

Artificial Intelligence in Textiles: Production Enhancement
FEB 28, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
AI Textile Technology Background and Production Goals
The textile industry has undergone significant transformation throughout history, evolving from traditional handcraft methods to mechanized production during the Industrial Revolution, and subsequently embracing automation and digitalization. Today, the integration of artificial intelligence represents the next evolutionary leap, promising to revolutionize manufacturing processes through intelligent automation, predictive analytics, and adaptive production systems.
The development trajectory of AI in textiles has accelerated dramatically over the past decade, driven by advances in machine learning algorithms, computer vision technologies, and IoT sensor networks. Early implementations focused primarily on quality control and defect detection, but the scope has expanded to encompass comprehensive production optimization, supply chain management, and predictive maintenance systems.
Current AI applications in textile manufacturing demonstrate remarkable capabilities in pattern recognition, enabling automated fabric inspection with accuracy rates exceeding 95%. Machine learning algorithms can now identify microscopic defects, color variations, and structural irregularities that would be challenging for human operators to detect consistently. These systems process thousands of images per minute, significantly outpacing traditional manual inspection methods.
The primary technological objectives center on achieving autonomous production environments where AI systems can dynamically adjust manufacturing parameters in real-time. This includes optimizing fiber blending ratios, controlling dyeing processes, managing loom operations, and coordinating finishing treatments based on continuous feedback from embedded sensors and quality monitoring systems.
Production enhancement goals encompass multiple dimensions of operational excellence. Efficiency targets include reducing material waste by 15-25% through precise cutting algorithms and optimized pattern layouts. Quality improvements aim to achieve defect rates below 0.1% while maintaining consistent product specifications across large production volumes. Energy consumption reduction of 20-30% is targeted through intelligent climate control and equipment optimization.
Advanced AI systems are being developed to enable mass customization capabilities, allowing manufacturers to produce personalized textile products without sacrificing economies of scale. These systems can rapidly reconfigure production lines, adjust material specifications, and modify processing parameters to accommodate individual customer requirements while maintaining cost-effectiveness and delivery schedules.
The development trajectory of AI in textiles has accelerated dramatically over the past decade, driven by advances in machine learning algorithms, computer vision technologies, and IoT sensor networks. Early implementations focused primarily on quality control and defect detection, but the scope has expanded to encompass comprehensive production optimization, supply chain management, and predictive maintenance systems.
Current AI applications in textile manufacturing demonstrate remarkable capabilities in pattern recognition, enabling automated fabric inspection with accuracy rates exceeding 95%. Machine learning algorithms can now identify microscopic defects, color variations, and structural irregularities that would be challenging for human operators to detect consistently. These systems process thousands of images per minute, significantly outpacing traditional manual inspection methods.
The primary technological objectives center on achieving autonomous production environments where AI systems can dynamically adjust manufacturing parameters in real-time. This includes optimizing fiber blending ratios, controlling dyeing processes, managing loom operations, and coordinating finishing treatments based on continuous feedback from embedded sensors and quality monitoring systems.
Production enhancement goals encompass multiple dimensions of operational excellence. Efficiency targets include reducing material waste by 15-25% through precise cutting algorithms and optimized pattern layouts. Quality improvements aim to achieve defect rates below 0.1% while maintaining consistent product specifications across large production volumes. Energy consumption reduction of 20-30% is targeted through intelligent climate control and equipment optimization.
Advanced AI systems are being developed to enable mass customization capabilities, allowing manufacturers to produce personalized textile products without sacrificing economies of scale. These systems can rapidly reconfigure production lines, adjust material specifications, and modify processing parameters to accommodate individual customer requirements while maintaining cost-effectiveness and delivery schedules.
Market Demand for AI-Enhanced Textile Manufacturing
The global textile industry is experiencing unprecedented transformation driven by increasing consumer demands for quality, sustainability, and customization. Traditional manufacturing processes face mounting pressure to reduce production costs while maintaining high standards of product consistency and environmental responsibility. This convergence of market forces has created substantial demand for artificial intelligence solutions that can optimize production efficiency, minimize waste, and enhance product quality control.
