Compare Shielded vs Spray Arc: Versatility Analyses
FEB 25, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Shielded vs Spray Arc Welding Technology Background and Goals
Welding technology has undergone significant evolution since its inception in the late 19th century, with arc welding emerging as one of the most versatile and widely adopted joining processes in modern manufacturing. The development of different arc welding techniques has been driven by the need to address varying material requirements, joint configurations, and production demands across diverse industrial applications.
Shielded metal arc welding (SMAW), commonly known as stick welding, represents one of the earliest and most fundamental arc welding processes. Developed in the early 1900s, this technique utilizes a consumable electrode coated with flux to provide both filler material and protective atmosphere during welding. The process gained widespread adoption due to its simplicity, portability, and ability to perform in challenging environmental conditions.
Gas metal arc welding (GMAW) in spray arc mode emerged later as industrial demands for higher productivity and superior weld quality intensified. This process employs a continuous wire electrode fed through a welding gun, with an external shielding gas protecting the weld pool from atmospheric contamination. The spray arc transfer mode, characterized by high current densities and argon-rich shielding gases, produces a smooth, directed metal transfer across the arc.
The fundamental distinction between these processes lies in their metal transfer mechanisms and operational characteristics. SMAW relies on globular transfer with intermittent short circuits, while spray arc GMAW achieves continuous droplet transfer in a cone-shaped pattern. This difference significantly impacts their respective applications, productivity rates, and weld quality outcomes.
Current technological objectives focus on expanding the versatility envelope of both processes through advanced power source technologies, improved consumable materials, and enhanced process control systems. Digital welding systems now enable precise parameter control and real-time monitoring, while new electrode formulations and wire compositions extend the range of weldable materials and joint configurations.
The ongoing evolution aims to optimize each process for specific application domains while addressing traditional limitations such as position restrictions, penetration control, and heat input management. Understanding the comparative versatility of these fundamental welding processes remains crucial for strategic technology development and manufacturing process optimization.
Shielded metal arc welding (SMAW), commonly known as stick welding, represents one of the earliest and most fundamental arc welding processes. Developed in the early 1900s, this technique utilizes a consumable electrode coated with flux to provide both filler material and protective atmosphere during welding. The process gained widespread adoption due to its simplicity, portability, and ability to perform in challenging environmental conditions.
Gas metal arc welding (GMAW) in spray arc mode emerged later as industrial demands for higher productivity and superior weld quality intensified. This process employs a continuous wire electrode fed through a welding gun, with an external shielding gas protecting the weld pool from atmospheric contamination. The spray arc transfer mode, characterized by high current densities and argon-rich shielding gases, produces a smooth, directed metal transfer across the arc.
The fundamental distinction between these processes lies in their metal transfer mechanisms and operational characteristics. SMAW relies on globular transfer with intermittent short circuits, while spray arc GMAW achieves continuous droplet transfer in a cone-shaped pattern. This difference significantly impacts their respective applications, productivity rates, and weld quality outcomes.
Current technological objectives focus on expanding the versatility envelope of both processes through advanced power source technologies, improved consumable materials, and enhanced process control systems. Digital welding systems now enable precise parameter control and real-time monitoring, while new electrode formulations and wire compositions extend the range of weldable materials and joint configurations.
The ongoing evolution aims to optimize each process for specific application domains while addressing traditional limitations such as position restrictions, penetration control, and heat input management. Understanding the comparative versatility of these fundamental welding processes remains crucial for strategic technology development and manufacturing process optimization.
Market Demand Analysis for Advanced Arc Welding Solutions
The global welding market continues to experience robust growth driven by expanding infrastructure development, automotive manufacturing, and renewable energy projects. Advanced arc welding technologies, particularly shielded metal arc welding and spray arc welding, represent critical segments within this expanding market landscape. Industrial manufacturers increasingly demand versatile welding solutions that can adapt to diverse material requirements while maintaining consistent quality standards.
Manufacturing sectors across aerospace, shipbuilding, and heavy machinery construction demonstrate growing preference for welding technologies that offer operational flexibility. The ability to switch between different arc welding modes within a single system has become a key purchasing criterion for industrial buyers. This trend reflects the industry's shift toward lean manufacturing principles where equipment versatility directly translates to reduced capital expenditure and improved production efficiency.
Construction and infrastructure development projects worldwide fuel substantial demand for reliable arc welding solutions. Large-scale projects require welding systems capable of handling various joint configurations, material thicknesses, and positional welding requirements. The versatility comparison between shielded and spray arc technologies becomes particularly relevant as contractors seek equipment that can perform across multiple application scenarios without compromising weld quality.
