

Optimize Clad Layer Thickness in Laser Cladding for Cost
APR 8, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Laser Cladding Technology Background and Optimization Goals
Laser cladding technology emerged in the 1970s as an advanced surface modification technique that utilizes high-energy laser beams to melt and fuse metallic powders or wires onto substrate surfaces. This additive manufacturing process creates metallurgically bonded layers with superior properties compared to conventional coating methods. The technology has evolved from simple single-track deposition to sophisticated multi-layer manufacturing systems capable of producing complex three-dimensional components.
The fundamental principle involves directing a focused laser beam onto a substrate while simultaneously feeding powder or wire material into the melt pool. The rapid heating and cooling cycles characteristic of laser processing result in fine microstructures with enhanced mechanical properties. Unlike thermal spray or electroplating processes, laser cladding achieves true metallurgical bonding with minimal heat-affected zones and exceptional adhesion strength.
Historical development shows significant milestones from early research applications in the 1980s to industrial adoption in the 1990s. The technology gained prominence in aerospace, automotive, and oil and gas industries for component repair and enhancement. Recent advances include multi-axis systems, real-time monitoring capabilities, and integration with robotic platforms, expanding applications from repair operations to direct manufacturing of high-value components.
Current technological trends focus on process optimization, material development, and quality control enhancement. The integration of artificial intelligence and machine learning algorithms has enabled predictive process control and adaptive parameter adjustment. Advanced monitoring systems utilizing pyrometry, spectroscopy, and high-speed imaging provide real-time feedback for process optimization.
The primary optimization goal centers on achieving precise control over clad layer thickness while minimizing material consumption and processing time. Cost reduction objectives include maximizing powder utilization efficiency, reducing post-processing requirements, and optimizing energy consumption. Quality targets encompass achieving uniform thickness distribution, minimizing porosity and cracking, and ensuring consistent mechanical properties throughout the clad layer.
Strategic objectives involve developing predictive models that correlate process parameters with layer thickness outcomes, enabling automated thickness control systems, and establishing standardized protocols for different material combinations. The ultimate goal is achieving economically viable laser cladding processes that deliver consistent, high-quality results while maintaining competitive cost structures compared to alternative surface treatment technologies.
The fundamental principle involves directing a focused laser beam onto a substrate while simultaneously feeding powder or wire material into the melt pool. The rapid heating and cooling cycles characteristic of laser processing result in fine microstructures with enhanced mechanical properties. Unlike thermal spray or electroplating processes, laser cladding achieves true metallurgical bonding with minimal heat-affected zones and exceptional adhesion strength.
Historical development shows significant milestones from early research applications in the 1980s to industrial adoption in the 1990s. The technology gained prominence in aerospace, automotive, and oil and gas industries for component repair and enhancement. Recent advances include multi-axis systems, real-time monitoring capabilities, and integration with robotic platforms, expanding applications from repair operations to direct manufacturing of high-value components.
Current technological trends focus on process optimization, material development, and quality control enhancement. The integration of artificial intelligence and machine learning algorithms has enabled predictive process control and adaptive parameter adjustment. Advanced monitoring systems utilizing pyrometry, spectroscopy, and high-speed imaging provide real-time feedback for process optimization.
The primary optimization goal centers on achieving precise control over clad layer thickness while minimizing material consumption and processing time. Cost reduction objectives include maximizing powder utilization efficiency, reducing post-processing requirements, and optimizing energy consumption. Quality targets encompass achieving uniform thickness distribution, minimizing porosity and cracking, and ensuring consistent mechanical properties throughout the clad layer.
Strategic objectives involve developing predictive models that correlate process parameters with layer thickness outcomes, enabling automated thickness control systems, and establishing standardized protocols for different material combinations. The ultimate goal is achieving economically viable laser cladding processes that deliver consistent, high-quality results while maintaining competitive cost structures compared to alternative surface treatment technologies.
Market Demand for Cost-Effective Laser Cladding Solutions
The global laser cladding market is experiencing significant growth driven by increasing demand for cost-effective surface modification solutions across multiple industries. Manufacturing sectors are actively seeking technologies that can extend component lifecycles while minimizing material consumption and operational expenses. This demand is particularly pronounced in aerospace, automotive, oil and gas, and power generation industries where component reliability and cost optimization are critical factors.
