Quantify Water Usage in Lyocell Fabric Production
MAR 13, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Lyocell Water Usage Background and Sustainability Goals
Lyocell fiber production represents a significant advancement in sustainable textile manufacturing, emerging as a response to growing environmental concerns associated with conventional fiber production methods. This regenerated cellulose fiber, derived from sustainably sourced wood pulp, has gained prominence since its commercial introduction in the 1990s as an eco-friendly alternative to traditional synthetic and natural fibers.
The textile industry faces mounting pressure to address its substantial environmental footprint, particularly regarding water consumption. Traditional textile production processes are notoriously water-intensive, with cotton cultivation and processing consuming approximately 2,700 liters of water per cotton t-shirt. Against this backdrop, lyocell production emerged with promises of reduced environmental impact through its closed-loop manufacturing process.
Water usage quantification in lyocell production has become increasingly critical as sustainability regulations tighten globally. The European Union's Green Deal and various national sustainability frameworks now require detailed environmental impact assessments, including precise water consumption metrics. This regulatory landscape drives the need for accurate measurement and reporting systems throughout the lyocell production chain.
The primary sustainability goals driving water usage quantification efforts center on achieving circular economy principles within textile manufacturing. Industry leaders aim to minimize freshwater consumption while maximizing water recycling and reuse rates. Current targets include reducing overall water consumption by 30-50% compared to conventional fiber production and achieving water recycling rates exceeding 95% in closed-loop systems.
Corporate sustainability commitments from major textile manufacturers and fashion brands further amplify the importance of precise water usage measurement. Companies like Lenzing AG, the primary lyocell producer, have established ambitious water stewardship goals, including achieving water neutrality in water-stressed regions by 2030. These commitments require sophisticated monitoring systems to track progress and ensure accountability.
The technical challenge lies in developing comprehensive measurement frameworks that capture water usage across all production stages, from wood pulp preparation through fiber spinning and solvent recovery. This includes quantifying direct water consumption, indirect water usage in auxiliary processes, and water quality impacts throughout the production cycle.
Emerging sustainability standards, such as the Higg Index and Cradle to Cradle certification, increasingly demand granular water usage data to support environmental claims. This creates market pressure for lyocell producers to implement robust water monitoring systems that can provide real-time data and support continuous improvement initiatives in water efficiency and conservation.
The textile industry faces mounting pressure to address its substantial environmental footprint, particularly regarding water consumption. Traditional textile production processes are notoriously water-intensive, with cotton cultivation and processing consuming approximately 2,700 liters of water per cotton t-shirt. Against this backdrop, lyocell production emerged with promises of reduced environmental impact through its closed-loop manufacturing process.
Water usage quantification in lyocell production has become increasingly critical as sustainability regulations tighten globally. The European Union's Green Deal and various national sustainability frameworks now require detailed environmental impact assessments, including precise water consumption metrics. This regulatory landscape drives the need for accurate measurement and reporting systems throughout the lyocell production chain.
The primary sustainability goals driving water usage quantification efforts center on achieving circular economy principles within textile manufacturing. Industry leaders aim to minimize freshwater consumption while maximizing water recycling and reuse rates. Current targets include reducing overall water consumption by 30-50% compared to conventional fiber production and achieving water recycling rates exceeding 95% in closed-loop systems.
Corporate sustainability commitments from major textile manufacturers and fashion brands further amplify the importance of precise water usage measurement. Companies like Lenzing AG, the primary lyocell producer, have established ambitious water stewardship goals, including achieving water neutrality in water-stressed regions by 2030. These commitments require sophisticated monitoring systems to track progress and ensure accountability.
The technical challenge lies in developing comprehensive measurement frameworks that capture water usage across all production stages, from wood pulp preparation through fiber spinning and solvent recovery. This includes quantifying direct water consumption, indirect water usage in auxiliary processes, and water quality impacts throughout the production cycle.
Emerging sustainability standards, such as the Higg Index and Cradle to Cradle certification, increasingly demand granular water usage data to support environmental claims. This creates market pressure for lyocell producers to implement robust water monitoring systems that can provide real-time data and support continuous improvement initiatives in water efficiency and conservation.
