

Mitigating Delamination Risks in Prepreg Laminates: Best Practices
MAY 26, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Prepreg Laminate Delamination Background and Objectives
Prepreg laminates represent a cornerstone technology in advanced composite manufacturing, consisting of reinforcing fibers pre-impregnated with partially cured resin systems. These materials have revolutionized industries ranging from aerospace and automotive to electronics and renewable energy sectors. The evolution of prepreg technology began in the 1940s with early aerospace applications and has continuously advanced through improvements in resin chemistry, fiber technology, and processing methodologies.
The historical development trajectory shows significant milestones including the introduction of epoxy-based prepregs in the 1960s, the advancement of carbon fiber prepregs in the 1970s, and the recent emergence of thermoplastic prepreg systems. Each evolutionary phase has addressed specific performance requirements while simultaneously introducing new challenges related to processing complexity and quality control.
Delamination represents one of the most critical failure modes in prepreg laminate structures, characterized by the separation of adjacent plies or layers within the composite structure. This phenomenon occurs when interlaminar stresses exceed the relatively weak through-thickness strength of the laminate, leading to catastrophic structural failure. The significance of delamination extends beyond immediate structural concerns, as it can propagate under cyclic loading conditions and remain undetected until critical failure occurs.
Current industry challenges encompass multiple factors contributing to delamination risks, including inadequate resin flow during cure cycles, contamination between plies, improper layup procedures, and thermal expansion mismatches. Manufacturing environments face increasing pressure to optimize production rates while maintaining stringent quality standards, creating a complex balance between efficiency and reliability.
The primary objective of addressing delamination risks centers on developing comprehensive mitigation strategies that encompass material selection, processing optimization, and quality assurance protocols. This involves establishing robust manufacturing procedures that minimize void formation, ensure proper resin distribution, and maintain consistent fiber-to-resin ratios throughout the laminate structure.
Secondary objectives include implementing advanced monitoring technologies for real-time process control, developing predictive models for delamination susceptibility, and establishing standardized testing protocols for early detection of potential failure modes. These goals collectively aim to enhance the reliability and performance of prepreg laminate structures across diverse applications while reducing manufacturing costs and improving production efficiency.
The historical development trajectory shows significant milestones including the introduction of epoxy-based prepregs in the 1960s, the advancement of carbon fiber prepregs in the 1970s, and the recent emergence of thermoplastic prepreg systems. Each evolutionary phase has addressed specific performance requirements while simultaneously introducing new challenges related to processing complexity and quality control.
Delamination represents one of the most critical failure modes in prepreg laminate structures, characterized by the separation of adjacent plies or layers within the composite structure. This phenomenon occurs when interlaminar stresses exceed the relatively weak through-thickness strength of the laminate, leading to catastrophic structural failure. The significance of delamination extends beyond immediate structural concerns, as it can propagate under cyclic loading conditions and remain undetected until critical failure occurs.
Current industry challenges encompass multiple factors contributing to delamination risks, including inadequate resin flow during cure cycles, contamination between plies, improper layup procedures, and thermal expansion mismatches. Manufacturing environments face increasing pressure to optimize production rates while maintaining stringent quality standards, creating a complex balance between efficiency and reliability.
The primary objective of addressing delamination risks centers on developing comprehensive mitigation strategies that encompass material selection, processing optimization, and quality assurance protocols. This involves establishing robust manufacturing procedures that minimize void formation, ensure proper resin distribution, and maintain consistent fiber-to-resin ratios throughout the laminate structure.
Secondary objectives include implementing advanced monitoring technologies for real-time process control, developing predictive models for delamination susceptibility, and establishing standardized testing protocols for early detection of potential failure modes. These goals collectively aim to enhance the reliability and performance of prepreg laminate structures across diverse applications while reducing manufacturing costs and improving production efficiency.
Market Demand for Reliable Composite Laminate Solutions
The aerospace industry represents the largest and most demanding market segment for reliable composite laminate solutions, driven by stringent safety requirements and performance specifications. Aircraft manufacturers require prepreg laminates that can withstand extreme temperature variations, mechanical stress, and environmental conditions while maintaining structural integrity throughout extended service lives. The increasing adoption of composite materials in commercial aviation, particularly in next-generation aircraft designs, has created substantial demand for delamination-resistant solutions that can meet certification standards.
Automotive manufacturers are increasingly incorporating composite laminates into vehicle structures to achieve weight reduction targets and improve fuel efficiency. The transition toward electric vehicles has intensified this demand, as manufacturers seek lightweight materials that can offset battery weight while maintaining crash safety performance. Delamination failures in automotive applications can compromise passenger safety and vehicle performance, making reliability a critical purchasing criterion for automotive-grade prepreg materials.