Industrial manufacturers face mounting pressure to reduce maintenance costs and improve asset utilization rates. Traditional surface treatment methods often require complete component replacement or extensive refurbishment processes that result in substantial downtime and material waste. Laser cladding technology addresses these challenges by enabling precise material deposition with minimal heat-affected zones, allowing for selective repair and enhancement of high-value components.
The aerospace industry represents a major market segment where optimized clad layer thickness directly impacts both performance and economics. Aircraft engine components, landing gear systems, and structural elements require surface treatments that balance protective properties with weight considerations. Excessive cladding thickness adds unnecessary weight and material costs, while insufficient thickness compromises durability and service life.
Automotive manufacturers are increasingly adopting laser cladding for engine components, transmission parts, and tooling applications. The technology enables cost-effective restoration of worn components and enhancement of new parts with superior wear resistance. Market demand is particularly strong for solutions that can achieve optimal protective properties with minimal material usage, directly addressing cost reduction objectives.
Energy sector applications, including wind turbine components, steam turbine blades, and drilling equipment, require robust surface treatments capable of withstanding harsh operating conditions. The ability to precisely control clad layer thickness enables operators to achieve necessary performance characteristics while minimizing expensive alloy consumption and reducing processing time.
Market research indicates growing interest in automated laser cladding systems that can consistently deliver optimized layer thickness across complex geometries. End users are seeking integrated solutions that combine process monitoring, thickness control, and quality assurance capabilities to ensure reliable, cost-effective outcomes.
The demand for cost-effective laser cladding solutions is further amplified by sustainability initiatives and circular economy principles. Organizations are prioritizing technologies that enable component remanufacturing and life extension over replacement strategies, creating substantial market opportunities for optimized cladding processes that maximize material efficiency while maintaining performance standards.
Industrial manufacturers face mounting pressure to reduce maintenance costs and improve asset utilization rates. Traditional surface treatment methods often require complete component replacement or extensive refurbishment processes that result in substantial downtime and material waste. Laser cladding technology addresses these challenges by enabling precise material deposition with minimal heat-affected zones, allowing for selective repair and enhancement of high-value components.
The aerospace industry represents a major market segment where optimized clad layer thickness directly impacts both performance and economics. Aircraft engine components, landing gear systems, and structural elements require surface treatments that balance protective properties with weight considerations. Excessive cladding thickness adds unnecessary weight and material costs, while insufficient thickness compromises durability and service life.
Automotive manufacturers are increasingly adopting laser cladding for engine components, transmission parts, and tooling applications. The technology enables cost-effective restoration of worn components and enhancement of new parts with superior wear resistance. Market demand is particularly strong for solutions that can achieve optimal protective properties with minimal material usage, directly addressing cost reduction objectives.
Energy sector applications, including wind turbine components, steam turbine blades, and drilling equipment, require robust surface treatments capable of withstanding harsh operating conditions. The ability to precisely control clad layer thickness enables operators to achieve necessary performance characteristics while minimizing expensive alloy consumption and reducing processing time.
Market research indicates growing interest in automated laser cladding systems that can consistently deliver optimized layer thickness across complex geometries. End users are seeking integrated solutions that combine process monitoring, thickness control, and quality assurance capabilities to ensure reliable, cost-effective outcomes.
The demand for cost-effective laser cladding solutions is further amplified by sustainability initiatives and circular economy principles. Organizations are prioritizing technologies that enable component remanufacturing and life extension over replacement strategies, creating substantial market opportunities for optimized cladding processes that maximize material efficiency while maintaining performance standards.
Current State of Clad Layer Thickness Control Technologies
The current landscape of clad layer thickness control technologies in laser cladding encompasses several established approaches, each with distinct advantages and limitations. Real-time monitoring systems represent the most advanced category, utilizing optical coherence tomography (OCT), laser triangulation sensors, and pyrometry to measure layer thickness during the cladding process. These systems enable immediate feedback control but require significant capital investment and sophisticated calibration procedures.
Closed-loop control systems have emerged as the predominant solution for maintaining consistent clad layer thickness. These systems integrate sensors with automated parameter adjustment mechanisms, typically modifying laser power, scanning speed, or powder feed rate based on real-time thickness measurements. Current implementations achieve thickness control accuracy within ±10-15% of target values under optimal conditions.
