

Crankcase Irregularity Detection: Latest Techniques
MAR 13, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Crankcase Defect Detection Background and Objectives
Crankcase defect detection has emerged as a critical quality control process in automotive manufacturing, driven by the increasing demands for engine reliability, performance, and longevity. The crankcase, serving as the foundation housing for engine components, must maintain precise dimensional tolerances and structural integrity to ensure optimal engine operation. Any irregularities in crankcase geometry, surface finish, or material properties can lead to catastrophic engine failures, increased emissions, and reduced fuel efficiency.
The evolution of crankcase manufacturing has progressed from traditional casting methods to advanced precision machining and additive manufacturing techniques. This technological advancement has necessitated corresponding improvements in defect detection capabilities. Early detection methods relied heavily on manual inspection and basic dimensional measurements, which proved inadequate for modern manufacturing requirements where tolerances are measured in micrometers and surface quality standards have become increasingly stringent.
Contemporary automotive industry standards demand near-zero defect rates in critical engine components. The cost implications of undetected crankcase defects extend far beyond manufacturing, encompassing warranty claims, brand reputation damage, and potential safety liabilities. Statistical analysis indicates that early-stage defect detection can reduce overall quality costs by up to 85% compared to post-assembly discovery, making advanced detection technologies economically essential.
The primary objective of modern crankcase irregularity detection systems is to achieve comprehensive, real-time quality assessment with minimal human intervention. These systems must identify various defect categories including dimensional deviations, surface roughness anomalies, porosity issues, crack formations, and material inconsistencies. Detection accuracy requirements typically exceed 99.5% with false positive rates below 0.1% to maintain production efficiency.
Integration capabilities represent another crucial objective, as detection systems must seamlessly interface with existing manufacturing execution systems and quality management platforms. Real-time data analytics and predictive maintenance capabilities are increasingly important, enabling manufacturers to optimize production parameters and prevent systematic quality issues before they impact multiple units.
The evolution of crankcase manufacturing has progressed from traditional casting methods to advanced precision machining and additive manufacturing techniques. This technological advancement has necessitated corresponding improvements in defect detection capabilities. Early detection methods relied heavily on manual inspection and basic dimensional measurements, which proved inadequate for modern manufacturing requirements where tolerances are measured in micrometers and surface quality standards have become increasingly stringent.
Contemporary automotive industry standards demand near-zero defect rates in critical engine components. The cost implications of undetected crankcase defects extend far beyond manufacturing, encompassing warranty claims, brand reputation damage, and potential safety liabilities. Statistical analysis indicates that early-stage defect detection can reduce overall quality costs by up to 85% compared to post-assembly discovery, making advanced detection technologies economically essential.
The primary objective of modern crankcase irregularity detection systems is to achieve comprehensive, real-time quality assessment with minimal human intervention. These systems must identify various defect categories including dimensional deviations, surface roughness anomalies, porosity issues, crack formations, and material inconsistencies. Detection accuracy requirements typically exceed 99.5% with false positive rates below 0.1% to maintain production efficiency.
Integration capabilities represent another crucial objective, as detection systems must seamlessly interface with existing manufacturing execution systems and quality management platforms. Real-time data analytics and predictive maintenance capabilities are increasingly important, enabling manufacturers to optimize production parameters and prevent systematic quality issues before they impact multiple units.
Market Demand for Advanced Crankcase Quality Control
The automotive industry's increasing emphasis on engine reliability and performance has created substantial market demand for advanced crankcase quality control systems. Modern engines operate under increasingly stringent conditions, with higher power densities and extended service intervals driving the need for more sophisticated monitoring and detection capabilities. Traditional quality control methods are proving inadequate for meeting contemporary automotive standards, particularly as manufacturers face mounting pressure to reduce warranty claims and enhance customer satisfaction.
Market drivers for advanced crankcase irregularity detection systems stem from multiple industry trends. The shift toward electrification has paradoxically increased quality requirements for internal combustion engines, as hybrid powertrains demand exceptional reliability from their combustion components. Additionally, the growing complexity of modern engines, including advanced materials and precision manufacturing tolerances, necessitates more sensitive detection methods capable of identifying subtle defects that could lead to catastrophic failures.
The commercial vehicle segment represents a particularly lucrative market opportunity, where engine downtime translates directly to significant operational losses. Fleet operators increasingly demand predictive maintenance capabilities that can identify potential crankcase issues before they result in costly breakdowns. This demand extends beyond traditional automotive applications to marine, industrial, and power generation sectors, where engine reliability is critical for operational continuity.
