses, gauges, and visual assessment techniques to identify defects and ensure product specifications. While effective for low-volume production, these methods became increasingly inadequate as manufacturing scales expanded and quality requirements intensified.
The introduction of machine vision systems in the 1980s marked a pivotal transition point, initially serving as supplementary tools for specific inspection tasks. Early systems were limited by computational power and image processing capabilities, restricting their application to simple pattern recognition and basic dimensional measurements. However, rapid advances in digital imaging, processing algorithms, and artificial intelligence have exponentially expanded machine vision capabilities.
Contemporary machine vision systems integrate sophisticated technologies including high-resolution cameras, advanced lighting systems, deep learning algorithms, and real-time processing capabilities. These systems can perform complex inspections at unprecedented speeds, detecting microscopic defects, measuring dimensions with sub-pixel accuracy, and analyzing surface characteristics that exceed human visual perception limits.
The primary objective of implementing machine vision in quality control applications centers on achieving consistent, reliable, and objective inspection results while eliminating human variability factors. Unlike human inspectors who may experience fatigue, subjective judgment variations, or attention fluctuations, machine vision systems maintain constant performance standards throughout continuous operation cycles.
Key technological goals include developing systems capable of real-time defect classification, automated decision-making processes, and seamless integration with existing production workflows. Modern implementations aim to achieve inspection speeds exceeding thousands of parts per minute while maintaining detection accuracy rates above 99.5% for critical applications.
The strategic importance of machine vision extends beyond simple automation, encompassing data collection capabilities that enable comprehensive quality analytics, traceability systems, and predictive maintenance applications. These systems generate valuable datasets supporting continuous improvement initiatives and statistical process control methodologies that were previously impossible with manual inspection approaches.
Market Demand for Automated Quality Inspection Systems
The global manufacturing landscape is experiencing unprecedented demand for automated quality inspection systems, driven by increasing quality standards, regulatory compliance requirements, and the need for operational efficiency. Industries ranging from automotive and electronics to pharmaceuticals and food processing are actively seeking solutions that can deliver consistent, reliable quality control while reducing dependency on human inspectors.
Manufacturing companies face mounting pressure to maintain zero-defect production standards while managing rising labor costs and addressing workforce shortages in skilled inspection roles. Traditional manual inspection methods struggle to keep pace with modern production speeds and the complexity of quality requirements. This gap has created substantial market opportunities for automated inspection technologies that can operate continuously without fatigue or subjective variations.
The automotive sector represents one of the largest demand drivers, where safety-critical components require exhaustive inspection protocols. Electronic component manufacturers similarly demand high-precision inspection capabilities to detect microscopic defects that could compromise product reliability. Pharmaceutical companies require validation systems that ensure regulatory compliance while maintaining production throughput.
Market demand is particularly strong for systems capable of handling complex inspection tasks that traditionally required human expertise, such as surface finish evaluation, assembly verification, and defect classification. Companies are seeking solutions that not only match human inspection accuracy but exceed it through consistent performance and detailed documentation capabilities.
The integration requirements extend beyond standalone inspection stations to comprehensive quality management systems that provide real-time data analytics, traceability, and predictive maintenance capabilities. Organizations demand solutions that can seamlessly integrate with existing manufacturing execution systems and provide actionable insights for continuous improvement initiatives.
Emerging markets in Asia-Pacific and developing regions show accelerating adoption rates as manufacturing operations modernize and quality standards align with international requirements. The demand pattern indicates a shift from simple pass-fail inspection systems toward intelligent platforms capable of adaptive learning and complex decision-making processes.
Manufacturing companies face mounting pressure to maintain zero-defect production standards while managing rising labor costs and addressing workforce shortages in skilled inspection roles. Traditional manual inspection methods struggle to keep pace with modern production speeds and the complexity of quality requirements. This gap has created substantial market opportunities for automated inspection technologies that can operate continuously without fatigue or subjective variations.
The automotive sector represents one of the largest demand drivers, where safety-critical components require exhaustive inspection protocols. Electronic component manufacturers similarly demand high-precision inspection capabilities to detect microscopic defects that could compromise product reliability. Pharmaceutical companies require validation systems that ensure regulatory compliance while maintaining production throughput.
