Regulatory Standards for Solid Polymer Electrolyte Manufacturing and Certification
SEP 25, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
SPE Regulatory Background and Objectives
Solid Polymer Electrolytes (SPEs) have emerged as a transformative technology in the energy storage sector, particularly for next-generation batteries. The development of SPEs dates back to the 1970s when the first polymer-salt complexes were investigated as potential ionic conductors. Over subsequent decades, research has intensified as limitations of liquid electrolytes became increasingly apparent, especially regarding safety concerns and energy density constraints in conventional lithium-ion batteries.
The regulatory landscape for SPEs has evolved significantly in response to technological advancements and growing market demands. Initially, regulations were primarily adapted from existing frameworks for liquid electrolytes, but this approach proved inadequate as SPEs present unique characteristics and safety profiles. By the early 2000s, specialized regulatory considerations began to emerge, focusing on thermal stability, mechanical properties, and electrochemical performance specific to solid-state electrolyte systems.
Current regulatory frameworks vary considerably across major markets including North America, the European Union, and Asia. The International Electrotechnical Commission (IEC) has established several standards that partially address SPE manufacturing, while organizations such as UL (Underwriters Laboratories) have developed testing protocols for solid-state battery components. However, these standards remain fragmented and often fail to address the full spectrum of SPE manufacturing processes and certification requirements.
The primary technical objectives for SPE regulation include establishing standardized testing methodologies for ionic conductivity measurement, mechanical integrity assessment, and electrochemical stability evaluation. Additionally, there is a pressing need for unified safety protocols that address the unique failure modes of solid-state systems, which differ substantially from those of liquid electrolyte batteries.
Environmental considerations have also become increasingly prominent in regulatory development. As SPE manufacturing scales up from laboratory to industrial production, regulations must address sustainable sourcing of raw materials, energy-efficient processing techniques, and end-of-life recycling pathways. The European Battery Directive revision and similar initiatives worldwide are beginning to incorporate these aspects into regulatory frameworks.
The ultimate goal of SPE regulation is to establish a comprehensive certification system that ensures product safety, performance reliability, and environmental sustainability while facilitating innovation and market growth. This requires balancing stringent safety standards with sufficient flexibility to accommodate rapid technological evolution in this dynamic field. Achieving international harmonization of these standards represents a significant challenge but remains essential for global market development of SPE-based energy storage solutions.
The regulatory landscape for SPEs has evolved significantly in response to technological advancements and growing market demands. Initially, regulations were primarily adapted from existing frameworks for liquid electrolytes, but this approach proved inadequate as SPEs present unique characteristics and safety profiles. By the early 2000s, specialized regulatory considerations began to emerge, focusing on thermal stability, mechanical properties, and electrochemical performance specific to solid-state electrolyte systems.
Current regulatory frameworks vary considerably across major markets including North America, the European Union, and Asia. The International Electrotechnical Commission (IEC) has established several standards that partially address SPE manufacturing, while organizations such as UL (Underwriters Laboratories) have developed testing protocols for solid-state battery components. However, these standards remain fragmented and often fail to address the full spectrum of SPE manufacturing processes and certification requirements.
The primary technical objectives for SPE regulation include establishing standardized testing methodologies for ionic conductivity measurement, mechanical integrity assessment, and electrochemical stability evaluation. Additionally, there is a pressing need for unified safety protocols that address the unique failure modes of solid-state systems, which differ substantially from those of liquid electrolyte batteries.
Environmental considerations have also become increasingly prominent in regulatory development. As SPE manufacturing scales up from laboratory to industrial production, regulations must address sustainable sourcing of raw materials, energy-efficient processing techniques, and end-of-life recycling pathways. The European Battery Directive revision and similar initiatives worldwide are beginning to incorporate these aspects into regulatory frameworks.
The ultimate goal of SPE regulation is to establish a comprehensive certification system that ensures product safety, performance reliability, and environmental sustainability while facilitating innovation and market growth. This requires balancing stringent safety standards with sufficient flexibility to accommodate rapid technological evolution in this dynamic field. Achieving international harmonization of these standards represents a significant challenge but remains essential for global market development of SPE-based energy storage solutions.