Regulatory pressures are also shaping market demand, as emissions standards become more stringent globally. Crankcase irregularities can significantly impact engine emissions performance, making advanced detection systems essential for compliance with environmental regulations. The integration of these systems with existing engine management platforms offers manufacturers opportunities to provide comprehensive solutions that address both performance and regulatory requirements.
The aftermarket segment presents additional growth potential, as existing vehicle fleets seek retrofit solutions to extend engine life and reduce maintenance costs. This market segment values cost-effective detection systems that can be integrated with existing maintenance protocols without requiring extensive infrastructure modifications.
Emerging markets are driving demand for robust, cost-effective solutions that can operate reliably in challenging environmental conditions. These markets prioritize systems that offer clear return on investment through reduced maintenance costs and improved operational efficiency, creating opportunities for scalable detection technologies that can be adapted to various price points and performance requirements.
Market drivers for advanced crankcase irregularity detection systems stem from multiple industry trends. The shift toward electrification has paradoxically increased quality requirements for internal combustion engines, as hybrid powertrains demand exceptional reliability from their combustion components. Additionally, the growing complexity of modern engines, including advanced materials and precision manufacturing tolerances, necessitates more sensitive detection methods capable of identifying subtle defects that could lead to catastrophic failures.
The commercial vehicle segment represents a particularly lucrative market opportunity, where engine downtime translates directly to significant operational losses. Fleet operators increasingly demand predictive maintenance capabilities that can identify potential crankcase issues before they result in costly breakdowns. This demand extends beyond traditional automotive applications to marine, industrial, and power generation sectors, where engine reliability is critical for operational continuity.
Regulatory pressures are also shaping market demand, as emissions standards become more stringent globally. Crankcase irregularities can significantly impact engine emissions performance, making advanced detection systems essential for compliance with environmental regulations. The integration of these systems with existing engine management platforms offers manufacturers opportunities to provide comprehensive solutions that address both performance and regulatory requirements.
The aftermarket segment presents additional growth potential, as existing vehicle fleets seek retrofit solutions to extend engine life and reduce maintenance costs. This market segment values cost-effective detection systems that can be integrated with existing maintenance protocols without requiring extensive infrastructure modifications.
Emerging markets are driving demand for robust, cost-effective solutions that can operate reliably in challenging environmental conditions. These markets prioritize systems that offer clear return on investment through reduced maintenance costs and improved operational efficiency, creating opportunities for scalable detection technologies that can be adapted to various price points and performance requirements.
Current State of Crankcase Inspection Technologies
The current landscape of crankcase inspection technologies encompasses a diverse array of methodologies, ranging from traditional visual inspection techniques to sophisticated automated systems. Conventional approaches primarily rely on manual inspection processes, where trained technicians examine crankcase components for visible defects, dimensional deviations, and surface irregularities using basic measurement tools and visual assessment protocols.
Optical inspection systems represent a significant advancement in crankcase quality control, utilizing high-resolution cameras and advanced imaging algorithms to detect surface defects, dimensional variations, and geometric inconsistencies. These systems employ structured light scanning, laser triangulation, and stereo vision techniques to create detailed three-dimensional models of crankcase components, enabling precise measurement and defect identification with micron-level accuracy.
Coordinate Measuring Machine (CMM) technology has established itself as a cornerstone of precision crankcase inspection, offering exceptional dimensional accuracy and repeatability. Modern CMM systems integrate touch probes, laser scanners, and optical sensors to perform comprehensive geometric verification of critical crankcase features, including bore alignment, deck flatness, and bearing journal specifications.
Non-destructive testing methods have gained prominence in crankcase inspection applications, particularly ultrasonic testing for detecting internal flaws and material inconsistencies. Eddy current testing provides effective detection of surface and near-surface defects in aluminum crankcase components, while magnetic particle inspection remains valuable for ferrous materials.
Emerging technologies are reshaping the inspection landscape through artificial intelligence integration and machine learning algorithms. Computer vision systems now incorporate deep learning models trained on extensive defect databases, enabling automated classification of various irregularity types with increasing accuracy and reduced false positive rates.
Industrial computed tomography represents the cutting edge of crankcase inspection technology, providing complete internal and external component analysis without destructive testing. This technology enables detection of internal porosity, inclusions, and structural defects that remain invisible to conventional inspection methods, though implementation costs and inspection cycle times present ongoing challenges for high-volume production environments.