Process parameter optimization remains a fundamental approach, relying on predetermined relationships between laser power, scanning speed, powder feed rate, and resulting layer thickness. Advanced implementations utilize machine learning algorithms to predict optimal parameter combinations based on substrate geometry and material properties. However, these systems struggle with adaptive control when processing conditions deviate from training datasets.
Powder flow control technologies have gained prominence as critical enablers of thickness uniformity. Gravimetric and volumetric powder feeders equipped with real-time flow monitoring capabilities can maintain powder delivery rates within ±2-3% variation. Some systems incorporate multiple powder streams with independent control, enabling localized thickness adjustment across the cladding path.
Thermal management systems play an increasingly important role in thickness control by maintaining consistent melt pool characteristics. Substrate preheating, inter-pass temperature control, and active cooling systems help stabilize the thermal environment, reducing thickness variations caused by heat accumulation effects. These systems are particularly effective for multi-layer applications where thermal history significantly impacts layer formation.
Despite these technological advances, current control systems face several persistent challenges. Most technologies operate effectively only within narrow processing windows and struggle with complex geometries or varying substrate conditions. Integration complexity and high implementation costs limit widespread adoption, particularly in cost-sensitive applications. Additionally, the lack of standardized control protocols across different laser cladding systems creates compatibility issues and increases development overhead for manufacturers seeking to optimize clad layer thickness for cost efficiency.
Closed-loop control systems have emerged as the predominant solution for maintaining consistent clad layer thickness. These systems integrate sensors with automated parameter adjustment mechanisms, typically modifying laser power, scanning speed, or powder feed rate based on real-time thickness measurements. Current implementations achieve thickness control accuracy within ±10-15% of target values under optimal conditions.
Process parameter optimization remains a fundamental approach, relying on predetermined relationships between laser power, scanning speed, powder feed rate, and resulting layer thickness. Advanced implementations utilize machine learning algorithms to predict optimal parameter combinations based on substrate geometry and material properties. However, these systems struggle with adaptive control when processing conditions deviate from training datasets.
Powder flow control technologies have gained prominence as critical enablers of thickness uniformity. Gravimetric and volumetric powder feeders equipped with real-time flow monitoring capabilities can maintain powder delivery rates within ±2-3% variation. Some systems incorporate multiple powder streams with independent control, enabling localized thickness adjustment across the cladding path.
Thermal management systems play an increasingly important role in thickness control by maintaining consistent melt pool characteristics. Substrate preheating, inter-pass temperature control, and active cooling systems help stabilize the thermal environment, reducing thickness variations caused by heat accumulation effects. These systems are particularly effective for multi-layer applications where thermal history significantly impacts layer formation.
Despite these technological advances, current control systems face several persistent challenges. Most technologies operate effectively only within narrow processing windows and struggle with complex geometries or varying substrate conditions. Integration complexity and high implementation costs limit widespread adoption, particularly in cost-sensitive applications. Additionally, the lack of standardized control protocols across different laser cladding systems creates compatibility issues and increases development overhead for manufacturers seeking to optimize clad layer thickness for cost efficiency.
Existing Clad Layer Thickness Optimization Approaches
01 Control of laser cladding parameters to regulate clad layer thickness
The thickness of the clad layer in laser cladding can be controlled by adjusting various process parameters such as laser power, scanning speed, powder feed rate, and beam diameter. By optimizing these parameters, the desired clad layer thickness can be achieved. The relationship between these parameters and the resulting thickness is critical for ensuring uniform coating and proper bonding to the substrate. Process monitoring and feedback control systems can be implemented to maintain consistent thickness throughout the cladding operation.- Control of laser cladding parameters to regulate clad layer thickness: The thickness of the clad layer in laser cladding can be controlled by adjusting various process parameters such as laser power, scanning speed, powder feed rate, and beam diameter. By optimizing these parameters, the desired clad layer thickness can be achieved. The relationship between these parameters and the resulting thickness is critical for ensuring uniform coating and proper bonding to the substrate. Process monitoring and feedback control systems can be implemented to maintain consistent thickness throughout the cladding operation.
- Powder composition and material selection for thickness optimization: The selection of cladding powder materials and their composition significantly affects the achievable clad layer thickness. Different powder materials have varying melting characteristics, flow properties, and deposition rates that influence the final thickness. The particle size distribution of the powder also plays a role in determining how the material deposits and solidifies. Proper material selection based on the substrate and intended application ensures optimal thickness control and layer quality.