Market Demand for Water-Efficient Textile Production
The global textile industry faces mounting pressure to reduce water consumption as environmental regulations tighten and sustainability becomes a critical business imperative. Water-efficient textile production has emerged as a key market demand driver, particularly in regions experiencing water scarcity and stricter environmental compliance requirements. The lyocell fabric segment represents a significant opportunity within this context, as manufacturers seek to optimize their production processes while maintaining product quality and cost competitiveness.
Consumer awareness regarding environmental impact has fundamentally shifted purchasing behaviors across major textile markets. Brand manufacturers increasingly prioritize suppliers who can demonstrate measurable water reduction achievements in their production processes. This trend has created substantial market opportunities for companies developing water-efficient lyocell production technologies and monitoring systems. The demand extends beyond mere compliance, encompassing comprehensive water usage quantification capabilities that enable continuous improvement and transparent reporting.
Industrial buyers, particularly in the fashion and home textile sectors, are actively seeking suppliers who can provide detailed water usage data throughout the production cycle. This requirement stems from corporate sustainability commitments and supply chain transparency initiatives. Companies that can accurately quantify and reduce water consumption in lyocell production gain competitive advantages in contract negotiations and long-term partnerships.
The market demand is further amplified by regulatory frameworks in key manufacturing regions, including the European Union's textile strategy and China's environmental protection policies. These regulations increasingly require detailed water usage reporting and progressive reduction targets. Manufacturers must invest in quantification technologies and process optimization to maintain market access and avoid regulatory penalties.
Investment in water-efficient production technologies has become a strategic priority for major textile manufacturers. The market shows strong demand for integrated solutions that combine real-time monitoring, process optimization, and comprehensive reporting capabilities. This creates opportunities for technology providers specializing in water usage quantification systems specifically designed for lyocell production processes.
The economic benefits of water efficiency extend beyond regulatory compliance, encompassing reduced operational costs and improved resource utilization. Market analysis indicates that manufacturers achieving significant water reduction in lyocell production can command premium pricing and preferential treatment from environmentally conscious buyers, creating a compelling business case for investment in quantification and optimization technologies.
Consumer awareness regarding environmental impact has fundamentally shifted purchasing behaviors across major textile markets. Brand manufacturers increasingly prioritize suppliers who can demonstrate measurable water reduction achievements in their production processes. This trend has created substantial market opportunities for companies developing water-efficient lyocell production technologies and monitoring systems. The demand extends beyond mere compliance, encompassing comprehensive water usage quantification capabilities that enable continuous improvement and transparent reporting.
Industrial buyers, particularly in the fashion and home textile sectors, are actively seeking suppliers who can provide detailed water usage data throughout the production cycle. This requirement stems from corporate sustainability commitments and supply chain transparency initiatives. Companies that can accurately quantify and reduce water consumption in lyocell production gain competitive advantages in contract negotiations and long-term partnerships.
The market demand is further amplified by regulatory frameworks in key manufacturing regions, including the European Union's textile strategy and China's environmental protection policies. These regulations increasingly require detailed water usage reporting and progressive reduction targets. Manufacturers must invest in quantification technologies and process optimization to maintain market access and avoid regulatory penalties.
Investment in water-efficient production technologies has become a strategic priority for major textile manufacturers. The market shows strong demand for integrated solutions that combine real-time monitoring, process optimization, and comprehensive reporting capabilities. This creates opportunities for technology providers specializing in water usage quantification systems specifically designed for lyocell production processes.
The economic benefits of water efficiency extend beyond regulatory compliance, encompassing reduced operational costs and improved resource utilization. Market analysis indicates that manufacturers achieving significant water reduction in lyocell production can command premium pricing and preferential treatment from environmentally conscious buyers, creating a compelling business case for investment in quantification and optimization technologies.
Current Water Consumption Challenges in Lyocell Manufacturing
Lyocell manufacturing faces significant water consumption challenges that stem from multiple stages of the production process, creating both environmental and economic pressures for manufacturers. The closed-loop solvent spinning process, while more sustainable than conventional viscose production, still requires substantial water inputs for various critical operations.
