

How to Engineer Shutdown Separators for Minimal Stack Pressure Drops
JUN 1, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Shutdown Separator Engineering Background and Objectives
Shutdown separators represent a critical component in industrial process systems, particularly in oil and gas facilities, chemical plants, and power generation installations. These specialized vessels are designed to safely isolate and separate fluid phases during emergency shutdown scenarios, preventing potentially hazardous conditions while maintaining system integrity. The fundamental challenge lies in achieving effective separation performance while minimizing pressure drops across the system stack, which directly impacts overall operational efficiency and safety margins.
The evolution of shutdown separator technology has been driven by increasingly stringent safety regulations and the industry's pursuit of operational excellence. Traditional separator designs often prioritized safety over efficiency, resulting in systems with significant pressure penalties that could compromise upstream equipment performance. Modern engineering approaches recognize that optimal shutdown separator design must balance multiple objectives: ensuring reliable phase separation, maintaining adequate safety margins, and minimizing energy losses through reduced pressure drops.
Current industry standards and regulatory frameworks, including API 521, ASME Section VIII, and various international safety codes, establish baseline requirements for shutdown separator performance. However, these standards primarily focus on safety and reliability aspects, with limited guidance on pressure drop optimization. This regulatory landscape creates opportunities for innovative engineering solutions that exceed minimum compliance requirements while delivering superior operational performance.
The primary technical objective centers on developing engineering methodologies that minimize stack pressure drops while maintaining separation efficiency and safety compliance. This involves optimizing internal configurations, flow distribution systems, and vapor-liquid interface management. Secondary objectives include reducing capital costs through compact designs, minimizing maintenance requirements, and enhancing operational flexibility across varying process conditions.
Advanced computational fluid dynamics modeling and experimental validation techniques now enable engineers to predict and optimize separator performance with unprecedented accuracy. These tools facilitate the exploration of novel internal geometries, advanced materials, and innovative flow management strategies that were previously impractical to evaluate. The integration of these analytical capabilities with traditional separator design principles represents a significant advancement in achieving minimal pressure drop objectives.
The strategic importance of this technology extends beyond individual facility performance, influencing broader industry competitiveness and environmental sustainability. Reduced pressure drops translate directly to lower energy consumption, decreased emissions, and improved economic returns, making this engineering challenge a priority for forward-thinking organizations seeking operational excellence in an increasingly competitive marketplace.
The evolution of shutdown separator technology has been driven by increasingly stringent safety regulations and the industry's pursuit of operational excellence. Traditional separator designs often prioritized safety over efficiency, resulting in systems with significant pressure penalties that could compromise upstream equipment performance. Modern engineering approaches recognize that optimal shutdown separator design must balance multiple objectives: ensuring reliable phase separation, maintaining adequate safety margins, and minimizing energy losses through reduced pressure drops.
Current industry standards and regulatory frameworks, including API 521, ASME Section VIII, and various international safety codes, establish baseline requirements for shutdown separator performance. However, these standards primarily focus on safety and reliability aspects, with limited guidance on pressure drop optimization. This regulatory landscape creates opportunities for innovative engineering solutions that exceed minimum compliance requirements while delivering superior operational performance.
The primary technical objective centers on developing engineering methodologies that minimize stack pressure drops while maintaining separation efficiency and safety compliance. This involves optimizing internal configurations, flow distribution systems, and vapor-liquid interface management. Secondary objectives include reducing capital costs through compact designs, minimizing maintenance requirements, and enhancing operational flexibility across varying process conditions.
Advanced computational fluid dynamics modeling and experimental validation techniques now enable engineers to predict and optimize separator performance with unprecedented accuracy. These tools facilitate the exploration of novel internal geometries, advanced materials, and innovative flow management strategies that were previously impractical to evaluate. The integration of these analytical capabilities with traditional separator design principles represents a significant advancement in achieving minimal pressure drop objectives.
The strategic importance of this technology extends beyond individual facility performance, influencing broader industry competitiveness and environmental sustainability. Reduced pressure drops translate directly to lower energy consumption, decreased emissions, and improved economic returns, making this engineering challenge a priority for forward-thinking organizations seeking operational excellence in an increasingly competitive marketplace.
Market Demand for Low Pressure Drop Separation Systems
The global market for low pressure drop separation systems is experiencing robust growth driven by increasing environmental regulations and energy efficiency mandates across multiple industries. Industrial facilities are under mounting pressure to reduce energy consumption while maintaining operational efficiency, creating substantial demand for advanced separation technologies that minimize pressure losses. This trend is particularly pronounced in petrochemical processing, natural gas treatment, and power generation sectors where pressure drop directly correlates with operational costs.