Optical inspection systems represent a significant advancement in crankcase quality control, utilizing high-resolution cameras and advanced imaging algorithms to detect surface defects, dimensional variations, and geometric inconsistencies. These systems employ structured light scanning, laser triangulation, and stereo vision techniques to create detailed three-dimensional models of crankcase components, enabling precise measurement and defect identification with micron-level accuracy.
Coordinate Measuring Machine (CMM) technology has established itself as a cornerstone of precision crankcase inspection, offering exceptional dimensional accuracy and repeatability. Modern CMM systems integrate touch probes, laser scanners, and optical sensors to perform comprehensive geometric verification of critical crankcase features, including bore alignment, deck flatness, and bearing journal specifications.
Non-destructive testing methods have gained prominence in crankcase inspection applications, particularly ultrasonic testing for detecting internal flaws and material inconsistencies. Eddy current testing provides effective detection of surface and near-surface defects in aluminum crankcase components, while magnetic particle inspection remains valuable for ferrous materials.
Emerging technologies are reshaping the inspection landscape through artificial intelligence integration and machine learning algorithms. Computer vision systems now incorporate deep learning models trained on extensive defect databases, enabling automated classification of various irregularity types with increasing accuracy and reduced false positive rates.
Industrial computed tomography represents the cutting edge of crankcase inspection technology, providing complete internal and external component analysis without destructive testing. This technology enables detection of internal porosity, inclusions, and structural defects that remain invisible to conventional inspection methods, though implementation costs and inspection cycle times present ongoing challenges for high-volume production environments.
Existing NDT Solutions for Crankcase Defect Detection
01 Crankcase design and structural modifications
Innovations in crankcase design focus on structural modifications to address irregularities and improve performance. These modifications include optimizing the geometry of the crankcase, reinforcing critical areas, and incorporating features to reduce stress concentrations. Design improvements aim to enhance durability, reduce vibrations, and minimize deformation during operation. Advanced computational methods and material selection play key roles in developing crankcases with improved structural integrity.- Crankcase design and structural modifications: Innovations in crankcase design focus on structural modifications to address irregularities and improve performance. These modifications include optimizing the geometry of the crankcase, reinforcing critical areas, and implementing design features that reduce stress concentrations. Advanced manufacturing techniques and material selection are employed to enhance the structural integrity and minimize deformations during operation.
- Crankcase ventilation and pressure management systems: Addressing crankcase irregularities through improved ventilation and pressure management systems helps maintain optimal operating conditions. These systems regulate internal pressure, prevent oil leakage, and reduce blow-by gases. Technologies include advanced valve mechanisms, separator systems, and pressure relief devices that ensure consistent crankcase environment and prevent pressure-related irregularities.
- Manufacturing process control and quality assurance: Controlling manufacturing processes is essential to prevent crankcase irregularities. This includes precision machining, dimensional tolerance control, and surface finish optimization. Quality assurance methods involve inspection techniques, measurement systems, and process monitoring to detect and correct deviations early in production. These approaches ensure consistency and reduce variability in crankcase components.
- Material composition and treatment methods: Selection of appropriate materials and treatment methods plays a crucial role in addressing crankcase irregularities. This includes using high-strength alloys, composite materials, and specialized coatings that resist wear and deformation. Heat treatment processes, surface hardening, and stress-relieving techniques are applied to improve material properties and dimensional stability under operating conditions.
- Detection and diagnostic systems for crankcase anomalies: Advanced detection and diagnostic systems are implemented to identify crankcase irregularities during operation or manufacturing. These systems utilize sensors, monitoring equipment, and analytical methods to detect dimensional variations, structural defects, and performance anomalies. Real-time monitoring and predictive maintenance approaches enable early intervention and prevent failures related to crankcase irregularities.