The primary water consumption occurs during the solvent recovery phase, where water is essential for separating and purifying the N-Methylmorpholine N-oxide (NMMO) solvent from the cellulose solution. This process typically requires 10-15 cubic meters of water per ton of lyocell fiber produced, representing the largest single water usage component in the manufacturing chain. The quality requirements for this water are stringent, as impurities can compromise solvent recovery efficiency and fiber quality.
Fiber washing and purification stages present another major water consumption challenge. After spinning, lyocell fibers must undergo multiple washing cycles to remove residual solvent and processing chemicals. Current industry practices often employ excessive water volumes to ensure complete solvent removal, leading to water usage rates of 8-12 cubic meters per ton of finished fiber. The challenge is compounded by the need to maintain precise temperature and pH conditions during washing, which limits opportunities for water recycling.
Cooling system operations contribute significantly to overall water consumption, particularly in facilities using once-through cooling systems. The exothermic nature of the NMMO dissolution process and subsequent fiber formation requires continuous cooling, with some plants consuming 20-30 cubic meters of cooling water per ton of production. Heat recovery systems exist but are not universally implemented due to capital investment constraints.
Water treatment and recycling infrastructure presents ongoing challenges for manufacturers seeking to reduce consumption. While closed-loop water systems can theoretically reduce fresh water requirements by 60-70%, the initial capital investment and ongoing maintenance costs create barriers to adoption. Additionally, the accumulation of dissolved organics and salts in recycled water streams requires sophisticated treatment technologies to maintain process water quality standards.
Regional water scarcity and regulatory pressures are intensifying these challenges, particularly in major lyocell production regions such as China and Austria. Stricter discharge limits and water allocation restrictions are forcing manufacturers to reassess their water management strategies, driving demand for more precise water usage quantification and optimization technologies.
The primary water consumption occurs during the solvent recovery phase, where water is essential for separating and purifying the N-Methylmorpholine N-oxide (NMMO) solvent from the cellulose solution. This process typically requires 10-15 cubic meters of water per ton of lyocell fiber produced, representing the largest single water usage component in the manufacturing chain. The quality requirements for this water are stringent, as impurities can compromise solvent recovery efficiency and fiber quality.
Fiber washing and purification stages present another major water consumption challenge. After spinning, lyocell fibers must undergo multiple washing cycles to remove residual solvent and processing chemicals. Current industry practices often employ excessive water volumes to ensure complete solvent removal, leading to water usage rates of 8-12 cubic meters per ton of finished fiber. The challenge is compounded by the need to maintain precise temperature and pH conditions during washing, which limits opportunities for water recycling.
Cooling system operations contribute significantly to overall water consumption, particularly in facilities using once-through cooling systems. The exothermic nature of the NMMO dissolution process and subsequent fiber formation requires continuous cooling, with some plants consuming 20-30 cubic meters of cooling water per ton of production. Heat recovery systems exist but are not universally implemented due to capital investment constraints.
Water treatment and recycling infrastructure presents ongoing challenges for manufacturers seeking to reduce consumption. While closed-loop water systems can theoretically reduce fresh water requirements by 60-70%, the initial capital investment and ongoing maintenance costs create barriers to adoption. Additionally, the accumulation of dissolved organics and salts in recycled water streams requires sophisticated treatment technologies to maintain process water quality standards.
Regional water scarcity and regulatory pressures are intensifying these challenges, particularly in major lyocell production regions such as China and Austria. Stricter discharge limits and water allocation restrictions are forcing manufacturers to reassess their water management strategies, driving demand for more precise water usage quantification and optimization technologies.
Existing Water Quantification Methods in Fiber Production
01 Water recycling and recovery systems in lyocell production
Advanced water recycling systems are employed in lyocell fabric manufacturing to minimize water consumption. These systems capture and purify water used in the spinning and washing processes, allowing it to be reused multiple times in the production cycle. The closed-loop water management approach significantly reduces overall water usage while maintaining product quality and process efficiency.- Water recycling and recovery systems in lyocell production: Advanced water recycling systems are employed in lyocell fabric manufacturing to minimize water consumption. These systems capture and purify process water for reuse in multiple production cycles, significantly reducing overall water usage. Closed-loop water management technologies enable the recovery of water from various stages of the lyocell production process, including spinning, washing, and finishing operations.
