Maximize RO Membrane Life: Maintenance Protocols
MAR 2, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
RO Membrane Technology Background and Lifespan Goals
Reverse osmosis (RO) membrane technology represents a cornerstone of modern water treatment systems, utilizing semi-permeable membranes to remove dissolved salts, contaminants, and impurities from water through applied pressure. This pressure-driven separation process has evolved from laboratory curiosity in the 1950s to industrial-scale applications across desalination, wastewater treatment, and purification systems worldwide.
The fundamental principle relies on forcing water molecules through microscopic pores while rejecting larger contaminants, achieving rejection rates exceeding 95% for most dissolved solids. Early cellulose acetate membranes have largely been superseded by polyamide thin-film composite (TFC) membranes, which offer superior chemical resistance, broader pH tolerance, and enhanced permeability characteristics.
Contemporary RO membrane systems face increasing demands for extended operational lifespans driven by economic and environmental considerations. Traditional membrane replacement cycles of 2-3 years represent significant operational expenditures, particularly in large-scale installations where membrane costs can constitute 15-25% of total operating expenses. The industry has progressively shifted toward lifecycle optimization strategies that prioritize membrane longevity without compromising performance standards.
Current lifespan goals target 5-7 year operational periods for industrial applications, with some advanced systems achieving 8-10 years through optimized maintenance protocols. These extended targets reflect improvements in membrane materials, system design, and operational understanding. Achieving these goals requires comprehensive maintenance strategies addressing fouling prevention, chemical cleaning optimization, and operational parameter control.
The evolution toward longer membrane life has been accelerated by sustainability imperatives and total cost of ownership considerations. Extended membrane lifespans reduce waste generation, minimize replacement frequency, and decrease overall system downtime. Advanced monitoring technologies now enable predictive maintenance approaches, allowing operators to optimize cleaning schedules and prevent irreversible membrane damage.
Modern lifespan extension strategies encompass multiple technological approaches including advanced pretreatment systems, real-time fouling detection, optimized cleaning protocols, and operational parameter optimization. These integrated approaches represent the current frontier in maximizing RO membrane operational efficiency while maintaining consistent water quality standards throughout extended service periods.
The fundamental principle relies on forcing water molecules through microscopic pores while rejecting larger contaminants, achieving rejection rates exceeding 95% for most dissolved solids. Early cellulose acetate membranes have largely been superseded by polyamide thin-film composite (TFC) membranes, which offer superior chemical resistance, broader pH tolerance, and enhanced permeability characteristics.
Contemporary RO membrane systems face increasing demands for extended operational lifespans driven by economic and environmental considerations. Traditional membrane replacement cycles of 2-3 years represent significant operational expenditures, particularly in large-scale installations where membrane costs can constitute 15-25% of total operating expenses. The industry has progressively shifted toward lifecycle optimization strategies that prioritize membrane longevity without compromising performance standards.
Current lifespan goals target 5-7 year operational periods for industrial applications, with some advanced systems achieving 8-10 years through optimized maintenance protocols. These extended targets reflect improvements in membrane materials, system design, and operational understanding. Achieving these goals requires comprehensive maintenance strategies addressing fouling prevention, chemical cleaning optimization, and operational parameter control.
The evolution toward longer membrane life has been accelerated by sustainability imperatives and total cost of ownership considerations. Extended membrane lifespans reduce waste generation, minimize replacement frequency, and decrease overall system downtime. Advanced monitoring technologies now enable predictive maintenance approaches, allowing operators to optimize cleaning schedules and prevent irreversible membrane damage.
Modern lifespan extension strategies encompass multiple technological approaches including advanced pretreatment systems, real-time fouling detection, optimized cleaning protocols, and operational parameter optimization. These integrated approaches represent the current frontier in maximizing RO membrane operational efficiency while maintaining consistent water quality standards throughout extended service periods.
Market Demand for Extended RO Membrane Performance
The global water treatment industry is experiencing unprecedented growth driven by escalating water scarcity concerns and increasingly stringent environmental regulations. Reverse osmosis technology has emerged as the dominant solution for desalination and water purification applications, creating substantial demand for enhanced membrane performance and longevity. Industrial sectors including pharmaceuticals, food and beverage processing, and semiconductor manufacturing are particularly driving demand for reliable, long-lasting RO membrane systems.
Municipal water treatment facilities represent the largest market segment for extended RO membrane performance solutions. These facilities face mounting pressure to reduce operational costs while maintaining consistent water quality standards. Extended membrane life directly translates to reduced replacement frequency, lower maintenance costs, and improved system reliability. The economic benefits of prolonged membrane performance are particularly compelling for large-scale installations where membrane replacement involves significant downtime and labor costs.