Market demand is particularly strong for systems capable of handling complex inspection tasks that traditionally required human expertise, such as surface finish evaluation, assembly verification, and defect classification. Companies are seeking solutions that not only match human inspection accuracy but exceed it through consistent performance and detailed documentation capabilities.
The integration requirements extend beyond standalone inspection stations to comprehensive quality management systems that provide real-time data analytics, traceability, and predictive maintenance capabilities. Organizations demand solutions that can seamlessly integrate with existing manufacturing execution systems and provide actionable insights for continuous improvement initiatives.
Emerging markets in Asia-Pacific and developing regions show accelerating adoption rates as manufacturing operations modernize and quality standards align with international requirements. The demand pattern indicates a shift from simple pass-fail inspection systems toward intelligent platforms capable of adaptive learning and complex decision-making processes.
Current State of Machine Vision vs Human Vision Capabilities
Machine vision systems have achieved remarkable capabilities in quality control applications, particularly excelling in tasks requiring high precision, consistency, and speed. Current industrial machine vision systems can detect defects as small as micrometers, measure dimensional tolerances within nanometer ranges, and process thousands of parts per minute with unwavering accuracy. These systems demonstrate superior performance in detecting surface scratches, dimensional variations, color inconsistencies, and geometric deformations across various manufacturing sectors including automotive, electronics, pharmaceuticals, and food processing.
The technological foundation of modern machine vision relies on advanced imaging sensors, sophisticated algorithms, and powerful processing units. High-resolution cameras equipped with specialized lighting systems can capture detailed images under controlled conditions, while deep learning algorithms enable pattern recognition and anomaly detection with increasing sophistication. Machine learning models trained on extensive datasets can identify subtle defects that might escape human detection, particularly in repetitive inspection tasks.
Human vision capabilities in quality control remain formidable despite technological advances. Human inspectors excel in contextual understanding, adaptive reasoning, and handling unexpected scenarios that fall outside programmed parameters. The human visual system demonstrates exceptional flexibility in interpreting complex visual information, making subjective quality judgments, and adapting to new inspection criteria without extensive retraining. Human inspectors can effectively evaluate aesthetic qualities, texture variations, and overall product appearance that require subjective assessment.
However, human vision faces inherent limitations including fatigue-induced performance degradation, subjective variability between inspectors, and inconsistency over extended periods. Studies indicate that human inspection accuracy can decline significantly during prolonged shifts, with error rates increasing due to monotony and visual strain. Additionally, human perception can be influenced by environmental factors, personal bias, and varying experience levels among inspectors.
The current technological landscape reveals a performance gap that varies significantly across different inspection tasks. Machine vision systems outperform human capabilities in quantitative measurements, high-speed inspection, and detecting minute defects in controlled environments. Conversely, human vision maintains advantages in qualitative assessments, handling novel defect types, and making complex decisions requiring contextual understanding and experience-based judgment.
Integration approaches combining both capabilities are emerging as optimal solutions, leveraging machine vision for primary screening and human expertise for complex decision-making and quality validation in challenging scenarios.
The technological foundation of modern machine vision relies on advanced imaging sensors, sophisticated algorithms, and powerful processing units. High-resolution cameras equipped with specialized lighting systems can capture detailed images under controlled conditions, while deep learning algorithms enable pattern recognition and anomaly detection with increasing sophistication. Machine learning models trained on extensive datasets can identify subtle defects that might escape human detection, particularly in repetitive inspection tasks.
Human vision capabilities in quality control remain formidable despite technological advances. Human inspectors excel in contextual understanding, adaptive reasoning, and handling unexpected scenarios that fall outside programmed parameters. The human visual system demonstrates exceptional flexibility in interpreting complex visual information, making subjective quality judgments, and adapting to new inspection criteria without extensive retraining. Human inspectors can effectively evaluate aesthetic qualities, texture variations, and overall product appearance that require subjective assessment.
However, human vision faces inherent limitations including fatigue-induced performance degradation, subjective variability between inspectors, and inconsistency over extended periods. Studies indicate that human inspection accuracy can decline significantly during prolonged shifts, with error rates increasing due to monotony and visual strain. Additionally, human perception can be influenced by environmental factors, personal bias, and varying experience levels among inspectors.