- Solvent recovery and water conservation in lyocell fiber production: The lyocell manufacturing process incorporates efficient solvent recovery systems that simultaneously reduce water consumption. By recovering and reusing the amine oxide solvent, the process minimizes the need for fresh water in dissolution and regeneration stages. This integrated approach to solvent and water management results in a more sustainable production method with reduced environmental impact.
- Water-efficient washing and treatment processes for lyocell fabrics: Optimized washing and treatment methods have been developed to reduce water consumption in post-production processing of lyocell fabrics. These techniques include counter-current washing systems, low-liquor ratio treatments, and advanced rinsing methods that maintain fabric quality while using minimal water. The processes are designed to remove residual solvents and impurities efficiently without excessive water usage.
- Water usage optimization in lyocell fiber spinning and coagulation: The spinning and coagulation stages of lyocell production have been optimized to reduce water consumption through controlled precipitation and fiber formation processes. Modified coagulation bath compositions and temperature controls allow for efficient fiber formation with reduced water requirements. These innovations in the spinning process contribute to overall water conservation in lyocell manufacturing.
- Integrated water management systems for sustainable lyocell production: Comprehensive water management systems integrate multiple water-saving technologies throughout the entire lyocell production chain. These systems monitor and optimize water usage at each production stage, from pulp preparation to final fabric finishing. Advanced filtration, purification, and reuse technologies are combined to achieve minimal water consumption while maintaining product quality and production efficiency.
02 Solvent recovery and water separation techniques
Efficient solvent recovery methods are integrated with water separation technologies to optimize water usage in lyocell production. These techniques involve separating the amine oxide solvent from water through distillation or membrane filtration processes, enabling both components to be recovered and reused. This approach minimizes fresh water requirements and reduces wastewater generation in the manufacturing process.Expand Specific Solutions03 Water-efficient washing and finishing processes
Optimized washing and finishing procedures are developed to reduce water consumption in post-production treatment of lyocell fabrics. These methods include counter-current washing systems, low-liquor ratio processing, and advanced rinsing techniques that achieve thorough cleaning with minimal water usage. The processes ensure fabric quality while significantly decreasing water requirements compared to conventional methods.Expand Specific Solutions04 Process parameter optimization for water reduction
Manufacturing parameters such as temperature, pressure, and flow rates are carefully optimized to minimize water consumption throughout the lyocell production process. These optimizations include adjusting spinning bath compositions, controlling coagulation conditions, and fine-tuning regeneration processes to achieve maximum water efficiency. The systematic approach to parameter control results in substantial water savings without compromising fiber properties.Expand Specific Solutions05 Wastewater treatment and reuse systems
Comprehensive wastewater treatment facilities are implemented to purify and recycle water discharged from various stages of lyocell production. These systems employ biological treatment, filtration, and advanced oxidation processes to remove contaminants and restore water quality suitable for reuse in manufacturing. The integration of these treatment systems creates a sustainable water management cycle that dramatically reduces fresh water intake and environmental discharge.Expand Specific Solutions
Key Players in Sustainable Lyocell and Water Tech Industry
The lyocell fabric production industry is experiencing rapid growth driven by increasing demand for sustainable textiles, with the market expanding significantly as consumers and manufacturers prioritize eco-friendly alternatives to conventional fibers. The competitive landscape features a mature technology base dominated by established players like Lenzing AG, which pioneered commercial lyocell production, alongside emerging Chinese manufacturers such as Yibin Grace Group and Sateri (Nantong) Fiber who are scaling production capabilities. Technology maturity varies across regions, with European companies like Lenzing maintaining advanced closed-loop production systems that achieve high water recovery rates, while Asian manufacturers including HI-TECH FIBER Group and various Chinese textile companies are rapidly developing competitive processes. Research institutions such as Donghua University, China Textile Academy, and Wuhan Textile University are advancing water quantification methodologies and process optimization, indicating strong innovation momentum that supports both established and emerging market participants in achieving more efficient water usage metrics.
