

Compare Tandem OLED encapsulation stacks for WVTR <10⁻⁶
MAY 9, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Tandem OLED Encapsulation Background and WVTR Goals
Tandem OLED technology represents a significant advancement in organic light-emitting diode architecture, where two or more emissive units are stacked vertically and connected through charge generation layers (CGLs). This configuration enables higher brightness levels, improved power efficiency, and extended operational lifetimes compared to conventional single-unit OLEDs. The tandem structure distributes the electrical stress across multiple emissive layers, reducing the current density in each individual layer and consequently minimizing degradation mechanisms.
The evolution of tandem OLED technology has been driven by the demanding requirements of high-end display applications, particularly in premium smartphones, tablets, and emerging flexible display markets. Early tandem structures faced significant challenges in achieving balanced charge injection and transport between stacked units, leading to uneven aging and color shifts over time. Technological breakthroughs in charge generation layer materials and interface engineering have progressively addressed these limitations.
Water vapor transmission rate (WVTR) has emerged as one of the most critical parameters determining OLED device reliability and commercial viability. Organic materials used in OLED devices are inherently sensitive to moisture, which can cause rapid degradation through hydrolysis reactions, metal electrode corrosion, and formation of non-emissive quenching sites. For tandem OLEDs, this sensitivity is amplified due to the increased number of organic-inorganic interfaces and the more complex multilayer architecture.
The industry benchmark for WVTR requirements has progressively tightened as display quality expectations have increased. While early OLED applications could tolerate WVTR values in the range of 10⁻³ to 10⁻⁴ g/m²/day, modern high-resolution displays demand significantly lower permeation rates. The target of WVTR <10⁻⁶ g/m²/day represents an extremely stringent requirement that pushes encapsulation technology to its current limits.
Achieving such low WVTR values necessitates sophisticated encapsulation strategies that go beyond traditional single-layer barriers. The technical challenge lies in creating defect-free, ultra-thin barrier layers while maintaining optical transparency, mechanical flexibility, and thermal stability. This requirement has driven the development of advanced thin-film encapsulation (TFE) approaches, atomic layer deposition (ALD) techniques, and hybrid organic-inorganic barrier systems specifically tailored for tandem OLED architectures.
The evolution of tandem OLED technology has been driven by the demanding requirements of high-end display applications, particularly in premium smartphones, tablets, and emerging flexible display markets. Early tandem structures faced significant challenges in achieving balanced charge injection and transport between stacked units, leading to uneven aging and color shifts over time. Technological breakthroughs in charge generation layer materials and interface engineering have progressively addressed these limitations.
Water vapor transmission rate (WVTR) has emerged as one of the most critical parameters determining OLED device reliability and commercial viability. Organic materials used in OLED devices are inherently sensitive to moisture, which can cause rapid degradation through hydrolysis reactions, metal electrode corrosion, and formation of non-emissive quenching sites. For tandem OLEDs, this sensitivity is amplified due to the increased number of organic-inorganic interfaces and the more complex multilayer architecture.
The industry benchmark for WVTR requirements has progressively tightened as display quality expectations have increased. While early OLED applications could tolerate WVTR values in the range of 10⁻³ to 10⁻⁴ g/m²/day, modern high-resolution displays demand significantly lower permeation rates. The target of WVTR <10⁻⁶ g/m²/day represents an extremely stringent requirement that pushes encapsulation technology to its current limits.
Achieving such low WVTR values necessitates sophisticated encapsulation strategies that go beyond traditional single-layer barriers. The technical challenge lies in creating defect-free, ultra-thin barrier layers while maintaining optical transparency, mechanical flexibility, and thermal stability. This requirement has driven the development of advanced thin-film encapsulation (TFE) approaches, atomic layer deposition (ALD) techniques, and hybrid organic-inorganic barrier systems specifically tailored for tandem OLED architectures.
Market Demand for Ultra-Low WVTR OLED Displays
The global OLED display market is experiencing unprecedented growth driven by increasing consumer demand for premium visual experiences across multiple device categories. Smartphones continue to represent the largest segment, with flagship models from major manufacturers increasingly adopting OLED technology as standard. The transition from LCD to OLED in mid-range devices is accelerating this adoption curve, creating substantial volume opportunities for display manufacturers.
Television applications represent a rapidly expanding market segment, particularly in the premium and large-screen categories. Consumer preferences are shifting toward thinner profiles, superior contrast ratios, and enhanced color reproduction capabilities that OLED technology uniquely provides. The automotive sector is emerging as a significant growth driver, with vehicle manufacturers integrating OLED displays for dashboard instrumentation, infotainment systems, and advanced head-up displays.