Consumer behavior patterns have shifted dramatically toward personalized and sustainable textile products, creating complex manufacturing challenges that conventional systems struggle to address. Fast fashion retailers require rapid response capabilities to market trends, while luxury brands demand precision in quality control and customization. These diverse requirements have established AI-enhanced manufacturing as a critical competitive advantage rather than merely an operational improvement.
The sustainability imperative has become a primary market driver, with regulatory frameworks increasingly demanding reduced environmental impact from textile production. AI technologies offer solutions for optimizing resource utilization, predicting maintenance needs, and minimizing material waste throughout the production cycle. Companies implementing AI-driven sustainability measures report significant improvements in both operational efficiency and market positioning.
Supply chain disruptions experienced globally have highlighted the vulnerability of traditional textile manufacturing systems. Market demand has intensified for intelligent production systems capable of adaptive scheduling, predictive maintenance, and real-time quality monitoring. These capabilities enable manufacturers to maintain consistent output despite fluctuating raw material availability and changing labor conditions.
The emergence of Industry 4.0 principles has created market expectations for interconnected, data-driven manufacturing environments. Textile manufacturers face increasing pressure from both customers and investors to demonstrate technological advancement and operational transparency. AI-enhanced systems provide the foundation for meeting these expectations while delivering measurable improvements in production metrics.
Regional market dynamics vary significantly, with developed markets prioritizing automation and quality enhancement, while emerging markets focus on efficiency gains and cost reduction. This diversity creates multiple pathways for AI implementation, each addressing specific regional manufacturing challenges and economic conditions.
Consumer behavior patterns have shifted dramatically toward personalized and sustainable textile products, creating complex manufacturing challenges that conventional systems struggle to address. Fast fashion retailers require rapid response capabilities to market trends, while luxury brands demand precision in quality control and customization. These diverse requirements have established AI-enhanced manufacturing as a critical competitive advantage rather than merely an operational improvement.
The sustainability imperative has become a primary market driver, with regulatory frameworks increasingly demanding reduced environmental impact from textile production. AI technologies offer solutions for optimizing resource utilization, predicting maintenance needs, and minimizing material waste throughout the production cycle. Companies implementing AI-driven sustainability measures report significant improvements in both operational efficiency and market positioning.
Supply chain disruptions experienced globally have highlighted the vulnerability of traditional textile manufacturing systems. Market demand has intensified for intelligent production systems capable of adaptive scheduling, predictive maintenance, and real-time quality monitoring. These capabilities enable manufacturers to maintain consistent output despite fluctuating raw material availability and changing labor conditions.
The emergence of Industry 4.0 principles has created market expectations for interconnected, data-driven manufacturing environments. Textile manufacturers face increasing pressure from both customers and investors to demonstrate technological advancement and operational transparency. AI-enhanced systems provide the foundation for meeting these expectations while delivering measurable improvements in production metrics.
Regional market dynamics vary significantly, with developed markets prioritizing automation and quality enhancement, while emerging markets focus on efficiency gains and cost reduction. This diversity creates multiple pathways for AI implementation, each addressing specific regional manufacturing challenges and economic conditions.
Current AI Textile Implementation Status and Challenges
The global textile industry has witnessed significant adoption of artificial intelligence technologies across various production stages, with implementation rates varying considerably by region and company size. Leading textile manufacturers in developed markets have achieved automation levels of 60-80% in specific processes such as quality inspection and pattern recognition, while emerging markets typically operate at 20-40% AI integration rates. Major production hubs in China, India, and Southeast Asia are rapidly scaling AI deployment, driven by labor cost pressures and quality consistency requirements.
Current AI implementations primarily focus on computer vision systems for fabric defect detection, achieving accuracy rates of 95-98% compared to traditional manual inspection methods. Machine learning algorithms are extensively used for predictive maintenance of textile machinery, reducing unplanned downtime by 25-35%. Smart manufacturing systems integrate IoT sensors with AI analytics to optimize production parameters, resulting in 10-15% improvements in overall equipment effectiveness across participating facilities.
Despite these advances, the industry faces substantial technical challenges that limit broader AI adoption. Legacy machinery integration remains problematic, as most existing textile equipment lacks the digital infrastructure necessary for seamless AI implementation. Data standardization presents another critical obstacle, with inconsistent data formats and quality metrics across different production stages hindering comprehensive AI system deployment.