Lenzing AG
Technical Solution: Lenzing AG has developed advanced closed-loop water management systems for lyocell production, implementing multi-stage water recycling processes that achieve up to 99.5% solvent recovery rates. Their TENCEL™ lyocell production utilizes precise water quantification methods including real-time monitoring systems that track water consumption at each production stage. The company employs advanced filtration and purification technologies to minimize fresh water intake, with typical water consumption reduced to 18-25 cubic meters per ton of fiber produced. Their integrated approach includes wastewater treatment facilities that enable water reuse across multiple production cycles, significantly reducing overall environmental impact while maintaining high fiber quality standards.
Strengths: Industry-leading water efficiency with comprehensive closed-loop systems and proven large-scale implementation. Weaknesses: High initial capital investment requirements and complex system maintenance needs.
Yibin Grace Group Co., Ltd.
Technical Solution: Yibin Grace Group has implemented comprehensive water usage quantification systems in their lyocell production facilities, utilizing automated monitoring equipment to track water consumption throughout the spinning process. Their approach includes real-time data collection systems that measure water usage in dissolution, spinning, washing, and finishing stages. The company has developed proprietary water recycling technologies that achieve approximately 85-90% water recovery rates, with detailed measurement protocols for both fresh water input and treated water reuse. Their quantification methods include flow meters, conductivity sensors, and automated data logging systems that provide precise water usage metrics per kilogram of lyocell fiber produced, enabling continuous optimization of water efficiency.
Strengths: Cost-effective water monitoring systems with good integration capabilities and strong local market presence. Weaknesses: Lower water recovery rates compared to industry leaders and limited international technology validation.
Core Innovations in Lyocell Water Usage Measurement
Filament bundle washing technology after Lyocell fiber spinning
PatentActiveCN106521657A
Innovation
- An 8-zone water washing machine is used for water washing. Reasonable shrinkage and refining water layout are set to ensure low NMMO content in the refining water. Efficient cleaning is achieved through traction and godet roller cleaning plate. Return water is used to maintain the concentration of the spinning bath and reduce NMMO loss. .




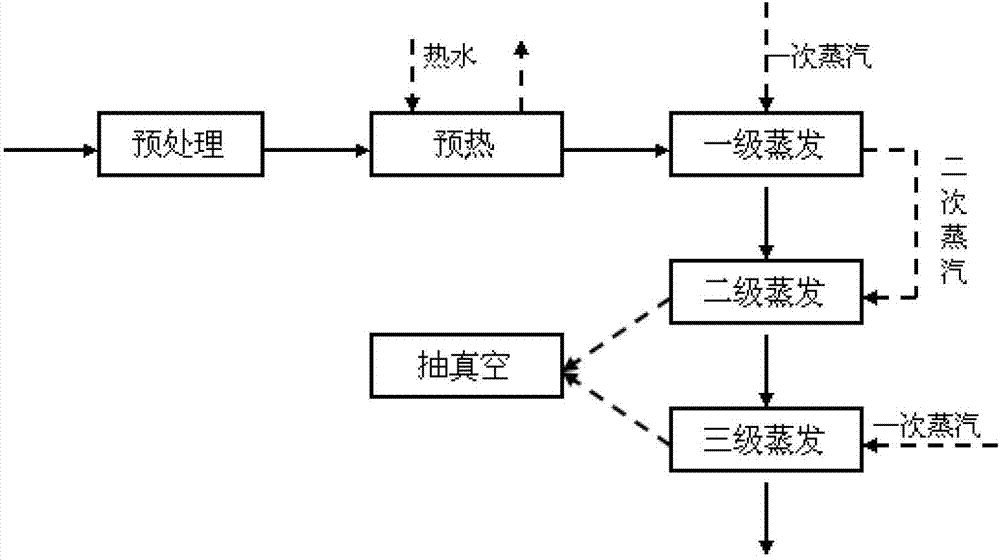
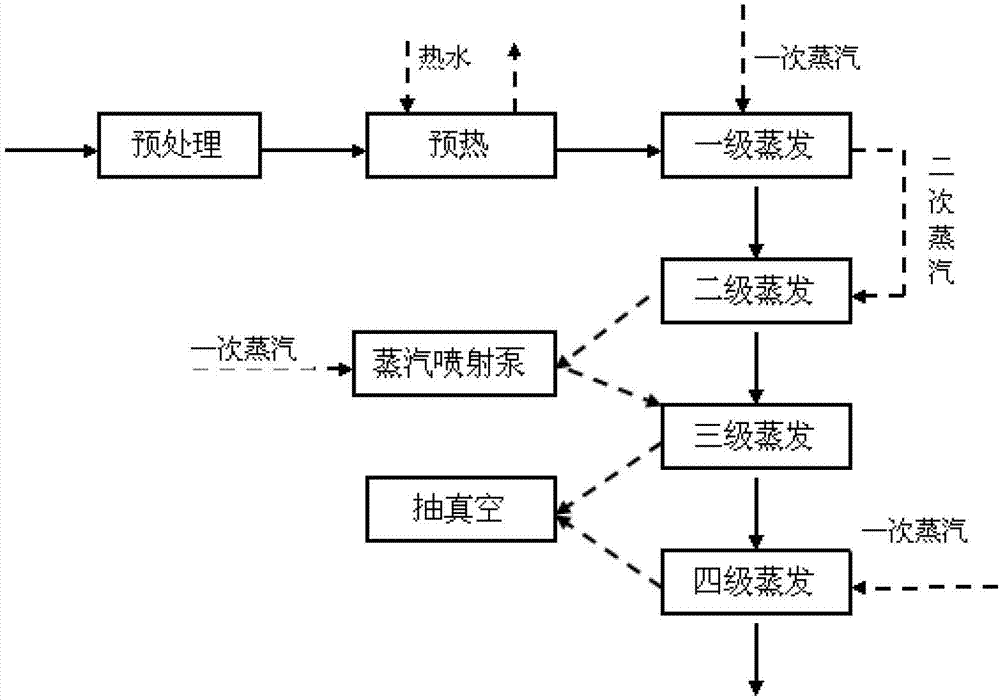
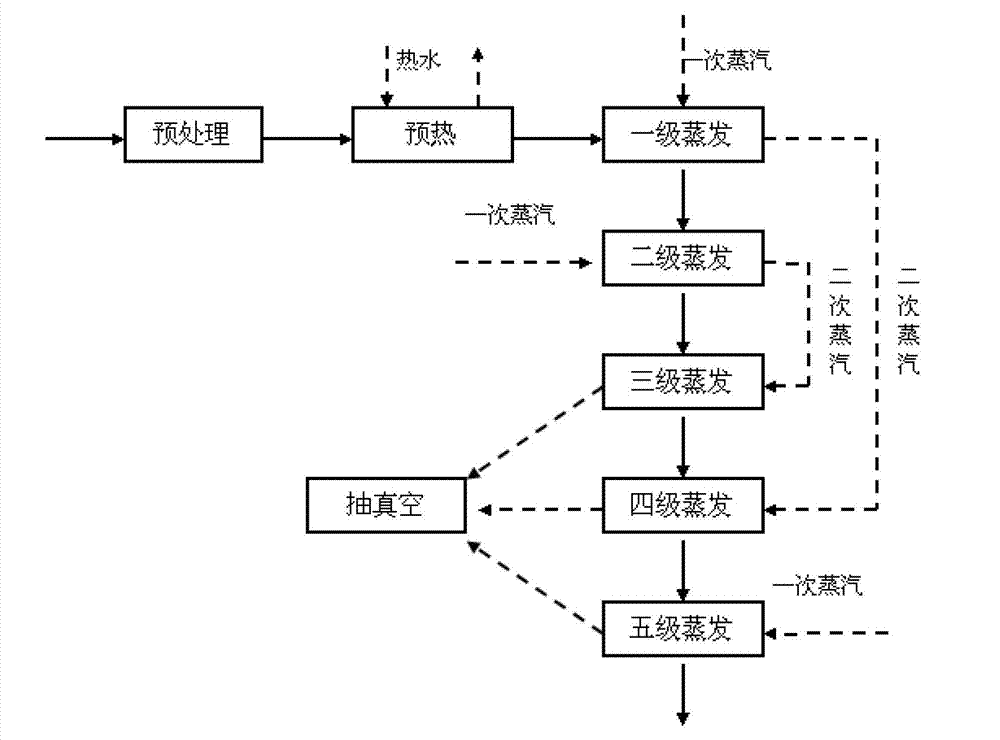
Evaporation and dehydration method for N-methylmorpholine-N-oxide solvent in cellulosic fiber production through solvent method
PatentActiveCN103046167A
Innovation
- By pretreating the NMMO solution, adjusting the pH value and adding stabilizers, combined with a three-stage or above evaporation system, the secondary steam is used as a heat source to gradually increase the solvent concentration. The final stage uses primary steam for efficient evaporation to achieve secondary utilization of steam.
