

How to Ensure Safety in Float Valve Implementations
FEB 11, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Float Valve Safety Background and Objectives
Float valves represent a critical component in fluid control systems across industrial, commercial, and residential applications. These mechanical devices regulate liquid levels through buoyancy-actuated mechanisms, automatically opening or closing flow passages to maintain predetermined fluid heights. Their widespread deployment in water storage tanks, boilers, cooling systems, and chemical processing equipment underscores their fundamental role in modern infrastructure. However, the simplicity of their mechanical design belies the complexity of ensuring reliable and safe operation across diverse operating conditions.
The historical evolution of float valve technology traces back to the late 19th century, with early applications in steam engines and municipal water systems. Over subsequent decades, design refinements addressed issues of durability, precision, and material compatibility. The transition from brass and copper constructions to modern polymer composites and stainless steel alloys reflects ongoing efforts to enhance corrosion resistance and extend service life. Contemporary float valve designs incorporate advanced sealing technologies, anti-vibration features, and fail-safe mechanisms that represent significant departures from their mechanical predecessors.
Safety concerns in float valve implementations have intensified as application environments have become more demanding. Critical failure modes include valve sticking, seal degradation, float puncture, and mechanical jamming, each potentially leading to overflow conditions, system contamination, or equipment damage. In high-consequence applications such as pharmaceutical manufacturing, food processing, and potable water distribution, valve failures can trigger regulatory violations, product recalls, or public health incidents. The increasing integration of float valves in automated systems further amplifies the impact of individual component failures on overall system integrity.
The primary objective of contemporary float valve safety research centers on developing comprehensive risk mitigation strategies that address both inherent design vulnerabilities and operational failure mechanisms. This encompasses material selection optimization, redundant safety features, predictive maintenance protocols, and integration with monitoring systems. Achieving robust safety performance requires balancing mechanical simplicity with functional reliability, while accommodating diverse fluid properties, pressure ranges, and environmental conditions. The ultimate goal is establishing industry-wide safety standards that ensure consistent performance across all application domains while minimizing lifecycle costs and environmental impact.
The historical evolution of float valve technology traces back to the late 19th century, with early applications in steam engines and municipal water systems. Over subsequent decades, design refinements addressed issues of durability, precision, and material compatibility. The transition from brass and copper constructions to modern polymer composites and stainless steel alloys reflects ongoing efforts to enhance corrosion resistance and extend service life. Contemporary float valve designs incorporate advanced sealing technologies, anti-vibration features, and fail-safe mechanisms that represent significant departures from their mechanical predecessors.
Safety concerns in float valve implementations have intensified as application environments have become more demanding. Critical failure modes include valve sticking, seal degradation, float puncture, and mechanical jamming, each potentially leading to overflow conditions, system contamination, or equipment damage. In high-consequence applications such as pharmaceutical manufacturing, food processing, and potable water distribution, valve failures can trigger regulatory violations, product recalls, or public health incidents. The increasing integration of float valves in automated systems further amplifies the impact of individual component failures on overall system integrity.
The primary objective of contemporary float valve safety research centers on developing comprehensive risk mitigation strategies that address both inherent design vulnerabilities and operational failure mechanisms. This encompasses material selection optimization, redundant safety features, predictive maintenance protocols, and integration with monitoring systems. Achieving robust safety performance requires balancing mechanical simplicity with functional reliability, while accommodating diverse fluid properties, pressure ranges, and environmental conditions. The ultimate goal is establishing industry-wide safety standards that ensure consistent performance across all application domains while minimizing lifecycle costs and environmental impact.
Market Demand for Reliable Float Valve Systems
The global demand for reliable float valve systems has experienced sustained growth across multiple industrial sectors, driven by increasing emphasis on operational safety, regulatory compliance, and process automation. Float valves serve as critical components in liquid level control applications spanning water treatment facilities, chemical processing plants, oil and gas operations, marine systems, and building infrastructure. The fundamental requirement for these systems is not merely functional performance but guaranteed safety under diverse operating conditions.
Industrial end-users increasingly prioritize float valve solutions that demonstrate fail-safe characteristics, particularly in applications where valve malfunction could result in environmental contamination, equipment damage, or personnel hazards. Water and wastewater treatment facilities represent a substantial market segment, where reliable float valve operation is essential for preventing overflow incidents and maintaining regulatory compliance with environmental standards. Similarly, chemical processing industries demand float valves capable of handling corrosive media while maintaining leak-proof integrity throughout extended service cycles.