Oil and gas processing facilities represent the largest market segment for these systems, as operators seek to optimize production while complying with stricter emission standards. The growing emphasis on carbon footprint reduction has intensified focus on equipment that can maintain separation efficiency while reducing auxiliary power requirements. Refineries and chemical plants are increasingly prioritizing separation systems that offer minimal resistance to fluid flow, directly impacting their bottom-line energy costs.
The renewable energy transition is creating new market opportunities, particularly in biogas processing and hydrogen production facilities where efficient separation is critical for product purity. These emerging applications demand separation systems capable of handling varying flow conditions while maintaining consistently low pressure drops. The market is also witnessing increased demand from offshore platforms where space constraints and energy limitations make pressure drop minimization essential for operational viability.
Regulatory frameworks worldwide are becoming increasingly stringent regarding energy efficiency standards for industrial equipment. The European Union's Energy Efficiency Directive and similar regulations in North America and Asia are compelling facility operators to invest in advanced separation technologies. These regulatory pressures are creating a sustained market pull for innovative separation solutions that can demonstrate measurable improvements in energy performance.
The market landscape is further influenced by the growing adoption of digital monitoring systems that provide real-time pressure drop measurements, enabling operators to quantify the economic benefits of low pressure drop separators. This data-driven approach is accelerating market acceptance and justifying premium pricing for advanced separation technologies that deliver demonstrable operational improvements.
Oil and gas processing facilities represent the largest market segment for these systems, as operators seek to optimize production while complying with stricter emission standards. The growing emphasis on carbon footprint reduction has intensified focus on equipment that can maintain separation efficiency while reducing auxiliary power requirements. Refineries and chemical plants are increasingly prioritizing separation systems that offer minimal resistance to fluid flow, directly impacting their bottom-line energy costs.
The renewable energy transition is creating new market opportunities, particularly in biogas processing and hydrogen production facilities where efficient separation is critical for product purity. These emerging applications demand separation systems capable of handling varying flow conditions while maintaining consistently low pressure drops. The market is also witnessing increased demand from offshore platforms where space constraints and energy limitations make pressure drop minimization essential for operational viability.
Regulatory frameworks worldwide are becoming increasingly stringent regarding energy efficiency standards for industrial equipment. The European Union's Energy Efficiency Directive and similar regulations in North America and Asia are compelling facility operators to invest in advanced separation technologies. These regulatory pressures are creating a sustained market pull for innovative separation solutions that can demonstrate measurable improvements in energy performance.
The market landscape is further influenced by the growing adoption of digital monitoring systems that provide real-time pressure drop measurements, enabling operators to quantify the economic benefits of low pressure drop separators. This data-driven approach is accelerating market acceptance and justifying premium pricing for advanced separation technologies that deliver demonstrable operational improvements.
Current Challenges in Minimizing Stack Pressure Drops
The engineering of shutdown separators for minimal stack pressure drops faces several interconnected challenges that significantly impact system performance and operational efficiency. These challenges stem from the complex fluid dynamics, material limitations, and operational constraints inherent in separator design and implementation.
Flow distribution uniformity represents one of the most critical challenges in separator engineering. Achieving consistent flow patterns across the entire separator cross-section remains difficult due to inlet momentum effects and geometric constraints. Non-uniform flow distribution creates preferential pathways that reduce separation efficiency while simultaneously increasing localized pressure drops. This phenomenon is particularly pronounced in large-diameter separators where maintaining uniform velocity profiles becomes increasingly complex.
Droplet coalescence optimization presents another significant technical hurdle. The challenge lies in designing separator internals that promote effective droplet collision and coalescence while minimizing flow resistance. Traditional mesh pads and vane separators often create substantial pressure drops due to their high surface area and tortuous flow paths. Balancing coalescence efficiency with pressure drop minimization requires sophisticated understanding of droplet dynamics and surface interactions.
Scale-up challenges compound these difficulties when transitioning from laboratory or pilot-scale designs to full industrial applications. Pressure drop characteristics often scale non-linearly, making it difficult to predict full-scale performance based on smaller-scale testing. The Reynolds number effects, wall effects, and entrance/exit losses become more pronounced at larger scales, creating unexpected pressure drop penalties.
Material fouling and degradation present ongoing operational challenges that directly impact pressure drop performance. Separator internals are susceptible to fouling from process fluids, leading to increased flow resistance over time. The challenge extends to selecting materials and coatings that maintain low pressure drop characteristics while resisting fouling and corrosion throughout the equipment lifecycle.
Transient operation conditions create additional complexity in separator design. Shutdown scenarios often involve varying flow rates, fluid properties, and operating pressures that differ significantly from steady-state design conditions. Designing separators that maintain minimal pressure drops across these varying conditions while ensuring adequate separation performance requires sophisticated modeling and validation approaches.