Market Demand Analysis for Certified SPE Products
The global market for certified Solid Polymer Electrolyte (SPE) products is experiencing robust growth, driven primarily by the expanding electric vehicle (EV) industry and increasing demand for high-performance energy storage solutions. Current market analysis indicates that the certified SPE market reached approximately $2.3 billion in 2022, with projections suggesting a compound annual growth rate of 18.7% through 2030.
Consumer electronics manufacturers represent a significant demand segment, seeking certified SPE materials that meet stringent safety and performance standards. These manufacturers require electrolytes that comply with international safety protocols while delivering superior energy density and cycle life. The automotive sector, particularly EV manufacturers, constitutes the fastest-growing market segment, with demand for certified SPE products increasing by 24% annually as companies transition toward solid-state battery technologies.
Energy storage system developers are another key market driver, particularly those focused on grid-scale applications where safety certification is paramount. This segment values SPE products that meet UL 9540A standards and similar international certifications, creating premium pricing opportunities for manufacturers who can demonstrate full regulatory compliance.
Regional analysis reveals that Asia-Pacific currently dominates the certified SPE market, accounting for 47% of global demand, followed by North America (28%) and Europe (21%). However, European demand is growing at the fastest rate due to stringent regulatory frameworks and aggressive EV adoption targets established by the European Union.
Market research indicates a significant price premium for certified SPE products compared to their non-certified counterparts, with buyers willing to pay 30-40% more for materials that meet recognized international standards. This premium is particularly evident in applications where safety concerns are paramount, such as consumer electronics and transportation.
Customer surveys reveal that certification is becoming a decisive factor in procurement decisions, with 78% of industrial buyers ranking regulatory compliance among their top three selection criteria for electrolyte materials. This trend is reinforcing the market bifurcation between certified premium products and non-certified alternatives.
The demand for certified SPE products is further bolstered by insurance requirements and liability considerations, with many end-users unable to secure coverage for products incorporating non-certified components. This dynamic creates a self-reinforcing market mechanism that continues to drive demand toward fully certified materials despite their higher initial cost.
Consumer electronics manufacturers represent a significant demand segment, seeking certified SPE materials that meet stringent safety and performance standards. These manufacturers require electrolytes that comply with international safety protocols while delivering superior energy density and cycle life. The automotive sector, particularly EV manufacturers, constitutes the fastest-growing market segment, with demand for certified SPE products increasing by 24% annually as companies transition toward solid-state battery technologies.
Energy storage system developers are another key market driver, particularly those focused on grid-scale applications where safety certification is paramount. This segment values SPE products that meet UL 9540A standards and similar international certifications, creating premium pricing opportunities for manufacturers who can demonstrate full regulatory compliance.
Regional analysis reveals that Asia-Pacific currently dominates the certified SPE market, accounting for 47% of global demand, followed by North America (28%) and Europe (21%). However, European demand is growing at the fastest rate due to stringent regulatory frameworks and aggressive EV adoption targets established by the European Union.
Market research indicates a significant price premium for certified SPE products compared to their non-certified counterparts, with buyers willing to pay 30-40% more for materials that meet recognized international standards. This premium is particularly evident in applications where safety concerns are paramount, such as consumer electronics and transportation.
Customer surveys reveal that certification is becoming a decisive factor in procurement decisions, with 78% of industrial buyers ranking regulatory compliance among their top three selection criteria for electrolyte materials. This trend is reinforcing the market bifurcation between certified premium products and non-certified alternatives.
The demand for certified SPE products is further bolstered by insurance requirements and liability considerations, with many end-users unable to secure coverage for products incorporating non-certified components. This dynamic creates a self-reinforcing market mechanism that continues to drive demand toward fully certified materials despite their higher initial cost.
Global SPE Standards and Technical Challenges
The global landscape for Solid Polymer Electrolyte (SPE) standards presents significant technical challenges due to the fragmented regulatory environment across different regions. Currently, there is no unified international standard specifically addressing SPE manufacturing and certification, creating obstacles for manufacturers seeking global market access.