02 Manufacturing processes for crankcase production
Manufacturing techniques are critical in addressing crankcase irregularities that may arise during production. Methods include precision casting, machining processes, and quality control measures to ensure dimensional accuracy. Advanced manufacturing approaches incorporate automated inspection systems, controlled cooling processes, and surface treatment methods to minimize defects. These processes help achieve consistent quality and reduce variations that could lead to operational issues.Expand Specific Solutions03 Detection and measurement of crankcase irregularities
Technologies for detecting and measuring crankcase irregularities involve various inspection and diagnostic methods. These include non-destructive testing techniques, dimensional measurement systems, and monitoring devices that can identify deviations from specifications. Advanced sensor technologies and imaging systems enable precise detection of surface irregularities, internal defects, and dimensional variations. Early detection helps prevent failures and enables corrective actions during manufacturing or maintenance.Expand Specific Solutions04 Material selection and treatment for crankcase applications
Material properties significantly influence crankcase performance and susceptibility to irregularities. Innovations include the use of advanced alloys, composite materials, and surface treatments to enhance strength and wear resistance. Heat treatment processes, coating technologies, and material processing methods are employed to improve dimensional stability and reduce the likelihood of irregularities. Proper material selection considers factors such as thermal expansion, fatigue resistance, and compatibility with operating conditions.Expand Specific Solutions05 Compensation and correction methods for crankcase irregularities
Various methods address existing crankcase irregularities through compensation and correction techniques. These approaches include machining corrections, selective assembly processes, and the use of adjustable components to accommodate variations. Repair and refurbishment methods enable restoration of crankcases with irregularities to acceptable tolerances. Predictive modeling and adaptive manufacturing techniques help compensate for anticipated irregularities during production or assembly processes.Expand Specific Solutions
Key Players in Industrial Inspection Equipment
The crankcase irregularity detection market represents a mature automotive diagnostic sector experiencing steady growth driven by increasing engine complexity and regulatory demands. Major automotive OEMs including Ford Global Technologies LLC, Honda Motor Co., BMW AG, Volkswagen AG, and Mercedes-Benz Group AG are actively developing proprietary detection systems, while established suppliers like Robert Bosch GmbH, DENSO Corp., and Vitesco Technologies GmbH provide comprehensive sensor and diagnostic solutions. The technology has reached commercial maturity with widespread implementation across passenger and commercial vehicles from manufacturers such as Subaru Corp., Scania CV AB, and MAN Truck & Bus SE. Specialized technology companies like Tribosonics Ltd. are advancing next-generation sensing capabilities, while industrial conglomerates including Mitsubishi Heavy Industries and MAHLE International GmbH contribute advanced materials and precision engineering solutions to enhance detection accuracy and reliability.
Ford Global Technologies LLC
Technical Solution: Ford has developed crankcase irregularity detection systems focusing on oil analysis and vibration monitoring technologies. Their approach combines spectroscopic oil analysis with accelerometer-based vibration detection to identify wear particles and abnormal mechanical behavior in the crankcase. The system utilizes Ford's proprietary algorithms to correlate oil contamination levels with vibration signatures, providing comprehensive health monitoring of internal engine components. Their technology includes wireless sensor networks that enable continuous monitoring without requiring physical access to the engine, making it suitable for fleet management applications. Ford's solution also incorporates predictive analytics that can forecast maintenance needs based on detected irregularities.
Strengths: Proven fleet application experience, wireless monitoring capabilities, integrated predictive analytics. Weaknesses: Limited to Ford vehicle platforms, requires specialized maintenance training.
Robert Bosch GmbH
Technical Solution: Bosch has developed advanced crankcase irregularity detection systems utilizing multi-sensor fusion technology that combines vibration analysis, acoustic emission monitoring, and oil condition sensors. Their solution employs machine learning algorithms to analyze engine vibration patterns and detect anomalies in crankcase behavior, including bearing wear, piston ring degradation, and oil contamination. The system integrates real-time data processing capabilities with predictive maintenance algorithms, enabling early detection of potential failures before they cause significant damage. Bosch's approach includes sophisticated signal processing techniques that can differentiate between normal operational variations and actual irregularities, reducing false positive rates while maintaining high detection sensitivity.
Strengths: Comprehensive multi-sensor approach, proven automotive industry expertise, advanced AI integration. Weaknesses: High system complexity, potentially expensive implementation costs.
Core Innovations in Automated Inspection Systems
Method for diagnosing a crankcase system of an internal combustion engine, and internal combustion engine
PatentActiveUS20240352878A1
Innovation
- A method involving the capture and integration of pressure gradients within the crankcase system, using reference pressures derived from the intake manifold, to evaluate the function of the breather system, allowing for the detection of defects and blockages by analyzing pressure changes over time.