Integration challenges arise when incorporating low-pressure-drop separators into existing process systems. Retrofitting applications face particular constraints related to available space, piping configurations, and compatibility with downstream equipment. These limitations often force design compromises that can negatively impact pressure drop performance.
Flow distribution uniformity represents one of the most critical challenges in separator engineering. Achieving consistent flow patterns across the entire separator cross-section remains difficult due to inlet momentum effects and geometric constraints. Non-uniform flow distribution creates preferential pathways that reduce separation efficiency while simultaneously increasing localized pressure drops. This phenomenon is particularly pronounced in large-diameter separators where maintaining uniform velocity profiles becomes increasingly complex.
Droplet coalescence optimization presents another significant technical hurdle. The challenge lies in designing separator internals that promote effective droplet collision and coalescence while minimizing flow resistance. Traditional mesh pads and vane separators often create substantial pressure drops due to their high surface area and tortuous flow paths. Balancing coalescence efficiency with pressure drop minimization requires sophisticated understanding of droplet dynamics and surface interactions.
Scale-up challenges compound these difficulties when transitioning from laboratory or pilot-scale designs to full industrial applications. Pressure drop characteristics often scale non-linearly, making it difficult to predict full-scale performance based on smaller-scale testing. The Reynolds number effects, wall effects, and entrance/exit losses become more pronounced at larger scales, creating unexpected pressure drop penalties.
Material fouling and degradation present ongoing operational challenges that directly impact pressure drop performance. Separator internals are susceptible to fouling from process fluids, leading to increased flow resistance over time. The challenge extends to selecting materials and coatings that maintain low pressure drop characteristics while resisting fouling and corrosion throughout the equipment lifecycle.
Transient operation conditions create additional complexity in separator design. Shutdown scenarios often involve varying flow rates, fluid properties, and operating pressures that differ significantly from steady-state design conditions. Designing separators that maintain minimal pressure drops across these varying conditions while ensuring adequate separation performance requires sophisticated modeling and validation approaches.
Integration challenges arise when incorporating low-pressure-drop separators into existing process systems. Retrofitting applications face particular constraints related to available space, piping configurations, and compatibility with downstream equipment. These limitations often force design compromises that can negatively impact pressure drop performance.
Existing Low Pressure Drop Separator Solutions
01 Pressure monitoring and control systems for separator stacks
Advanced monitoring systems are employed to track pressure variations across separator stacks during shutdown operations. These systems utilize sensors and control mechanisms to detect pressure drops and implement corrective measures. The technology focuses on maintaining optimal pressure levels through automated feedback loops and real-time adjustments to prevent operational disruptions.- Pressure monitoring and control systems for separator stacks: Advanced monitoring systems are implemented to continuously track pressure variations across separator stacks during shutdown operations. These systems utilize sensors and control mechanisms to detect abnormal pressure drops and automatically adjust operational parameters to maintain optimal performance. The technology includes feedback loops and automated response systems that can prevent equipment damage during critical shutdown phases.
- Stack design optimization for pressure drop reduction: Innovative separator stack configurations are designed to minimize pressure drops during shutdown procedures. These designs incorporate optimized flow paths, enhanced internal geometries, and specialized channel arrangements that reduce resistance and maintain more stable pressure profiles. The structural modifications focus on improving fluid dynamics and reducing turbulence within the separator assembly.
- Emergency shutdown valve systems and pressure relief: Specialized valve systems are integrated into separator stacks to manage pressure drops during emergency shutdown scenarios. These systems include rapid-response valves, pressure relief mechanisms, and bypass configurations that can quickly redistribute pressure loads. The technology ensures safe and controlled shutdown while preventing excessive pressure variations that could damage equipment or compromise system integrity.
- Flow redistribution and bypass mechanisms: Advanced flow management systems incorporate bypass channels and redistribution mechanisms to handle pressure variations during separator stack shutdown. These systems can automatically redirect flow paths and balance pressure loads across multiple separator units. The technology includes smart routing systems that optimize flow patterns and prevent localized pressure drops that could affect overall system performance.
- Predictive maintenance and pressure drop analysis: Sophisticated analytical systems are employed to predict and analyze pressure drop patterns in separator stacks before and during shutdown operations. These systems use historical data, real-time monitoring, and predictive algorithms to forecast potential pressure issues and recommend preventive measures. The technology enables proactive maintenance scheduling and optimization of shutdown procedures to minimize pressure-related problems.