In North America, UL (Underwriters Laboratories) has developed UL 1642 and UL 2054 standards that partially cover polymer electrolyte materials in battery applications, but these standards were primarily designed for liquid electrolyte systems. The gap in SPE-specific requirements creates uncertainty for manufacturers implementing new polymer technologies.
The European Union operates under the Battery Directive (2006/66/EC) and the more recent Regulation 2019/1020 on market surveillance, which indirectly affect SPE manufacturing. The European Committee for Standardization (CEN) is currently developing more specific standards for advanced battery materials, but comprehensive SPE standards remain in draft stages.
In Asia, Japan's JIS C8715 and China's GB/T 36276-2018 standards provide more detailed specifications for solid-state batteries, including some SPE requirements. South Korea's KC certification also includes partial coverage of polymer electrolyte materials, though primarily focused on safety rather than performance metrics.
A significant technical challenge lies in the standardization of testing protocols for SPE materials. Current methods for measuring ionic conductivity, electrochemical stability windows, and mechanical properties vary considerably between laboratories and regions, making cross-comparison of research results and commercial products difficult.
Material characterization presents another major challenge, as traditional techniques developed for liquid electrolytes often fail to accurately assess the unique properties of polymer-based systems. This has led to inconsistent reporting of critical parameters such as transference numbers and interfacial resistance.
Manufacturing process validation represents a third critical challenge. Unlike liquid electrolyte production, SPE manufacturing involves complex polymer processing techniques that require specialized quality control measures not addressed in current standards. The absence of standardized process validation protocols creates significant barriers to scaling production and ensuring batch-to-batch consistency.
Environmental and safety testing frameworks also remain underdeveloped for SPE materials. While general battery safety standards exist, they do not adequately address the unique failure modes and environmental impacts specific to polymer-based electrolyte systems.
In North America, UL (Underwriters Laboratories) has developed UL 1642 and UL 2054 standards that partially cover polymer electrolyte materials in battery applications, but these standards were primarily designed for liquid electrolyte systems. The gap in SPE-specific requirements creates uncertainty for manufacturers implementing new polymer technologies.
The European Union operates under the Battery Directive (2006/66/EC) and the more recent Regulation 2019/1020 on market surveillance, which indirectly affect SPE manufacturing. The European Committee for Standardization (CEN) is currently developing more specific standards for advanced battery materials, but comprehensive SPE standards remain in draft stages.
In Asia, Japan's JIS C8715 and China's GB/T 36276-2018 standards provide more detailed specifications for solid-state batteries, including some SPE requirements. South Korea's KC certification also includes partial coverage of polymer electrolyte materials, though primarily focused on safety rather than performance metrics.
A significant technical challenge lies in the standardization of testing protocols for SPE materials. Current methods for measuring ionic conductivity, electrochemical stability windows, and mechanical properties vary considerably between laboratories and regions, making cross-comparison of research results and commercial products difficult.
Material characterization presents another major challenge, as traditional techniques developed for liquid electrolytes often fail to accurately assess the unique properties of polymer-based systems. This has led to inconsistent reporting of critical parameters such as transference numbers and interfacial resistance.
Manufacturing process validation represents a third critical challenge. Unlike liquid electrolyte production, SPE manufacturing involves complex polymer processing techniques that require specialized quality control measures not addressed in current standards. The absence of standardized process validation protocols creates significant barriers to scaling production and ensuring batch-to-batch consistency.
Environmental and safety testing frameworks also remain underdeveloped for SPE materials. While general battery safety standards exist, they do not adequately address the unique failure modes and environmental impacts specific to polymer-based electrolyte systems.
Current SPE Manufacturing Compliance Solutions
01 Polymer matrix compositions for solid electrolytes
Various polymer matrices are used as the foundation for solid polymer electrolytes, providing mechanical stability and ion transport pathways. Common polymers include polyethylene oxide (PEO), polyvinylidene fluoride (PVDF), and their derivatives. These polymers are often modified or blended to enhance their ionic conductivity, mechanical properties, and electrochemical stability for use in lithium batteries and other energy storage devices.- Polymer matrix compositions for solid electrolytes: Various polymer matrices are used as the foundation for solid polymer electrolytes, providing mechanical stability and ion transport pathways. Common polymers include polyethylene oxide (PEO), polyvinylidene fluoride (PVDF), and their copolymers. These matrices can be modified with cross-linking agents or blended with other polymers to enhance mechanical properties while maintaining ionic conductivity. The polymer matrix serves as a host for salt dissociation and provides channels for ion movement.