Automotive and transportation industries drive significant market demand for advanced welding technologies that support both high-volume production and specialized fabrication requirements. Modern vehicle manufacturing involves diverse materials including high-strength steels, aluminum alloys, and advanced composites, necessitating welding systems with broad operational capabilities. The comparative versatility of different arc welding approaches directly influences equipment selection decisions in these sectors.
Energy sector expansion, particularly in renewable energy infrastructure and pipeline construction, creates sustained demand for robust welding solutions. Wind turbine manufacturing, solar panel mounting systems, and energy transmission infrastructure require welding technologies that demonstrate consistent performance across varying environmental conditions and material specifications. Market analysis indicates growing preference for welding systems that combine operational versatility with proven reliability in demanding applications.
Emerging markets in developing economies contribute significantly to global demand for advanced arc welding solutions. Industrial growth in these regions emphasizes cost-effective technologies that provide maximum operational flexibility. The comparative analysis of shielded versus spray arc welding versatility becomes crucial for manufacturers targeting these price-sensitive yet quality-conscious market segments.
Manufacturing sectors across aerospace, shipbuilding, and heavy machinery construction demonstrate growing preference for welding technologies that offer operational flexibility. The ability to switch between different arc welding modes within a single system has become a key purchasing criterion for industrial buyers. This trend reflects the industry's shift toward lean manufacturing principles where equipment versatility directly translates to reduced capital expenditure and improved production efficiency.
Construction and infrastructure development projects worldwide fuel substantial demand for reliable arc welding solutions. Large-scale projects require welding systems capable of handling various joint configurations, material thicknesses, and positional welding requirements. The versatility comparison between shielded and spray arc technologies becomes particularly relevant as contractors seek equipment that can perform across multiple application scenarios without compromising weld quality.
Automotive and transportation industries drive significant market demand for advanced welding technologies that support both high-volume production and specialized fabrication requirements. Modern vehicle manufacturing involves diverse materials including high-strength steels, aluminum alloys, and advanced composites, necessitating welding systems with broad operational capabilities. The comparative versatility of different arc welding approaches directly influences equipment selection decisions in these sectors.
Energy sector expansion, particularly in renewable energy infrastructure and pipeline construction, creates sustained demand for robust welding solutions. Wind turbine manufacturing, solar panel mounting systems, and energy transmission infrastructure require welding technologies that demonstrate consistent performance across varying environmental conditions and material specifications. Market analysis indicates growing preference for welding systems that combine operational versatility with proven reliability in demanding applications.
Emerging markets in developing economies contribute significantly to global demand for advanced arc welding solutions. Industrial growth in these regions emphasizes cost-effective technologies that provide maximum operational flexibility. The comparative analysis of shielded versus spray arc welding versatility becomes crucial for manufacturers targeting these price-sensitive yet quality-conscious market segments.
Current State and Challenges in Arc Welding Versatility
Arc welding technology currently faces significant versatility challenges when comparing shielded metal arc welding (SMAW) and gas metal arc welding (GMAW) spray transfer methods. The industry demands welding processes that can adapt to diverse material thicknesses, joint configurations, and positional requirements while maintaining consistent quality and productivity standards.
Shielded metal arc welding presents inherent limitations in versatility due to its consumable electrode design and flux coating system. The process requires frequent electrode changes, limiting continuous operation capabilities. Position welding versatility is constrained by slag management issues, particularly in overhead and vertical positions where gravity affects molten slag behavior. Material thickness adaptability is restricted by available electrode diameters and current ranges, making it less suitable for thin sheet applications below 3mm thickness.
Spray arc welding demonstrates superior versatility in flat and horizontal positions but faces critical challenges in out-of-position applications. The high current requirements and fluid metal transfer characteristics make vertical and overhead welding extremely difficult without specialized pulsed current systems. The process excels in high-deposition applications but struggles with thin materials due to excessive heat input and potential burn-through issues.
Current technological constraints limit both processes in achieving universal versatility. Shielded arc welding suffers from limited automation potential due to manual electrode manipulation requirements. Heat-affected zone control remains challenging across varying material thicknesses, particularly in heat-sensitive alloys. The process lacks real-time parameter adjustment capabilities, reducing adaptability to changing joint conditions.
Spray arc welding faces shielding gas dependency issues that complicate field applications and increase operational costs. Wind sensitivity in outdoor environments significantly impacts arc stability and weld quality. The process requires sophisticated power sources with precise current control, limiting accessibility in remote or cost-sensitive applications.
Geographic distribution of welding expertise creates additional challenges in versatility implementation. Developed regions demonstrate advanced spray arc adoption with automated systems, while developing markets rely heavily on traditional shielded arc methods due to equipment costs and skill requirements. This disparity affects global standardization efforts and technology transfer initiatives.