02 Stack design optimization for pressure drop mitigation
Specialized separator stack configurations are designed to minimize pressure drops during shutdown procedures. These designs incorporate optimized flow paths, enhanced internal geometries, and improved structural elements that reduce resistance and maintain pressure stability. The focus is on engineering solutions that inherently reduce pressure loss through better aerodynamic and fluid dynamic properties.Expand Specific Solutions03 Valve and flow control mechanisms for shutdown operations
Sophisticated valve systems and flow control devices are integrated into separator stacks to manage pressure drops during shutdown sequences. These mechanisms provide precise control over fluid flow rates and pressure distribution, ensuring smooth transitions during operational changes. The technology emphasizes automated valve positioning and flow regulation to maintain system stability.Expand Specific Solutions04 Emergency shutdown protocols and safety systems
Comprehensive safety protocols are implemented to handle pressure drop scenarios during emergency shutdown situations. These systems include rapid response mechanisms, backup pressure maintenance systems, and fail-safe procedures that protect equipment and personnel. The technology encompasses both hardware solutions and procedural frameworks for managing critical shutdown events.Expand Specific Solutions05 Predictive maintenance and diagnostic systems
Advanced diagnostic tools and predictive maintenance systems are employed to anticipate and prevent pressure drop issues in separator stacks. These systems utilize data analytics, machine learning algorithms, and condition monitoring techniques to identify potential problems before they affect shutdown operations. The approach focuses on proactive maintenance strategies and early warning systems.Expand Specific Solutions
Key Players in Industrial Separation Equipment Industry
The engineering of shutdown separators for minimal stack pressure drops represents a mature industrial technology operating within the established power generation and process industries market. The sector demonstrates steady growth driven by efficiency optimization demands and environmental regulations, with market size expanding particularly in Asia-Pacific regions. Technology maturity varies significantly across key players, with established industrial giants like Siemens AG and Robert Bosch GmbH leveraging decades of engineering expertise in separation technologies, while Chinese entities including State Grid Corp. of China and China Electric Power Research Institute focus on grid-specific applications. Academic institutions such as Shanghai Jiao Tong University and Harbin Institute of Technology contribute advanced research capabilities. The competitive landscape shows convergence between traditional equipment manufacturers like Applied Materials and specialized automation companies such as Jonas & Redmann Automationstechnik, indicating technology integration trends across industrial separation systems.
Siemens AG
Technical Solution: Siemens has developed advanced separator technologies for fuel cell applications focusing on optimized membrane structures and flow field designs. Their approach utilizes computational fluid dynamics modeling to minimize pressure drops across separator plates while maintaining efficient gas distribution. The company employs multi-layer separator designs with micro-channel architectures that reduce flow resistance by up to 25% compared to conventional designs. Their separator materials incorporate specialized coatings and surface treatments to enhance conductivity while reducing thickness, thereby minimizing overall stack pressure losses. Siemens integrates these separators with advanced sealing technologies to prevent gas crossover while maintaining low pressure drop characteristics.
Strengths: Extensive experience in fuel cell systems, strong R&D capabilities, proven track record in automotive applications. Weaknesses: Higher manufacturing costs, complex production processes requiring specialized equipment.
Nitto Denko Corp.
Technical Solution: Nitto Denko specializes in advanced membrane and separator materials with focus on ultra-thin polymer films and composite structures. Their shutdown separator technology employs thermally responsive polymer layers that provide controlled porosity changes under temperature variations while maintaining minimal baseline pressure drops. The company has developed proprietary coating technologies that create uniform pore structures with optimized pore size distribution, reducing flow resistance by approximately 30-40%. Their separators feature multi-functional designs incorporating both separation and thermal management capabilities. Nitto Denko's approach includes surface modification techniques and specialized polymer blends that enhance mechanical strength while reducing thickness to sub-micron levels.
Strengths: Leading expertise in polymer materials, advanced coating technologies, strong manufacturing capabilities. Weaknesses: Limited to specific material types, dependency on polymer chemistry expertise.