Ultra-low WVTR requirements below 10⁻⁶ g/m²/day are becoming critical for next-generation OLED applications demanding extended operational lifespans. Automotive displays require exceptional reliability under extreme environmental conditions, including temperature fluctuations, humidity variations, and prolonged exposure periods. Premium television applications necessitate consistent performance over decades of operation to justify consumer investment and maintain brand reputation.
Wearable devices and foldable displays represent emerging market segments with particularly stringent moisture barrier requirements. These applications combine mechanical stress with miniaturized form factors, creating unique challenges for encapsulation performance. The growing Internet of Things ecosystem is generating demand for OLED displays in outdoor and industrial applications where environmental exposure significantly exceeds traditional consumer electronics scenarios.
Market research indicates that display manufacturers are prioritizing encapsulation technology development to address these evolving requirements. The competitive landscape is intensifying as companies seek to differentiate their products through superior reliability and longevity. Tandem encapsulation approaches are gaining traction as a viable solution for achieving ultra-low WVTR performance while maintaining manufacturing scalability and cost effectiveness across these diverse application segments.
Television applications represent a rapidly expanding market segment, particularly in the premium and large-screen categories. Consumer preferences are shifting toward thinner profiles, superior contrast ratios, and enhanced color reproduction capabilities that OLED technology uniquely provides. The automotive sector is emerging as a significant growth driver, with vehicle manufacturers integrating OLED displays for dashboard instrumentation, infotainment systems, and advanced head-up displays.
Ultra-low WVTR requirements below 10⁻⁶ g/m²/day are becoming critical for next-generation OLED applications demanding extended operational lifespans. Automotive displays require exceptional reliability under extreme environmental conditions, including temperature fluctuations, humidity variations, and prolonged exposure periods. Premium television applications necessitate consistent performance over decades of operation to justify consumer investment and maintain brand reputation.
Wearable devices and foldable displays represent emerging market segments with particularly stringent moisture barrier requirements. These applications combine mechanical stress with miniaturized form factors, creating unique challenges for encapsulation performance. The growing Internet of Things ecosystem is generating demand for OLED displays in outdoor and industrial applications where environmental exposure significantly exceeds traditional consumer electronics scenarios.
Market research indicates that display manufacturers are prioritizing encapsulation technology development to address these evolving requirements. The competitive landscape is intensifying as companies seek to differentiate their products through superior reliability and longevity. Tandem encapsulation approaches are gaining traction as a viable solution for achieving ultra-low WVTR performance while maintaining manufacturing scalability and cost effectiveness across these diverse application segments.
Current Encapsulation Stack Limitations and WVTR Challenges
Current encapsulation technologies for tandem OLED displays face significant challenges in achieving the stringent water vapor transmission rate (WVTR) requirement of less than 10⁻⁶ g/m²/day. Traditional single-layer barrier films, typically composed of aluminum oxide or silicon nitride deposited via atomic layer deposition (ALD) or plasma-enhanced chemical vapor deposition (PECVD), demonstrate WVTR values ranging from 10⁻³ to 10⁻⁵ g/m²/day under standard testing conditions. These performance levels fall short of the ultra-low permeation requirements necessary for tandem OLED longevity.
The primary limitation stems from inherent defects within inorganic barrier layers, including pinholes, grain boundaries, and stress-induced microcracks that create preferential pathways for water vapor penetration. These defects become more pronounced in tandem structures due to the increased thermal stress and mechanical strain associated with multi-stack architectures. Additionally, the deposition process variations and substrate surface irregularities contribute to non-uniform barrier layer thickness, further compromising the overall encapsulation effectiveness.
Multilayer encapsulation approaches, incorporating alternating organic and inorganic layers, have emerged as potential solutions but introduce additional complexity. The organic layers, while providing defect decoupling and stress relief, exhibit inherently higher permeability compared to inorganic materials. The interface quality between organic and inorganic layers becomes critical, as poor adhesion or chemical incompatibility can create delamination sites that serve as moisture ingress channels.
Temperature and humidity cycling presents another significant challenge for tandem OLED encapsulation stacks. The coefficient of thermal expansion mismatch between different barrier materials leads to thermomechanical stress accumulation, potentially causing barrier layer failure over extended operational periods. This issue is particularly acute in tandem configurations where multiple active layers generate varying thermal profiles during operation.