Environmental Regulations for Textile Water Usage
The textile industry faces increasingly stringent environmental regulations worldwide, with water usage being a primary focus due to its significant environmental impact. The European Union's Industrial Emissions Directive (IED) establishes comprehensive frameworks for textile manufacturing, requiring facilities to implement Best Available Techniques (BAT) for water management. These regulations mandate specific water consumption limits, typically ranging from 8-25 cubic meters per ton of finished textile product, depending on the production process and fiber type.
In the United States, the Environmental Protection Agency (EPA) enforces the Clean Water Act through National Pollutant Discharge Elimination System (NPDES) permits, which regulate both water consumption and discharge quality for textile manufacturers. State-level regulations often impose additional restrictions, with California's water efficiency standards being among the most stringent globally. The Resource Conservation and Recovery Act (RCRA) further governs water recycling and treatment requirements in textile production facilities.
Asian markets, particularly China and India, have implemented comprehensive water management policies for textile manufacturing. China's revised Environmental Protection Law requires textile facilities to maintain water consumption below specified thresholds and achieve minimum recycling rates of 60-80%. India's Pollution Control Board mandates zero liquid discharge (ZLD) systems for textile units in water-stressed regions, effectively requiring complete water recycling and treatment.
International standards such as ISO 14001 environmental management systems and OEKO-TEX certification programs incorporate water usage metrics as mandatory compliance criteria. The Global Organic Textile Standard (GOTS) specifically addresses water consumption in fiber production, establishing benchmarks that directly impact lyocell manufacturing processes. These standards require detailed documentation of water usage throughout the production chain, from raw material processing to final fabric finishing.
Emerging regulations focus on lifecycle water footprint assessments, requiring manufacturers to quantify and report water consumption data across all production stages. The European Green Deal's Circular Economy Action Plan introduces extended producer responsibility frameworks that mandate water efficiency improvements and transparent reporting mechanisms for textile manufacturers operating within EU markets.
In the United States, the Environmental Protection Agency (EPA) enforces the Clean Water Act through National Pollutant Discharge Elimination System (NPDES) permits, which regulate both water consumption and discharge quality for textile manufacturers. State-level regulations often impose additional restrictions, with California's water efficiency standards being among the most stringent globally. The Resource Conservation and Recovery Act (RCRA) further governs water recycling and treatment requirements in textile production facilities.
Asian markets, particularly China and India, have implemented comprehensive water management policies for textile manufacturing. China's revised Environmental Protection Law requires textile facilities to maintain water consumption below specified thresholds and achieve minimum recycling rates of 60-80%. India's Pollution Control Board mandates zero liquid discharge (ZLD) systems for textile units in water-stressed regions, effectively requiring complete water recycling and treatment.
International standards such as ISO 14001 environmental management systems and OEKO-TEX certification programs incorporate water usage metrics as mandatory compliance criteria. The Global Organic Textile Standard (GOTS) specifically addresses water consumption in fiber production, establishing benchmarks that directly impact lyocell manufacturing processes. These standards require detailed documentation of water usage throughout the production chain, from raw material processing to final fabric finishing.