The renewable energy sector, particularly wind turbine manufacturing, represents a rapidly expanding market for composite laminates. Wind turbine blades require materials that can endure decades of cyclic loading, environmental exposure, and fatigue conditions without delamination failure. The growing global investment in wind energy infrastructure has created sustained demand for high-performance composite solutions that can guarantee long-term structural reliability.
Marine and offshore applications demand composite laminates capable of resisting delamination under harsh saltwater environments and dynamic loading conditions. The offshore oil and gas industry, along with naval and commercial shipbuilding sectors, requires materials that can maintain bond integrity despite prolonged exposure to moisture, temperature cycling, and mechanical stress.
Industrial manufacturing sectors increasingly rely on composite tooling and structural components that must deliver consistent performance without delamination risks. Applications ranging from chemical processing equipment to sporting goods manufacturing require reliable laminate solutions that can withstand specific operational demands while maintaining dimensional stability and mechanical properties over extended periods.
The market demand is further driven by regulatory requirements and industry standards that mandate rigorous testing and certification processes for composite materials. End-users across all sectors prioritize suppliers who can demonstrate proven track records in delamination prevention and provide comprehensive quality assurance documentation.
Automotive manufacturers are increasingly incorporating composite laminates into vehicle structures to achieve weight reduction targets and improve fuel efficiency. The transition toward electric vehicles has intensified this demand, as manufacturers seek lightweight materials that can offset battery weight while maintaining crash safety performance. Delamination failures in automotive applications can compromise passenger safety and vehicle performance, making reliability a critical purchasing criterion for automotive-grade prepreg materials.
The renewable energy sector, particularly wind turbine manufacturing, represents a rapidly expanding market for composite laminates. Wind turbine blades require materials that can endure decades of cyclic loading, environmental exposure, and fatigue conditions without delamination failure. The growing global investment in wind energy infrastructure has created sustained demand for high-performance composite solutions that can guarantee long-term structural reliability.
Marine and offshore applications demand composite laminates capable of resisting delamination under harsh saltwater environments and dynamic loading conditions. The offshore oil and gas industry, along with naval and commercial shipbuilding sectors, requires materials that can maintain bond integrity despite prolonged exposure to moisture, temperature cycling, and mechanical stress.
Industrial manufacturing sectors increasingly rely on composite tooling and structural components that must deliver consistent performance without delamination risks. Applications ranging from chemical processing equipment to sporting goods manufacturing require reliable laminate solutions that can withstand specific operational demands while maintaining dimensional stability and mechanical properties over extended periods.
The market demand is further driven by regulatory requirements and industry standards that mandate rigorous testing and certification processes for composite materials. End-users across all sectors prioritize suppliers who can demonstrate proven track records in delamination prevention and provide comprehensive quality assurance documentation.
Current Delamination Challenges in Prepreg Manufacturing
Prepreg laminate manufacturing faces significant delamination challenges that stem from multiple interconnected factors throughout the production process. The primary challenge lies in achieving optimal resin flow and fiber wet-out during the consolidation phase, where insufficient resin penetration creates weak interfacial bonds between plies. This issue is particularly pronounced in thick laminates where resin viscosity changes and cure kinetics vary significantly from surface to core regions.
Temperature and pressure control during autoclave processing represents another critical challenge area. Non-uniform temperature distribution across large composite parts leads to differential cure rates, creating internal stresses that manifest as delamination initiation sites. The challenge is compounded by the need to balance cure temperature profiles that ensure complete resin crosslinking while preventing excessive volatile generation that can create voids and weak interlayer adhesion.
Contamination control presents ongoing manufacturing difficulties, as even microscopic foreign particles or moisture absorption can compromise interlayer bonding. Prepreg materials are highly sensitive to environmental conditions, and maintaining consistent storage and handling protocols across global manufacturing facilities remains challenging. Surface contamination from release films, tool surfaces, or handling equipment frequently leads to localized delamination zones.
Fiber architecture compatibility issues create additional complexity, particularly in hybrid laminates combining different fiber types or orientations. Thermal expansion mismatches between dissimilar materials generate interlaminar stresses during cure cycles, while varying fiber surface treatments can result in inconsistent resin-fiber adhesion across different plies.
Quality control and detection capabilities represent a fundamental challenge, as traditional non-destructive testing methods often fail to identify incipient delamination or weak bonding conditions before they propagate during service. The industry struggles with establishing reliable predictive indicators for delamination susceptibility, making it difficult to implement effective preventive measures during manufacturing.