Edge sealing represents a critical vulnerability in current encapsulation strategies. The transition region between the active display area and the substrate edge often exhibits compromised barrier properties due to processing limitations and geometric constraints. Conventional glass-frit sealing and UV-curable adhesive systems struggle to maintain WVTR performance below 10⁻⁶ g/m²/day, especially under accelerated aging conditions that simulate real-world environmental exposure.
Measurement accuracy and standardization issues further complicate the evaluation of ultra-low WVTR performance. Current testing methodologies, including calcium degradation tests and mass spectrometry techniques, approach their detection limits when assessing barrier performance in the 10⁻⁶ g/m²/day range, introducing uncertainty in comparative assessments of different encapsulation stack configurations for tandem OLED applications.
The primary limitation stems from inherent defects within inorganic barrier layers, including pinholes, grain boundaries, and stress-induced microcracks that create preferential pathways for water vapor penetration. These defects become more pronounced in tandem structures due to the increased thermal stress and mechanical strain associated with multi-stack architectures. Additionally, the deposition process variations and substrate surface irregularities contribute to non-uniform barrier layer thickness, further compromising the overall encapsulation effectiveness.
Multilayer encapsulation approaches, incorporating alternating organic and inorganic layers, have emerged as potential solutions but introduce additional complexity. The organic layers, while providing defect decoupling and stress relief, exhibit inherently higher permeability compared to inorganic materials. The interface quality between organic and inorganic layers becomes critical, as poor adhesion or chemical incompatibility can create delamination sites that serve as moisture ingress channels.
Temperature and humidity cycling presents another significant challenge for tandem OLED encapsulation stacks. The coefficient of thermal expansion mismatch between different barrier materials leads to thermomechanical stress accumulation, potentially causing barrier layer failure over extended operational periods. This issue is particularly acute in tandem configurations where multiple active layers generate varying thermal profiles during operation.
Edge sealing represents a critical vulnerability in current encapsulation strategies. The transition region between the active display area and the substrate edge often exhibits compromised barrier properties due to processing limitations and geometric constraints. Conventional glass-frit sealing and UV-curable adhesive systems struggle to maintain WVTR performance below 10⁻⁶ g/m²/day, especially under accelerated aging conditions that simulate real-world environmental exposure.
Measurement accuracy and standardization issues further complicate the evaluation of ultra-low WVTR performance. Current testing methodologies, including calcium degradation tests and mass spectrometry techniques, approach their detection limits when assessing barrier performance in the 10⁻⁶ g/m²/day range, introducing uncertainty in comparative assessments of different encapsulation stack configurations for tandem OLED applications.
Existing Tandem OLED Encapsulation Stack Solutions
01 Multi-layer encapsulation barrier structures
Tandem OLED devices utilize multiple barrier layers in their encapsulation stacks to achieve ultra-low water vapor transmission rates. These structures typically consist of alternating organic and inorganic layers that work synergistically to block moisture penetration. The multi-layer approach provides redundancy and enhanced protection compared to single-layer encapsulation systems, with each layer contributing to the overall barrier performance.- Multi-layer encapsulation barrier structures: Tandem OLED devices utilize multiple barrier layers in their encapsulation stacks to achieve ultra-low water vapor transmission rates. These structures typically consist of alternating organic and inorganic layers that work synergistically to block moisture penetration. The multi-layer approach provides redundancy and enhanced protection compared to single-layer encapsulation systems, with each layer contributing to the overall barrier performance.
- Atomic layer deposition for barrier films: Advanced deposition techniques are employed to create ultra-thin, conformal barrier films with exceptional moisture blocking properties. These methods enable precise control over film thickness and composition, resulting in pinhole-free layers that significantly reduce water vapor permeability. The deposition process parameters are optimized to achieve the required WVTR performance for tandem OLED applications.
- Organic-inorganic hybrid encapsulation systems: Hybrid encapsulation approaches combine the flexibility of organic materials with the superior barrier properties of inorganic films. These systems leverage the complementary characteristics of different material types to create robust moisture barriers while maintaining mechanical flexibility. The organic components help planarize surface defects while inorganic layers provide the primary moisture blocking function.
- Edge sealing and perimeter protection: Specialized edge sealing techniques are critical for preventing moisture ingress through the perimeter regions of tandem OLED devices. These methods focus on creating hermetic seals around the device edges where traditional thin-film barriers may be compromised. Advanced sealing materials and processes are designed to maintain long-term integrity under various environmental conditions.