Emerging regulations focus on lifecycle water footprint assessments, requiring manufacturers to quantify and report water consumption data across all production stages. The European Green Deal's Circular Economy Action Plan introduces extended producer responsibility frameworks that mandate water efficiency improvements and transparent reporting mechanisms for textile manufacturers operating within EU markets.
Life Cycle Assessment for Lyocell Water Footprint
Life Cycle Assessment (LCA) provides a comprehensive framework for quantifying the environmental impacts of lyocell fabric production, with water footprint serving as a critical indicator throughout the entire production chain. This systematic approach enables manufacturers to identify water-intensive processes and implement targeted optimization strategies across all production stages.
The LCA methodology for lyocell water footprint encompasses three distinct water categories: blue water representing freshwater consumption from surface and groundwater sources, green water indicating rainwater stored in soil and utilized by plants, and grey water quantifying the freshwater volume required to dilute pollutants to acceptable environmental standards. Each category requires specific measurement protocols and assessment criteria tailored to lyocell production characteristics.
Raw material acquisition represents the initial phase where eucalyptus cultivation demands substantial water inputs for irrigation, particularly in regions with limited natural precipitation. The assessment must account for regional variations in water availability, irrigation efficiency, and seasonal fluctuations that significantly impact the overall water footprint calculation.
Chemical processing stages, including pulp preparation and cellulose dissolution in N-Methylmorpholine N-oxide (NMMO) solvent, require precise water quantification methodologies. The closed-loop nature of lyocell production enables significant water recovery and recycling, necessitating detailed tracking of water inputs, outputs, and recirculation rates to accurately determine net consumption figures.
Spinning and fiber formation processes involve controlled precipitation and washing steps that consume considerable water volumes. LCA protocols must establish standardized measurement points and sampling frequencies to capture temporal variations in water usage patterns and identify optimization opportunities within these critical production phases.
Post-processing activities including bleaching, dyeing, and finishing treatments contribute substantially to the overall water footprint through both direct consumption and wastewater generation. The assessment framework must incorporate treatment facility efficiency ratings and discharge quality parameters to provide comprehensive environmental impact evaluations.
Advanced LCA modeling incorporates geographic information systems and climate data to account for regional water stress factors and seasonal availability patterns. This enhanced approach enables more accurate water footprint calculations that reflect local environmental conditions and resource constraints, supporting informed decision-making for sustainable production planning and facility location strategies.
The LCA methodology for lyocell water footprint encompasses three distinct water categories: blue water representing freshwater consumption from surface and groundwater sources, green water indicating rainwater stored in soil and utilized by plants, and grey water quantifying the freshwater volume required to dilute pollutants to acceptable environmental standards. Each category requires specific measurement protocols and assessment criteria tailored to lyocell production characteristics.
Raw material acquisition represents the initial phase where eucalyptus cultivation demands substantial water inputs for irrigation, particularly in regions with limited natural precipitation. The assessment must account for regional variations in water availability, irrigation efficiency, and seasonal fluctuations that significantly impact the overall water footprint calculation.
Chemical processing stages, including pulp preparation and cellulose dissolution in N-Methylmorpholine N-oxide (NMMO) solvent, require precise water quantification methodologies. The closed-loop nature of lyocell production enables significant water recovery and recycling, necessitating detailed tracking of water inputs, outputs, and recirculation rates to accurately determine net consumption figures.
Spinning and fiber formation processes involve controlled precipitation and washing steps that consume considerable water volumes. LCA protocols must establish standardized measurement points and sampling frequencies to capture temporal variations in water usage patterns and identify optimization opportunities within these critical production phases.
Post-processing activities including bleaching, dyeing, and finishing treatments contribute substantially to the overall water footprint through both direct consumption and wastewater generation. The assessment framework must incorporate treatment facility efficiency ratings and discharge quality parameters to provide comprehensive environmental impact evaluations.
Advanced LCA modeling incorporates geographic information systems and climate data to account for regional water stress factors and seasonal availability patterns. This enhanced approach enables more accurate water footprint calculations that reflect local environmental conditions and resource constraints, supporting informed decision-making for sustainable production planning and facility location strategies.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!