- Multi-layer cladding techniques for achieving desired total thickness: When a single-pass cladding operation cannot achieve the required thickness, multi-layer cladding techniques are employed. This approach involves depositing multiple successive layers, with each layer having a controlled thickness. The inter-layer parameters such as cooling time, overlap ratio, and reheating effects must be carefully managed to ensure proper bonding between layers and avoid defects. This method allows for the creation of thicker coatings while maintaining quality and minimizing thermal stress.
- Measurement and monitoring systems for clad layer thickness: Various measurement and monitoring systems are used to assess and control clad layer thickness during and after the laser cladding process. Real-time monitoring techniques include optical sensors, laser triangulation, and vision systems that provide feedback for process adjustment. Post-process measurement methods such as ultrasonic testing, eddy current testing, and cross-sectional analysis verify the achieved thickness. These measurement systems enable quality control and ensure that the clad layer meets specified thickness requirements.
- Substrate preparation and surface treatment effects on clad thickness: The condition and preparation of the substrate surface significantly influence the clad layer thickness and its uniformity. Surface roughness, cleanliness, and pre-treatment methods such as sandblasting or chemical cleaning affect how the molten material spreads and adheres. The thermal properties of the substrate, including its heat dissipation characteristics, also impact the solidification behavior and final thickness of the clad layer. Proper substrate preparation ensures consistent thickness distribution and strong metallurgical bonding.
02 Powder composition and material selection for thickness optimization
The composition and characteristics of the cladding powder material significantly influence the final clad layer thickness. Different powder materials have varying melting points, flowability, and deposition rates, which affect how the material builds up during the cladding process. The particle size distribution of the powder also plays a role in determining the thickness uniformity. Selection of appropriate powder materials and their preparation methods can help achieve the target thickness while maintaining desired mechanical and metallurgical properties of the clad layer.Expand Specific Solutions03 Multi-layer cladding techniques for achieving specific thickness
When a single-pass cladding cannot achieve the required thickness, multi-layer cladding techniques are employed. This approach involves depositing multiple layers sequentially, with each layer adding to the total thickness. The overlap ratio between adjacent tracks and layers must be carefully controlled to ensure uniform thickness distribution. Inter-layer cooling time and reheating effects need to be considered to prevent defects such as cracking or delamination. This method allows for the creation of thicker clad layers while maintaining quality and structural integrity.Expand Specific Solutions04 Measurement and monitoring systems for clad layer thickness
Real-time measurement and monitoring of clad layer thickness during the laser cladding process is essential for quality control. Various sensing technologies including optical sensors, laser triangulation, and vision systems can be employed to measure the thickness in-situ. These measurement systems provide feedback that can be used to adjust process parameters dynamically to maintain the desired thickness. Post-process inspection methods such as ultrasonic testing and cross-sectional analysis are also used to verify the final clad layer thickness and detect any variations or defects.Expand Specific Solutions05 Substrate preparation and surface treatment effects on clad thickness
The condition and preparation of the substrate surface significantly affect the clad layer thickness and its uniformity. Surface roughness, cleanliness, and pre-treatment methods such as sandblasting or chemical cleaning influence the initial powder adhesion and subsequent layer build-up. The thermal properties of the substrate material also impact heat dissipation during cladding, which in turn affects the melt pool geometry and final thickness. Proper substrate preparation ensures better control over the clad layer thickness and improves the bonding quality between the clad layer and the base material.Expand Specific Solutions
Key Players in Laser Cladding Equipment and Services
The laser cladding industry for cost-optimized clad layer thickness is in a mature development stage, driven by increasing demand for surface enhancement and component repair across manufacturing sectors. The market demonstrates significant growth potential, particularly in automotive, aerospace, and heavy machinery applications, with established players like Toyota Motor Corp., Caterpillar Inc., and Renault SA integrating these technologies into their manufacturing processes. Technology maturity varies considerably across the competitive landscape, with industrial giants such as Canon Inc., Sharp Corp., and IHI Corp. leading advanced applications, while specialized manufacturers like Kondex Corp. and Bekaert SA focus on niche coating solutions. Research institutions including Huazhong University of Science & Technology and Yanshan University contribute fundamental research, while companies like Shandong Energy Machinery Group Han Remanufacturing Co. Ltd. and China Machinery New Materials Research Institute drive practical applications. The competitive environment shows a clear division between technology developers, equipment manufacturers, and end-users, with emerging players from Asia challenging established Western companies in both innovation and market penetration.