The desalination market presents another critical demand driver for enhanced RO membrane longevity. Coastal regions and water-stressed areas are increasingly investing in seawater desalination plants to secure reliable water supplies. These facilities operate under harsh conditions with high salinity feedwater, making membrane durability a paramount concern. Extended membrane life reduces the total cost of ownership and improves plant economics, making desalination projects more financially viable.
Industrial process water applications demonstrate strong demand for maintenance protocols that maximize membrane performance. Manufacturing facilities require consistent water quality for production processes, and unexpected membrane failures can result in costly production disruptions. Industries with continuous operations, such as power generation and chemical processing, particularly value predictive maintenance approaches that prevent unplanned shutdowns.
Emerging markets in Asia-Pacific and Middle East regions show accelerating adoption of RO technology, creating substantial opportunities for advanced maintenance solutions. These markets often face budget constraints that make extended membrane life particularly attractive. The growing awareness of lifecycle cost optimization rather than initial capital expenditure is driving demand for comprehensive maintenance protocols.
The trend toward smart water management systems is creating new market opportunities for integrated maintenance solutions. Facility operators increasingly seek automated monitoring and predictive maintenance capabilities that can optimize membrane performance while reducing manual intervention requirements. This technological evolution is expanding the addressable market beyond traditional maintenance services to include digital solutions and data analytics platforms.
Municipal water treatment facilities represent the largest market segment for extended RO membrane performance solutions. These facilities face mounting pressure to reduce operational costs while maintaining consistent water quality standards. Extended membrane life directly translates to reduced replacement frequency, lower maintenance costs, and improved system reliability. The economic benefits of prolonged membrane performance are particularly compelling for large-scale installations where membrane replacement involves significant downtime and labor costs.
The desalination market presents another critical demand driver for enhanced RO membrane longevity. Coastal regions and water-stressed areas are increasingly investing in seawater desalination plants to secure reliable water supplies. These facilities operate under harsh conditions with high salinity feedwater, making membrane durability a paramount concern. Extended membrane life reduces the total cost of ownership and improves plant economics, making desalination projects more financially viable.
Industrial process water applications demonstrate strong demand for maintenance protocols that maximize membrane performance. Manufacturing facilities require consistent water quality for production processes, and unexpected membrane failures can result in costly production disruptions. Industries with continuous operations, such as power generation and chemical processing, particularly value predictive maintenance approaches that prevent unplanned shutdowns.
Emerging markets in Asia-Pacific and Middle East regions show accelerating adoption of RO technology, creating substantial opportunities for advanced maintenance solutions. These markets often face budget constraints that make extended membrane life particularly attractive. The growing awareness of lifecycle cost optimization rather than initial capital expenditure is driving demand for comprehensive maintenance protocols.
The trend toward smart water management systems is creating new market opportunities for integrated maintenance solutions. Facility operators increasingly seek automated monitoring and predictive maintenance capabilities that can optimize membrane performance while reducing manual intervention requirements. This technological evolution is expanding the addressable market beyond traditional maintenance services to include digital solutions and data analytics platforms.
Current RO Membrane Degradation Challenges
Reverse osmosis membrane degradation represents one of the most significant operational challenges in water treatment systems, directly impacting system efficiency, operational costs, and water quality. The degradation process is multifaceted, involving physical, chemical, and biological mechanisms that progressively reduce membrane performance and lifespan.
Fouling stands as the primary degradation challenge, manifesting in multiple forms that collectively compromise membrane integrity. Organic fouling occurs when natural organic matter, including humic acids, proteins, and polysaccharides, accumulates on membrane surfaces. These compounds create a gel-like layer that increases hydraulic resistance and reduces permeate flux. Inorganic fouling presents equally problematic scenarios, with calcium carbonate, calcium sulfate, and silica scaling forming crystalline deposits that physically block membrane pores and alter surface characteristics.
Biofouling represents perhaps the most complex degradation challenge, as microorganisms establish biofilm communities on membrane surfaces. These biofilms create localized environments with altered pH and chemical conditions, leading to accelerated membrane deterioration. The extracellular polymeric substances produced by biofilms not only increase flow resistance but also serve as nucleation sites for additional fouling mechanisms.
Chemical degradation poses long-term threats to membrane structural integrity. Chlorine exposure, even at low concentrations, causes irreversible damage to polyamide thin-film composite membranes through chlorine-induced hydrolysis and chain scission reactions. pH extremes accelerate hydrolysis reactions, while oxidizing agents and heavy metals catalyze membrane polymer breakdown.