The complexity of textile materials and processes creates unique algorithmic challenges. Natural fiber variations, diverse fabric compositions, and intricate weaving patterns require sophisticated AI models that can adapt to numerous variables simultaneously. Current systems often struggle with edge cases and require extensive retraining when production parameters change, limiting their flexibility and scalability.
Financial barriers significantly impact implementation rates, particularly among small and medium-sized enterprises that constitute the majority of global textile manufacturers. Initial AI system investments range from $500,000 to $5 million depending on scope, with additional ongoing costs for system maintenance, data management, and staff training. Return on investment timelines typically extend 18-36 months, creating cash flow challenges for smaller operators.
Workforce adaptation challenges compound implementation difficulties, as traditional textile workers require substantial retraining to operate AI-enhanced systems effectively. Skills gaps in data analysis, system monitoring, and AI troubleshooting create operational bottlenecks that can offset productivity gains. Industry surveys indicate that 65% of textile companies cite workforce readiness as a primary implementation barrier.
Regulatory compliance adds another layer of complexity, particularly in markets with strict environmental and labor standards. AI systems must accommodate varying international requirements while maintaining production efficiency, creating additional development and validation costs that can delay deployment timelines significantly.
Current AI implementations primarily focus on computer vision systems for fabric defect detection, achieving accuracy rates of 95-98% compared to traditional manual inspection methods. Machine learning algorithms are extensively used for predictive maintenance of textile machinery, reducing unplanned downtime by 25-35%. Smart manufacturing systems integrate IoT sensors with AI analytics to optimize production parameters, resulting in 10-15% improvements in overall equipment effectiveness across participating facilities.
Despite these advances, the industry faces substantial technical challenges that limit broader AI adoption. Legacy machinery integration remains problematic, as most existing textile equipment lacks the digital infrastructure necessary for seamless AI implementation. Data standardization presents another critical obstacle, with inconsistent data formats and quality metrics across different production stages hindering comprehensive AI system deployment.
The complexity of textile materials and processes creates unique algorithmic challenges. Natural fiber variations, diverse fabric compositions, and intricate weaving patterns require sophisticated AI models that can adapt to numerous variables simultaneously. Current systems often struggle with edge cases and require extensive retraining when production parameters change, limiting their flexibility and scalability.
Financial barriers significantly impact implementation rates, particularly among small and medium-sized enterprises that constitute the majority of global textile manufacturers. Initial AI system investments range from $500,000 to $5 million depending on scope, with additional ongoing costs for system maintenance, data management, and staff training. Return on investment timelines typically extend 18-36 months, creating cash flow challenges for smaller operators.
Workforce adaptation challenges compound implementation difficulties, as traditional textile workers require substantial retraining to operate AI-enhanced systems effectively. Skills gaps in data analysis, system monitoring, and AI troubleshooting create operational bottlenecks that can offset productivity gains. Industry surveys indicate that 65% of textile companies cite workforce readiness as a primary implementation barrier.
Regulatory compliance adds another layer of complexity, particularly in markets with strict environmental and labor standards. AI systems must accommodate varying international requirements while maintaining production efficiency, creating additional development and validation costs that can delay deployment timelines significantly.
Existing AI Solutions for Textile Production Enhancement
01 AI-based process optimization and control systems
Artificial intelligence systems can be implemented to optimize manufacturing and production processes through real-time monitoring, predictive analytics, and automated control mechanisms. These systems analyze production data to identify inefficiencies, predict equipment failures, and automatically adjust process parameters to maximize output quality and efficiency. Machine learning algorithms enable continuous improvement by learning from historical production data and adapting to changing conditions.- AI-driven process optimization and control systems: Artificial intelligence systems can be implemented to optimize manufacturing and production processes through real-time monitoring, predictive analytics, and automated control mechanisms. These systems analyze production data to identify inefficiencies, predict equipment failures, and automatically adjust process parameters to maximize output quality and efficiency. Machine learning algorithms enable continuous improvement by learning from historical production data and adapting to changing conditions.
- Intelligent quality inspection and defect detection: Advanced artificial intelligence technologies enable automated quality control through computer vision and deep learning models that can detect defects, anomalies, and quality issues in production lines. These systems can process visual data at high speeds, identifying imperfections that may be missed by human inspectors, thereby reducing waste and improving overall product quality. The technology supports real-time decision-making for quality assurance throughout the manufacturing process.
