Temperature Optimizations for Supercritical CO2 Processes
JAN 19, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Supercritical CO2 Technology Background and Optimization Objectives
Supercritical carbon dioxide (sCO2) technology has emerged as a transformative innovation in power generation and energy conversion systems over the past two decades. The technology leverages CO2 in its supercritical state, achieved when the fluid is maintained above its critical point of 31.1°C and 7.38 MPa, exhibiting unique properties that combine liquid-like density with gas-like diffusivity. This dual characteristic enables exceptional heat transfer capabilities and thermodynamic efficiency, making sCO2 an attractive working fluid for next-generation power cycles.
The historical development of sCO2 technology traces back to theoretical studies in the 1960s, but practical applications gained momentum in the early 2000s when researchers recognized its potential for concentrated solar power, nuclear reactors, and waste heat recovery systems. The technology addresses critical limitations of conventional steam Rankine cycles, including large turbomachinery footprints, high water consumption, and efficiency constraints at moderate temperature ranges.
Temperature optimization represents a pivotal challenge in sCO2 process design, as thermal management directly influences cycle efficiency, component durability, and overall system economics. The operational temperature range typically spans from 400°C to 750°C in the high-temperature section, while the low-temperature side operates near the critical point to maximize compression efficiency. Precise temperature control is essential to prevent thermal stress, material degradation, and performance losses across heat exchangers, turbines, and recuperators.
The primary technical objectives for temperature optimization in sCO2 processes encompass several interconnected goals. First, maximizing thermal efficiency by identifying optimal temperature differentials across cycle components while maintaining thermodynamic feasibility. Second, ensuring material compatibility and longevity by managing temperature gradients to minimize thermal fatigue and corrosion. Third, enhancing heat exchanger effectiveness through strategic temperature profiling that reduces pinch point limitations. Fourth, optimizing turbine inlet temperatures to balance power output against material constraints and operational safety margins.
These objectives must be achieved while addressing practical constraints including heat source characteristics, cooling system capabilities, and economic considerations related to material selection and system complexity. The pursuit of temperature optimization ultimately aims to unlock the full potential of sCO2 technology for commercial deployment across diverse energy applications.
The historical development of sCO2 technology traces back to theoretical studies in the 1960s, but practical applications gained momentum in the early 2000s when researchers recognized its potential for concentrated solar power, nuclear reactors, and waste heat recovery systems. The technology addresses critical limitations of conventional steam Rankine cycles, including large turbomachinery footprints, high water consumption, and efficiency constraints at moderate temperature ranges.
Temperature optimization represents a pivotal challenge in sCO2 process design, as thermal management directly influences cycle efficiency, component durability, and overall system economics. The operational temperature range typically spans from 400°C to 750°C in the high-temperature section, while the low-temperature side operates near the critical point to maximize compression efficiency. Precise temperature control is essential to prevent thermal stress, material degradation, and performance losses across heat exchangers, turbines, and recuperators.
The primary technical objectives for temperature optimization in sCO2 processes encompass several interconnected goals. First, maximizing thermal efficiency by identifying optimal temperature differentials across cycle components while maintaining thermodynamic feasibility. Second, ensuring material compatibility and longevity by managing temperature gradients to minimize thermal fatigue and corrosion. Third, enhancing heat exchanger effectiveness through strategic temperature profiling that reduces pinch point limitations. Fourth, optimizing turbine inlet temperatures to balance power output against material constraints and operational safety margins.
These objectives must be achieved while addressing practical constraints including heat source characteristics, cooling system capabilities, and economic considerations related to material selection and system complexity. The pursuit of temperature optimization ultimately aims to unlock the full potential of sCO2 technology for commercial deployment across diverse energy applications.
Market Demand for sCO2 Process Applications
The market demand for supercritical carbon dioxide (sCO2) process applications is experiencing substantial growth across multiple industrial sectors, driven by the technology's inherent advantages in energy efficiency, environmental sustainability, and operational flexibility. Temperature optimization plays a critical role in unlocking the full potential of these applications, as precise thermal management directly influences system performance, economic viability, and commercial adoption rates.
Power generation represents one of the most significant demand drivers for sCO2 technology. The energy sector is actively seeking alternatives to conventional steam Rankine cycles, particularly for concentrated solar power plants, nuclear reactors, and waste heat recovery systems. The ability to operate efficiently at elevated temperatures while maintaining compact system footprints makes sCO2 cycles attractive for next-generation power infrastructure. Temperature optimization is essential in these applications to maximize thermal-to-electric conversion efficiency and ensure compatibility with various heat sources.