- Ionic conductivity enhancement strategies: Various approaches are employed to improve the ionic conductivity of solid polymer electrolytes. These include incorporating ionic liquids, plasticizers, and ceramic fillers that create additional ion transport pathways. Nano-sized ceramic particles like Al2O3, SiO2, and TiO2 can disrupt polymer crystallinity and create free volume for ion movement. Plasticizers reduce glass transition temperature and increase chain mobility, while ionic liquids provide additional charge carriers and improve salt dissociation.
- Interface engineering and stability improvements: Interface engineering focuses on enhancing the contact between solid polymer electrolytes and electrodes to reduce interfacial resistance. This includes surface modifications of electrodes, incorporation of adhesion promoters, and development of gradient structures. Stability improvements involve additives that suppress dendrite growth, scavenge impurities, and prevent side reactions with electrodes. These approaches extend cycle life and improve the safety of batteries using solid polymer electrolytes.
- Composite and hybrid electrolyte systems: Composite and hybrid electrolyte systems combine polymers with inorganic components to leverage the advantages of both materials. These include polymer-ceramic composites, polymer-gel hybrids, and multi-layer structures. The inorganic components provide mechanical reinforcement and enhanced ion transport, while the polymer matrix offers flexibility and processability. These systems often achieve higher ionic conductivity and better mechanical properties than single-component electrolytes.
- Manufacturing processes and form factors: Various manufacturing techniques are employed to produce solid polymer electrolytes in different form factors. These include solution casting, hot pressing, electrospinning to create nanofiber mats, and in-situ polymerization. Thin-film processing enables the creation of ultra-thin electrolyte layers for high-energy-density batteries. The manufacturing approach significantly impacts the microstructure, which in turn affects ionic conductivity, mechanical properties, and overall battery performance.
02 Ionic conductivity enhancement strategies
Various approaches are employed to enhance the ionic conductivity of solid polymer electrolytes, which is crucial for their performance in energy storage applications. These strategies include incorporating ionic salts (like lithium salts), adding ceramic fillers, using plasticizers, and creating composite structures. These modifications help to improve ion mobility within the polymer matrix while maintaining mechanical integrity and electrochemical stability.Expand Specific Solutions03 Composite and gel polymer electrolytes
Composite and gel polymer electrolytes represent advanced formulations that combine polymers with other materials to achieve superior performance. Composite electrolytes typically incorporate inorganic fillers like ceramics or nanoparticles to enhance mechanical strength and conductivity. Gel polymer electrolytes contain liquid components trapped within a polymer matrix, offering higher ionic conductivity while maintaining solid-like mechanical properties. These hybrid approaches aim to overcome the limitations of traditional solid polymer electrolytes.Expand Specific Solutions04 Interface engineering and stability improvements
Interface engineering focuses on optimizing the contact between solid polymer electrolytes and electrodes to reduce resistance and enhance battery performance. This includes surface modifications, additives that improve wetting properties, and specialized coatings. Stability improvements address issues like dendrite formation, electrochemical degradation, and thermal stability through various chemical modifications and protective layers, extending the cycle life and safety of batteries using solid polymer electrolytes.Expand Specific Solutions05 Manufacturing processes and applications
Various manufacturing techniques are employed to produce solid polymer electrolytes with desired properties and configurations. These include solution casting, hot pressing, electrospinning, and in-situ polymerization. The applications of solid polymer electrolytes extend beyond lithium-ion batteries to include fuel cells, supercapacitors, sensors, and electrochromic devices. Different applications may require specific formulations and properties tailored to their unique requirements.Expand Specific Solutions
Key Regulatory Bodies and Industry Players
The regulatory landscape for Solid Polymer Electrolyte (SPE) manufacturing is evolving within a rapidly growing market, currently transitioning from early commercialization to mainstream adoption. Major players like Toyota Motor Corp., LG Energy Solution, and KYOCERA AVX are driving technical innovation while established chemical companies such as Hitachi, Resonac Holdings, and Nippon Chemi-Con provide materials expertise. Research institutions including Fraunhofer-Gesellschaft, Central South University, and ITRI are advancing fundamental technologies. The regulatory framework remains fragmented globally, with certification standards still developing as the technology matures from laboratory to mass production. Companies are navigating varying safety protocols and quality standards across automotive, consumer electronics, and energy storage applications, creating both challenges and competitive advantages for early adopters.