Material compatibility represents another significant challenge affecting both processes. Shielded arc welding struggles with aluminum and other non-ferrous materials due to limited electrode availability and flux chemistry constraints. Spray arc welding faces challenges with reactive materials requiring specialized shielding gas mixtures, increasing complexity and costs.
The integration of digital monitoring and adaptive control systems remains limited in both processes, hindering real-time versatility optimization. Current feedback mechanisms lack sophistication to automatically adjust parameters based on joint geometry changes or material property variations during welding operations.
Shielded metal arc welding presents inherent limitations in versatility due to its consumable electrode design and flux coating system. The process requires frequent electrode changes, limiting continuous operation capabilities. Position welding versatility is constrained by slag management issues, particularly in overhead and vertical positions where gravity affects molten slag behavior. Material thickness adaptability is restricted by available electrode diameters and current ranges, making it less suitable for thin sheet applications below 3mm thickness.
Spray arc welding demonstrates superior versatility in flat and horizontal positions but faces critical challenges in out-of-position applications. The high current requirements and fluid metal transfer characteristics make vertical and overhead welding extremely difficult without specialized pulsed current systems. The process excels in high-deposition applications but struggles with thin materials due to excessive heat input and potential burn-through issues.
Current technological constraints limit both processes in achieving universal versatility. Shielded arc welding suffers from limited automation potential due to manual electrode manipulation requirements. Heat-affected zone control remains challenging across varying material thicknesses, particularly in heat-sensitive alloys. The process lacks real-time parameter adjustment capabilities, reducing adaptability to changing joint conditions.
Spray arc welding faces shielding gas dependency issues that complicate field applications and increase operational costs. Wind sensitivity in outdoor environments significantly impacts arc stability and weld quality. The process requires sophisticated power sources with precise current control, limiting accessibility in remote or cost-sensitive applications.
Geographic distribution of welding expertise creates additional challenges in versatility implementation. Developed regions demonstrate advanced spray arc adoption with automated systems, while developing markets rely heavily on traditional shielded arc methods due to equipment costs and skill requirements. This disparity affects global standardization efforts and technology transfer initiatives.
Material compatibility represents another significant challenge affecting both processes. Shielded arc welding struggles with aluminum and other non-ferrous materials due to limited electrode availability and flux chemistry constraints. Spray arc welding faces challenges with reactive materials requiring specialized shielding gas mixtures, increasing complexity and costs.
The integration of digital monitoring and adaptive control systems remains limited in both processes, hindering real-time versatility optimization. Current feedback mechanisms lack sophistication to automatically adjust parameters based on joint geometry changes or material property variations during welding operations.
Current Arc Welding Process Solutions and Methodologies
01 Dual-mode welding systems capable of both shielded and spray arc processes
Welding systems designed with the capability to switch between shielded metal arc welding and spray arc welding modes, providing operators with flexibility to adapt to different welding requirements and materials. These systems incorporate control mechanisms that allow seamless transition between welding modes, enabling versatile application across various welding scenarios.- Dual-mode welding systems for shielded and spray arc processes: Welding systems designed to operate in multiple modes, enabling seamless switching between shielded metal arc welding and spray arc welding processes. These systems incorporate power sources and control mechanisms that can adjust parameters such as voltage, current, and wire feed speed to accommodate different welding techniques. The versatility allows operators to select the most appropriate welding method based on material type, thickness, and application requirements without changing equipment.
- Adaptive power supply control for versatile arc welding: Power supply systems with adaptive control capabilities that automatically adjust output characteristics to support both shielded and spray arc welding modes. These systems feature advanced feedback mechanisms and digital controllers that monitor arc conditions and modify electrical parameters in real-time. The technology enables smooth transitions between welding modes and maintains stable arc characteristics across different operating conditions, enhancing overall welding versatility.
- Wire feed systems compatible with multiple arc welding processes: Wire feeding mechanisms engineered to support various welding processes including both shielded and spray arc techniques. These systems incorporate variable speed drives and precision control systems that can deliver wire at different rates and with varying characteristics suitable for different arc modes. The design allows for quick adjustment of wire feed parameters to match the requirements of specific welding processes without mechanical modifications.
- Shielding gas management for versatile welding applications: Gas delivery and management systems designed to provide appropriate shielding for both traditional shielded arc welding and spray arc welding processes. These systems include flow control mechanisms, gas mixing capabilities, and monitoring devices that ensure optimal shielding gas composition and flow rates for different welding modes. The versatility in gas management supports various material combinations and welding positions while maintaining weld quality.
- Electrode and consumable systems for multi-process welding: Electrode holders, contact tips, and consumable delivery systems designed to accommodate different welding processes including shielded and spray arc methods. These systems feature interchangeable components and universal mounting configurations that allow rapid changeover between welding modes. The design considerations include thermal management, electrical conductivity optimization, and mechanical durability to support the varying demands of different arc welding processes.