- Predictive maintenance and equipment management: Artificial intelligence enables predictive maintenance strategies by analyzing sensor data, equipment performance metrics, and historical maintenance records to forecast potential equipment failures before they occur. This approach minimizes unplanned downtime, extends equipment lifespan, and optimizes maintenance scheduling. Machine learning models can identify patterns and anomalies that indicate degrading equipment performance, allowing for proactive intervention.
- AI-powered production planning and scheduling: Intelligent systems can optimize production planning and scheduling by analyzing multiple variables including resource availability, demand forecasts, supply chain constraints, and production capacity. These systems use optimization algorithms and machine learning to create efficient production schedules that minimize costs, reduce lead times, and maximize resource utilization. The technology enables dynamic rescheduling in response to changing conditions and disruptions.
- Intelligent supply chain and inventory optimization: Artificial intelligence applications in supply chain management enhance production by optimizing inventory levels, predicting demand patterns, and coordinating logistics operations. These systems analyze historical data, market trends, and external factors to forecast demand accurately and optimize stock levels, reducing both excess inventory and stockouts. Integration with production systems enables just-in-time manufacturing and improved coordination across the entire supply chain.
02 AI-driven quality inspection and defect detection
Advanced artificial intelligence technologies enable automated quality control through computer vision and deep learning algorithms that can detect defects, anomalies, and quality issues in production lines with higher accuracy than traditional methods. These systems can process visual data in real-time, classify defects, and trigger corrective actions, significantly reducing waste and improving product consistency. The technology can be trained on large datasets to recognize subtle quality variations that might be missed by human inspectors.Expand Specific Solutions03 Predictive maintenance using AI algorithms
Artificial intelligence enables predictive maintenance strategies by analyzing sensor data, equipment performance metrics, and historical maintenance records to forecast potential equipment failures before they occur. This approach minimizes unplanned downtime, extends equipment lifespan, and optimizes maintenance schedules. Machine learning models can identify patterns and correlations in operational data that indicate degrading equipment performance, allowing for proactive intervention and resource allocation.Expand Specific Solutions04 AI-enhanced supply chain and production planning
Intelligent systems utilize artificial intelligence to optimize supply chain management and production scheduling by analyzing demand forecasts, inventory levels, supplier performance, and market trends. These systems can dynamically adjust production plans, optimize resource allocation, and improve delivery timelines. Advanced algorithms consider multiple variables simultaneously to create optimal production schedules that balance efficiency, cost, and customer requirements while adapting to disruptions and changing market conditions.Expand Specific Solutions05 AI-powered robotics and automation integration
Artificial intelligence enhances robotic systems and automation technologies in production environments through improved decision-making capabilities, adaptive learning, and collaborative operations. These intelligent systems can handle complex tasks, work alongside human operators safely, and adapt to variations in production requirements. The integration enables flexible manufacturing systems that can quickly reconfigure for different products, optimize motion planning, and improve overall production throughput through coordinated multi-robot operations.Expand Specific Solutions
Key Players in AI Textile Manufacturing Industry
The artificial intelligence in textiles for production enhancement sector represents an emerging market in the early growth stage, driven by increasing demand for automation and quality optimization in textile manufacturing. The market demonstrates significant expansion potential as traditional textile producers seek digital transformation solutions to improve efficiency, reduce waste, and enhance product quality. Technology maturity varies considerably across different applications, with established players like Electronics for Imaging and Taiwan Semiconductor Manufacturing providing foundational technologies, while specialized companies such as CreateMe Technologies and Sije Co. Ltd. develop AI-driven manufacturing solutions. Academic institutions including Donghua University, The Hong Kong Polytechnic University, and Royal College of Art contribute essential research capabilities. The competitive landscape features a mix of traditional textile equipment manufacturers, AI technology providers, and innovative startups, with companies like Nanotronics Imaging pioneering AI-powered quality control systems and Polytex Technologies offering automated management solutions, indicating a fragmented but rapidly evolving market structure.
Nanotronics Imaging, Inc.
Technical Solution: Nanotronics has developed advanced AI-powered inspection systems specifically for textile manufacturing that utilize computer vision and machine learning algorithms to detect defects in real-time during production processes. Their nSpec platform integrates high-resolution imaging with deep learning models to identify fabric inconsistencies, color variations, and structural defects with precision rates exceeding 99%. The system can process multiple fabric types simultaneously and provides automated quality control feedback to production lines, significantly reducing waste and improving overall product quality in textile manufacturing environments.