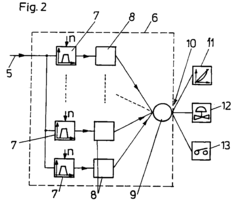
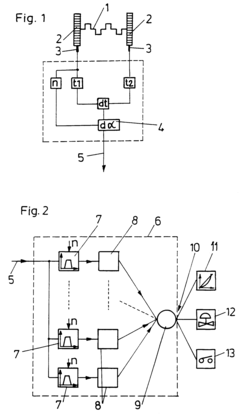
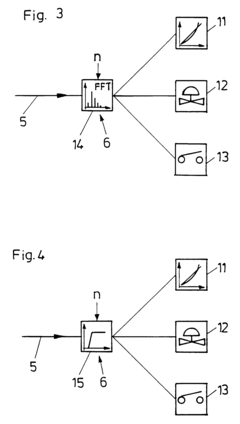
Identification of irregular working conditions of a combustion engine by revolution dependent torsional vibrations of the crankshaft
PatentInactiveEP0762101A1
Innovation
- A device that continuously detects the torsion angle of the crankshaft by emitting an electrical torsion signal and evaluates the amplitude of torsional vibration components at frequencies corresponding to the engine speed and its multiples, allowing for the analysis of oscillations over multiple revolutions, using toothed disks and pulse generators to determine the angle difference and process the torsion signal through bandpass filters to identify relevant harmonics.

Industry Standards for Automotive Component Quality
The automotive industry operates under a comprehensive framework of quality standards that govern component manufacturing, testing, and validation processes. These standards ensure that critical engine components, including crankcases, meet stringent performance and safety requirements throughout their operational lifecycle.
ISO/TS 16949, now evolved into IATF 16949, serves as the foundational quality management standard specifically designed for automotive suppliers. This standard emphasizes defect prevention, reduction of variation and waste in the supply chain, and continuous improvement processes. For crankcase manufacturing, this translates to rigorous quality control measures at every production stage, from raw material inspection to final assembly verification.
The Society of Automotive Engineers (SAE) has established numerous technical standards relevant to engine component quality. SAE J1739 provides guidelines for potential failure mode and effects analysis (PFMEA), which is particularly crucial for identifying potential crankcase defects before they manifest in production. Additionally, SAE J1349 specifies engine power and torque measurement standards that indirectly influence crankcase design tolerances and quality requirements.
International Organization for Standardization (ISO) standards play a pivotal role in defining measurement accuracy and inspection protocols. ISO 1101 establishes geometrical tolerancing principles essential for crankcase dimensional verification, while ISO 5436 series standards govern surface texture measurement parameters critical for proper bearing surface functionality and oil circulation efficiency.
American Society for Testing and Materials (ASTM) standards provide detailed testing methodologies for material properties and structural integrity assessment. ASTM E709 outlines magnetic particle examination procedures commonly used for detecting surface and near-surface discontinuities in cast iron crankcases, while ASTM E165 specifies liquid penetrant examination methods for aluminum crankcase components.
European automotive standards, particularly those developed by the European Committee for Standardization (CEN), complement global standards with region-specific requirements. These standards often incorporate environmental considerations and recycling requirements that influence material selection and manufacturing processes for crankcase production, ensuring compliance with both quality and sustainability objectives.
ISO/TS 16949, now evolved into IATF 16949, serves as the foundational quality management standard specifically designed for automotive suppliers. This standard emphasizes defect prevention, reduction of variation and waste in the supply chain, and continuous improvement processes. For crankcase manufacturing, this translates to rigorous quality control measures at every production stage, from raw material inspection to final assembly verification.
The Society of Automotive Engineers (SAE) has established numerous technical standards relevant to engine component quality. SAE J1739 provides guidelines for potential failure mode and effects analysis (PFMEA), which is particularly crucial for identifying potential crankcase defects before they manifest in production. Additionally, SAE J1349 specifies engine power and torque measurement standards that indirectly influence crankcase design tolerances and quality requirements.
International Organization for Standardization (ISO) standards play a pivotal role in defining measurement accuracy and inspection protocols. ISO 1101 establishes geometrical tolerancing principles essential for crankcase dimensional verification, while ISO 5436 series standards govern surface texture measurement parameters critical for proper bearing surface functionality and oil circulation efficiency.
American Society for Testing and Materials (ASTM) standards provide detailed testing methodologies for material properties and structural integrity assessment. ASTM E709 outlines magnetic particle examination procedures commonly used for detecting surface and near-surface discontinuities in cast iron crankcases, while ASTM E165 specifies liquid penetrant examination methods for aluminum crankcase components.