02 Power source configurations for multiple arc welding modes
Power supply units specifically engineered to support multiple welding transfer modes including both shielded and spray arc welding. These power sources feature adjustable output characteristics and control systems that can deliver appropriate current and voltage parameters for different arc welding processes, ensuring optimal performance across various welding techniques.Expand Specific Solutions03 Wire feed systems adaptable for different arc welding processes
Wire feeding mechanisms designed to accommodate the requirements of both shielded and spray arc welding operations. These systems provide variable wire feed speeds and control algorithms that can be adjusted according to the selected welding mode, ensuring proper material deposition and arc stability across different welding processes.Expand Specific Solutions04 Shielding gas delivery systems for versatile welding applications
Gas delivery and management systems capable of providing appropriate shielding gas compositions and flow rates for both shielded and spray arc welding processes. These systems may include gas mixing capabilities and flow control mechanisms that can be adjusted to meet the specific requirements of different welding modes and materials.Expand Specific Solutions05 Control systems with programmable welding mode selection
Advanced control systems featuring programmable interfaces that allow operators to select and configure parameters for different welding modes including shielded and spray arc processes. These systems incorporate monitoring and feedback mechanisms to maintain optimal welding conditions and enable quick switching between different welding techniques based on application requirements.Expand Specific Solutions
Key Players in Arc Welding Equipment and Technology Industry
The welding technology landscape comparing shielded versus spray arc methods represents a mature industrial sector experiencing steady evolution driven by automation and precision demands. The market demonstrates substantial scale with established players spanning equipment manufacturers, steel producers, and automotive companies, indicating broad cross-industry adoption. Technology maturity varies significantly across market participants, with companies like Hypertherm Associates and Applied Materials leading in advanced cutting and materials engineering, while traditional manufacturers such as Kobe Steel, JFE Steel, and Nippon Steel maintain strong positions in conventional welding materials and processes. Automotive leaders including Toyota, BMW, Ford, and Mazda drive innovation through manufacturing applications, while research institutions like Harbin Institute of Technology and Beijing University of Technology contribute to fundamental advancements. The competitive landscape reflects a consolidating market where versatility analyses increasingly favor automated, precision-controlled systems over traditional manual approaches.
Hypertherm Associates, Inc.
Technical Solution: Hypertherm has developed advanced plasma cutting and welding technologies that incorporate both shielded and spray arc transfer modes. Their systems feature adaptive arc control technology that automatically adjusts between transfer modes based on material thickness and welding requirements. The company's Powermax series utilizes shielded transfer for precision work on thin materials, providing excellent arc stability and minimal spatter generation. For heavy-duty applications, their spray arc technology delivers high deposition rates and deep penetration capabilities. Their proprietary arc sensing algorithms continuously monitor voltage and current fluctuations to optimize transfer mode selection, ensuring consistent weld quality across diverse applications from automotive manufacturing to shipbuilding industries.
Strengths: Industry-leading plasma technology expertise, adaptive control systems, comprehensive application coverage. Weaknesses: Higher equipment costs, complex system integration requirements for smaller operations.
Kobe Steel, Ltd.
Technical Solution: Kobe Steel has developed comprehensive welding wire and flux technologies optimized for both shielded and spray arc applications. Their DW-series welding wires are specifically engineered with controlled chemical compositions to enhance arc stability in shielded transfer mode while maintaining low hydrogen content. For spray arc applications, their premium flux-cored wires deliver superior metal transfer characteristics with reduced spatter and improved penetration profiles. The company's metallurgical expertise enables precise alloy design that optimizes droplet formation and transfer frequency. Their welding consumables are widely used in heavy industry applications including shipbuilding, construction machinery, and pressure vessel manufacturing, where versatility between transfer modes is critical for operational efficiency and weld quality consistency.
Strengths: Advanced metallurgical expertise, comprehensive consumables portfolio, strong industrial market presence. Weaknesses: Limited equipment manufacturing capabilities, regional market concentration in Asia.