Physical degradation manifests through membrane compaction under operational pressures, leading to reduced permeability and altered selectivity characteristics. Temperature fluctuations exacerbate this process by inducing thermal stress and promoting chemical reaction rates that accelerate polymer degradation.
The interconnected nature of these degradation mechanisms creates synergistic effects that compound operational challenges. For instance, organic fouling can create localized pH variations that accelerate chemical degradation, while biofouling can produce metabolic byproducts that further compromise membrane materials. Understanding these complex interactions is crucial for developing effective maintenance protocols that address root causes rather than merely treating symptoms of membrane degradation.
Fouling stands as the primary degradation challenge, manifesting in multiple forms that collectively compromise membrane integrity. Organic fouling occurs when natural organic matter, including humic acids, proteins, and polysaccharides, accumulates on membrane surfaces. These compounds create a gel-like layer that increases hydraulic resistance and reduces permeate flux. Inorganic fouling presents equally problematic scenarios, with calcium carbonate, calcium sulfate, and silica scaling forming crystalline deposits that physically block membrane pores and alter surface characteristics.
Biofouling represents perhaps the most complex degradation challenge, as microorganisms establish biofilm communities on membrane surfaces. These biofilms create localized environments with altered pH and chemical conditions, leading to accelerated membrane deterioration. The extracellular polymeric substances produced by biofilms not only increase flow resistance but also serve as nucleation sites for additional fouling mechanisms.
Chemical degradation poses long-term threats to membrane structural integrity. Chlorine exposure, even at low concentrations, causes irreversible damage to polyamide thin-film composite membranes through chlorine-induced hydrolysis and chain scission reactions. pH extremes accelerate hydrolysis reactions, while oxidizing agents and heavy metals catalyze membrane polymer breakdown.
Physical degradation manifests through membrane compaction under operational pressures, leading to reduced permeability and altered selectivity characteristics. Temperature fluctuations exacerbate this process by inducing thermal stress and promoting chemical reaction rates that accelerate polymer degradation.
The interconnected nature of these degradation mechanisms creates synergistic effects that compound operational challenges. For instance, organic fouling can create localized pH variations that accelerate chemical degradation, while biofouling can produce metabolic byproducts that further compromise membrane materials. Understanding these complex interactions is crucial for developing effective maintenance protocols that address root causes rather than merely treating symptoms of membrane degradation.
Existing RO Membrane Maintenance Solutions
01 Membrane cleaning and maintenance systems
Technologies focused on cleaning mechanisms and maintenance procedures to extend RO membrane lifespan. These include automated cleaning systems, backwashing methods, and chemical cleaning protocols that remove fouling and scaling deposits. Regular maintenance schedules and monitoring systems help prevent premature membrane degradation and maintain optimal performance throughout the membrane's operational life.- Membrane cleaning and fouling prevention methods: Technologies focused on preventing membrane fouling and implementing effective cleaning procedures to extend RO membrane lifespan. These methods include physical cleaning, chemical cleaning protocols, and anti-fouling pretreatment processes. Regular maintenance schedules and optimized cleaning cycles help maintain membrane permeability and reduce degradation, thereby significantly extending operational life.
- Membrane material modification and coating technologies: Advanced membrane materials and surface modification techniques designed to enhance durability and resistance to degradation. These include hydrophilic coatings, anti-bacterial layers, and composite membrane structures that improve chemical resistance and mechanical strength. Such modifications reduce membrane aging and increase service life under harsh operating conditions.
- Operating condition optimization and monitoring systems: Systems and methods for monitoring and controlling operational parameters to maximize membrane life. These include pressure control systems, flow rate optimization, temperature management, and real-time monitoring devices that detect early signs of membrane degradation. Proper operating conditions prevent premature failure and extend membrane service intervals.
- Pretreatment systems for feed water quality improvement: Comprehensive pretreatment technologies that remove contaminants and particulates before water reaches the RO membrane. These systems include multi-stage filtration, softening processes, and oxidation reduction methods that protect membranes from scaling, fouling, and chemical attack. Effective pretreatment significantly reduces membrane stress and prolongs operational life.
- Membrane module design and configuration optimization: Innovative membrane module designs and system configurations that enhance membrane longevity through improved flow dynamics and reduced mechanical stress. These include spiral wound configurations, hollow fiber arrangements, and optimized spacer designs that minimize concentration polarization and pressure drops. Proper module design distributes stress evenly and extends membrane operational life.