The current technological landscape reveals a performance gap that varies significantly across different inspection tasks. Machine vision systems outperform human capabilities in quantitative measurements, high-speed inspection, and detecting minute defects in controlled environments. Conversely, human vision maintains advantages in qualitative assessments, handling novel defect types, and making complex decisions requiring contextual understanding and experience-based judgment.
Integration approaches combining both capabilities are emerging as optimal solutions, leveraging machine vision for primary screening and human expertise for complex decision-making and quality validation in challenging scenarios.
Existing Machine Vision Solutions for Quality Inspection
01 Automated machine vision systems for defect detection
Machine vision systems utilize automated imaging and processing algorithms to detect defects and anomalies in manufacturing processes. These systems can capture high-resolution images and analyze them using pattern recognition, edge detection, and other computer vision techniques to identify quality issues that may be difficult for human inspectors to consistently detect. The automated nature allows for continuous, high-speed inspection without fatigue.- Automated machine vision systems for defect detection: Machine vision systems utilize automated imaging and processing algorithms to detect defects and anomalies in manufacturing processes. These systems can capture high-resolution images and analyze them using pattern recognition, edge detection, and other computer vision techniques to identify quality issues that may be difficult for human inspectors to consistently detect. The automated nature allows for continuous, high-speed inspection without fatigue.
- Hybrid inspection systems combining machine and human vision: Quality control systems that integrate both automated machine vision and human inspection capabilities provide complementary advantages. Machine vision handles repetitive, high-volume inspections while human operators focus on complex judgment calls and anomalies that require contextual understanding. This hybrid approach optimizes inspection efficiency while maintaining the flexibility and decision-making capabilities of human inspectors for ambiguous cases.
- Deep learning and AI-enhanced vision inspection: Advanced quality control systems employ deep learning neural networks and artificial intelligence to improve defect classification and detection accuracy. These systems can be trained on large datasets to recognize complex patterns and subtle defects that traditional rule-based vision systems might miss. The AI models continuously learn and adapt to new defect types, improving inspection performance over time and reducing false positives compared to conventional methods.
- Real-time quality monitoring and feedback systems: Integrated vision systems provide real-time quality monitoring with immediate feedback to production processes. These systems capture and analyze product characteristics during manufacturing, generating instant alerts when defects are detected and providing statistical process control data. The real-time capability enables rapid response to quality issues, reducing waste and improving overall production efficiency compared to post-production inspection methods.
- Multi-spectral and 3D vision inspection technologies: Advanced inspection systems utilize multi-spectral imaging and three-dimensional vision technologies to detect defects that are invisible to standard visual inspection. These systems can capture information across different wavelengths and create detailed 3D surface profiles to identify subsurface defects, dimensional variations, and material inconsistencies. Such technologies provide more comprehensive quality assessment capabilities beyond what human vision or conventional 2D imaging can achieve.
02 Hybrid quality control combining machine and human inspection
Quality control systems that integrate both machine vision and human inspection capabilities to leverage the strengths of each approach. Machine vision handles repetitive, high-volume inspections while human operators focus on complex judgment calls and verification of edge cases. This hybrid approach optimizes inspection accuracy while maintaining efficiency and allows for human oversight of automated decisions.Expand Specific Solutions03 Deep learning and AI-enhanced vision inspection
Advanced quality control systems employing deep learning neural networks and artificial intelligence to improve defect classification and detection accuracy. These systems can learn from large datasets of defect examples and adapt to new defect types over time. The AI-enhanced approach enables more sophisticated pattern recognition and can handle complex visual inspection tasks that traditional rule-based systems struggle with.Expand Specific Solutions04 Real-time quality monitoring and feedback systems
Integrated quality control platforms that provide real-time monitoring of production processes with immediate feedback mechanisms. These systems continuously analyze inspection data from machine vision systems and generate alerts or automatic adjustments when quality parameters deviate from specifications. The real-time capability enables rapid response to quality issues and reduces waste.Expand Specific Solutions05 Comparative performance metrics and validation methods
Methods and systems for evaluating and comparing the performance of machine vision versus human inspection in quality control applications. These approaches establish standardized metrics for accuracy, speed, consistency, and reliability. Validation protocols ensure that automated systems meet or exceed human inspection capabilities before deployment and provide ongoing performance monitoring.Expand Specific Solutions
Key Players in Machine Vision and Quality Control Industry
The machine vision versus human vision debate in quality control represents a rapidly evolving technological landscape currently in its growth-to-maturity transition phase. The global machine vision market, valued at approximately $15 billion, demonstrates significant expansion driven by Industry 4.0 adoption. Technology maturity varies considerably across market segments, with established players like Cognex Corp. leading traditional machine vision solutions, while companies such as Sight Machine Inc. pioneer AI-enhanced analytics platforms. Academic institutions including Huazhong University of Science & Technology and South China University of Technology contribute fundamental research, bridging theoretical advances with practical applications. Industrial giants like General Electric Company and Tata Consultancy Services integrate these technologies into broader automation ecosystems, while specialized firms like Ningbo Sunny Opotech focus on optical components. The competitive landscape reflects a convergence of hardware manufacturers, software developers, and system integrators, indicating technology maturation across multiple industrial verticals.