Process scalability from laboratory to production environments introduces additional variables that affect delamination resistance. Scaling effects in autoclave processing, tooling thermal mass variations, and production rate pressures often compromise the precise control conditions necessary for optimal interlayer bonding, creating systematic quality variations across production batches.
Temperature and pressure control during autoclave processing represents another critical challenge area. Non-uniform temperature distribution across large composite parts leads to differential cure rates, creating internal stresses that manifest as delamination initiation sites. The challenge is compounded by the need to balance cure temperature profiles that ensure complete resin crosslinking while preventing excessive volatile generation that can create voids and weak interlayer adhesion.
Contamination control presents ongoing manufacturing difficulties, as even microscopic foreign particles or moisture absorption can compromise interlayer bonding. Prepreg materials are highly sensitive to environmental conditions, and maintaining consistent storage and handling protocols across global manufacturing facilities remains challenging. Surface contamination from release films, tool surfaces, or handling equipment frequently leads to localized delamination zones.
Fiber architecture compatibility issues create additional complexity, particularly in hybrid laminates combining different fiber types or orientations. Thermal expansion mismatches between dissimilar materials generate interlaminar stresses during cure cycles, while varying fiber surface treatments can result in inconsistent resin-fiber adhesion across different plies.
Quality control and detection capabilities represent a fundamental challenge, as traditional non-destructive testing methods often fail to identify incipient delamination or weak bonding conditions before they propagate during service. The industry struggles with establishing reliable predictive indicators for delamination susceptibility, making it difficult to implement effective preventive measures during manufacturing.
Process scalability from laboratory to production environments introduces additional variables that affect delamination resistance. Scaling effects in autoclave processing, tooling thermal mass variations, and production rate pressures often compromise the precise control conditions necessary for optimal interlayer bonding, creating systematic quality variations across production batches.
Existing Delamination Prevention Solutions
01 Surface treatment and adhesion enhancement methods
Various surface treatment techniques can be employed to improve the adhesion between prepreg layers and prevent delamination. These methods include plasma treatment, chemical etching, and surface roughening to create better mechanical interlocking. The treatments modify the surface energy and create reactive sites that promote stronger interfacial bonding between layers.- Surface treatment and adhesion enhancement methods: Various surface treatment techniques can be employed to improve the adhesion between prepreg layers and prevent delamination. These methods include plasma treatment, chemical etching, and surface roughening to create better mechanical interlocking. The treatments modify the surface energy and create reactive sites that promote stronger bonding between layers, thereby reducing the likelihood of delamination during processing or service.
- Resin matrix modification and formulation: The resin matrix composition plays a crucial role in preventing delamination by optimizing the chemical and physical properties of the binding system. Modifications include the addition of toughening agents, coupling agents, and crosslinking promoters that enhance the interfacial strength between fiber and matrix. These formulations improve the overall cohesive strength of the laminate and reduce stress concentrations that can lead to delamination.
- Processing parameter optimization: Controlling manufacturing parameters such as temperature, pressure, and curing time is essential for preventing delamination in prepreg laminates. Optimized processing conditions ensure proper resin flow, complete curing, and minimal void formation. The control of heating rates, pressure application sequences, and cooling profiles helps achieve uniform consolidation and reduces internal stresses that contribute to delamination.
- Fiber-matrix interface engineering: Engineering the interface between reinforcing fibers and the matrix material is critical for delamination resistance. This involves the use of sizing agents, coupling agents, and interfacial modifiers that create strong chemical bonds between the fiber surface and the surrounding resin. Proper interface design ensures effective load transfer and prevents crack initiation and propagation along fiber-matrix boundaries.
- Structural design and layup optimization: The arrangement and orientation of prepreg layers significantly influence delamination resistance. Strategic layup sequences, ply orientation angles, and the incorporation of interleaving materials can minimize interlaminar stresses and improve damage tolerance. Design considerations include balancing symmetric layups, avoiding abrupt stiffness changes, and incorporating toughened interlayers to arrest crack propagation between plies.