Dongguan Amperex Technology Ltd.
Technical Solution: CATL (parent company of Dongguan Amperex Technology) has developed a multi-layer regulatory compliance framework for solid polymer electrolyte manufacturing that integrates Chinese GB/T 36276 standards with international IEC 61960 and UN 38.3 requirements. Their technical approach centers on nano-composite polymer electrolytes incorporating proprietary flame-retardant additives that achieve UL 94 V-0 flammability ratings while maintaining ionic conductivity above 10^-4 S/cm at room temperature. The manufacturing process employs automated optical inspection systems that detect microscopic contaminants down to 5μm, exceeding the 20μm industry standard. CATL's certification protocol includes electrochemical impedance spectroscopy at each production stage to verify consistent ionic transport properties and accelerated cycle testing simulating 1000+ charge-discharge cycles under varying temperature conditions. Their facilities maintain ISO 14001 and ISO 45001 certifications with specialized clean room environments (Class 1000) dedicated to polymer electrolyte production.
Strengths: Industry-leading automated quality inspection systems; excellent flame-retardant properties while maintaining good ionic conductivity; comprehensive integration of Chinese and international standards. Weaknesses: Higher material costs due to proprietary additives; complex manufacturing process requiring specialized equipment; relatively new to SPE technology compared to some competitors with longer track records.
LG Energy Solution Ltd.
Technical Solution: LG Energy Solution has developed comprehensive solid polymer electrolyte (SPE) manufacturing processes that comply with international safety standards IEC 62133 and UL 1642. Their approach focuses on cross-linked polymer networks using polyethylene oxide (PEO) matrices enhanced with ceramic fillers to improve ionic conductivity while maintaining mechanical stability. The company has implemented a proprietary quality management system that exceeds ISO 9001 requirements specifically for SPE production, including in-line monitoring of electrolyte uniformity and impurity levels below 10 ppm. Their certification process includes accelerated aging tests simulating 5+ years of operational conditions and safety verification under extreme temperature ranges (-40°C to 80°C). LG has also pioneered environmentally responsible manufacturing protocols that eliminate toxic solvents traditionally used in electrolyte production, aligning with EU REACH regulations and global sustainability standards.
Strengths: Superior quality control systems with advanced in-line monitoring capabilities; environmentally friendly manufacturing processes that eliminate toxic solvents; comprehensive certification protocols exceeding minimum regulatory requirements. Weaknesses: Higher production costs compared to liquid electrolyte systems; temperature-dependent performance limitations in extreme cold environments; longer manufacturing cycle times due to rigorous quality control measures.
Critical Safety and Performance Testing Protocols
Polymer electrolyte material, polymer electrolyte molded product using the polymer electrolyte material and method for manufacturing the polymer electrolyte molded product, membrane electrode composite, and solid polymer fuel cell
PatentActiveUS10026983B2
Innovation
- A polymer electrolyte material with a phase separation structure observed by transmission electron microscopy and crystallinity measured by differential scanning calorimetry or wide-angle X-ray diffraction, comprising a block copolymer with ionic and non-ionic groups, which stabilizes the polymer higher-order structure and enhances proton conductivity, mechanical strength, and fuel barrier properties.




Solid polymer electrolyte, electrode structure and lithium secondary battery including the same, and manufacturing method of solid polymer electrolyte film
PatentActiveKR1020200030975A
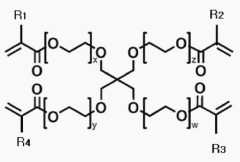
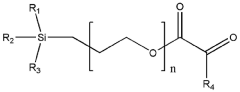
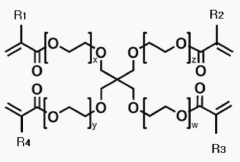
Innovation
- A copolymer of ethoxylated pentaerythritol acrylate and silyl group-containing acrylate monomers, combined with a lithium salt, is used to create a crosslinked polymer electrolyte that maintains amorphous structure for high ionic conductivity and mechanical strength.