European automotive standards, particularly those developed by the European Committee for Standardization (CEN), complement global standards with region-specific requirements. These standards often incorporate environmental considerations and recycling requirements that influence material selection and manufacturing processes for crankcase production, ensuring compliance with both quality and sustainability objectives.
Cost-Benefit Analysis of Advanced Inspection Systems
The economic evaluation of advanced crankcase irregularity detection systems requires comprehensive analysis of both initial investments and long-term operational benefits. Traditional inspection methods, while cost-effective upfront, often result in higher total ownership costs due to increased maintenance requirements, unplanned downtime, and potential catastrophic failures that could have been prevented through early detection.
Advanced inspection systems typically require substantial capital expenditure, ranging from $50,000 to $500,000 depending on the technology complexity and integration requirements. Ultrasonic testing systems represent the lower end of this spectrum, while comprehensive multi-sensor platforms incorporating thermal imaging, vibration analysis, and acoustic emission monitoring command premium pricing. However, these systems demonstrate rapid return on investment through reduced maintenance costs and improved operational efficiency.
The operational cost benefits manifest primarily through predictive maintenance capabilities that enable scheduled repairs during planned downtime periods. Studies indicate that advanced detection systems can reduce unplanned maintenance events by 60-80%, translating to significant cost savings in industrial applications. For large-scale operations, the prevention of a single catastrophic engine failure can justify the entire system investment, as replacement costs often exceed $1 million when including associated downtime and production losses.
Labor cost considerations favor automated inspection systems over manual methods. While initial training requirements may increase short-term expenses, the long-term reduction in skilled inspection personnel requirements and improved inspection consistency provide substantial savings. Advanced systems can perform continuous monitoring with minimal human intervention, reducing labor costs by approximately 40-50% compared to traditional inspection protocols.
The risk mitigation value represents perhaps the most significant economic benefit. Advanced detection systems provide early warning capabilities that prevent minor irregularities from developing into major failures. Insurance providers increasingly recognize this value, offering reduced premiums for facilities implementing comprehensive monitoring systems. The quantifiable risk reduction, combined with improved regulatory compliance and enhanced safety records, creates additional economic value that extends beyond direct operational savings.
Return on investment calculations typically demonstrate payback periods of 18-36 months for advanced inspection systems in high-utilization environments. The economic justification becomes increasingly compelling as operational scale increases, making these systems particularly attractive for large industrial facilities, power generation plants, and marine applications where engine reliability directly impacts revenue generation.
Advanced inspection systems typically require substantial capital expenditure, ranging from $50,000 to $500,000 depending on the technology complexity and integration requirements. Ultrasonic testing systems represent the lower end of this spectrum, while comprehensive multi-sensor platforms incorporating thermal imaging, vibration analysis, and acoustic emission monitoring command premium pricing. However, these systems demonstrate rapid return on investment through reduced maintenance costs and improved operational efficiency.
The operational cost benefits manifest primarily through predictive maintenance capabilities that enable scheduled repairs during planned downtime periods. Studies indicate that advanced detection systems can reduce unplanned maintenance events by 60-80%, translating to significant cost savings in industrial applications. For large-scale operations, the prevention of a single catastrophic engine failure can justify the entire system investment, as replacement costs often exceed $1 million when including associated downtime and production losses.
Labor cost considerations favor automated inspection systems over manual methods. While initial training requirements may increase short-term expenses, the long-term reduction in skilled inspection personnel requirements and improved inspection consistency provide substantial savings. Advanced systems can perform continuous monitoring with minimal human intervention, reducing labor costs by approximately 40-50% compared to traditional inspection protocols.
The risk mitigation value represents perhaps the most significant economic benefit. Advanced detection systems provide early warning capabilities that prevent minor irregularities from developing into major failures. Insurance providers increasingly recognize this value, offering reduced premiums for facilities implementing comprehensive monitoring systems. The quantifiable risk reduction, combined with improved regulatory compliance and enhanced safety records, creates additional economic value that extends beyond direct operational savings.
Return on investment calculations typically demonstrate payback periods of 18-36 months for advanced inspection systems in high-utilization environments. The economic justification becomes increasingly compelling as operational scale increases, making these systems particularly attractive for large industrial facilities, power generation plants, and marine applications where engine reliability directly impacts revenue generation.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!