02 Anti-fouling and anti-scaling membrane modifications
Surface modifications and coating technologies applied to RO membranes to resist fouling and scaling, thereby extending membrane life. These innovations include hydrophilic coatings, nanoparticle incorporation, and surface charge modifications that reduce the adhesion of contaminants, organic matter, and mineral deposits. Such treatments significantly improve membrane durability and reduce cleaning frequency requirements.Expand Specific Solutions03 Operating condition optimization
Methods for optimizing operational parameters such as pressure, flow rate, temperature, and recovery rate to maximize membrane lifespan. These approaches involve monitoring systems that track membrane performance indicators and adjust operating conditions accordingly. Proper control of these parameters minimizes mechanical stress and chemical degradation, ensuring longer membrane service life.Expand Specific Solutions04 Pre-treatment systems for feed water
Advanced pre-treatment technologies designed to remove contaminants before water reaches the RO membrane, thereby protecting and extending membrane life. These systems include multi-stage filtration, coagulation, sedimentation, and disinfection processes that eliminate particles, microorganisms, and chemical compounds that could damage or foul the membrane. Effective pre-treatment is critical for maintaining membrane integrity over extended periods.Expand Specific Solutions05 Membrane performance monitoring and prediction
Real-time monitoring systems and predictive analytics for assessing membrane condition and forecasting remaining useful life. These technologies utilize sensors, data analytics, and machine learning algorithms to detect early signs of membrane degradation, fouling patterns, and performance decline. Predictive maintenance based on these insights allows for timely interventions that prevent catastrophic failure and optimize membrane replacement schedules.Expand Specific Solutions
Key Players in RO Membrane and Water Treatment Industry
The RO membrane maintenance market represents a mature yet evolving sector within the broader water treatment industry, characterized by steady growth driven by increasing water scarcity and stringent quality regulations. The market demonstrates significant scale, with established players like Kurita Water Industries, Ecolab USA, and General Electric Company leveraging decades of operational expertise in water treatment solutions. Technology maturity varies considerably across market participants, with specialized membrane manufacturers such as Vontron Technology and LG NanoH2O representing advanced technical capabilities in membrane design and optimization. Meanwhile, diversified industrial conglomerates like China Petroleum & Chemical Corp. and Wanhua Chemical Group bring extensive chemical processing knowledge to maintenance protocols. The competitive landscape also features strong academic research contributions from institutions like MIT, Yale University, and Nanyang Technological University, indicating ongoing innovation in membrane longevity technologies. This combination of established industrial players, specialized membrane companies, and active research institutions suggests a market transitioning from traditional maintenance approaches toward more sophisticated, data-driven protocols for maximizing membrane performance and lifespan.
Kurita Water Industries Ltd.
Technical Solution: Kurita has established systematic RO membrane maintenance protocols focusing on water chemistry optimization and fouling prevention strategies. Their approach includes pre-treatment system optimization, customized antiscalant formulations, and membrane cleaning procedures tailored to specific fouling mechanisms. The company utilizes advanced analytical techniques including membrane autopsy, scanning electron microscopy, and energy-dispersive X-ray spectroscopy to identify fouling patterns and develop targeted cleaning protocols. Their maintenance framework incorporates regular flux monitoring, normalized permeate flow calculations, and salt passage tracking to optimize cleaning intervals and chemical selection, thereby maximizing membrane service life through scientific approach to fouling mitigation.
Strengths: Strong analytical capabilities and scientific approach to fouling analysis enable precise maintenance strategies. Weaknesses: Complex analytical procedures may require specialized expertise and equipment.
Ecolab USA, Inc.
Technical Solution: Ecolab has developed comprehensive RO membrane maintenance protocols including advanced cleaning chemistries, automated monitoring systems, and predictive maintenance algorithms. Their 3D TRASAR technology provides real-time monitoring of membrane performance parameters such as differential pressure, flux rates, and salt rejection efficiency. The company offers specialized cleaning formulations including acidic cleaners for mineral scale removal, alkaline cleaners for organic fouling, and biocides for microbial control. Their maintenance protocols incorporate regular performance assessments, optimized cleaning frequencies based on feed water quality, and membrane autopsy services to determine root causes of performance decline and extend membrane lifespan through targeted interventions.
Strengths: Comprehensive chemical portfolio and real-time monitoring capabilities enable proactive maintenance. Weaknesses: High dependency on proprietary chemicals may increase operational costs for end users.
Core Innovations in Membrane Life Extension Protocols
Method for operating reverse osmosis membrane device, a slime control method, and a water treatment device
PatentPendingUS20240083779A1
Innovation
- A method involving the intermittent addition of an oxidation-based slime inhibitor and an organic-based slime inhibitor to the water treatment system, where the oxidation-based inhibitor is added periodically and the organic-based inhibitor is added during periods when the oxidation-based inhibitor is not being added, to inhibit slime growth and extend the operational period of the membrane device.