Industrial processing sectors demonstrate growing interest in sCO2 applications, particularly in extraction, cleaning, and chemical synthesis operations. The food and beverage industry utilizes supercritical CO2 for decaffeination, flavor extraction, and sterilization processes where temperature control determines product quality and yield. Pharmaceutical manufacturing increasingly adopts sCO2 technology for active ingredient extraction and particle engineering, where precise temperature management ensures molecular stability and process reproducibility.
The carbon capture and utilization market presents emerging opportunities for sCO2 processes. As global decarbonization efforts intensify, industries seek efficient methods for CO2 separation, compression, and conversion. Temperature-optimized sCO2 systems offer advantages in reducing parasitic energy losses associated with carbon capture operations, making them economically competitive with traditional amine-based technologies.
Regional demand patterns reflect varying industrial priorities and regulatory environments. North American and European markets lead in research investment and pilot-scale deployments, particularly in power generation and carbon management applications. Asian markets show increasing interest driven by rapid industrialization and stringent environmental regulations, especially in chemical processing and advanced manufacturing sectors.
Market barriers include high initial capital costs, limited operational experience with large-scale systems, and the need for specialized materials capable of withstanding extreme temperature and pressure conditions. However, growing environmental regulations, rising energy costs, and technological maturation are progressively reducing these obstacles, expanding the addressable market for temperature-optimized sCO2 solutions across diverse industrial applications.
Power generation represents one of the most significant demand drivers for sCO2 technology. The energy sector is actively seeking alternatives to conventional steam Rankine cycles, particularly for concentrated solar power plants, nuclear reactors, and waste heat recovery systems. The ability to operate efficiently at elevated temperatures while maintaining compact system footprints makes sCO2 cycles attractive for next-generation power infrastructure. Temperature optimization is essential in these applications to maximize thermal-to-electric conversion efficiency and ensure compatibility with various heat sources.
Industrial processing sectors demonstrate growing interest in sCO2 applications, particularly in extraction, cleaning, and chemical synthesis operations. The food and beverage industry utilizes supercritical CO2 for decaffeination, flavor extraction, and sterilization processes where temperature control determines product quality and yield. Pharmaceutical manufacturing increasingly adopts sCO2 technology for active ingredient extraction and particle engineering, where precise temperature management ensures molecular stability and process reproducibility.
The carbon capture and utilization market presents emerging opportunities for sCO2 processes. As global decarbonization efforts intensify, industries seek efficient methods for CO2 separation, compression, and conversion. Temperature-optimized sCO2 systems offer advantages in reducing parasitic energy losses associated with carbon capture operations, making them economically competitive with traditional amine-based technologies.
Regional demand patterns reflect varying industrial priorities and regulatory environments. North American and European markets lead in research investment and pilot-scale deployments, particularly in power generation and carbon management applications. Asian markets show increasing interest driven by rapid industrialization and stringent environmental regulations, especially in chemical processing and advanced manufacturing sectors.
Market barriers include high initial capital costs, limited operational experience with large-scale systems, and the need for specialized materials capable of withstanding extreme temperature and pressure conditions. However, growing environmental regulations, rising energy costs, and technological maturation are progressively reducing these obstacles, expanding the addressable market for temperature-optimized sCO2 solutions across diverse industrial applications.
Current Status and Temperature Control Challenges in sCO2 Systems
Supercritical CO2 (sCO2) power cycles have emerged as promising alternatives to conventional steam-based systems, offering superior thermal efficiency and compact equipment design. Currently, sCO2 systems are being developed for various applications including concentrated solar power plants, nuclear reactors, waste heat recovery, and fossil fuel power generation. The technology has progressed from laboratory-scale demonstrations to pilot-scale facilities, with several installations operating at power outputs ranging from 1 to 10 MWe. Major research institutions and energy companies worldwide are actively pursuing commercialization, though widespread industrial deployment remains limited due to technical and economic barriers.
Temperature control represents one of the most critical challenges in sCO2 system operation. The working fluid operates near its critical point (31.1°C, 7.38 MPa), where thermophysical properties exhibit extreme sensitivity to minor temperature fluctuations. This sensitivity creates significant difficulties in maintaining stable operating conditions, as small temperature variations can trigger substantial changes in density, specific heat capacity, and thermal conductivity. The challenge intensifies during transient operations such as startup, shutdown, and load changes, where rapid temperature adjustments are required without compromising system integrity.