Cognex Corp.
Technical Solution: Cognex develops advanced machine vision systems that utilize deep learning algorithms and high-resolution imaging sensors for automated quality control applications. Their In-Sight vision systems can detect defects as small as 0.1mm with 99.9% accuracy rates, significantly outperforming human visual inspection which typically achieves 80-85% accuracy in repetitive tasks. The company's PatMax pattern matching technology enables robust part location and inspection even under varying lighting conditions and part orientations. Their ViDi deep learning-based software can learn from good and bad part images to identify complex defects that traditional rule-based systems cannot detect, making it particularly effective for applications requiring nuanced quality assessments that challenge human consistency.
Strengths: Industry-leading accuracy rates, robust deep learning capabilities, excellent performance in challenging lighting conditions. Weaknesses: High initial investment costs, requires extensive training data for optimal performance.
Sight Machine, Inc.
Technical Solution: Sight Machine provides AI-powered manufacturing analytics platform that combines machine vision with advanced data analytics to enhance quality control processes. Their system integrates computer vision algorithms with real-time data processing to detect quality issues that human inspectors might miss due to fatigue or inconsistency. The platform can process thousands of images per minute while maintaining consistent detection standards, compared to human inspectors who can only examine 20-30 parts per minute with declining accuracy over time. Their machine learning models continuously improve detection capabilities by analyzing historical quality data and identifying patterns that correlate with defects. The system provides real-time alerts and detailed analytics that help manufacturers optimize their quality control processes and reduce defect rates by up to 40%.
Strengths: Continuous learning capabilities, real-time processing and analytics, significant defect reduction rates. Weaknesses: Requires substantial data infrastructure, complex integration with existing manufacturing systems.
Core Technologies in Automated Visual Quality Assessment
Integrated inspection system and defect correction method
PatentWO2008085156A1
Innovation
- An integrated inspection system that combines machine vision and human inspection, using identifiers to trace defects back to their source, and adjusts manufacturing process parameters to reduce false positives and accurately classify defects, incorporating feedback to correct systemic issues.




Vision inspection system and method of inspecting parts
PatentActiveUS20210379624A1
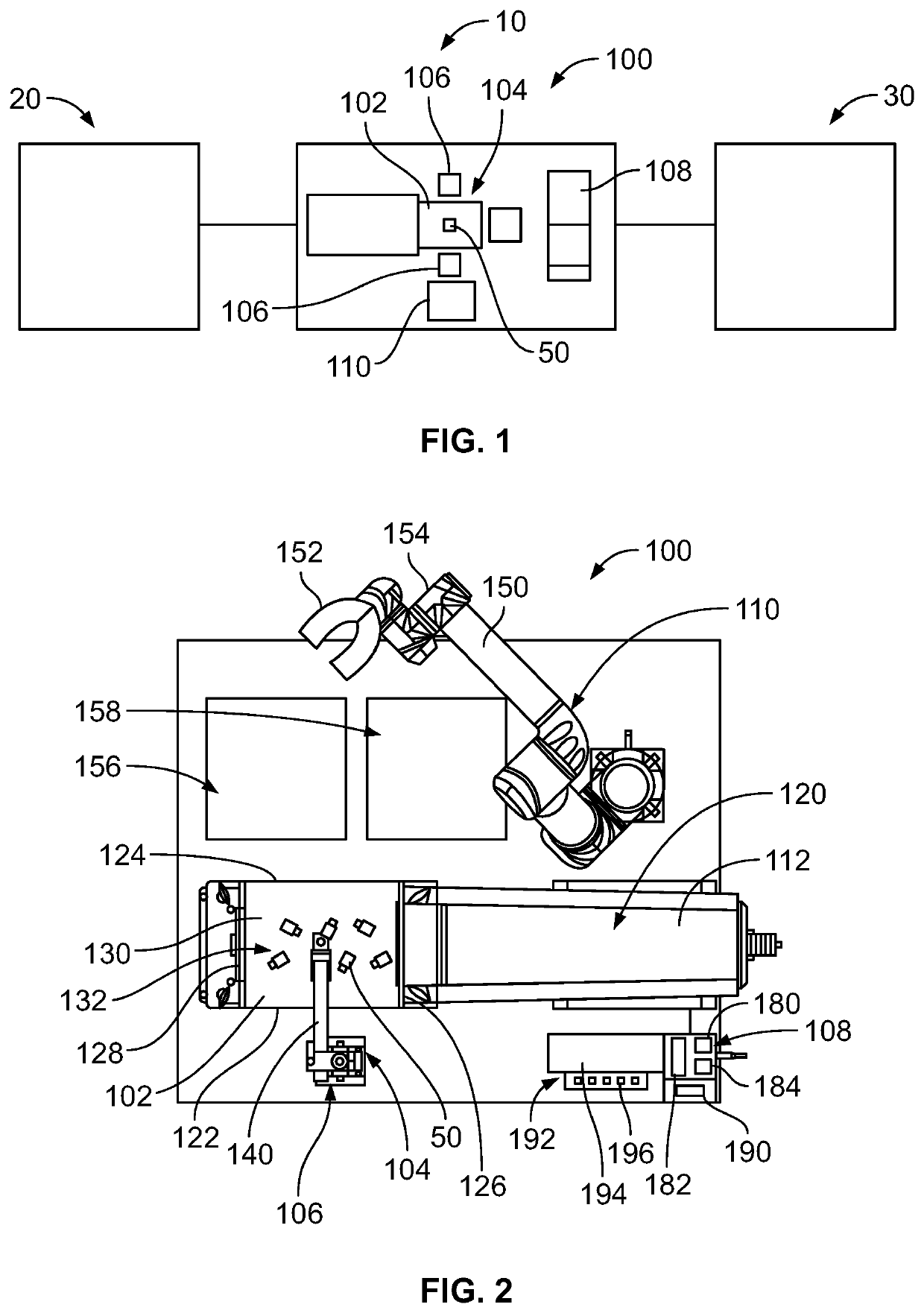
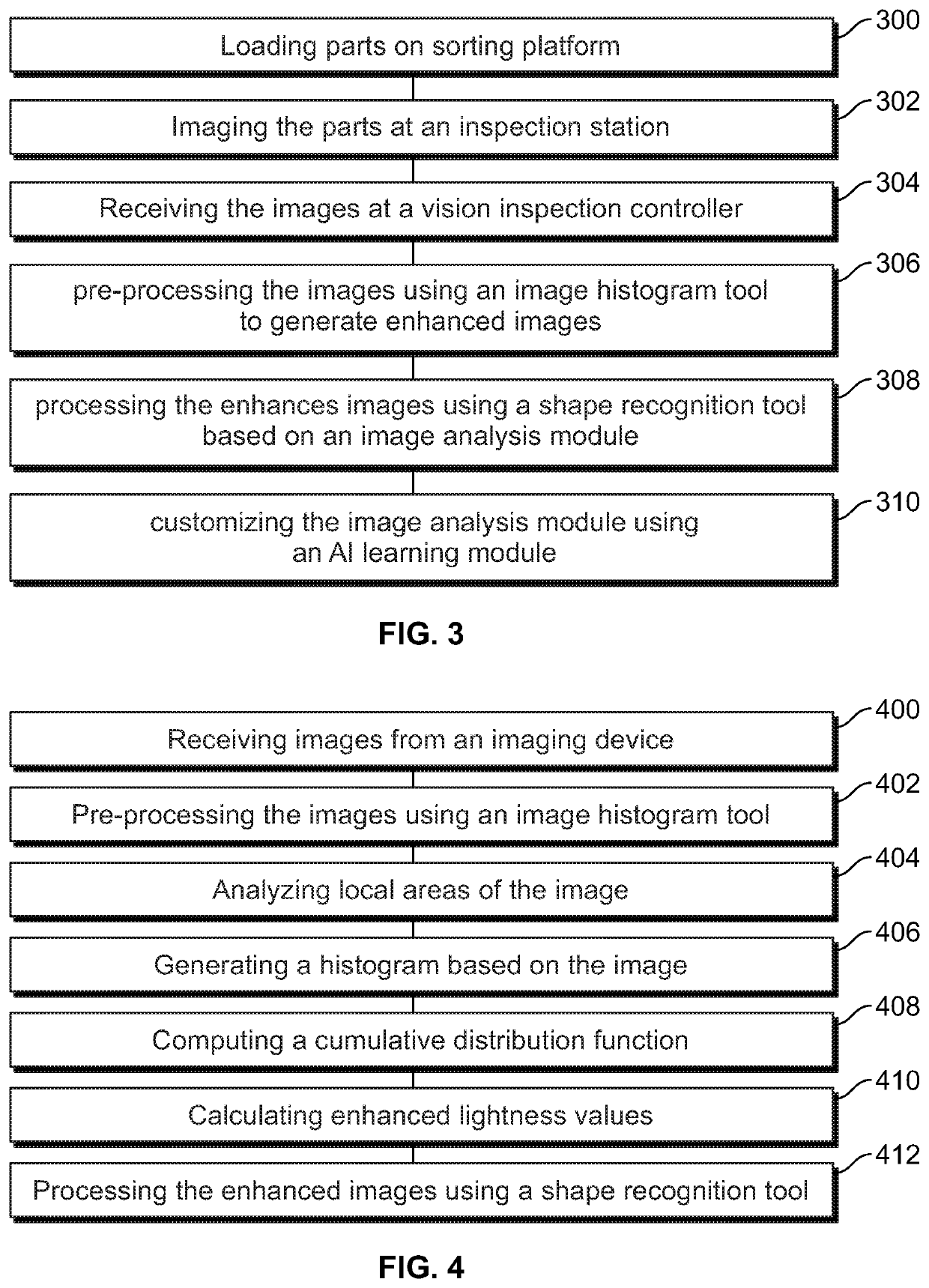
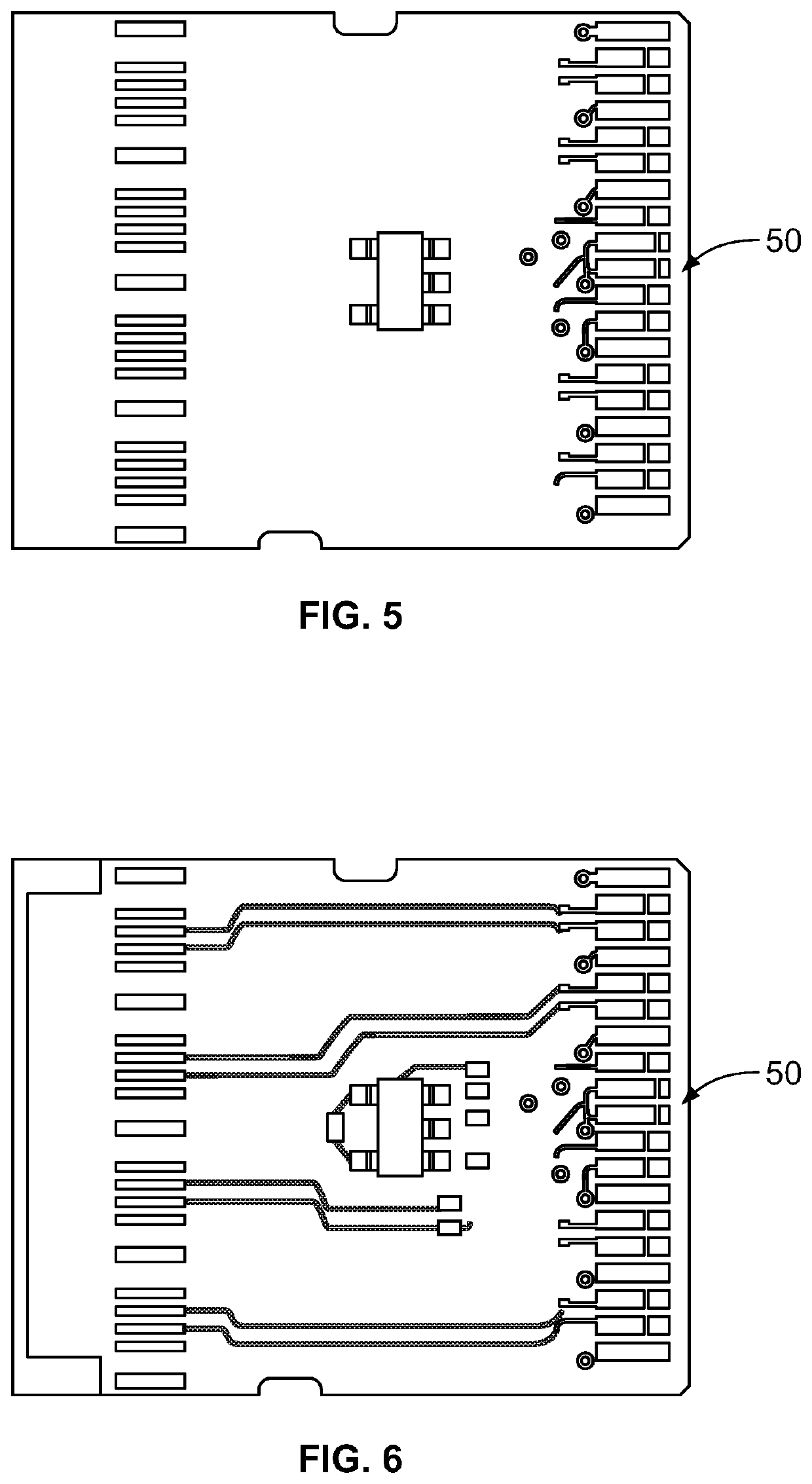
Innovation
- A vision inspection system that includes an imaging device, an image histogram tool for contrast enhancement using adaptive histogram equalization, and an artificial intelligence learning module to customize and configure an image analysis model, enabling improved image processing and detection accuracy.