Toyota Motor Corp.
Technical Solution: Toyota has implemented laser cladding optimization for automotive component manufacturing, particularly focusing on engine and transmission parts. Their methodology combines lean manufacturing principles with advanced process optimization to minimize clad layer thickness while ensuring component performance. The company utilizes statistical process control and machine learning algorithms to determine optimal thickness parameters, typically ranging from 0.3-1.5mm for different automotive applications. Their system incorporates real-time quality monitoring and feedback control to maintain consistent layer properties while minimizing material waste. Toyota's approach emphasizes standardization and repeatability, with documented procedures for thickness optimization that consider both manufacturing costs and component lifecycle requirements in automotive environments.
Strengths: Strong process standardization capabilities, extensive automotive application experience, proven cost optimization methodologies. Weaknesses: Primarily focused on automotive applications, may require adaptation for other industries.
Caterpillar, Inc.
Technical Solution: Caterpillar has developed advanced laser cladding systems for remanufacturing heavy equipment components, focusing on optimizing clad layer thickness through automated process control. Their technology utilizes real-time monitoring systems that adjust laser power, feed rate, and powder flow to maintain consistent clad thickness between 0.5-2.0mm depending on component requirements. The company employs predictive algorithms that calculate optimal thickness based on substrate material properties, expected wear patterns, and operational loads. Their approach integrates cost analysis models that balance material usage with performance requirements, achieving up to 40% reduction in powder consumption while maintaining component durability standards for construction and mining equipment applications.
Strengths: Extensive field experience in heavy equipment applications, proven cost reduction methodologies, robust process control systems. Weaknesses: Limited to specific industrial applications, high initial equipment investment requirements.
Core Patents in Laser Cladding Process Control
Laser cladded rods or tubes for percussive drilling
PatentInactiveEP4299875A1
Innovation