Heat exchanger performance is particularly vulnerable to temperature control issues. Printed circuit heat exchangers and shell-and-tube designs commonly used in sCO2 systems must accommodate large temperature gradients while preventing thermal stress and material degradation. Maintaining optimal temperature differentials across heat exchangers is essential for maximizing cycle efficiency, yet current control strategies often struggle to respond adequately to dynamic operating conditions. Temperature maldistribution within heat exchanger channels can lead to localized hotspots, reduced heat transfer effectiveness, and accelerated component wear.
Additional challenges arise from the integration of multiple system components operating at different temperature levels. Turbomachinery components require precise temperature management to prevent thermal expansion issues and maintain clearance tolerances. Compressor inlet temperature control is especially critical, as deviations can significantly impact compression efficiency and power consumption. Furthermore, the corrosive nature of sCO2 at elevated temperatures necessitates careful material selection and temperature monitoring to prevent oxidation and stress corrosion cracking. Current monitoring and control systems often lack the sophistication needed to address these interconnected thermal management requirements effectively.
Temperature control represents one of the most critical challenges in sCO2 system operation. The working fluid operates near its critical point (31.1°C, 7.38 MPa), where thermophysical properties exhibit extreme sensitivity to minor temperature fluctuations. This sensitivity creates significant difficulties in maintaining stable operating conditions, as small temperature variations can trigger substantial changes in density, specific heat capacity, and thermal conductivity. The challenge intensifies during transient operations such as startup, shutdown, and load changes, where rapid temperature adjustments are required without compromising system integrity.
Heat exchanger performance is particularly vulnerable to temperature control issues. Printed circuit heat exchangers and shell-and-tube designs commonly used in sCO2 systems must accommodate large temperature gradients while preventing thermal stress and material degradation. Maintaining optimal temperature differentials across heat exchangers is essential for maximizing cycle efficiency, yet current control strategies often struggle to respond adequately to dynamic operating conditions. Temperature maldistribution within heat exchanger channels can lead to localized hotspots, reduced heat transfer effectiveness, and accelerated component wear.
Additional challenges arise from the integration of multiple system components operating at different temperature levels. Turbomachinery components require precise temperature management to prevent thermal expansion issues and maintain clearance tolerances. Compressor inlet temperature control is especially critical, as deviations can significantly impact compression efficiency and power consumption. Furthermore, the corrosive nature of sCO2 at elevated temperatures necessitates careful material selection and temperature monitoring to prevent oxidation and stress corrosion cracking. Current monitoring and control systems often lack the sophistication needed to address these interconnected thermal management requirements effectively.
Current Temperature Optimization Solutions for sCO2
01 Optimal temperature range for supercritical CO2 extraction processes
Supercritical CO2 extraction processes typically operate within specific temperature ranges to maintain the supercritical state and optimize extraction efficiency. The temperature is carefully controlled above the critical point of CO2 (31.1°C) while balancing energy consumption and product quality. Common operating temperatures range from 35°C to 80°C depending on the target compounds and materials being processed. Temperature control is crucial for maintaining the desired solvent properties of supercritical CO2.- Optimal temperature range for supercritical CO2 extraction processes: Supercritical CO2 extraction processes typically operate within specific temperature ranges to maintain the supercritical state and optimize extraction efficiency. The temperature is carefully controlled above the critical point of CO2 (31.1°C) while balancing energy consumption and product quality. Common operating temperatures range from 35°C to 80°C depending on the target compounds and materials being processed. Temperature control is crucial for maintaining consistent extraction yields and preventing thermal degradation of sensitive compounds.
- High-temperature supercritical CO2 processing applications: Certain industrial applications utilize elevated temperatures in supercritical CO2 processes, sometimes exceeding 100°C to 200°C or higher. These high-temperature processes are employed for specific extraction, reaction, or material processing applications where thermal energy enhances mass transfer, reaction kinetics, or solubility of target compounds. Advanced pressure vessels and heat exchangers are designed to withstand these extreme conditions while maintaining process safety and efficiency.