Industry Standards for Automated Quality Control Systems
The implementation of automated quality control systems in manufacturing environments is governed by a comprehensive framework of industry standards that ensure reliability, safety, and interoperability. These standards provide essential guidelines for integrating machine vision technologies while maintaining consistency with established quality management practices.
ISO 9001:2015 serves as the foundational quality management standard, establishing requirements for quality control processes that automated systems must support. This standard emphasizes the importance of documented procedures, continuous improvement, and risk-based thinking, which directly influences how machine vision systems are designed and validated. Organizations implementing automated quality control must demonstrate that their systems contribute to overall quality objectives and maintain traceability throughout the inspection process.
The ISO 8000 series specifically addresses data quality standards, which are crucial for machine vision applications. These standards define requirements for data accuracy, completeness, and consistency, ensuring that automated inspection results meet acceptable reliability thresholds. Machine vision systems must comply with data integrity requirements, including proper calibration documentation and measurement uncertainty calculations.
Industry-specific standards further refine quality control requirements. The automotive sector follows ISO/TS 16949 and IATF 16949, which mandate statistical process control and advanced product quality planning. These standards require automated systems to provide real-time monitoring capabilities and generate statistical reports for process validation. Similarly, the medical device industry adheres to ISO 13485, demanding rigorous validation protocols for automated inspection equipment.
IEC 61508 and ISO 26262 establish functional safety requirements for automated systems, particularly relevant when quality control failures could impact product safety. These standards require comprehensive risk assessment and implementation of safety integrity levels, influencing the design of machine vision systems used in critical applications.
ASTM and ANSI standards provide technical specifications for measurement accuracy and repeatability in automated inspection systems. These standards define acceptable performance criteria and testing methodologies that machine vision systems must meet to ensure reliable quality assessment across different manufacturing environments.
ISO 9001:2015 serves as the foundational quality management standard, establishing requirements for quality control processes that automated systems must support. This standard emphasizes the importance of documented procedures, continuous improvement, and risk-based thinking, which directly influences how machine vision systems are designed and validated. Organizations implementing automated quality control must demonstrate that their systems contribute to overall quality objectives and maintain traceability throughout the inspection process.