02 Resin matrix modification and formulation
The resin matrix composition plays a crucial role in preventing delamination by optimizing the chemical and physical properties of the binding system. This includes the use of toughening agents, coupling agents, and modified resin formulations that provide better adhesion and flexibility. The approach focuses on enhancing the interfacial strength and reducing internal stress concentrations.Expand Specific Solutions03 Fiber-matrix interface optimization
Improving the interface between reinforcing fibers and the matrix material is essential for preventing delamination. This involves fiber surface treatments, sizing applications, and the use of compatibilizing agents that create stronger chemical bonds at the fiber-matrix interface. These modifications help distribute stress more evenly and prevent crack initiation.Expand Specific Solutions04 Processing parameter control and curing optimization
Controlling manufacturing parameters such as temperature, pressure, and curing time is critical for preventing delamination defects. Optimized processing conditions ensure proper resin flow, complete curing, and minimal void formation. This includes the development of specific curing cycles and pressure application methods that minimize residual stresses and promote uniform consolidation.Expand Specific Solutions05 Structural design and layup configuration
The arrangement and orientation of prepreg layers significantly affects delamination resistance. This includes optimizing ply stacking sequences, fiber orientations, and the use of interleaving materials or stitching techniques. Strategic design approaches help manage interlaminar stresses and provide alternative load paths that prevent delamination propagation.Expand Specific Solutions
Key Players in Prepreg and Composite Materials Industry
The prepreg laminate delamination mitigation market represents a mature yet evolving industry driven by increasing demand for high-performance composite materials across aerospace, automotive, and electronics sectors. The market demonstrates significant scale with established players like Hexcel Corp. and Hexcel Composites Ltd. leading aerospace applications, while Asian manufacturers including Shengyi Technology, Resonac Corp., and Sumitomo Bakelite dominate electronics-focused segments. Technology maturity varies across applications, with aerospace-grade prepregs from companies like Hexcel showing advanced anti-delamination formulations, while electronics manufacturers such as Murata Manufacturing and Mitsubishi Gas Chemical continue developing specialized bonding agents and surface treatments. The competitive landscape reflects regional specialization, with Japanese firms like Ajinomoto and Panasonic Holdings leveraging chemical expertise, European players focusing on automotive applications, and emerging solutions from companies like JUMATECH addressing next-generation PCB requirements, indicating ongoing technological advancement despite market maturity.
Shengyi Technology Co., Ltd.
Technical Solution: Shengyi Technology focuses on resin chemistry optimization and controlled atmosphere processing to address delamination in prepreg laminates. Their methodology involves developing low-stress resin systems with improved adhesion properties and implementing vacuum-assisted processing techniques. The company emphasizes proper material conditioning protocols, including controlled humidity and temperature storage environments. Their approach also includes surface preparation techniques using plasma treatment and chemical etching to enhance interlayer bonding strength, combined with optimized pressing cycles that minimize thermal stress accumulation during laminate consolidation.
Strengths: Cost-effective processing solutions and strong expertise in electronic-grade materials. Weaknesses: Limited experience in high-performance aerospace applications compared to established Western competitors.
Hexcel Corp.
Technical Solution: Hexcel employs advanced autoclave curing processes with precise temperature and pressure control to minimize delamination risks in prepreg laminates. Their approach includes optimized resin formulations with enhanced flow characteristics and controlled viscosity profiles during cure cycles. The company utilizes multi-stage heating protocols that allow for gradual solvent removal and air evacuation, reducing void formation and interface weaknesses. Additionally, Hexcel implements surface treatment technologies for fiber-matrix adhesion enhancement and develops specialized prepreg storage and handling protocols to maintain material integrity before processing.
Strengths: Industry-leading autoclave technology and extensive aerospace certification experience. Weaknesses: High processing costs and energy-intensive curing methods limit cost-effectiveness for high-volume applications.