Core Innovations in Pressure Drop Minimization Design
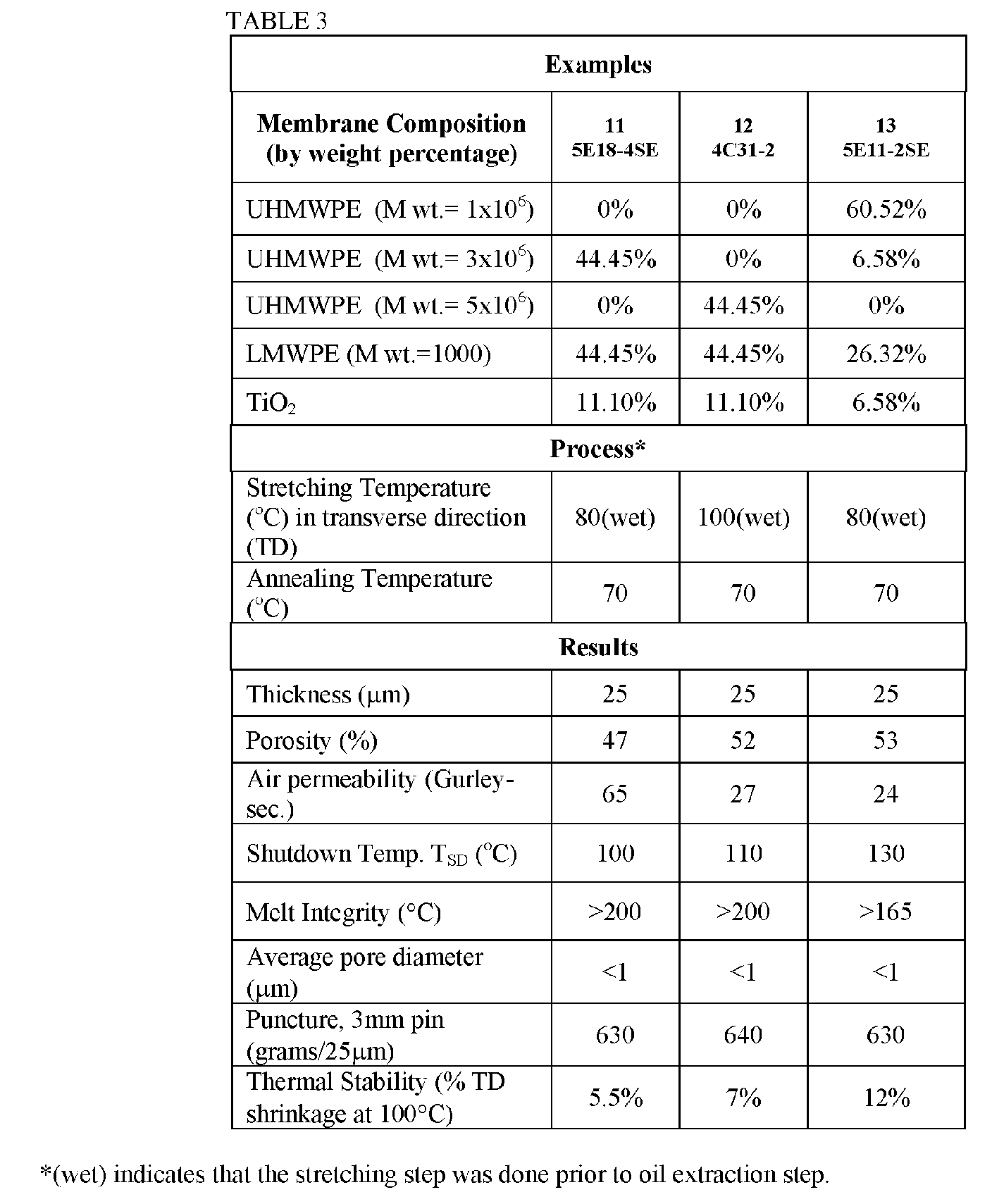
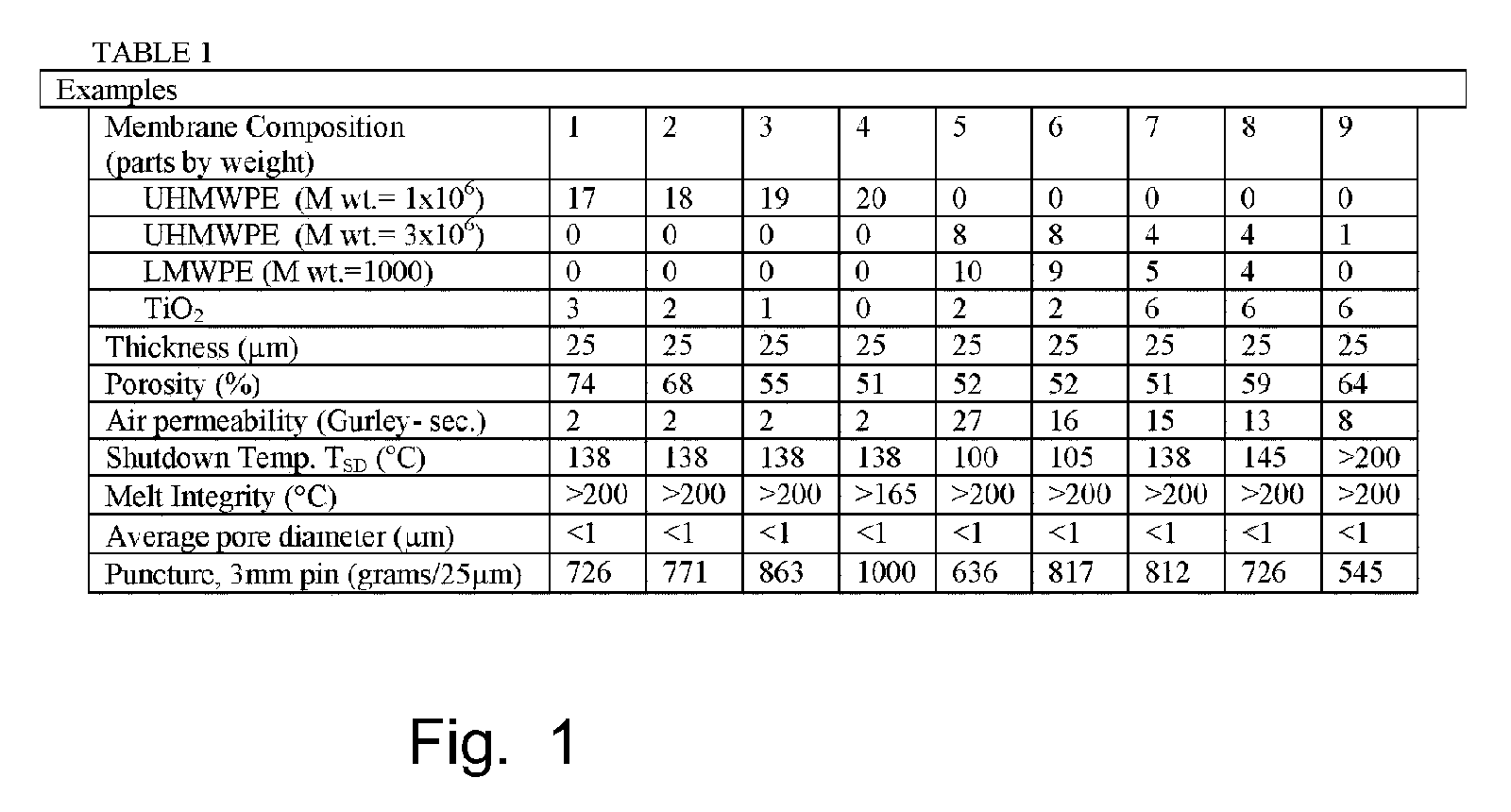
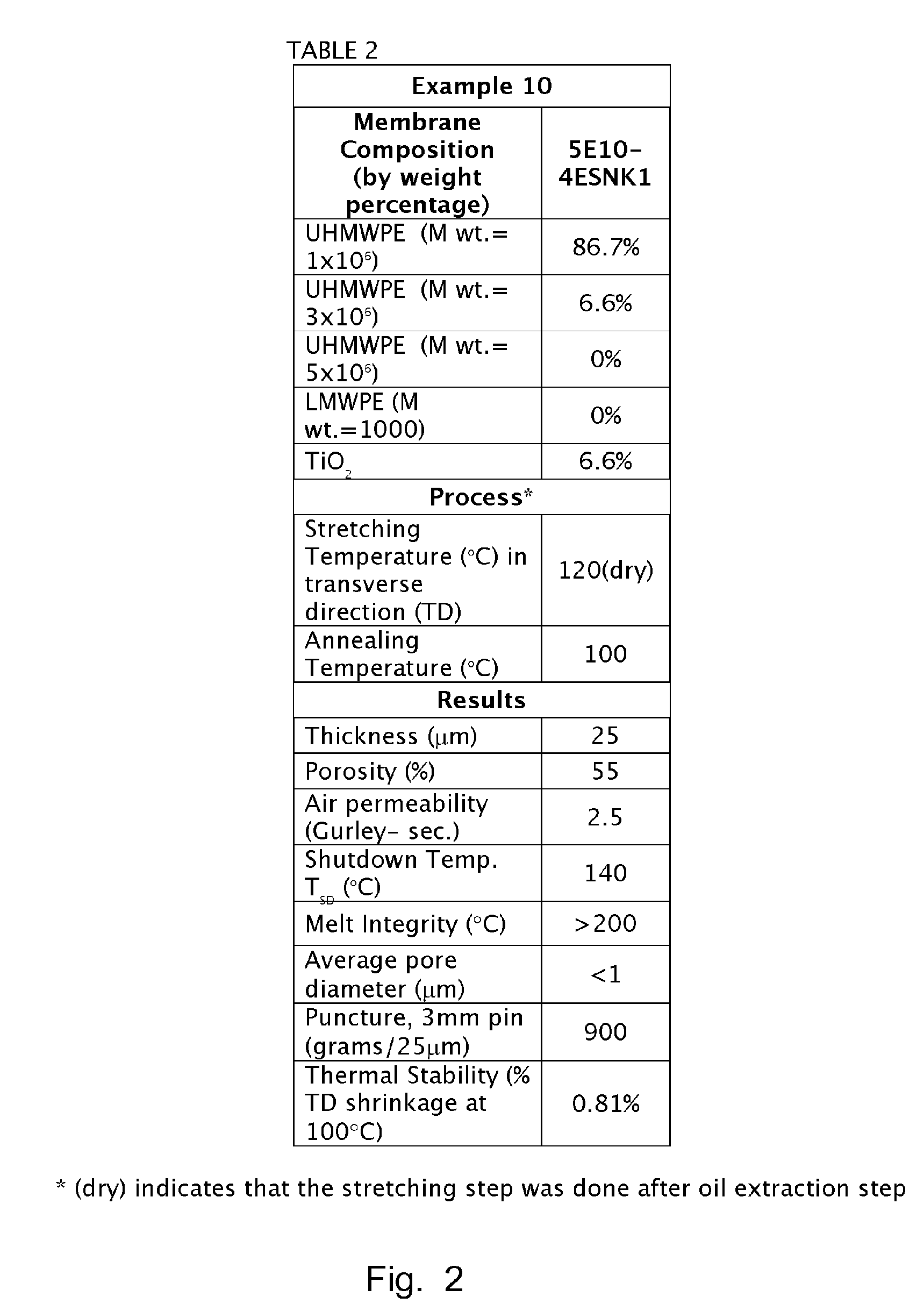
Shutdown separators with improved properties
PatentInactiveUS7323274B1
Innovation
- The development of microporous battery separators using ultra-high molecular weight polyethylene (UHMWPE) with inert fillers like TiO2, which are produced through a process involving extrusion, calendering, solvent extraction, and heat setting, with added stretching steps to achieve high air permeability, low shutdown temperature, and elevated melt integrity, thereby enhancing safety and reducing manufacturing costs.

Shutdown separators with improved properties
PatentInactiveUS7662518B1
Innovation
- Development of microporous battery separators using ultra high molecular weight polyethylene (UHMWPE) with inert fillers like TiO2, incorporating a stretching and heat setting process to achieve high air permeability, low shutdown temperature, and elevated melt integrity, reducing impedance and maintaining structural integrity at high temperatures.




Safety Standards for Shutdown Separator Systems
Safety standards for shutdown separator systems represent a critical framework governing the design, installation, and operation of these essential process safety devices. These standards have evolved significantly over the past decades, driven by lessons learned from industrial incidents and advances in process safety engineering. The primary regulatory bodies including API, ASME, and international organizations such as IEC have established comprehensive guidelines that address both mechanical integrity and operational safety requirements.