Core Technical Innovations in Versatile Arc Welding Systems
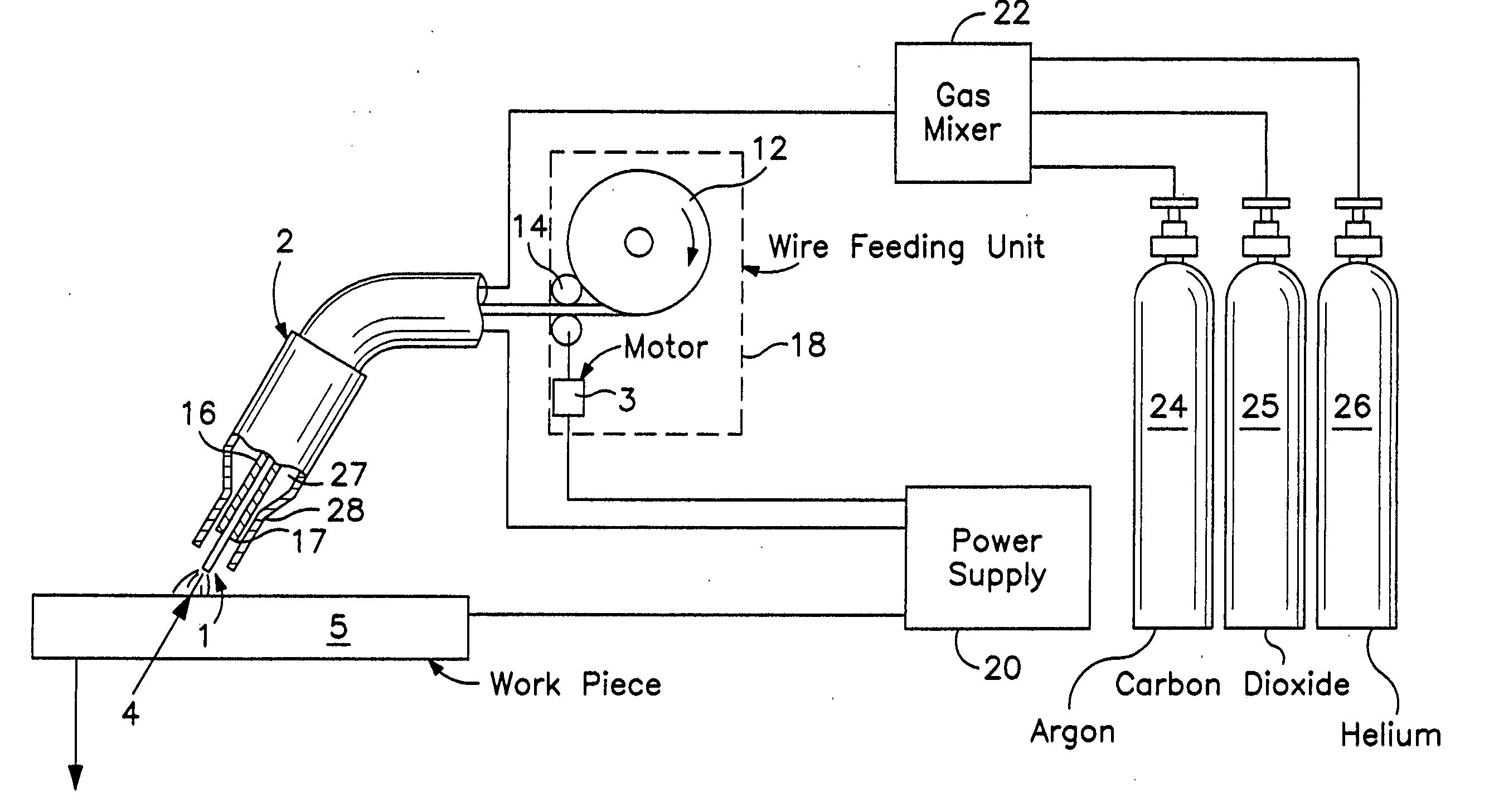
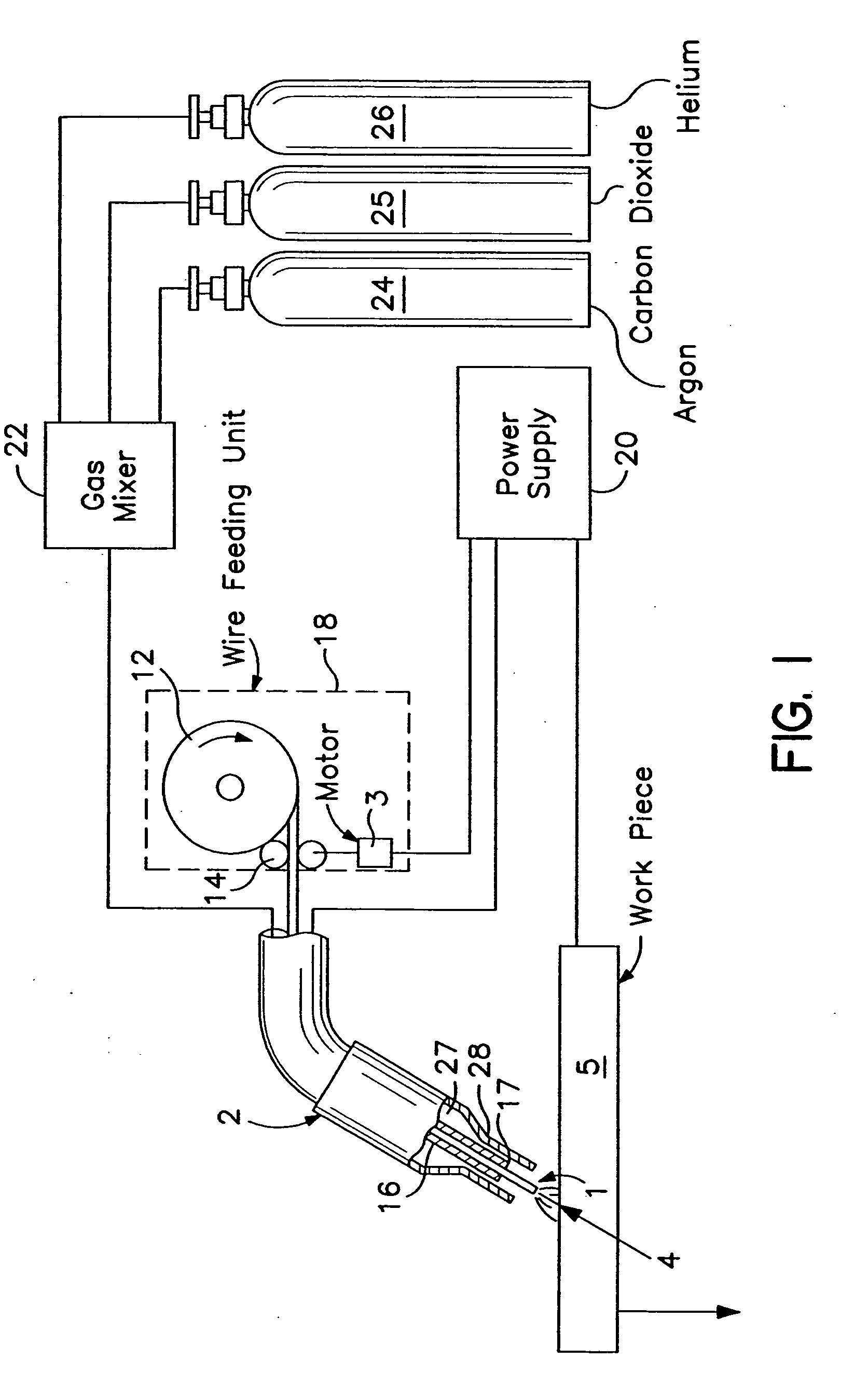
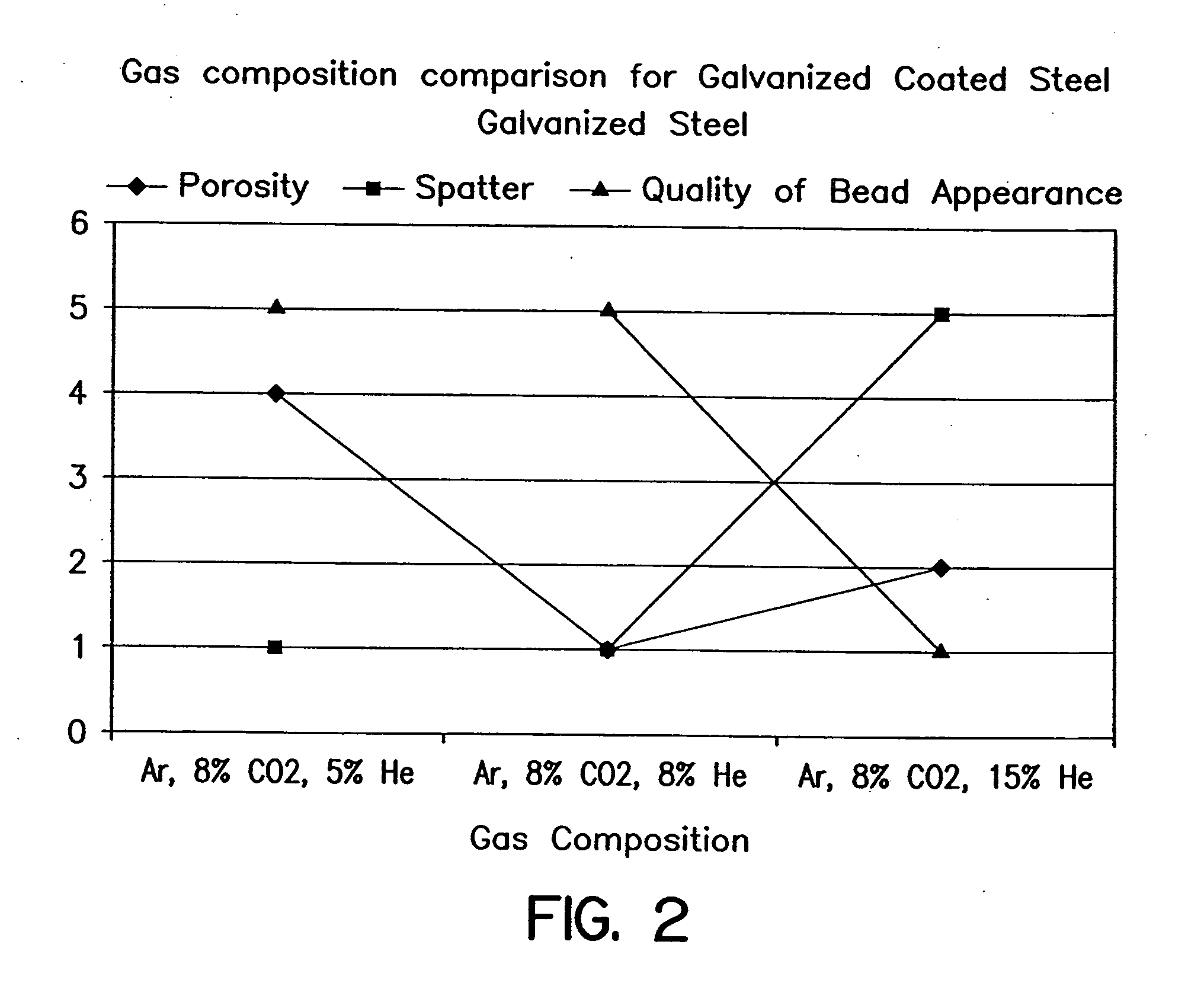
Shielding gas mixture for gas metal arc welding of coated steels
PatentInactiveUS20070051703A1
Innovation
- A shielding gas mixture comprising 6 to 10 volume percent carbon dioxide, 6 to 10 volume percent helium, and the balance argon is used to maintain a constant arc voltage during gas metal arc welding with consumable wire electrodes, improving weld quality and reducing defects.

Arc welding method
PatentActiveID201606015A
Innovation
- An arc welding method that oscillates the welding current during the spray transfer process, applying three distinct welding currents and voltages in specific periods to stabilize the molten area and achieve deep penetration.



Safety Standards and Regulations for Arc Welding Processes
Arc welding processes, including both shielded metal arc welding (SMAW) and gas metal arc welding (GMAW) with spray transfer mode, are governed by comprehensive safety standards and regulations established by multiple international and national organizations. These regulatory frameworks ensure worker protection, equipment reliability, and environmental compliance across diverse industrial applications.