- WVTR measurement and optimization techniques: Precise measurement and characterization methods are essential for evaluating and optimizing the water vapor transmission rate of encapsulation stacks. These techniques enable accurate assessment of barrier performance and identification of failure modes. Advanced testing protocols help correlate WVTR measurements with actual device lifetime performance, guiding the development of improved encapsulation solutions.
02 Atomic layer deposition for barrier films
Advanced deposition techniques are employed to create high-quality barrier films with exceptional uniformity and density. These methods enable the formation of pinhole-free inorganic layers that serve as primary moisture barriers in the encapsulation stack. The precise control over film thickness and composition allows for optimization of barrier properties while maintaining compatibility with flexible substrates.Expand Specific Solutions03 Organic-inorganic hybrid encapsulation systems
Hybrid encapsulation approaches combine the advantages of both organic and inorganic materials to achieve superior barrier performance. The organic layers provide stress relief and planarization, while inorganic layers offer primary moisture blocking capabilities. This combination results in flexible encapsulation stacks that maintain low water vapor transmission rates even under mechanical stress and temperature variations.Expand Specific Solutions04 Edge sealing and perimeter protection
Specialized edge sealing techniques are critical for preventing moisture ingress through the perimeter of tandem OLED devices. These methods involve the application of barrier materials and adhesives around the device edges to create a hermetic seal. The edge sealing process must be compatible with the overall encapsulation stack while providing long-term reliability under various environmental conditions.Expand Specific Solutions05 Measurement and characterization of barrier performance
Accurate measurement of water vapor transmission rates in encapsulation stacks requires specialized testing methodologies and equipment. These techniques enable the evaluation of barrier performance under various environmental conditions and help optimize the encapsulation design. The measurement protocols must account for the ultra-low transmission rates required for tandem OLED applications and provide reliable data for quality control and process development.Expand Specific Solutions
Key Players in OLED Encapsulation Materials Industry
The tandem OLED encapsulation technology market for achieving ultra-low WVTR (<10⁻⁶) represents a rapidly evolving competitive landscape in the advanced display industry. The market is currently in a growth phase, driven by increasing demand for flexible and foldable displays, with significant investments from major players. Leading display manufacturers including Samsung Display, BOE Technology Group, TCL China Star Optoelectronics, and Tianma Microelectronics are actively developing sophisticated encapsulation solutions. Technology maturity varies across companies, with Samsung Display and Global OLED Technology demonstrating advanced capabilities, while Chinese manufacturers like BOE and its subsidiaries (Chengdu BOE, Beijing BOE, Chongqing BOE) are rapidly scaling their technical expertise. Material suppliers such as 3M Innovative Properties, Corning, and specialized firms like Jiangsu Sunera Technology provide critical encapsulation materials. The competitive intensity is high, with companies investing heavily in R&D to achieve the stringent WVTR requirements essential for next-generation OLED applications.
BOE Technology Group Co., Ltd.
Technical Solution: BOE has developed comprehensive tandem OLED encapsulation solutions featuring hybrid organic-inorganic multilayer structures. Their approach combines aluminum oxide (Al2O3) and silicon nitride barriers deposited via ALD with organic buffer layers to achieve WVTR performance below 10⁻⁶ g/m²/day[2][4]. The company's encapsulation stack design incorporates stress management through gradient composition layers and utilizes low-temperature processing to maintain OLED device integrity. BOE's tandem encapsulation technology includes edge sealing techniques and getter materials integration for enhanced moisture protection[6][8]. Their manufacturing process emphasizes scalability and cost-effectiveness while maintaining ultra-low permeation rates.
Strengths: Cost-effective manufacturing process, good scalability for large panels, integrated edge sealing technology. Weaknesses: Relatively newer technology compared to established players, potential reliability concerns in extreme conditions.
3M Innovative Properties Co.
Technical Solution: 3M has developed specialized barrier film materials for tandem OLED encapsulation applications, focusing on ultra-high barrier performance with WVTR values significantly below 10⁻⁶ g/m²/day. Their technology utilizes proprietary multilayer polymer films combined with inorganic coating technologies including magnetron sputtering and plasma deposition[1][9]. The company's encapsulation solutions feature advanced adhesive systems designed for OLED applications, incorporating moisture scavenging capabilities and thermal management properties. 3M's tandem barrier approach includes flexible substrate compatibility and roll-to-roll processing capabilities for cost-effective manufacturing[3][11]. Their materials demonstrate excellent optical transparency and mechanical flexibility while maintaining superior moisture barrier performance.