- Temperature control systems and monitoring in supercritical CO2 processes: Precise temperature control and monitoring systems are essential for maintaining optimal supercritical CO2 process conditions. These systems incorporate advanced sensors, feedback loops, and automated control mechanisms to regulate temperature within narrow tolerances. Temperature monitoring at multiple points throughout the process ensures uniform conditions and prevents localized hot spots or cold zones that could affect product quality or process efficiency.
- Temperature-dependent phase behavior and solubility in supercritical CO2: The solubility of various compounds in supercritical CO2 is highly temperature-dependent, affecting extraction selectivity and efficiency. Temperature variations influence the density and solvating power of supercritical CO2, allowing for selective extraction of different compound classes. Understanding and manipulating temperature-solubility relationships enables optimization of separation processes and improvement of product purity. Phase equilibrium data at different temperatures guides process design and operating parameter selection.
- Energy efficiency and heat recovery in supercritical CO2 temperature management: Energy-efficient temperature management strategies are critical for economical supercritical CO2 process operation. Heat recovery systems capture thermal energy from high-temperature process streams to preheat incoming CO2, reducing overall energy consumption. Integration of heat exchangers, thermal storage systems, and optimized heating/cooling cycles minimizes operational costs while maintaining required process temperatures. Advanced process designs incorporate cascading temperature zones and waste heat utilization to improve overall system efficiency.
02 High-temperature supercritical CO2 applications
Certain supercritical CO2 processes require elevated temperatures exceeding 100°C for specific applications such as chemical reactions, material processing, or extraction of heat-stable compounds. These high-temperature processes demand specialized equipment with enhanced thermal resistance and pressure management capabilities. The elevated temperatures can improve reaction kinetics and enhance the solubility of certain substances in supercritical CO2, making them suitable for industrial-scale operations.Expand Specific Solutions03 Temperature control systems and monitoring in supercritical CO2 processes
Advanced temperature control and monitoring systems are essential for maintaining stable supercritical conditions throughout the process. These systems incorporate precise sensors, feedback mechanisms, and automated control units to regulate temperature within narrow tolerances. Temperature uniformity across the processing vessel is critical for consistent product quality and process reproducibility. Modern systems integrate real-time monitoring with safety protocols to prevent temperature excursions.Expand Specific Solutions04 Temperature-pressure relationship in supercritical CO2 systems
The interplay between temperature and pressure is fundamental to supercritical CO2 processes, as both parameters must exceed critical values simultaneously. Temperature adjustments directly affect the density and solvating power of supercritical CO2, requiring corresponding pressure modifications to maintain optimal process conditions. Understanding and controlling this relationship enables fine-tuning of extraction selectivity and process efficiency. Process optimization often involves mapping temperature-pressure profiles for specific applications.Expand Specific Solutions05 Energy-efficient temperature management in supercritical CO2 operations
Energy-efficient temperature management strategies focus on minimizing heating and cooling requirements while maintaining supercritical conditions. Heat recovery systems, insulation improvements, and optimized heating/cooling cycles reduce operational costs and environmental impact. Integration of heat exchangers allows for thermal energy recycling between different process stages. Advanced designs incorporate pre-heating and staged temperature control to achieve energy savings without compromising process performance.Expand Specific Solutions
Major Players in sCO2 Process Technology
The supercritical CO2 temperature optimization field is experiencing accelerated development as the technology transitions from research to commercial deployment. The market shows substantial growth potential driven by decarbonization demands across power generation, industrial processes, and energy storage applications. Technology maturity varies significantly among key players: established entities like 8 Rivers Capital, TerraPower, and Saipem are advancing commercial-scale demonstrations, while research institutions including Xi'an Jiaotong University, Purdue Research Foundation, Southwest Research Institute, and Commissariat à l'énergie atomique are pushing fundamental breakthroughs in thermal management and cycle efficiency. Industrial players such as Kellogg Brown & Root, Nooter/Eriksen, and Praxair Technology contribute engineering expertise for system integration. Emerging innovators like Cixten focus on waste heat recovery applications. This diverse ecosystem spanning research institutions, energy majors, and specialized technology developers indicates a maturing competitive landscape with increasing commercialization activities, though widespread adoption still requires further optimization of temperature control systems and demonstration of long-term operational reliability at scale.