The ISO 8000 series specifically addresses data quality standards, which are crucial for machine vision applications. These standards define requirements for data accuracy, completeness, and consistency, ensuring that automated inspection results meet acceptable reliability thresholds. Machine vision systems must comply with data integrity requirements, including proper calibration documentation and measurement uncertainty calculations.
Industry-specific standards further refine quality control requirements. The automotive sector follows ISO/TS 16949 and IATF 16949, which mandate statistical process control and advanced product quality planning. These standards require automated systems to provide real-time monitoring capabilities and generate statistical reports for process validation. Similarly, the medical device industry adheres to ISO 13485, demanding rigorous validation protocols for automated inspection equipment.
IEC 61508 and ISO 26262 establish functional safety requirements for automated systems, particularly relevant when quality control failures could impact product safety. These standards require comprehensive risk assessment and implementation of safety integrity levels, influencing the design of machine vision systems used in critical applications.
ASTM and ANSI standards provide technical specifications for measurement accuracy and repeatability in automated inspection systems. These standards define acceptable performance criteria and testing methodologies that machine vision systems must meet to ensure reliable quality assessment across different manufacturing environments.
Cost-Benefit Analysis of Vision-Based Quality Solutions
The economic evaluation of vision-based quality control systems reveals compelling advantages over traditional human inspection methods, though implementation requires careful consideration of upfront investments and operational factors. Initial capital expenditure for machine vision systems typically ranges from $50,000 to $500,000 depending on complexity and application scope, while human inspection operations primarily involve recurring labor costs averaging $35,000-$65,000 annually per inspector.
Return on investment calculations demonstrate that automated vision systems achieve payback periods of 12-24 months in high-volume manufacturing environments. The primary cost drivers favoring automation include elimination of labor costs, reduction in defect escape rates by 85-95%, and decreased rework expenses. Machine vision systems operate continuously without fatigue-related performance degradation, effectively providing 24/7 inspection capability equivalent to multiple human shifts.
Operational cost analysis reveals significant long-term savings through reduced false rejection rates, which typically decrease from 3-8% in human inspection to less than 1% with properly calibrated vision systems. This improvement translates to substantial material savings and increased throughput efficiency. Additionally, automated systems eliminate costs associated with employee training, turnover, and workplace safety incidents related to repetitive inspection tasks.
However, vision system implementations incur ongoing expenses including software licensing, maintenance contracts, and periodic calibration requirements. These operational costs typically represent 10-15% of initial system investment annually. Integration complexity and customization requirements can significantly impact total cost of ownership, particularly in applications requiring frequent product changeovers or complex defect classification algorithms.
The cost-benefit equation becomes increasingly favorable as production volumes increase and defect detection requirements become more stringent. Manufacturing environments processing over 10,000 units daily generally achieve optimal economic returns from vision-based solutions, while lower-volume applications may require hybrid approaches combining automated screening with selective human verification to optimize cost-effectiveness.
Return on investment calculations demonstrate that automated vision systems achieve payback periods of 12-24 months in high-volume manufacturing environments. The primary cost drivers favoring automation include elimination of labor costs, reduction in defect escape rates by 85-95%, and decreased rework expenses. Machine vision systems operate continuously without fatigue-related performance degradation, effectively providing 24/7 inspection capability equivalent to multiple human shifts.
Operational cost analysis reveals significant long-term savings through reduced false rejection rates, which typically decrease from 3-8% in human inspection to less than 1% with properly calibrated vision systems. This improvement translates to substantial material savings and increased throughput efficiency. Additionally, automated systems eliminate costs associated with employee training, turnover, and workplace safety incidents related to repetitive inspection tasks.
However, vision system implementations incur ongoing expenses including software licensing, maintenance contracts, and periodic calibration requirements. These operational costs typically represent 10-15% of initial system investment annually. Integration complexity and customization requirements can significantly impact total cost of ownership, particularly in applications requiring frequent product changeovers or complex defect classification algorithms.
The cost-benefit equation becomes increasingly favorable as production volumes increase and defect detection requirements become more stringent. Manufacturing environments processing over 10,000 units daily generally achieve optimal economic returns from vision-based solutions, while lower-volume applications may require hybrid approaches combining automated screening with selective human verification to optimize cost-effectiveness.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!