The fundamental safety standards focus on pressure vessel design codes, particularly ASME Section VIII for pressure vessels and API 510 for inspection requirements. These standards mandate specific design margins, material specifications, and fabrication procedures that directly impact separator performance. For shutdown separators engineered for minimal stack pressure drops, compliance with these standards becomes particularly challenging as designers must balance safety requirements with hydraulic efficiency objectives.
Instrumentation and control system standards play a pivotal role in shutdown separator safety. IEC 61511 and ISA-84 standards define the requirements for Safety Instrumented Systems (SIS) that monitor separator performance and initiate protective actions. These standards specify reliability targets, proof testing intervals, and diagnostic coverage requirements that ensure separator systems can respond appropriately to abnormal operating conditions while maintaining minimal pressure drop characteristics.
Emergency relief and venting standards, governed primarily by API 520 and API 521, establish critical design parameters for separator safety systems. These standards define sizing methodologies for relief devices, vent stack requirements, and dispersion considerations that must be integrated with low pressure drop design objectives. The challenge lies in achieving adequate relief capacity while minimizing the impact on normal operating pressure profiles.
Material selection and corrosion management standards, including NACE guidelines and API 571, provide essential frameworks for ensuring long-term separator integrity. These standards become particularly relevant for shutdown separators operating under varying process conditions, where material degradation could compromise both safety performance and pressure drop characteristics. Regular inspection protocols defined in API 570 and similar standards ensure continued compliance with safety requirements throughout the equipment lifecycle.
The fundamental safety standards focus on pressure vessel design codes, particularly ASME Section VIII for pressure vessels and API 510 for inspection requirements. These standards mandate specific design margins, material specifications, and fabrication procedures that directly impact separator performance. For shutdown separators engineered for minimal stack pressure drops, compliance with these standards becomes particularly challenging as designers must balance safety requirements with hydraulic efficiency objectives.
Instrumentation and control system standards play a pivotal role in shutdown separator safety. IEC 61511 and ISA-84 standards define the requirements for Safety Instrumented Systems (SIS) that monitor separator performance and initiate protective actions. These standards specify reliability targets, proof testing intervals, and diagnostic coverage requirements that ensure separator systems can respond appropriately to abnormal operating conditions while maintaining minimal pressure drop characteristics.