The American Welding Society (AWS) provides fundamental safety guidelines through AWS F2.1, which establishes safety requirements for welding and cutting operations. This standard addresses ventilation requirements, personal protective equipment specifications, and electrical safety protocols applicable to both shielded and spray arc processes. The Occupational Safety and Health Administration (OSHA) enforces mandatory compliance through 29 CFR 1910 Subpart Q, covering arc welding equipment installation, maintenance, and operational safety procedures.
International standards from the International Organization for Standardization (ISO) include ISO 25980 series, which specifically addresses health and safety in welding and allied processes. These standards provide detailed requirements for fume extraction systems, particularly critical for spray arc welding due to higher deposition rates and increased fume generation compared to shielded metal arc welding.
Electrical safety regulations under NFPA 70E and IEC 60974 series establish arc welding equipment safety requirements, including power source specifications, grounding protocols, and shock prevention measures. These standards are particularly relevant when comparing process versatility, as spray arc welding typically operates at higher current levels, requiring enhanced electrical safety considerations.
Environmental regulations vary by jurisdiction but commonly address air quality standards for welding fumes, noise exposure limits, and waste disposal requirements for consumables. The European Union's REACH regulation impacts welding consumable composition, while similar chemical safety standards exist in other regions.
Personal protective equipment standards, including ANSI Z87.1 for eye protection and NFPA 2112 for flame-resistant clothing, apply universally to both processes but may require different protection levels based on specific operational parameters and environmental conditions encountered in each welding method.
The American Welding Society (AWS) provides fundamental safety guidelines through AWS F2.1, which establishes safety requirements for welding and cutting operations. This standard addresses ventilation requirements, personal protective equipment specifications, and electrical safety protocols applicable to both shielded and spray arc processes. The Occupational Safety and Health Administration (OSHA) enforces mandatory compliance through 29 CFR 1910 Subpart Q, covering arc welding equipment installation, maintenance, and operational safety procedures.