Xi'an Jiaotong University
Technical Solution: Xi'an Jiaotong University has developed comprehensive temperature optimization strategies for supercritical CO2 power cycles with emphasis on waste heat recovery and renewable energy integration. Their research covers temperature ranges from 350-650°C, focusing on transcritical and supercritical cycle configurations optimized for medium-temperature heat sources. The university has conducted detailed thermodynamic analyses and exergy optimization studies to identify optimal temperature profiles across system components including heaters, coolers, turbines, and compressors. Their work includes development of novel heat exchanger designs with enhanced heat transfer characteristics at near-critical and supercritical conditions, along with advanced simulation tools for predicting system performance under varying temperature conditions. The research team has also investigated hybrid cycles combining supercritical CO2 with other working fluids to optimize performance across broader temperature ranges.
Strengths: Strong academic research foundation with extensive publications; focus on practical applications for waste heat recovery; advanced simulation and optimization methodologies. Weaknesses: Limited commercial implementation and scale-up experience; primarily theoretical and small-scale experimental work; technology readiness level requires further development.
8 Rivers Capital LLC
Technical Solution: 8 Rivers Capital has developed the Allam-Fetvedt Cycle, a breakthrough supercritical CO2 power generation technology that operates at optimized temperatures between 700-1150°C. The system utilizes oxy-combustion with supercritical CO2 as the working fluid, achieving thermal efficiencies exceeding 59% while enabling near-zero emissions. The technology incorporates advanced heat recovery systems and precise temperature control mechanisms to maintain optimal supercritical conditions throughout the cycle. The company's NET Power demonstration plant has successfully validated commercial-scale operation with optimized temperature management across combustors, turbines, and heat exchangers, demonstrating stable performance at supercritical conditions above the critical point of 31°C and 73.8 bar.
Strengths: Pioneering integrated cycle design with proven commercial demonstration; exceptional thermal efficiency and inherent carbon capture. Weaknesses: High capital costs for initial deployment; limited operational experience at full commercial scale; requires pure oxygen supply infrastructure.