Emergency relief and venting standards, governed primarily by API 520 and API 521, establish critical design parameters for separator safety systems. These standards define sizing methodologies for relief devices, vent stack requirements, and dispersion considerations that must be integrated with low pressure drop design objectives. The challenge lies in achieving adequate relief capacity while minimizing the impact on normal operating pressure profiles.
Material selection and corrosion management standards, including NACE guidelines and API 571, provide essential frameworks for ensuring long-term separator integrity. These standards become particularly relevant for shutdown separators operating under varying process conditions, where material degradation could compromise both safety performance and pressure drop characteristics. Regular inspection protocols defined in API 570 and similar standards ensure continued compliance with safety requirements throughout the equipment lifecycle.
Environmental Impact of Industrial Separation Processes
Industrial separation processes, particularly those involving shutdown separators designed for minimal stack pressure drops, present significant environmental considerations that extend beyond operational efficiency. The environmental footprint of these systems encompasses multiple dimensions including energy consumption, emissions control, and resource utilization patterns that directly influence ecological sustainability.
Energy efficiency represents the primary environmental concern in separator design optimization. Minimizing pressure drops across shutdown separators directly correlates with reduced energy requirements for compression and pumping systems. Lower pressure differentials translate to decreased power consumption, subsequently reducing greenhouse gas emissions from electricity generation. Studies indicate that optimized separator configurations can achieve energy savings of 15-25% compared to conventional designs, representing substantial carbon footprint reductions across industrial facilities.
Atmospheric emissions constitute another critical environmental dimension. Shutdown separators with minimal pressure drops facilitate more effective vapor recovery and reduce fugitive emissions during operational transitions. Enhanced separation efficiency prevents hydrocarbon vapors and other volatile compounds from escaping to atmosphere, contributing to improved air quality and reduced ozone formation potential. The design optimization also enables better integration with vapor recovery units and thermal oxidizers.
Waste generation patterns are significantly influenced by separator performance characteristics. Efficient separation processes reduce the volume of contaminated waste streams requiring treatment or disposal. Improved liquid-vapor separation minimizes cross-contamination between phases, reducing the need for additional purification steps and associated chemical consumption. This optimization decreases both hazardous waste generation and treatment chemical requirements.
Water resource impacts emerge through reduced cooling and cleaning requirements in optimized systems. Lower pressure drop designs typically operate with improved thermal efficiency, reducing cooling water demands. Additionally, enhanced separation performance decreases fouling rates, extending operational cycles between cleaning events and reducing water consumption for maintenance activities.
The lifecycle environmental assessment reveals that optimized shutdown separators contribute to circular economy principles through improved resource recovery rates. Enhanced separation efficiency enables better recovery of valuable components that might otherwise be lost to waste streams, reducing raw material demands and associated extraction impacts. This optimization supports industrial ecology approaches where waste from one process becomes input for another.
Energy efficiency represents the primary environmental concern in separator design optimization. Minimizing pressure drops across shutdown separators directly correlates with reduced energy requirements for compression and pumping systems. Lower pressure differentials translate to decreased power consumption, subsequently reducing greenhouse gas emissions from electricity generation. Studies indicate that optimized separator configurations can achieve energy savings of 15-25% compared to conventional designs, representing substantial carbon footprint reductions across industrial facilities.
Atmospheric emissions constitute another critical environmental dimension. Shutdown separators with minimal pressure drops facilitate more effective vapor recovery and reduce fugitive emissions during operational transitions. Enhanced separation efficiency prevents hydrocarbon vapors and other volatile compounds from escaping to atmosphere, contributing to improved air quality and reduced ozone formation potential. The design optimization also enables better integration with vapor recovery units and thermal oxidizers.
Waste generation patterns are significantly influenced by separator performance characteristics. Efficient separation processes reduce the volume of contaminated waste streams requiring treatment or disposal. Improved liquid-vapor separation minimizes cross-contamination between phases, reducing the need for additional purification steps and associated chemical consumption. This optimization decreases both hazardous waste generation and treatment chemical requirements.
Water resource impacts emerge through reduced cooling and cleaning requirements in optimized systems. Lower pressure drop designs typically operate with improved thermal efficiency, reducing cooling water demands. Additionally, enhanced separation performance decreases fouling rates, extending operational cycles between cleaning events and reducing water consumption for maintenance activities.
The lifecycle environmental assessment reveals that optimized shutdown separators contribute to circular economy principles through improved resource recovery rates. Enhanced separation efficiency enables better recovery of valuable components that might otherwise be lost to waste streams, reducing raw material demands and associated extraction impacts. This optimization supports industrial ecology approaches where waste from one process becomes input for another.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!