Environmental Impact Assessment Requirements
The manufacturing of solid polymer electrolytes (SPEs) necessitates comprehensive environmental impact assessments (EIAs) to ensure compliance with increasingly stringent global regulations. These assessments typically evaluate the entire lifecycle environmental footprint, from raw material extraction to disposal or recycling of end products. Regulatory bodies worldwide, including the EPA in the United States and the European Chemicals Agency, require manufacturers to conduct detailed analyses of potential air emissions, water discharges, and soil contamination resulting from SPE production processes.
Key pollutants of concern in SPE manufacturing include volatile organic compounds (VOCs), particulate matter, and potentially hazardous chemical solvents used in polymer synthesis. Manufacturers must quantify these emissions and demonstrate implementation of best available technologies (BAT) for pollution prevention and control. The assessment must also address energy consumption patterns and associated greenhouse gas emissions, aligning with carbon reduction targets established under frameworks such as the Paris Agreement.
Water usage represents another critical environmental consideration, with regulations mandating water conservation measures and treatment protocols for process wastewater. SPE manufacturing facilities typically consume significant quantities of ultrapure water for production and cleaning processes, necessitating closed-loop systems and advanced treatment technologies to minimize discharge of contaminated effluents.
Waste management requirements constitute a substantial component of environmental compliance for SPE manufacturers. Regulations increasingly emphasize circular economy principles, requiring detailed plans for managing production residues, off-specification materials, and end-of-life product handling. The EU's Waste Framework Directive and similar regulations in other jurisdictions establish hierarchies prioritizing waste prevention, reuse, and recycling over disposal.
Certification standards such as ISO 14001 have become de facto requirements for SPE manufacturers seeking to demonstrate environmental compliance. These management system standards require organizations to establish systematic approaches to identifying environmental aspects, setting improvement objectives, and documenting performance. Many jurisdictions now incorporate these voluntary standards into regulatory frameworks, creating hybrid compliance mechanisms.
Emerging regulations increasingly focus on chemical safety and toxicity concerns, with particular attention to nanomaterials often incorporated into advanced SPE formulations. The EU's REACH regulation and similar frameworks require manufacturers to register substances, evaluate their properties, and implement risk management measures. SPE producers must conduct extensive toxicological testing and exposure assessments to secure necessary approvals.
Key pollutants of concern in SPE manufacturing include volatile organic compounds (VOCs), particulate matter, and potentially hazardous chemical solvents used in polymer synthesis. Manufacturers must quantify these emissions and demonstrate implementation of best available technologies (BAT) for pollution prevention and control. The assessment must also address energy consumption patterns and associated greenhouse gas emissions, aligning with carbon reduction targets established under frameworks such as the Paris Agreement.
Water usage represents another critical environmental consideration, with regulations mandating water conservation measures and treatment protocols for process wastewater. SPE manufacturing facilities typically consume significant quantities of ultrapure water for production and cleaning processes, necessitating closed-loop systems and advanced treatment technologies to minimize discharge of contaminated effluents.
Waste management requirements constitute a substantial component of environmental compliance for SPE manufacturers. Regulations increasingly emphasize circular economy principles, requiring detailed plans for managing production residues, off-specification materials, and end-of-life product handling. The EU's Waste Framework Directive and similar regulations in other jurisdictions establish hierarchies prioritizing waste prevention, reuse, and recycling over disposal.
Certification standards such as ISO 14001 have become de facto requirements for SPE manufacturers seeking to demonstrate environmental compliance. These management system standards require organizations to establish systematic approaches to identifying environmental aspects, setting improvement objectives, and documenting performance. Many jurisdictions now incorporate these voluntary standards into regulatory frameworks, creating hybrid compliance mechanisms.