- A drill rod or tube with a laser-cladded wear protection layer applied to the peripheral surface, particularly the shoulder area, using a metal matrix composite or alloy with controlled thickness and hardness to minimize heat-affected zones and enhance wear resistance, combined with extreme high-speed laser material deposition for efficient and stress-reduced coating.



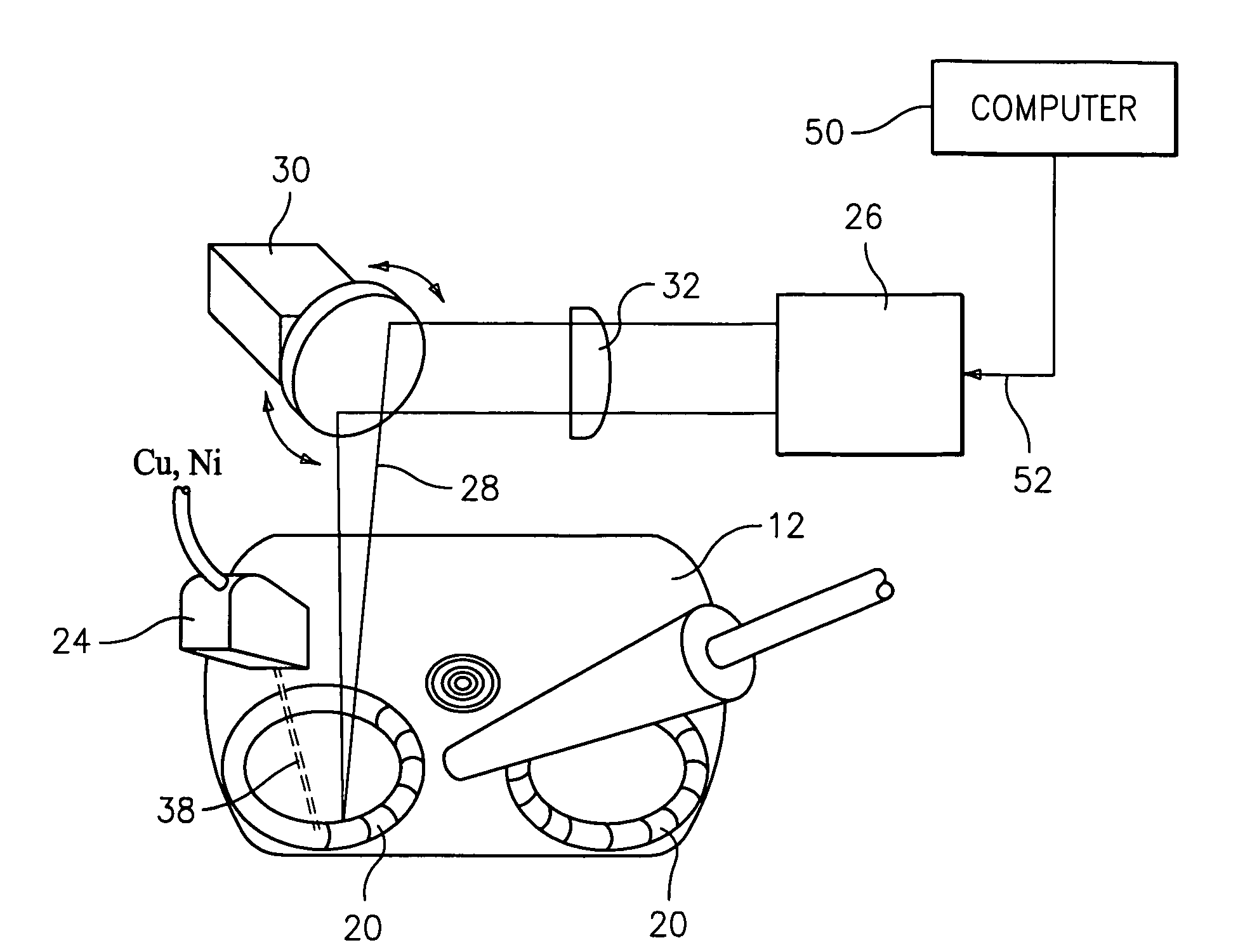
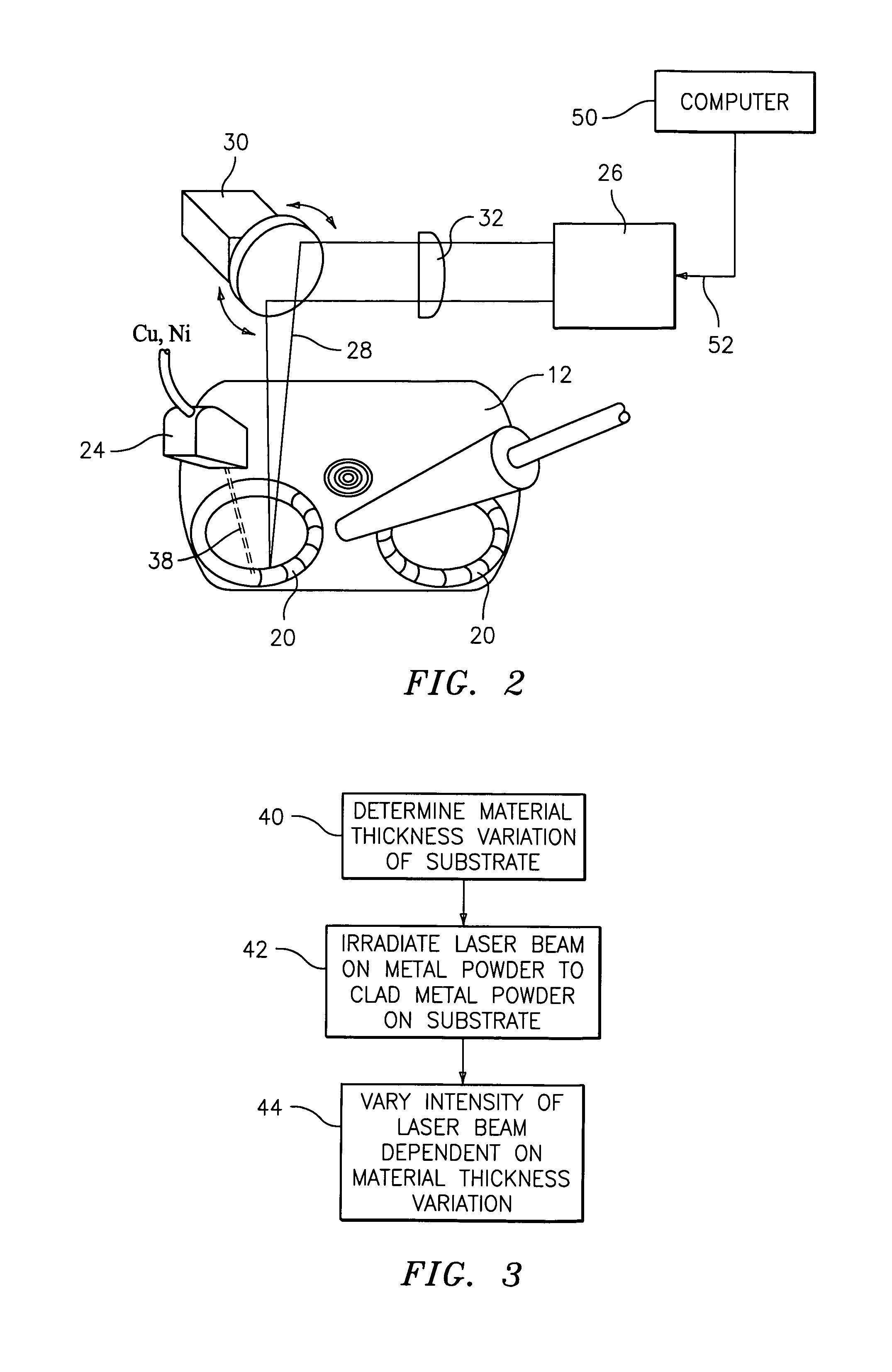
Method and system for laser cladding
PatentInactiveUS20060153996A1
Innovation
- A method and system that determine material thickness variations using 3D modeling and adjust laser intensity accordingly to achieve uniform dilution between the metal mixture and the substrate, ensuring consistent fusion and improved durability.

Material Efficiency Standards in Additive Manufacturing
Material efficiency standards in additive manufacturing have become increasingly critical as the industry matures and seeks to balance performance requirements with economic viability. These standards establish quantitative metrics for material utilization, waste reduction, and cost-effectiveness across various additive manufacturing processes, including laser cladding applications.
The development of material efficiency benchmarks stems from the need to optimize powder utilization rates, minimize material waste, and establish consistent quality metrics. Industry organizations such as ASTM International and ISO have begun establishing guidelines that define acceptable material efficiency ratios, typically ranging from 85% to 95% for powder-based processes. These standards consider factors including powder catchment efficiency, recycling capabilities, and the relationship between material consumption and final part properties.
Current material efficiency standards emphasize the importance of layer thickness optimization as a primary driver of cost reduction. Standards specify that optimal layer thickness should achieve maximum material utilization while maintaining structural integrity and surface quality requirements. The guidelines establish measurement protocols for tracking powder consumption per unit volume of deposited material, enabling manufacturers to benchmark their processes against industry best practices.