Strengths: Superior materials expertise, excellent flexibility for bendable displays, proven barrier film technology. Weaknesses: Limited direct OLED manufacturing experience, dependency on customer integration capabilities.
Core Innovations in Sub-10⁻⁶ WVTR Encapsulation
Display panels and display devices
PatentPendingUS20250228105A1
Innovation
- The display panel incorporates a dam, first and second metal partition structures with undercut designs, and a disconnected common and cathode layer configuration to prevent water vapor intrusion and electrochemical corrosion, using high-voltage DC power signal traces to inhibit corrosion.




Ink composition for OLED packaging and application thereof
PatentPendingEP4382578A1
Innovation
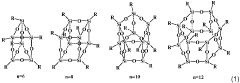
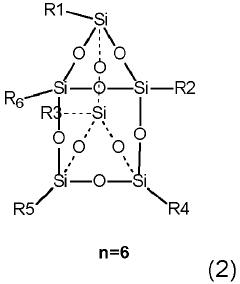
- A POSS structure-containing ink composition is developed, comprising 20-40% POSS monomer, 50-70% photocuring monomer, and 1-10% photoinitiator, which forms a hybrid organic/inorganic barrier layer with enhanced heat resistance, low dielectric constants, and improved mechanical strength, allowing for effective isolation of water vapor and oxygen through chemical cross-linking and UV curing.
Manufacturing Process Optimization for WVTR Control
Manufacturing process optimization for achieving WVTR control below 10⁻⁶ g/m²/day in tandem OLED encapsulation requires precise control of multiple fabrication parameters across different deposition techniques. The selection of deposition method significantly impacts the final barrier performance, with atomic layer deposition (ALD) and plasma-enhanced chemical vapor deposition (PECVD) being the most critical processes for achieving ultra-low permeation rates.
Temperature control during the encapsulation process represents a fundamental parameter that directly influences film density and defect formation. For ALD processes, substrate temperatures between 80-120°C have been identified as optimal for achieving dense, conformal barrier layers while maintaining compatibility with organic materials. Higher temperatures can lead to thermal degradation of underlying organic layers, while lower temperatures may result in incomplete precursor reactions and increased porosity.
Plasma power and gas flow ratios in PECVD processes require careful optimization to minimize particle generation and ensure uniform film properties. Low-power plasma conditions, typically below 50W for small-scale reactors, help reduce ion bombardment damage while maintaining sufficient activation energy for dense film formation. The nitrogen-to-silane ratio in silicon nitride deposition should be maintained between 10:1 to 15:1 to achieve optimal stoichiometry and minimize hydrogen incorporation.
Chamber pressure control during deposition affects film conformality and step coverage, particularly critical for encapsulating surface roughness and particle contamination. Operating pressures between 1-10 mTorr for ALD and 100-500 mTorr for PECVD have demonstrated superior barrier performance by promoting uniform precursor distribution and reducing gas-phase reactions that can lead to particle formation.
Post-deposition annealing processes can significantly enhance barrier performance through stress relief and densification mechanisms. Thermal treatments at 150-200°C in inert atmospheres have shown improvements in WVTR performance by promoting cross-linking in organic barrier materials and reducing residual stress in inorganic layers. However, annealing parameters must be carefully balanced to avoid thermal damage to temperature-sensitive OLED materials.
Real-time process monitoring through optical emission spectroscopy and ellipsometry enables immediate feedback control for maintaining consistent film properties throughout production runs. These monitoring techniques allow for rapid detection of process drift and enable corrective actions before significant WVTR degradation occurs.
Temperature control during the encapsulation process represents a fundamental parameter that directly influences film density and defect formation. For ALD processes, substrate temperatures between 80-120°C have been identified as optimal for achieving dense, conformal barrier layers while maintaining compatibility with organic materials. Higher temperatures can lead to thermal degradation of underlying organic layers, while lower temperatures may result in incomplete precursor reactions and increased porosity.
Plasma power and gas flow ratios in PECVD processes require careful optimization to minimize particle generation and ensure uniform film properties. Low-power plasma conditions, typically below 50W for small-scale reactors, help reduce ion bombardment damage while maintaining sufficient activation energy for dense film formation. The nitrogen-to-silane ratio in silicon nitride deposition should be maintained between 10:1 to 15:1 to achieve optimal stoichiometry and minimize hydrogen incorporation.