Reverse-osmosis-membrane device and method for operating the same
PatentActiveUS20170232389A1
Innovation
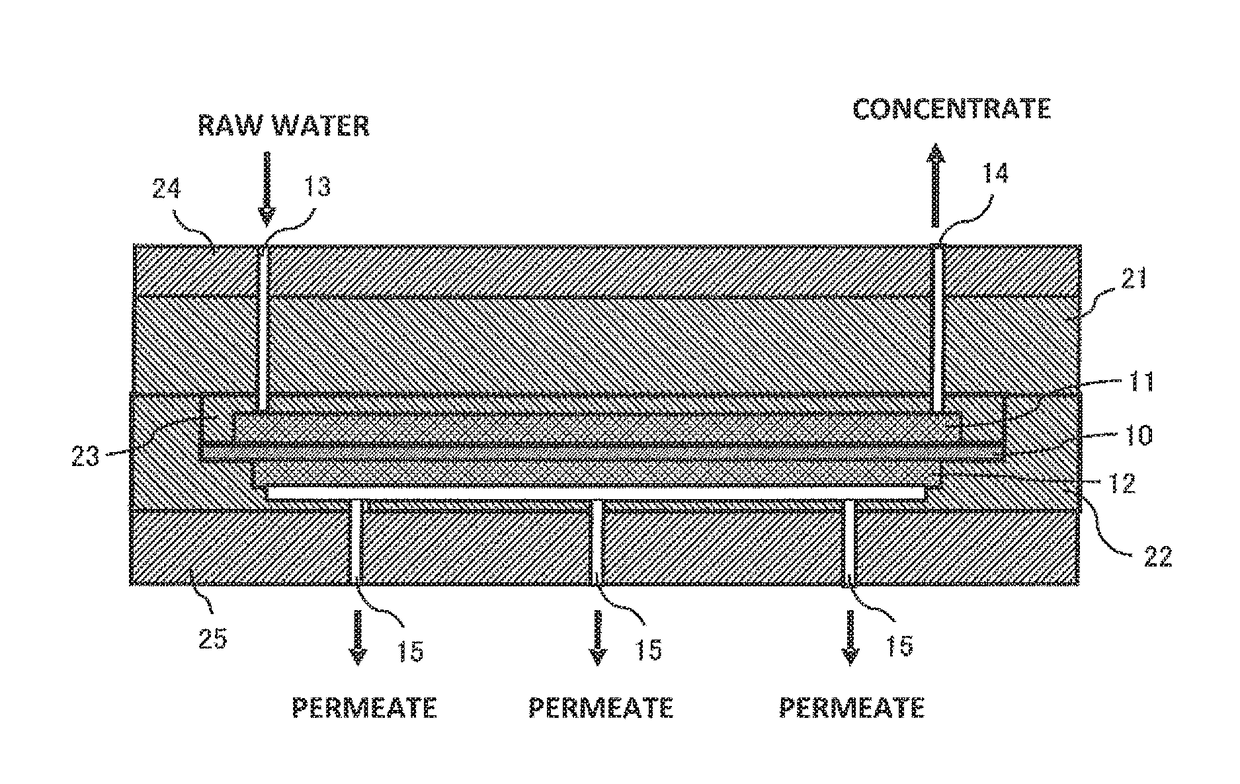
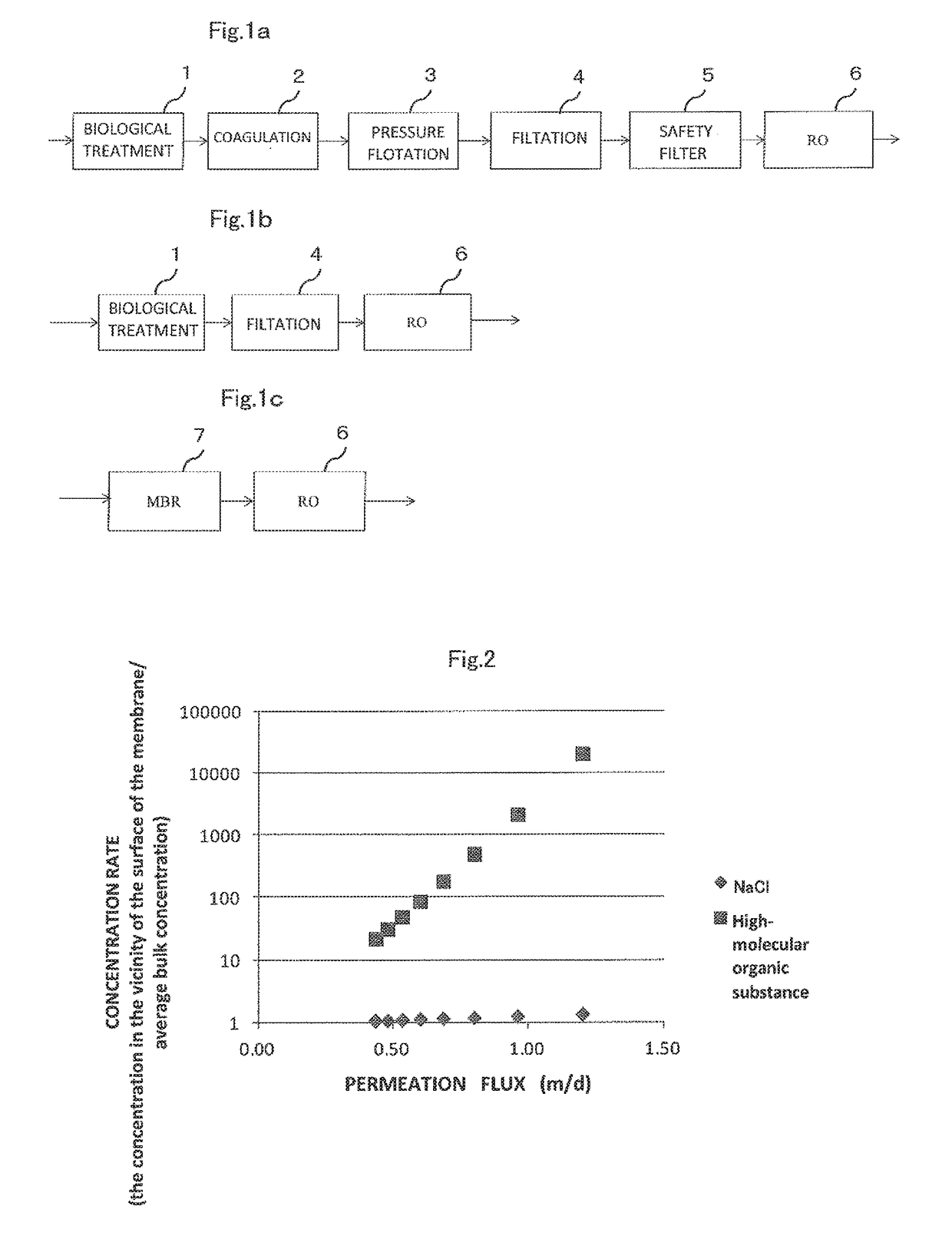
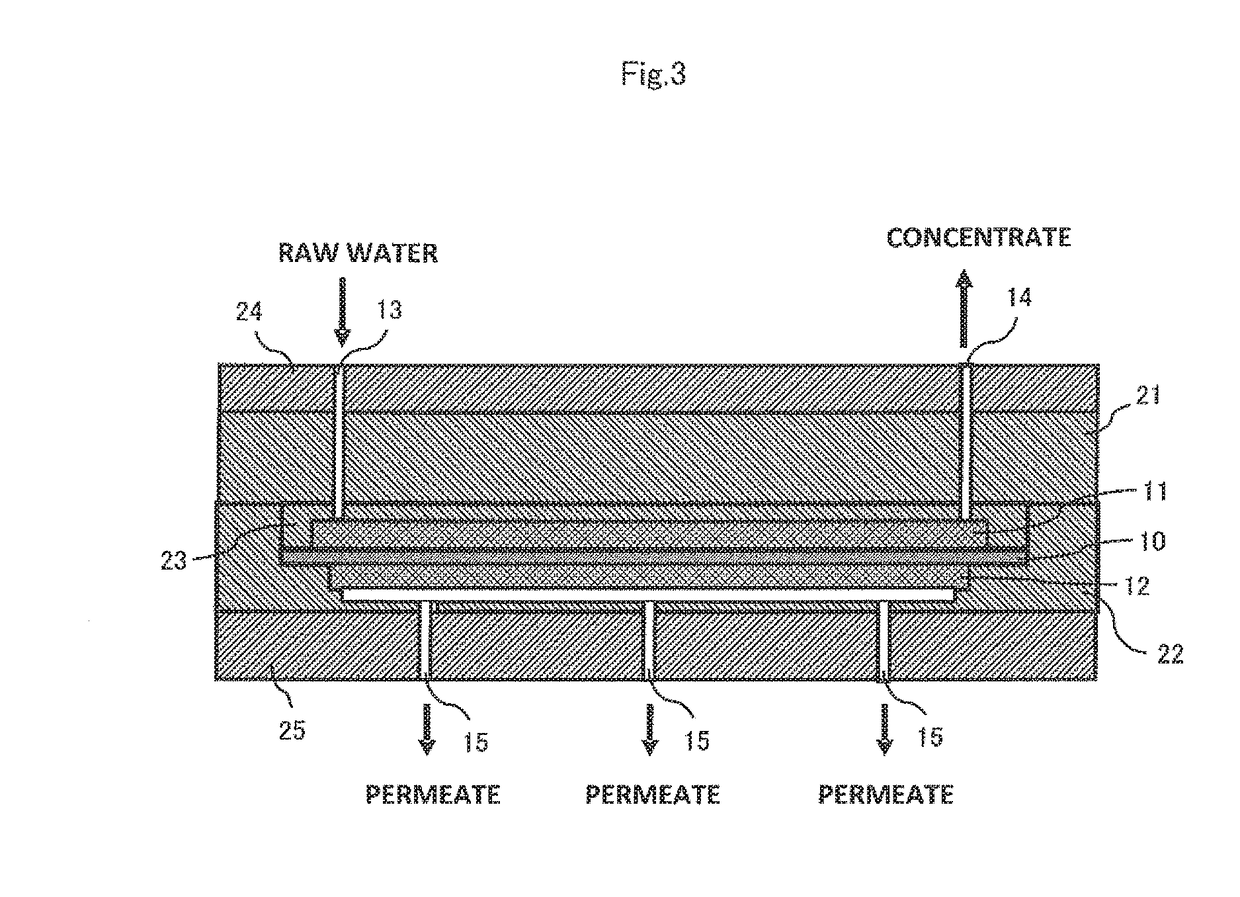
- A reverse-osmosis membrane device with a membrane thickness of 0.1 mm or less, combined with a reduced feed spacer thickness to increase membrane area, is operated at a permeation flux of 0.6 m/d or less to minimize concentration polarization and maintain consistent permeate production.
Water Quality Standards and RO System Regulations
Water quality standards and regulatory frameworks play a pivotal role in determining optimal maintenance protocols for reverse osmosis membrane systems. The Safe Drinking Water Act (SDWA) in the United States establishes primary and secondary drinking water standards that directly influence RO system design and maintenance requirements. These federal regulations mandate specific contaminant removal efficiencies, which in turn dictate the operational parameters and maintenance frequencies necessary to ensure compliance.
The World Health Organization (WHO) guidelines for drinking water quality provide international benchmarks that many countries adopt or adapt for their national standards. These guidelines specify maximum allowable concentrations for various contaminants, including total dissolved solids, heavy metals, and microbiological parameters. RO membrane maintenance protocols must be designed to consistently meet these stringent requirements throughout the membrane's operational life.