Core Patents in sCO2 Thermal Management
Method and system for treating a substrate using a supercritical fluid
PatentInactiveUS20060102591A1
Innovation
- A method and system utilizing a high temperature supercritical fluid, above 80°C, to treat substrates within a processing chamber, where the fluid is adjusted to a supercritical state and introduced with optional process chemistry to enhance cleaning efficiency.




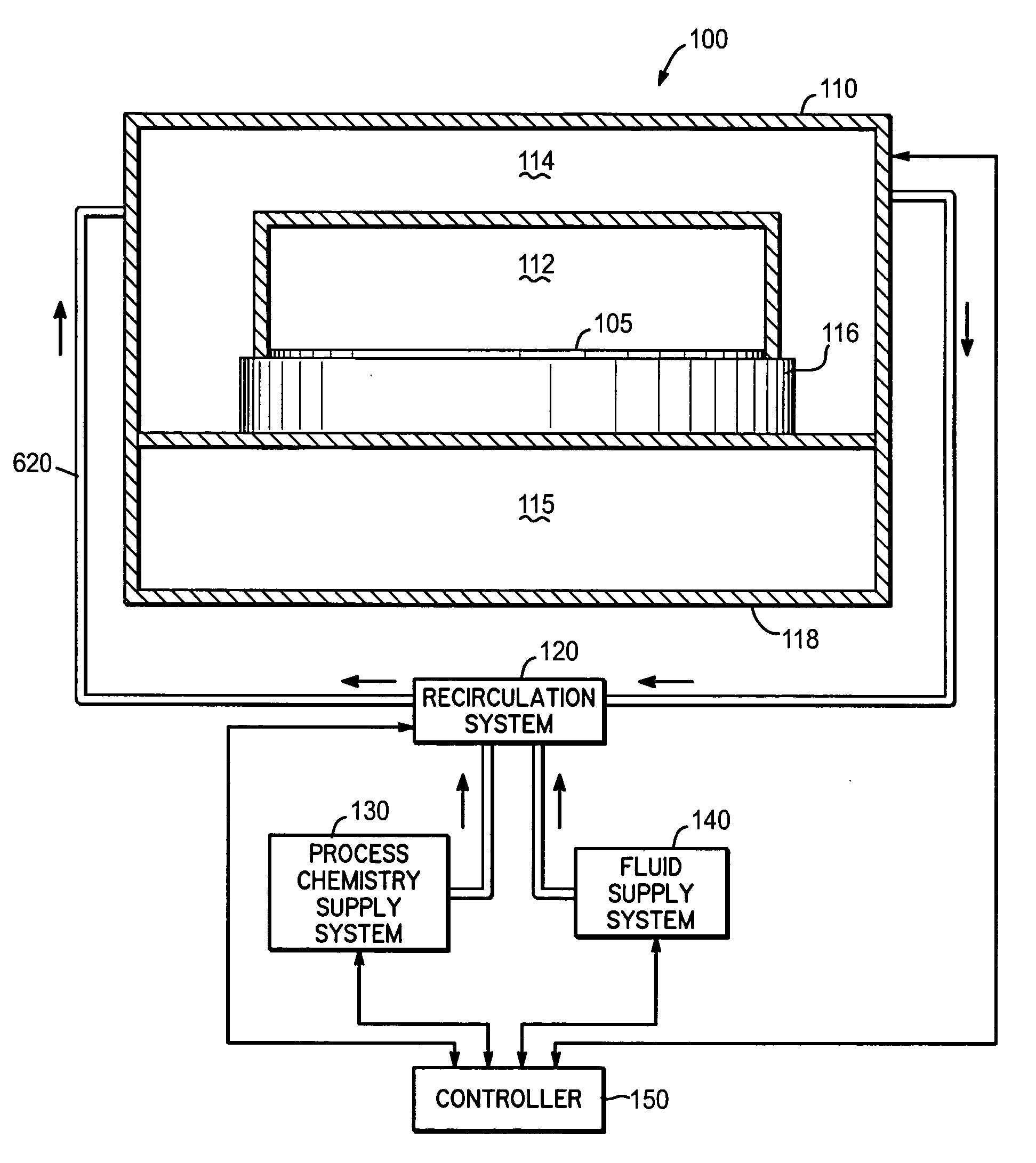
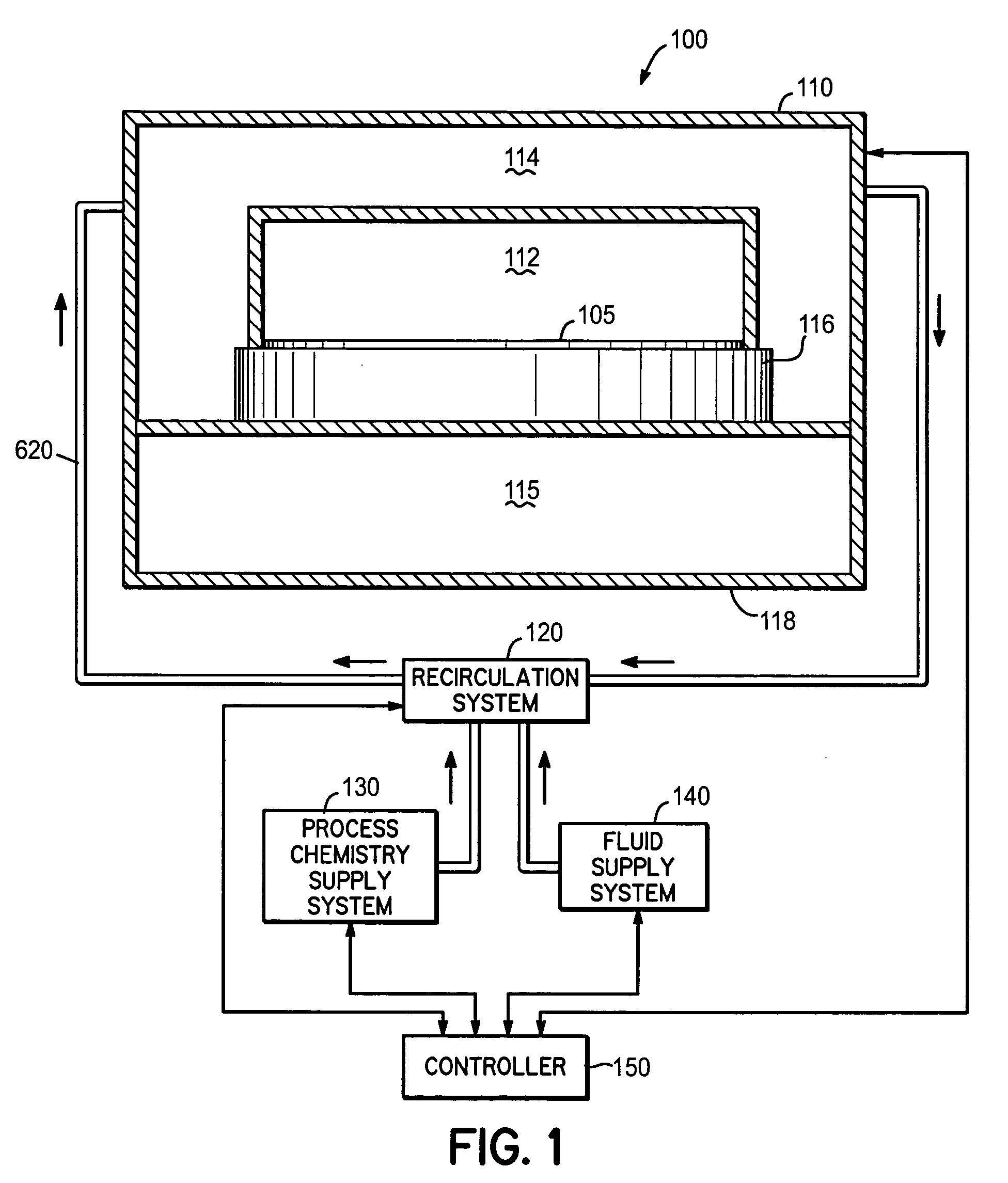
Method and system for flowing a supercritical fluid in a high pressure processing system
PatentInactiveUS20060130966A1
Innovation
- A high-pressure processing system with a processing chamber, platen, and fluid flow system that introduces a high-pressure fluid through the ceiling at the substrate's center and discharges it at the peripheral edge, ensuring a monotonically decreasing height from center to edge, providing a substantially uniform flow of supercritical fluid across the substrate.

Energy Efficiency Standards for sCO2 Systems
Energy efficiency standards for supercritical CO2 (sCO2) systems represent a critical framework for evaluating and benchmarking the performance of temperature-optimized processes. Currently, the industry lacks universally adopted efficiency metrics specifically tailored to sCO2 cycles, though several organizations are working toward establishing comprehensive guidelines. The American Society of Mechanical Engineers (ASME) and the International Energy Agency (IEA) have initiated preliminary discussions on standardization, recognizing that traditional steam cycle efficiency metrics inadequately capture the unique thermodynamic characteristics of sCO2 systems operating near their critical point.
Existing efficiency standards primarily reference thermal efficiency and exergy efficiency as key performance indicators. For sCO2 power cycles, thermal efficiencies exceeding 50% are considered state-of-the-art, particularly in concentrated solar power and waste heat recovery applications. However, these benchmarks must account for temperature-dependent property variations that significantly impact compressor work and heat exchanger effectiveness. The challenge lies in establishing standards that accommodate diverse operating conditions while maintaining comparability across different system configurations and temperature optimization strategies.