International standards from the International Organization for Standardization (ISO) include ISO 25980 series, which specifically addresses health and safety in welding and allied processes. These standards provide detailed requirements for fume extraction systems, particularly critical for spray arc welding due to higher deposition rates and increased fume generation compared to shielded metal arc welding.
Electrical safety regulations under NFPA 70E and IEC 60974 series establish arc welding equipment safety requirements, including power source specifications, grounding protocols, and shock prevention measures. These standards are particularly relevant when comparing process versatility, as spray arc welding typically operates at higher current levels, requiring enhanced electrical safety considerations.
Environmental regulations vary by jurisdiction but commonly address air quality standards for welding fumes, noise exposure limits, and waste disposal requirements for consumables. The European Union's REACH regulation impacts welding consumable composition, while similar chemical safety standards exist in other regions.
Personal protective equipment standards, including ANSI Z87.1 for eye protection and NFPA 2112 for flame-resistant clothing, apply universally to both processes but may require different protection levels based on specific operational parameters and environmental conditions encountered in each welding method.
Environmental Impact Assessment of Arc Welding Technologies
The environmental implications of shielded metal arc welding (SMAW) and spray arc welding present distinct profiles that significantly influence their adoption across various industrial applications. Both technologies generate different types and quantities of emissions, waste products, and energy consumption patterns that must be carefully evaluated in contemporary manufacturing environments.
Shielded metal arc welding produces considerable amounts of welding fumes containing metal oxides, fluorides, and other particulates derived from electrode coatings. The flux coating combustion generates substantial smoke emissions, requiring robust ventilation systems and air filtration equipment. Additionally, SMAW generates electrode stub waste, typically accounting for 10-15% of the consumable material, creating disposal challenges and material inefficiency concerns.
Spray arc welding, operating under gas metal arc welding principles, demonstrates superior environmental performance in several key areas. The process generates significantly lower fume emission rates, typically 30-50% less than SMAW, due to the absence of flux coatings and more controlled metal transfer mechanisms. The shielding gas consumption, while representing an ongoing operational requirement, eliminates the chemical byproducts associated with flux decomposition.
Energy efficiency comparisons reveal spray arc welding's advantages in high-volume applications. The higher deposition rates and reduced need for post-weld cleaning operations translate to lower overall energy consumption per unit of completed weld. However, the sophisticated power supply requirements and gas delivery systems increase the initial environmental footprint during equipment manufacturing and installation phases.
Waste stream analysis indicates spray arc welding produces minimal solid waste, primarily consisting of wire packaging materials and occasional spatter. In contrast, SMAW generates electrode stubs, flux residue, and slag materials requiring proper disposal protocols. The reduced waste generation in spray arc processes aligns with circular economy principles and waste minimization strategies increasingly demanded by environmental regulations.
The carbon footprint assessment must consider the entire lifecycle, including consumable production, transportation, and end-of-life disposal. While spray arc welding demonstrates operational advantages, the specialized gas production and distribution infrastructure contributes to its overall environmental impact, particularly in regions with limited industrial gas supply networks.
Shielded metal arc welding produces considerable amounts of welding fumes containing metal oxides, fluorides, and other particulates derived from electrode coatings. The flux coating combustion generates substantial smoke emissions, requiring robust ventilation systems and air filtration equipment. Additionally, SMAW generates electrode stub waste, typically accounting for 10-15% of the consumable material, creating disposal challenges and material inefficiency concerns.
Spray arc welding, operating under gas metal arc welding principles, demonstrates superior environmental performance in several key areas. The process generates significantly lower fume emission rates, typically 30-50% less than SMAW, due to the absence of flux coatings and more controlled metal transfer mechanisms. The shielding gas consumption, while representing an ongoing operational requirement, eliminates the chemical byproducts associated with flux decomposition.
Energy efficiency comparisons reveal spray arc welding's advantages in high-volume applications. The higher deposition rates and reduced need for post-weld cleaning operations translate to lower overall energy consumption per unit of completed weld. However, the sophisticated power supply requirements and gas delivery systems increase the initial environmental footprint during equipment manufacturing and installation phases.
Waste stream analysis indicates spray arc welding produces minimal solid waste, primarily consisting of wire packaging materials and occasional spatter. In contrast, SMAW generates electrode stubs, flux residue, and slag materials requiring proper disposal protocols. The reduced waste generation in spray arc processes aligns with circular economy principles and waste minimization strategies increasingly demanded by environmental regulations.
The carbon footprint assessment must consider the entire lifecycle, including consumable production, transportation, and end-of-life disposal. While spray arc welding demonstrates operational advantages, the specialized gas production and distribution infrastructure contributes to its overall environmental impact, particularly in regions with limited industrial gas supply networks.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!