Regional water quality regulations vary significantly across different jurisdictions, creating complex compliance landscapes for RO system operators. European Union directives, such as the Drinking Water Directive 2020/2184, impose specific monitoring requirements and quality parameters that influence maintenance scheduling and membrane replacement criteria. Similarly, emerging economies are developing increasingly stringent water quality standards that require more frequent maintenance interventions.
Industrial applications face additional regulatory challenges through sector-specific standards. Pharmaceutical manufacturing must comply with USP purified water standards, while food and beverage industries adhere to FDA regulations and HACCP protocols. These specialized requirements often necessitate more aggressive maintenance schedules and enhanced monitoring systems to ensure continuous compliance.
The regulatory trend toward real-time monitoring and automated compliance reporting is reshaping maintenance protocol development. Modern regulations increasingly require continuous water quality monitoring with immediate notification systems for parameter deviations. This regulatory evolution demands maintenance protocols that integrate advanced sensor technologies and predictive maintenance algorithms to prevent compliance failures before they occur.
Certification requirements for maintenance personnel and procedures are becoming more stringent across multiple jurisdictions. Regulatory bodies now mandate specific training protocols and documentation standards for maintenance activities, ensuring that all interventions follow established best practices and maintain system integrity throughout the membrane lifecycle.
The World Health Organization (WHO) guidelines for drinking water quality provide international benchmarks that many countries adopt or adapt for their national standards. These guidelines specify maximum allowable concentrations for various contaminants, including total dissolved solids, heavy metals, and microbiological parameters. RO membrane maintenance protocols must be designed to consistently meet these stringent requirements throughout the membrane's operational life.
Regional water quality regulations vary significantly across different jurisdictions, creating complex compliance landscapes for RO system operators. European Union directives, such as the Drinking Water Directive 2020/2184, impose specific monitoring requirements and quality parameters that influence maintenance scheduling and membrane replacement criteria. Similarly, emerging economies are developing increasingly stringent water quality standards that require more frequent maintenance interventions.