Core Innovations in Laminate Bonding Technologies
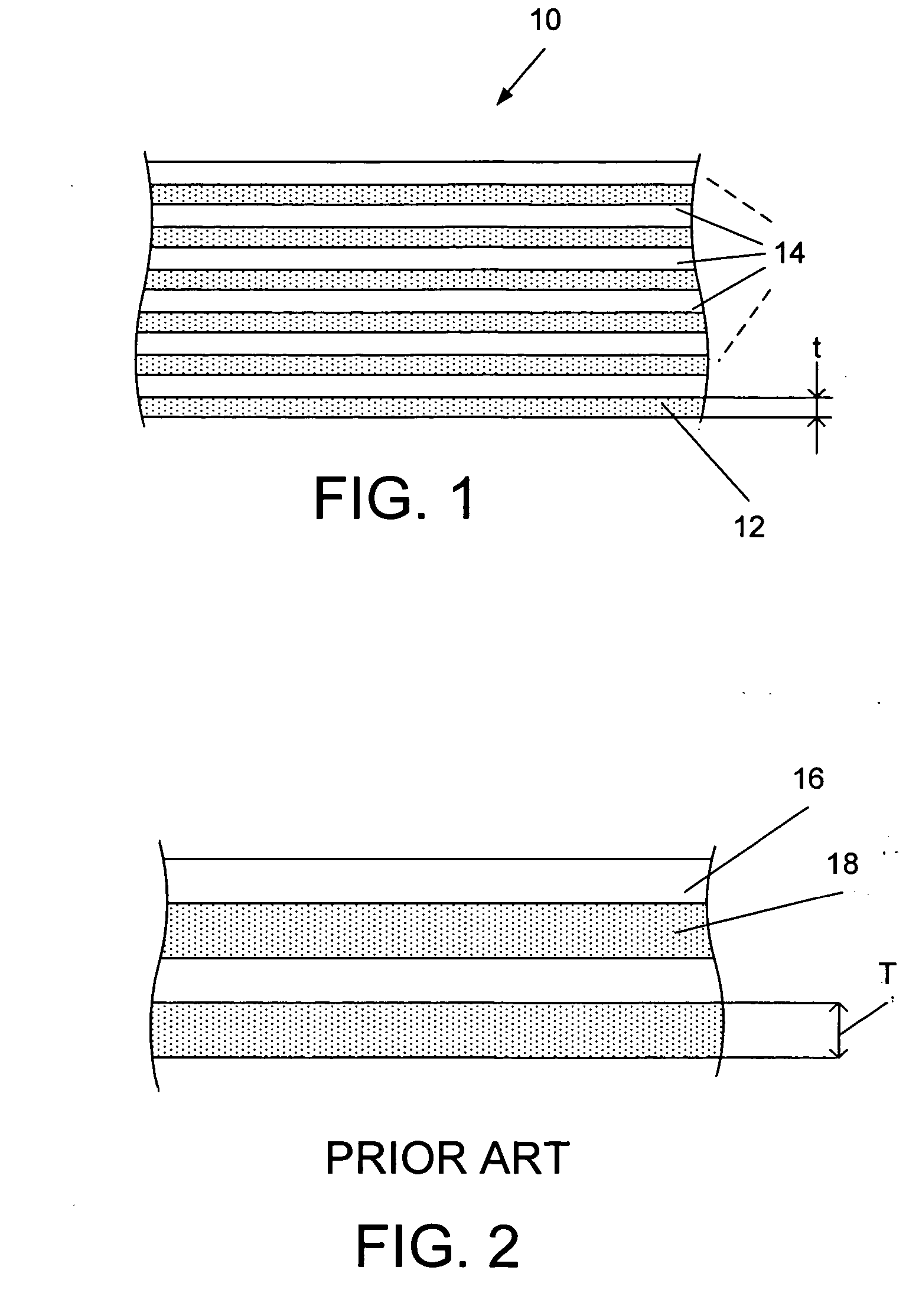
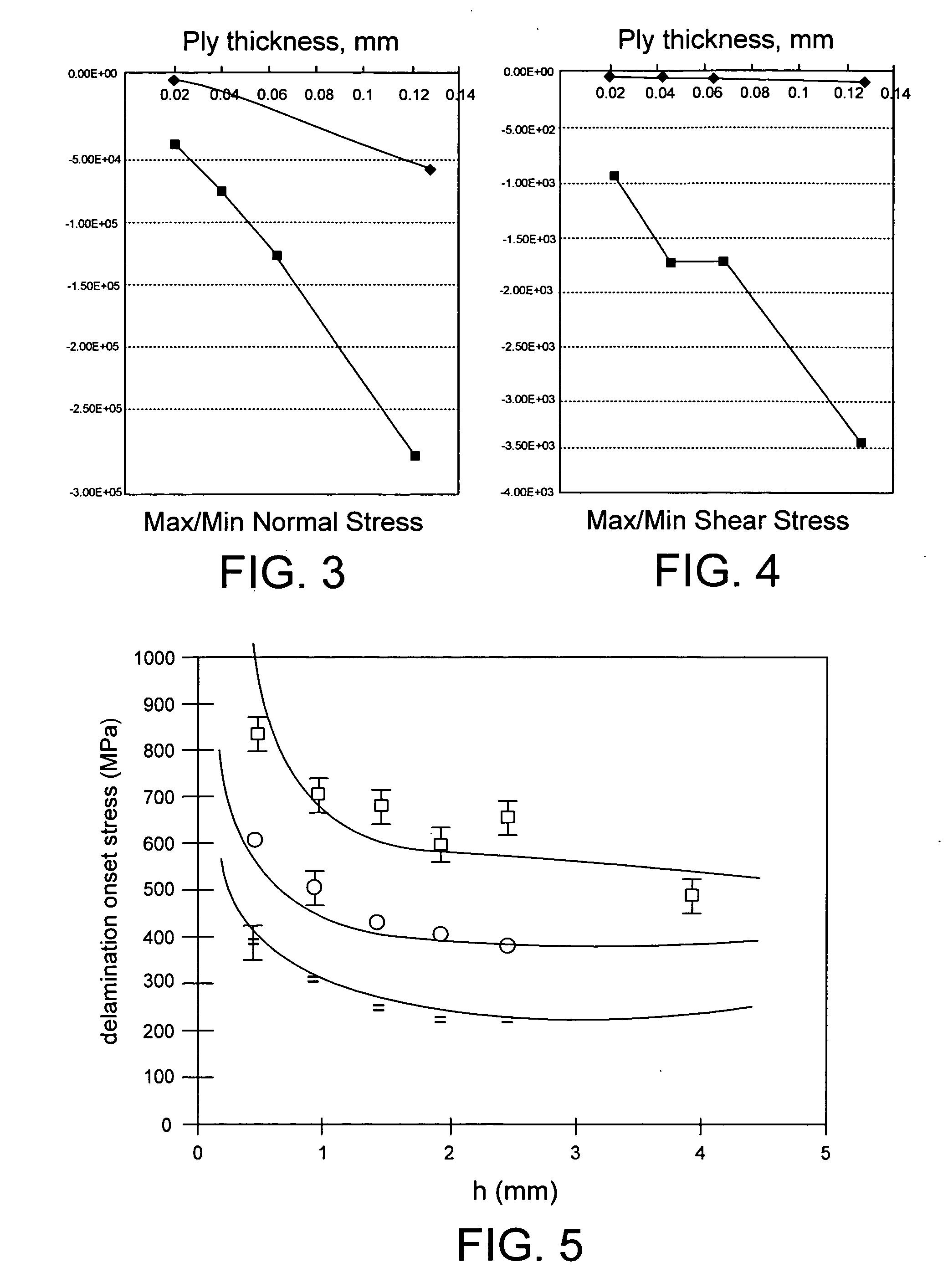
Thin ply laminates
PatentInactiveUS20060093802A1
Innovation
- The use of thin plies with a thickness of 0.08 mm or less, combined with thicker conventional plies, to form sublaminates that provide improved resistance to micro-cracking and delamination, reducing laminate thickness and assembly costs while maintaining high mechanical performance.

Composite laminate for an airframe lifting surface and method for manufacturing thereof
PatentActiveUS20210122454A1
Innovation
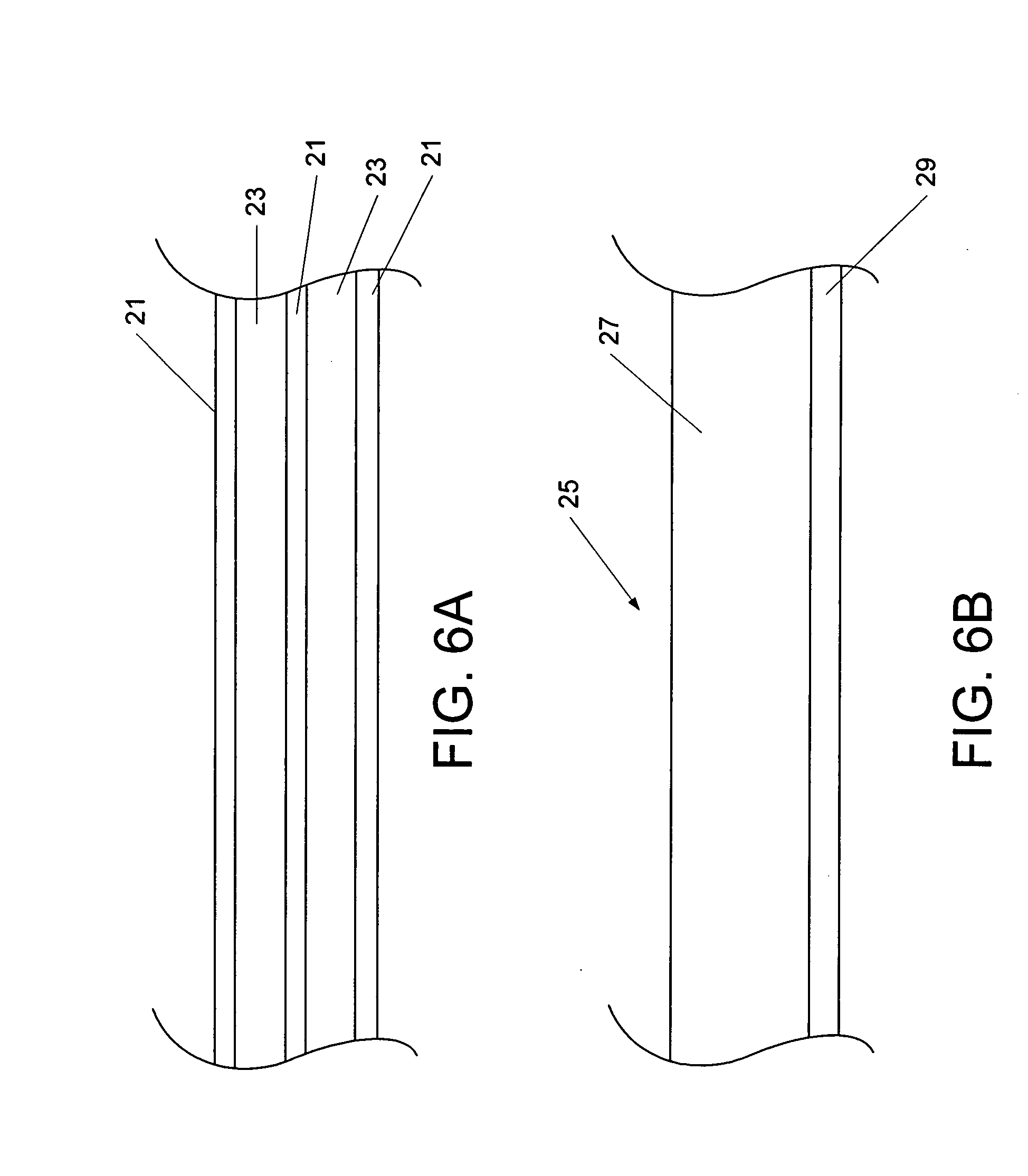
- A composite laminate design featuring stacked plies with alternating orientations and reduced thickness, where some plies are laid up parallel to the edge direction and others at angles (e.g., 0°, 90°, +45°, -45°) with thinner plies distributed throughout to minimize edge effects, manufactured using Automated Fibre Placement (AFP) technology.



Quality Standards for Aerospace Composite Laminates
Aerospace composite laminates must adhere to stringent quality standards to ensure structural integrity and safety in critical applications. The primary international standards governing these materials include ASTM D3039 for tensile testing, ASTM D7136 for impact damage tolerance, and AS9100 for aerospace quality management systems. These standards establish baseline requirements for material properties, manufacturing processes, and inspection protocols specifically designed to address delamination risks in prepreg laminates.