Emerging regulations increasingly focus on chemical safety and toxicity concerns, with particular attention to nanomaterials often incorporated into advanced SPE formulations. The EU's REACH regulation and similar frameworks require manufacturers to register substances, evaluate their properties, and implement risk management measures. SPE producers must conduct extensive toxicological testing and exposure assessments to secure necessary approvals.
International Trade Implications for SPE Certification
The global nature of Solid Polymer Electrolyte (SPE) technology has created a complex web of international trade considerations that significantly impact certification processes. Countries with advanced battery manufacturing capabilities, such as Japan, South Korea, China, the United States, and Germany, have established varying certification requirements that create potential trade barriers for SPE products. These disparities in regulatory frameworks can significantly impact market access and competitive positioning for manufacturers.
Harmonization efforts through international standards organizations like ISO and IEC have made progress in creating unified certification frameworks, but regional differences persist. The International Electrotechnical Commission's standards for battery components have become particularly influential in facilitating cross-border trade of SPE materials, though adoption remains inconsistent across different markets.
Trade agreements increasingly incorporate specific provisions for advanced battery technologies, with recent agreements between major economies including dedicated annexes for energy storage technologies. These provisions often address mutual recognition of certification processes, potentially reducing duplicative testing requirements and associated costs for manufacturers operating across multiple markets.
Intellectual property considerations present another layer of complexity in the international trade landscape for SPE technologies. Patent protection strategies vary significantly across jurisdictions, with some regions offering stronger protections for novel electrolyte formulations than others. This disparity creates strategic challenges for companies seeking global market access while protecting their innovations.
Supply chain certification has emerged as a critical factor in international trade of SPE materials. Major automotive and electronics manufacturers increasingly require suppliers to demonstrate compliance with both regulatory standards and voluntary sustainability certifications. This trend has accelerated following supply chain disruptions, with many jurisdictions now implementing traceability requirements for critical battery components.
Tariff classifications for SPE materials remain inconsistent across different customs authorities, creating potential for trade disputes and compliance challenges. The World Customs Organization has initiated efforts to develop harmonized tariff codes specifically for advanced battery components, though implementation timelines vary by region. Companies must navigate these complexities while managing certification documentation that satisfies the requirements of multiple customs authorities.
Economic security concerns have prompted several major economies to implement enhanced screening for foreign investments in battery technology, including SPE manufacturing. These measures often include additional certification requirements for companies with foreign ownership or control, creating potential complications for international joint ventures and technology transfer arrangements in the SPE sector.
Harmonization efforts through international standards organizations like ISO and IEC have made progress in creating unified certification frameworks, but regional differences persist. The International Electrotechnical Commission's standards for battery components have become particularly influential in facilitating cross-border trade of SPE materials, though adoption remains inconsistent across different markets.
Trade agreements increasingly incorporate specific provisions for advanced battery technologies, with recent agreements between major economies including dedicated annexes for energy storage technologies. These provisions often address mutual recognition of certification processes, potentially reducing duplicative testing requirements and associated costs for manufacturers operating across multiple markets.
Intellectual property considerations present another layer of complexity in the international trade landscape for SPE technologies. Patent protection strategies vary significantly across jurisdictions, with some regions offering stronger protections for novel electrolyte formulations than others. This disparity creates strategic challenges for companies seeking global market access while protecting their innovations.
Supply chain certification has emerged as a critical factor in international trade of SPE materials. Major automotive and electronics manufacturers increasingly require suppliers to demonstrate compliance with both regulatory standards and voluntary sustainability certifications. This trend has accelerated following supply chain disruptions, with many jurisdictions now implementing traceability requirements for critical battery components.
Tariff classifications for SPE materials remain inconsistent across different customs authorities, creating potential for trade disputes and compliance challenges. The World Customs Organization has initiated efforts to develop harmonized tariff codes specifically for advanced battery components, though implementation timelines vary by region. Companies must navigate these complexities while managing certification documentation that satisfies the requirements of multiple customs authorities.
Economic security concerns have prompted several major economies to implement enhanced screening for foreign investments in battery technology, including SPE manufacturing. These measures often include additional certification requirements for companies with foreign ownership or control, creating potential complications for international joint ventures and technology transfer arrangements in the SPE sector.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!