Strengths: Industry-leading defect detection accuracy, real-time processing capabilities, comprehensive quality control integration. Weaknesses: High initial investment costs, requires specialized training for operators.
Hong Kong Productivity Council
Technical Solution: The Hong Kong Productivity Council has developed AI-enhanced textile production systems that focus on supply chain optimization and smart manufacturing processes. Their solutions include AI-powered demand forecasting models that help textile manufacturers optimize production schedules and inventory management, automated quality inspection systems using machine vision technology, and intelligent resource allocation algorithms that minimize waste and energy consumption. The council has also created AI-driven sustainability assessment tools that help textile companies optimize their environmental impact while maintaining production efficiency and quality standards.
Strengths: Comprehensive supply chain integration, sustainability focus, government-backed research and development. Weaknesses: Regional focus limitations, slower adoption of cutting-edge AI technologies compared to private sector competitors.
Core AI Technologies for Smart Textile Manufacturing
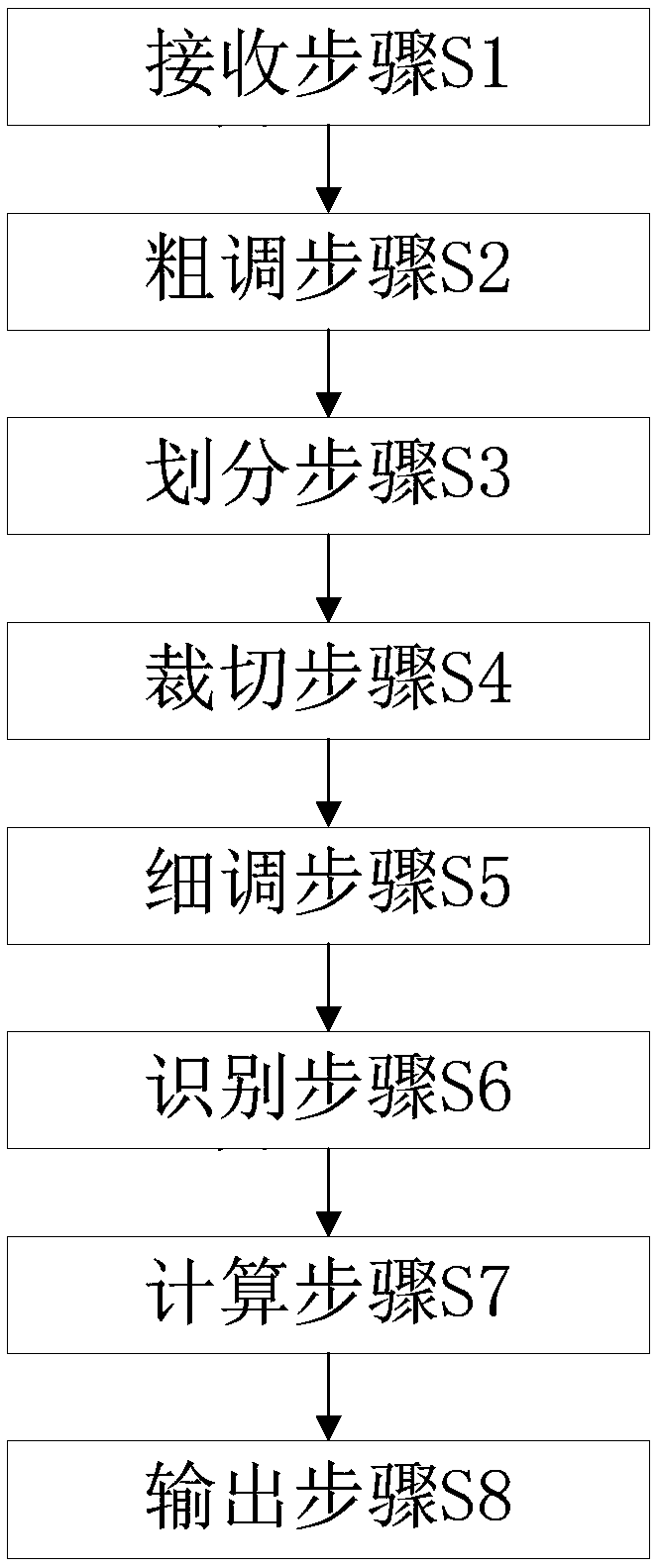
An analysis method and an analysis system for a tissue structure of a woven fabric
PatentActiveCN109377489A
Innovation
- By receiving fabric images, performing coarse and fine adjustments, using unsupervised clustering algorithms and random forest models to identify yarn distribution, calculate yarn density, and generate yarn distribution maps, reducing manual workload and lowering technical thresholds.