Material qualification standards require comprehensive characterization of interlaminar shear strength using ASTM D2344 short beam shear tests and Mode I fracture toughness evaluation through ASTM D5528 double cantilever beam testing. These tests directly assess the laminate's resistance to delamination initiation and propagation under various loading conditions. Additionally, ASTM D6415 mixed-mode bending tests provide critical data on delamination behavior under combined loading scenarios commonly encountered in aerospace applications.
Manufacturing quality standards emphasize process control parameters that directly influence delamination susceptibility. Temperature uniformity requirements typically mandate ±5°C variation across the autoclave during cure cycles, while pressure application standards require gradual ramp rates to prevent resin flow irregularities. Vacuum bag integrity standards specify leak rates below 5 inches of mercury per hour to ensure proper consolidation and void minimization.
Non-destructive evaluation standards play a crucial role in delamination detection and prevention. Ultrasonic inspection protocols following ASTM D7136 require sensitivity levels capable of detecting delaminations as small as 6mm in diameter. Thermographic inspection standards mandate temperature differential detection capabilities of 0.1°C to identify subsurface anomalies that could lead to delamination growth.
Statistical process control standards require documentation of critical process parameters with capability indices (Cpk) exceeding 1.33 for key variables affecting delamination resistance. This includes fiber volume fraction control within ±2%, void content below 2%, and ply thickness variation within ±10% of nominal values. These stringent controls ensure consistent laminate quality and predictable delamination resistance across production batches.
Acceptance criteria standards establish clear thresholds for laminate quality, including maximum allowable delamination sizes, void content limits, and interlaminar strength requirements. These criteria provide objective benchmarks for quality assessment and help maintain consistent standards across different manufacturing facilities and suppliers in the aerospace supply chain.
Material qualification standards require comprehensive characterization of interlaminar shear strength using ASTM D2344 short beam shear tests and Mode I fracture toughness evaluation through ASTM D5528 double cantilever beam testing. These tests directly assess the laminate's resistance to delamination initiation and propagation under various loading conditions. Additionally, ASTM D6415 mixed-mode bending tests provide critical data on delamination behavior under combined loading scenarios commonly encountered in aerospace applications.