Regulatory bodies in the United States and European Union are developing compliance frameworks that emphasize minimum efficiency thresholds for industrial sCO2 applications. These emerging standards consider not only cycle efficiency but also component-level performance criteria, including recuperator effectiveness above 95% and turbomachinery isentropic efficiencies exceeding 90%. Temperature optimization directly influences these parameters, as operating closer to the critical point enhances heat recovery potential but demands more sophisticated control systems to maintain efficiency targets.
Industry consortia such as the sCO2 Power Cycle Coalition are proposing standardized testing protocols that account for temperature-dependent efficiency variations. These protocols emphasize the importance of measuring performance across representative operating ranges rather than at single design points. As temperature optimization strategies become more sophisticated, efficiency standards must evolve to incorporate dynamic performance metrics that reflect real-world operational flexibility and part-load behavior, ensuring that theoretical efficiency gains translate into measurable energy savings in deployed systems.
Existing efficiency standards primarily reference thermal efficiency and exergy efficiency as key performance indicators. For sCO2 power cycles, thermal efficiencies exceeding 50% are considered state-of-the-art, particularly in concentrated solar power and waste heat recovery applications. However, these benchmarks must account for temperature-dependent property variations that significantly impact compressor work and heat exchanger effectiveness. The challenge lies in establishing standards that accommodate diverse operating conditions while maintaining comparability across different system configurations and temperature optimization strategies.
Regulatory bodies in the United States and European Union are developing compliance frameworks that emphasize minimum efficiency thresholds for industrial sCO2 applications. These emerging standards consider not only cycle efficiency but also component-level performance criteria, including recuperator effectiveness above 95% and turbomachinery isentropic efficiencies exceeding 90%. Temperature optimization directly influences these parameters, as operating closer to the critical point enhances heat recovery potential but demands more sophisticated control systems to maintain efficiency targets.