Quality assurance frameworks within these standards mandate comprehensive documentation of material flow throughout the manufacturing process. This includes tracking virgin powder consumption, recycled material integration rates, and waste generation metrics. The standards require manufacturers to maintain material traceability records that demonstrate compliance with efficiency targets while ensuring part quality remains within specified tolerances.
Emerging standards also address the economic implications of material efficiency, establishing cost-per-unit metrics that incorporate both material costs and processing time. These frameworks recognize that achieving optimal material efficiency often requires balancing multiple variables, including deposition speed, layer thickness, and post-processing requirements. The standards provide guidance for calculating total cost of ownership while maintaining acceptable quality levels.
Implementation of these material efficiency standards requires robust monitoring systems capable of real-time tracking of material consumption and waste generation. The standards specify requirements for data collection, analysis methodologies, and reporting formats that enable continuous improvement initiatives. This systematic approach ensures that material efficiency improvements are sustainable and measurable across different manufacturing environments and applications.
The development of material efficiency benchmarks stems from the need to optimize powder utilization rates, minimize material waste, and establish consistent quality metrics. Industry organizations such as ASTM International and ISO have begun establishing guidelines that define acceptable material efficiency ratios, typically ranging from 85% to 95% for powder-based processes. These standards consider factors including powder catchment efficiency, recycling capabilities, and the relationship between material consumption and final part properties.
Current material efficiency standards emphasize the importance of layer thickness optimization as a primary driver of cost reduction. Standards specify that optimal layer thickness should achieve maximum material utilization while maintaining structural integrity and surface quality requirements. The guidelines establish measurement protocols for tracking powder consumption per unit volume of deposited material, enabling manufacturers to benchmark their processes against industry best practices.