An innovative approach to the relationship between job balance and employee productivity in textile industry using artificial intelligence
PatentPendingIN202241054446A
Innovation
- Implementing AI technologies such as computer vision, generative adversarial networks, predictive models, and data analytics for automated quality inspection, AI-powered design, data-driven forecasting, and smart marketing, leveraging tools like AIS, Cognex, WiseEye, Datacolor, IBM Watson, and Zalando's AI systems to enhance efficiency and accuracy.




Sustainability Impact of AI in Textile Manufacturing
The integration of artificial intelligence in textile manufacturing represents a paradigm shift toward sustainable production practices, fundamentally transforming how the industry approaches environmental responsibility. AI-driven systems enable unprecedented optimization of resource utilization, significantly reducing water consumption, energy usage, and chemical waste throughout the production cycle. Smart manufacturing platforms leverage machine learning algorithms to minimize material waste by optimizing cutting patterns and predicting fabric defects before they occur, thereby reducing the environmental footprint of textile operations.
Energy efficiency emerges as a primary sustainability benefit through AI implementation. Predictive analytics and real-time monitoring systems optimize machinery operations, reducing energy consumption by up to 30% in automated textile facilities. AI algorithms continuously adjust production parameters based on environmental conditions and demand forecasting, ensuring optimal energy utilization while maintaining production quality standards.
Water management represents another critical sustainability dimension where AI demonstrates substantial impact. Intelligent dyeing systems utilize computer vision and chemical sensors to precisely control dye application, reducing water consumption by 40-50% compared to traditional methods. AI-powered wastewater treatment systems monitor and adjust chemical compositions in real-time, ensuring compliance with environmental regulations while minimizing treatment costs.
Chemical usage optimization through AI technologies significantly reduces environmental contamination risks. Machine learning models predict optimal chemical concentrations for various textile treatments, minimizing excess usage while maintaining product quality. Automated dosing systems controlled by AI algorithms ensure precise chemical application, reducing harmful discharge into water systems and soil.
Supply chain sustainability benefits from AI-driven logistics optimization, reducing transportation emissions through intelligent route planning and demand forecasting. Predictive maintenance systems extend machinery lifespan, reducing manufacturing waste and resource consumption associated with equipment replacement.
The circular economy concept gains momentum through AI-enabled textile recycling processes. Computer vision systems identify and sort textile materials for recycling, while machine learning algorithms optimize fiber recovery rates. These technologies enable closed-loop manufacturing systems that significantly reduce raw material dependency and waste generation, positioning the textile industry toward a more sustainable future.
Energy efficiency emerges as a primary sustainability benefit through AI implementation. Predictive analytics and real-time monitoring systems optimize machinery operations, reducing energy consumption by up to 30% in automated textile facilities. AI algorithms continuously adjust production parameters based on environmental conditions and demand forecasting, ensuring optimal energy utilization while maintaining production quality standards.
Water management represents another critical sustainability dimension where AI demonstrates substantial impact. Intelligent dyeing systems utilize computer vision and chemical sensors to precisely control dye application, reducing water consumption by 40-50% compared to traditional methods. AI-powered wastewater treatment systems monitor and adjust chemical compositions in real-time, ensuring compliance with environmental regulations while minimizing treatment costs.
Chemical usage optimization through AI technologies significantly reduces environmental contamination risks. Machine learning models predict optimal chemical concentrations for various textile treatments, minimizing excess usage while maintaining product quality. Automated dosing systems controlled by AI algorithms ensure precise chemical application, reducing harmful discharge into water systems and soil.