Chamber pressure control during deposition affects film conformality and step coverage, particularly critical for encapsulating surface roughness and particle contamination. Operating pressures between 1-10 mTorr for ALD and 100-500 mTorr for PECVD have demonstrated superior barrier performance by promoting uniform precursor distribution and reducing gas-phase reactions that can lead to particle formation.
Post-deposition annealing processes can significantly enhance barrier performance through stress relief and densification mechanisms. Thermal treatments at 150-200°C in inert atmospheres have shown improvements in WVTR performance by promoting cross-linking in organic barrier materials and reducing residual stress in inorganic layers. However, annealing parameters must be carefully balanced to avoid thermal damage to temperature-sensitive OLED materials.
Real-time process monitoring through optical emission spectroscopy and ellipsometry enables immediate feedback control for maintaining consistent film properties throughout production runs. These monitoring techniques allow for rapid detection of process drift and enable corrective actions before significant WVTR degradation occurs.
Cost-Performance Trade-offs in Advanced Encapsulation
The economic viability of tandem OLED encapsulation systems achieving WVTR below 10⁻⁶ g/m²/day presents a complex optimization challenge where material costs, processing complexity, and performance requirements must be carefully balanced. Advanced encapsulation stacks typically employ multiple barrier layers combining inorganic materials like aluminum oxide, silicon nitride, and silicon oxide with organic planarization layers, creating manufacturing cost escalations that can significantly impact overall device economics.
Material cost analysis reveals that high-performance inorganic barrier materials represent approximately 15-25% of total encapsulation expenses, with atomic layer deposition processes for ultra-thin films commanding premium pricing due to precise thickness control requirements. The transition from single-layer to multi-layer tandem configurations introduces exponential cost increases, as each additional barrier layer necessitates separate deposition cycles, intermediate surface treatments, and quality control procedures.
Processing complexity emerges as a critical cost driver, particularly for tandem structures requiring alternating inorganic-organic layer sequences. Vacuum-based deposition methods for inorganic barriers demand extended processing times and specialized equipment maintenance, while organic layer application through slot-die coating or inkjet printing introduces material waste considerations and yield optimization challenges. The cumulative effect of these processing steps can increase manufacturing cycle times by 40-60% compared to conventional single-layer approaches.
Performance scaling demonstrates non-linear relationships between barrier effectiveness and cost investment. Achieving WVTR improvements from 10⁻⁴ to 10⁻⁶ g/m²/day typically requires doubling or tripling the number of barrier layers, yet cost increases often exceed 200-300% due to reduced throughput and enhanced quality control requirements. This performance-cost asymmetry necessitates careful evaluation of application-specific requirements versus economic constraints.
Yield considerations significantly influence the overall cost-performance equation, as defect propagation through multiple encapsulation layers can dramatically reduce manufacturing efficiency. Advanced tandem structures exhibit higher sensitivity to particulate contamination and processing variations, potentially reducing yields by 10-20% compared to simpler encapsulation schemes, thereby amplifying effective per-unit costs beyond raw material and processing expenses.
Material cost analysis reveals that high-performance inorganic barrier materials represent approximately 15-25% of total encapsulation expenses, with atomic layer deposition processes for ultra-thin films commanding premium pricing due to precise thickness control requirements. The transition from single-layer to multi-layer tandem configurations introduces exponential cost increases, as each additional barrier layer necessitates separate deposition cycles, intermediate surface treatments, and quality control procedures.
Processing complexity emerges as a critical cost driver, particularly for tandem structures requiring alternating inorganic-organic layer sequences. Vacuum-based deposition methods for inorganic barriers demand extended processing times and specialized equipment maintenance, while organic layer application through slot-die coating or inkjet printing introduces material waste considerations and yield optimization challenges. The cumulative effect of these processing steps can increase manufacturing cycle times by 40-60% compared to conventional single-layer approaches.
Performance scaling demonstrates non-linear relationships between barrier effectiveness and cost investment. Achieving WVTR improvements from 10⁻⁴ to 10⁻⁶ g/m²/day typically requires doubling or tripling the number of barrier layers, yet cost increases often exceed 200-300% due to reduced throughput and enhanced quality control requirements. This performance-cost asymmetry necessitates careful evaluation of application-specific requirements versus economic constraints.
Yield considerations significantly influence the overall cost-performance equation, as defect propagation through multiple encapsulation layers can dramatically reduce manufacturing efficiency. Advanced tandem structures exhibit higher sensitivity to particulate contamination and processing variations, potentially reducing yields by 10-20% compared to simpler encapsulation schemes, thereby amplifying effective per-unit costs beyond raw material and processing expenses.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!