Industry consortia such as the sCO2 Power Cycle Coalition are proposing standardized testing protocols that account for temperature-dependent efficiency variations. These protocols emphasize the importance of measuring performance across representative operating ranges rather than at single design points. As temperature optimization strategies become more sophisticated, efficiency standards must evolve to incorporate dynamic performance metrics that reflect real-world operational flexibility and part-load behavior, ensuring that theoretical efficiency gains translate into measurable energy savings in deployed systems.
Safety Considerations in High-Temperature sCO2 Operations
High-temperature supercritical CO2 operations present unique safety challenges that demand rigorous attention throughout system design, operation, and maintenance phases. The combination of elevated temperatures exceeding 550°C and pressures above the critical point creates conditions where material integrity, thermal management, and operational protocols become critical safety determinants. Understanding these safety considerations is essential for preventing catastrophic failures and ensuring long-term operational reliability in sCO2 power cycles and industrial processes.
Material degradation represents a primary safety concern in high-temperature sCO2 environments. Prolonged exposure to supercritical conditions accelerates creep deformation, oxidation, and corrosion mechanisms in structural materials. Nickel-based superalloys and advanced stainless steels, while offering superior high-temperature performance, remain susceptible to stress corrosion cracking when exposed to impurities in the CO2 stream. Regular material surveillance programs and non-destructive testing protocols are imperative to detect early signs of degradation before they compromise system integrity.
Thermal stress management constitutes another critical safety dimension. Rapid temperature fluctuations during startup, shutdown, or load-following operations induce significant thermal gradients across heat exchanger surfaces and piping systems. These transient conditions can generate localized stress concentrations exceeding material yield strength, potentially leading to fatigue crack initiation. Implementing controlled heating and cooling rates, along with thermal stress monitoring systems, helps mitigate these risks while maintaining operational flexibility.
Pressure boundary integrity requires comprehensive safety protocols addressing potential leak scenarios. The high energy density of supercritical CO2 at elevated temperatures means even small breaches can result in rapid depressurization events with substantial force. Secondary containment systems, pressure relief devices calibrated for supercritical conditions, and automated isolation valves form essential layers of protection. Emergency response procedures must account for the unique behavior of sCO2 during release events, including potential dry ice formation and asphyxiation hazards in confined spaces.
Personnel safety protocols must address both thermal and pressure hazards inherent to high-temperature sCO2 systems. Adequate thermal insulation, safety interlocks preventing access during operation, and comprehensive training programs ensure worker protection. Continuous monitoring of system parameters through advanced instrumentation enables early detection of abnormal conditions, allowing for proactive intervention before safety margins are compromised.
Material degradation represents a primary safety concern in high-temperature sCO2 environments. Prolonged exposure to supercritical conditions accelerates creep deformation, oxidation, and corrosion mechanisms in structural materials. Nickel-based superalloys and advanced stainless steels, while offering superior high-temperature performance, remain susceptible to stress corrosion cracking when exposed to impurities in the CO2 stream. Regular material surveillance programs and non-destructive testing protocols are imperative to detect early signs of degradation before they compromise system integrity.
Thermal stress management constitutes another critical safety dimension. Rapid temperature fluctuations during startup, shutdown, or load-following operations induce significant thermal gradients across heat exchanger surfaces and piping systems. These transient conditions can generate localized stress concentrations exceeding material yield strength, potentially leading to fatigue crack initiation. Implementing controlled heating and cooling rates, along with thermal stress monitoring systems, helps mitigate these risks while maintaining operational flexibility.
Pressure boundary integrity requires comprehensive safety protocols addressing potential leak scenarios. The high energy density of supercritical CO2 at elevated temperatures means even small breaches can result in rapid depressurization events with substantial force. Secondary containment systems, pressure relief devices calibrated for supercritical conditions, and automated isolation valves form essential layers of protection. Emergency response procedures must account for the unique behavior of sCO2 during release events, including potential dry ice formation and asphyxiation hazards in confined spaces.
Personnel safety protocols must address both thermal and pressure hazards inherent to high-temperature sCO2 systems. Adequate thermal insulation, safety interlocks preventing access during operation, and comprehensive training programs ensure worker protection. Continuous monitoring of system parameters through advanced instrumentation enables early detection of abnormal conditions, allowing for proactive intervention before safety margins are compromised.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!