Industrial applications face additional regulatory challenges through sector-specific standards. Pharmaceutical manufacturing must comply with USP purified water standards, while food and beverage industries adhere to FDA regulations and HACCP protocols. These specialized requirements often necessitate more aggressive maintenance schedules and enhanced monitoring systems to ensure continuous compliance.
The regulatory trend toward real-time monitoring and automated compliance reporting is reshaping maintenance protocol development. Modern regulations increasingly require continuous water quality monitoring with immediate notification systems for parameter deviations. This regulatory evolution demands maintenance protocols that integrate advanced sensor technologies and predictive maintenance algorithms to prevent compliance failures before they occur.
Certification requirements for maintenance personnel and procedures are becoming more stringent across multiple jurisdictions. Regulatory bodies now mandate specific training protocols and documentation standards for maintenance activities, ensuring that all interventions follow established best practices and maintain system integrity throughout the membrane lifecycle.
Environmental Impact of RO Membrane Disposal
The environmental implications of reverse osmosis membrane disposal represent a critical sustainability challenge that directly correlates with membrane lifespan optimization efforts. As global water treatment capacity continues expanding, the volume of spent RO membranes requiring disposal has reached approximately 12 million square meters annually, creating substantial environmental pressure that necessitates comprehensive waste management strategies.
Current disposal practices predominantly involve landfilling, which poses significant environmental risks due to the complex polymer compositions of RO membranes. Polyamide thin-film composite membranes, the industry standard, contain non-biodegradable materials that persist in landfill environments for decades. These membranes often retain concentrated contaminants from their operational life, including heavy metals, organic pollutants, and biofouling agents, which can potentially leach into groundwater systems over time.
Incineration represents an alternative disposal method, yet it generates concerning atmospheric emissions. The combustion of polyamide and polysulfone membrane materials releases nitrogen oxides, sulfur compounds, and potentially toxic organic compounds. Energy recovery from membrane incineration remains limited due to the relatively low calorific value of these materials, making this approach environmentally and economically suboptimal.
Emerging recycling technologies offer promising solutions for membrane waste management. Chemical recycling processes can break down polymer chains into reusable monomers, while mechanical recycling enables the recovery of support materials for alternative applications. However, these technologies remain in developmental stages, with limited commercial scalability and economic viability challenges.
The carbon footprint associated with membrane disposal extends beyond waste management to encompass replacement membrane production. Manufacturing new RO membranes requires significant energy inputs and raw materials, contributing approximately 2.5 kg CO2 equivalent per square meter of membrane surface area. This environmental burden underscores the critical importance of maximizing membrane operational lifespan through optimized maintenance protocols.
Regulatory frameworks governing membrane disposal vary significantly across jurisdictions, creating compliance complexities for multinational water treatment operations. The European Union's Waste Framework Directive classifies spent membranes as industrial waste requiring specialized handling, while emerging regulations in Asia-Pacific regions are establishing stricter disposal standards that may influence global industry practices.
Current disposal practices predominantly involve landfilling, which poses significant environmental risks due to the complex polymer compositions of RO membranes. Polyamide thin-film composite membranes, the industry standard, contain non-biodegradable materials that persist in landfill environments for decades. These membranes often retain concentrated contaminants from their operational life, including heavy metals, organic pollutants, and biofouling agents, which can potentially leach into groundwater systems over time.
Incineration represents an alternative disposal method, yet it generates concerning atmospheric emissions. The combustion of polyamide and polysulfone membrane materials releases nitrogen oxides, sulfur compounds, and potentially toxic organic compounds. Energy recovery from membrane incineration remains limited due to the relatively low calorific value of these materials, making this approach environmentally and economically suboptimal.
Emerging recycling technologies offer promising solutions for membrane waste management. Chemical recycling processes can break down polymer chains into reusable monomers, while mechanical recycling enables the recovery of support materials for alternative applications. However, these technologies remain in developmental stages, with limited commercial scalability and economic viability challenges.
The carbon footprint associated with membrane disposal extends beyond waste management to encompass replacement membrane production. Manufacturing new RO membranes requires significant energy inputs and raw materials, contributing approximately 2.5 kg CO2 equivalent per square meter of membrane surface area. This environmental burden underscores the critical importance of maximizing membrane operational lifespan through optimized maintenance protocols.
Regulatory frameworks governing membrane disposal vary significantly across jurisdictions, creating compliance complexities for multinational water treatment operations. The European Union's Waste Framework Directive classifies spent membranes as industrial waste requiring specialized handling, while emerging regulations in Asia-Pacific regions are establishing stricter disposal standards that may influence global industry practices.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!