Supply chain sustainability benefits from AI-driven logistics optimization, reducing transportation emissions through intelligent route planning and demand forecasting. Predictive maintenance systems extend machinery lifespan, reducing manufacturing waste and resource consumption associated with equipment replacement.
The circular economy concept gains momentum through AI-enabled textile recycling processes. Computer vision systems identify and sort textile materials for recycling, while machine learning algorithms optimize fiber recovery rates. These technologies enable closed-loop manufacturing systems that significantly reduce raw material dependency and waste generation, positioning the textile industry toward a more sustainable future.
Digital Transformation Strategies for Textile Industry
The textile industry stands at a critical juncture where traditional manufacturing processes must evolve to meet contemporary demands for efficiency, sustainability, and customization. Digital transformation has emerged as the primary catalyst for this evolution, fundamentally reshaping how textile companies operate, compete, and deliver value to customers.
Cloud-first infrastructure represents the foundation of modern textile operations, enabling real-time data processing across global supply chains. Leading manufacturers are migrating legacy systems to cloud platforms, facilitating seamless integration between production facilities, suppliers, and distribution networks. This architectural shift supports scalable AI deployment while reducing operational overhead and improving system reliability.
Data-driven decision making has become paramount in textile production optimization. Companies are implementing comprehensive data lakes that aggregate information from IoT sensors, quality control systems, and market intelligence platforms. Advanced analytics engines process this data to generate actionable insights, enabling predictive maintenance schedules, demand forecasting, and resource allocation optimization.
Enterprise Resource Planning (ERP) modernization focuses on creating unified digital ecosystems that connect previously siloed departments. Contemporary ERP solutions incorporate AI modules specifically designed for textile operations, including automated inventory management, dynamic pricing algorithms, and supply chain risk assessment tools. These integrated platforms eliminate information bottlenecks and accelerate decision-making processes.
Customer-centric digitalization strategies emphasize personalization and rapid response capabilities. Digital twin technologies allow manufacturers to simulate production scenarios, test new designs virtually, and optimize processes before physical implementation. This approach significantly reduces time-to-market while minimizing material waste and production costs.
Workforce transformation initiatives accompany technological upgrades, ensuring human capital adapts to digital-first environments. Companies are investing in comprehensive training programs that develop data literacy, AI collaboration skills, and digital tool proficiency among employees. Change management frameworks facilitate smooth transitions while maintaining operational continuity.
Cybersecurity considerations have become integral to digital transformation planning, particularly as textile companies increase their digital footprint. Robust security architectures protect intellectual property, customer data, and operational systems from evolving cyber threats while ensuring compliance with international data protection regulations.
Cloud-first infrastructure represents the foundation of modern textile operations, enabling real-time data processing across global supply chains. Leading manufacturers are migrating legacy systems to cloud platforms, facilitating seamless integration between production facilities, suppliers, and distribution networks. This architectural shift supports scalable AI deployment while reducing operational overhead and improving system reliability.
Data-driven decision making has become paramount in textile production optimization. Companies are implementing comprehensive data lakes that aggregate information from IoT sensors, quality control systems, and market intelligence platforms. Advanced analytics engines process this data to generate actionable insights, enabling predictive maintenance schedules, demand forecasting, and resource allocation optimization.
Enterprise Resource Planning (ERP) modernization focuses on creating unified digital ecosystems that connect previously siloed departments. Contemporary ERP solutions incorporate AI modules specifically designed for textile operations, including automated inventory management, dynamic pricing algorithms, and supply chain risk assessment tools. These integrated platforms eliminate information bottlenecks and accelerate decision-making processes.
Customer-centric digitalization strategies emphasize personalization and rapid response capabilities. Digital twin technologies allow manufacturers to simulate production scenarios, test new designs virtually, and optimize processes before physical implementation. This approach significantly reduces time-to-market while minimizing material waste and production costs.
Workforce transformation initiatives accompany technological upgrades, ensuring human capital adapts to digital-first environments. Companies are investing in comprehensive training programs that develop data literacy, AI collaboration skills, and digital tool proficiency among employees. Change management frameworks facilitate smooth transitions while maintaining operational continuity.
Cybersecurity considerations have become integral to digital transformation planning, particularly as textile companies increase their digital footprint. Robust security architectures protect intellectual property, customer data, and operational systems from evolving cyber threats while ensuring compliance with international data protection regulations.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!