Quality assurance frameworks within these standards mandate comprehensive documentation of material flow throughout the manufacturing process. This includes tracking virgin powder consumption, recycled material integration rates, and waste generation metrics. The standards require manufacturers to maintain material traceability records that demonstrate compliance with efficiency targets while ensuring part quality remains within specified tolerances.
Emerging standards also address the economic implications of material efficiency, establishing cost-per-unit metrics that incorporate both material costs and processing time. These frameworks recognize that achieving optimal material efficiency often requires balancing multiple variables, including deposition speed, layer thickness, and post-processing requirements. The standards provide guidance for calculating total cost of ownership while maintaining acceptable quality levels.
Implementation of these material efficiency standards requires robust monitoring systems capable of real-time tracking of material consumption and waste generation. The standards specify requirements for data collection, analysis methodologies, and reporting formats that enable continuous improvement initiatives. This systematic approach ensures that material efficiency improvements are sustainable and measurable across different manufacturing environments and applications.
Sustainability Impact of Laser Cladding Optimization
The optimization of clad layer thickness in laser cladding processes presents significant opportunities for advancing manufacturing sustainability across multiple dimensions. By achieving precise control over material deposition, this optimization directly addresses resource efficiency challenges that have long plagued traditional manufacturing approaches.
Material conservation represents the most immediate sustainability benefit of thickness optimization. Traditional subtractive manufacturing methods often result in material waste rates exceeding 30%, whereas optimized laser cladding can achieve near-net-shape deposition with waste reduction of up to 85%. This efficiency translates to decreased demand for raw materials, particularly critical metals and alloys, thereby reducing mining pressures and associated environmental degradation.
Energy consumption patterns undergo substantial transformation through thickness optimization strategies. Conventional approaches often require multiple passes or excessive material deposition followed by machining, consuming significantly more energy per unit of functional coating. Optimized thickness control enables single-pass applications in many scenarios, reducing overall energy requirements by 40-60% compared to traditional methods.
The carbon footprint implications extend beyond direct manufacturing processes. Reduced material transportation requirements, minimized waste disposal needs, and decreased secondary processing operations collectively contribute to lower greenhouse gas emissions. Life cycle assessments indicate that optimized laser cladding can reduce carbon emissions by 25-45% compared to conventional coating and repair methodologies.
Circular economy principles benefit substantially from thickness optimization through enhanced component repairability and lifecycle extension. Precise thickness control enables targeted repairs that restore components to original specifications without over-engineering, supporting multiple repair cycles and extending operational lifespans by 200-300% in critical applications.
Economic sustainability aligns with environmental benefits through reduced material costs, lower energy consumption, and minimized waste disposal expenses. The optimization enables manufacturers to achieve cost reductions of 20-35% while simultaneously improving environmental performance, creating compelling business cases for adoption across industries ranging from aerospace to renewable energy infrastructure.
Material conservation represents the most immediate sustainability benefit of thickness optimization. Traditional subtractive manufacturing methods often result in material waste rates exceeding 30%, whereas optimized laser cladding can achieve near-net-shape deposition with waste reduction of up to 85%. This efficiency translates to decreased demand for raw materials, particularly critical metals and alloys, thereby reducing mining pressures and associated environmental degradation.
Energy consumption patterns undergo substantial transformation through thickness optimization strategies. Conventional approaches often require multiple passes or excessive material deposition followed by machining, consuming significantly more energy per unit of functional coating. Optimized thickness control enables single-pass applications in many scenarios, reducing overall energy requirements by 40-60% compared to traditional methods.
The carbon footprint implications extend beyond direct manufacturing processes. Reduced material transportation requirements, minimized waste disposal needs, and decreased secondary processing operations collectively contribute to lower greenhouse gas emissions. Life cycle assessments indicate that optimized laser cladding can reduce carbon emissions by 25-45% compared to conventional coating and repair methodologies.
Circular economy principles benefit substantially from thickness optimization through enhanced component repairability and lifecycle extension. Precise thickness control enables targeted repairs that restore components to original specifications without over-engineering, supporting multiple repair cycles and extending operational lifespans by 200-300% in critical applications.
Economic sustainability aligns with environmental benefits through reduced material costs, lower energy consumption, and minimized waste disposal expenses. The optimization enables manufacturers to achieve cost reductions of 20-35% while simultaneously improving environmental performance, creating compelling business cases for adoption across industries ranging from aerospace to renewable energy infrastructure.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!