Manufacturing quality standards emphasize process control parameters that directly influence delamination susceptibility. Temperature uniformity requirements typically mandate ±5°C variation across the autoclave during cure cycles, while pressure application standards require gradual ramp rates to prevent resin flow irregularities. Vacuum bag integrity standards specify leak rates below 5 inches of mercury per hour to ensure proper consolidation and void minimization.
Non-destructive evaluation standards play a crucial role in delamination detection and prevention. Ultrasonic inspection protocols following ASTM D7136 require sensitivity levels capable of detecting delaminations as small as 6mm in diameter. Thermographic inspection standards mandate temperature differential detection capabilities of 0.1°C to identify subsurface anomalies that could lead to delamination growth.
Statistical process control standards require documentation of critical process parameters with capability indices (Cpk) exceeding 1.33 for key variables affecting delamination resistance. This includes fiber volume fraction control within ±2%, void content below 2%, and ply thickness variation within ±10% of nominal values. These stringent controls ensure consistent laminate quality and predictable delamination resistance across production batches.
Acceptance criteria standards establish clear thresholds for laminate quality, including maximum allowable delamination sizes, void content limits, and interlaminar strength requirements. These criteria provide objective benchmarks for quality assessment and help maintain consistent standards across different manufacturing facilities and suppliers in the aerospace supply chain.
Environmental Impact of Prepreg Manufacturing Processes
The environmental implications of prepreg manufacturing processes have become increasingly significant as the aerospace, automotive, and renewable energy sectors expand their use of composite materials. Traditional prepreg production involves substantial energy consumption during resin impregnation, solvent-based processing, and thermal curing cycles, contributing to elevated carbon footprints. Manufacturing facilities typically consume 15-25% more energy compared to conventional material processing due to precise temperature and pressure requirements throughout the production chain.
Volatile organic compound (VOC) emissions represent a primary environmental concern in prepreg manufacturing. Solvent-based resin systems release significant quantities of organic compounds during impregnation and curing processes, requiring sophisticated ventilation systems and emission control technologies. Advanced manufacturing facilities have implemented closed-loop solvent recovery systems, achieving up to 95% solvent recapture rates and substantially reducing atmospheric emissions.
Water consumption and wastewater generation pose additional environmental challenges. Cleaning processes, equipment maintenance, and quality control procedures generate contaminated water streams containing resin residues and chemical additives. Modern facilities employ advanced water treatment systems, including membrane filtration and biological treatment processes, to minimize environmental discharge while enabling water recycling for non-critical applications.
Waste generation throughout the manufacturing process includes off-specification materials, trimmed edges, and expired prepreg inventory. These materials cannot be easily recycled due to their thermoset nature, typically requiring energy recovery through controlled incineration or specialized disposal methods. Progressive manufacturers are developing chemical recycling technologies to recover carbon fibers and reduce landfill dependency.
The industry has responded through sustainable manufacturing initiatives, including renewable energy adoption, bio-based resin development, and process optimization strategies. Leading manufacturers report 20-30% reductions in energy consumption through advanced heating systems and improved process control. Additionally, the development of water-based and solvent-free resin systems significantly reduces environmental impact while maintaining performance characteristics essential for high-performance applications.
Volatile organic compound (VOC) emissions represent a primary environmental concern in prepreg manufacturing. Solvent-based resin systems release significant quantities of organic compounds during impregnation and curing processes, requiring sophisticated ventilation systems and emission control technologies. Advanced manufacturing facilities have implemented closed-loop solvent recovery systems, achieving up to 95% solvent recapture rates and substantially reducing atmospheric emissions.
Water consumption and wastewater generation pose additional environmental challenges. Cleaning processes, equipment maintenance, and quality control procedures generate contaminated water streams containing resin residues and chemical additives. Modern facilities employ advanced water treatment systems, including membrane filtration and biological treatment processes, to minimize environmental discharge while enabling water recycling for non-critical applications.
Waste generation throughout the manufacturing process includes off-specification materials, trimmed edges, and expired prepreg inventory. These materials cannot be easily recycled due to their thermoset nature, typically requiring energy recovery through controlled incineration or specialized disposal methods. Progressive manufacturers are developing chemical recycling technologies to recover carbon fibers and reduce landfill dependency.
The industry has responded through sustainable manufacturing initiatives, including renewable energy adoption, bio-based resin development, and process optimization strategies. Leading manufacturers report 20-30% reductions in energy consumption through advanced heating systems and improved process control. Additionally, the development of water-based and solvent-free resin systems significantly reduces environmental impact while maintaining performance characteristics essential for high-performance applications.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!