The marine and offshore sectors present particularly stringent requirements for float valve reliability due to harsh operating environments characterized by corrosive saltwater exposure, extreme temperature variations, and continuous motion. Ballast systems, bilge pumps, and fuel tank management applications in this sector cannot tolerate valve failures that might compromise vessel stability or safety. This has created sustained demand for advanced float valve designs incorporating redundant safety features and corrosion-resistant materials.
Building automation and HVAC systems constitute another significant market driver, where float valves control water levels in cooling towers, boiler systems, and condensate management applications. The trend toward smart building technologies has amplified demand for float valves that integrate with monitoring systems to provide early warning of potential failures. Energy efficiency regulations further drive adoption of precision-engineered float valves that minimize water waste and optimize system performance.
Emerging markets in developing regions show accelerating demand as infrastructure modernization projects prioritize safety-critical components. Simultaneously, replacement cycles in mature markets sustain steady demand, particularly as aging infrastructure requires upgrades to meet contemporary safety standards. The convergence of safety regulations, environmental concerns, and operational efficiency requirements continues to expand the addressable market for technologically advanced float valve systems that deliver verifiable reliability throughout their operational lifespan.
Industrial end-users increasingly prioritize float valve solutions that demonstrate fail-safe characteristics, particularly in applications where valve malfunction could result in environmental contamination, equipment damage, or personnel hazards. Water and wastewater treatment facilities represent a substantial market segment, where reliable float valve operation is essential for preventing overflow incidents and maintaining regulatory compliance with environmental standards. Similarly, chemical processing industries demand float valves capable of handling corrosive media while maintaining leak-proof integrity throughout extended service cycles.
The marine and offshore sectors present particularly stringent requirements for float valve reliability due to harsh operating environments characterized by corrosive saltwater exposure, extreme temperature variations, and continuous motion. Ballast systems, bilge pumps, and fuel tank management applications in this sector cannot tolerate valve failures that might compromise vessel stability or safety. This has created sustained demand for advanced float valve designs incorporating redundant safety features and corrosion-resistant materials.
Building automation and HVAC systems constitute another significant market driver, where float valves control water levels in cooling towers, boiler systems, and condensate management applications. The trend toward smart building technologies has amplified demand for float valves that integrate with monitoring systems to provide early warning of potential failures. Energy efficiency regulations further drive adoption of precision-engineered float valves that minimize water waste and optimize system performance.
Emerging markets in developing regions show accelerating demand as infrastructure modernization projects prioritize safety-critical components. Simultaneously, replacement cycles in mature markets sustain steady demand, particularly as aging infrastructure requires upgrades to meet contemporary safety standards. The convergence of safety regulations, environmental concerns, and operational efficiency requirements continues to expand the addressable market for technologically advanced float valve systems that deliver verifiable reliability throughout their operational lifespan.
Current Safety Challenges in Float Valve Applications
Float valve implementations face multiple critical safety challenges that stem from both mechanical limitations and operational complexities. Material degradation represents a primary concern, as float mechanisms are continuously exposed to fluid media that may be corrosive, abrasive, or contain particulates. Over time, this exposure can compromise seal integrity, cause float punctures, or induce mechanical wear in pivot points and linkage components, leading to valve malfunction or complete failure.
Pressure fluctuations within systems create significant operational risks. Sudden pressure surges can cause float valves to respond erratically, potentially leading to overflow conditions or inadequate flow control. In high-pressure applications, the structural integrity of float components becomes critical, as failure under pressure can result in catastrophic system breaches. Conversely, vacuum conditions may cause float collapse or improper valve positioning.
Temperature extremes pose substantial challenges to float valve reliability. High temperatures can degrade elastomeric seals, alter material properties, and cause thermal expansion that affects calibration accuracy. Low temperatures may induce brittleness in plastic components or cause fluid viscosity changes that impair float responsiveness. These thermal effects are particularly problematic in applications with wide temperature variations.
Contamination and fouling represent persistent operational challenges. Sediment accumulation, biological growth, or chemical deposits can restrict float movement, obstruct valve seats, or alter buoyancy characteristics. This contamination often develops gradually, making early detection difficult and potentially causing progressive performance degradation before complete failure occurs.
Installation errors and inadequate maintenance protocols contribute significantly to safety incidents. Improper orientation, incorrect sizing, or failure to account for system-specific conditions during installation can compromise valve effectiveness. Insufficient inspection intervals or lack of preventive maintenance allow minor issues to escalate into serious safety hazards.
Fail-safe mechanism inadequacies present another critical challenge. Many float valve designs lack redundant safety features or backup systems to prevent overflow or dry-run conditions when primary mechanisms fail. This absence of secondary protection layers increases vulnerability to single-point failures with potentially severe consequences for personnel safety and environmental protection.
Pressure fluctuations within systems create significant operational risks. Sudden pressure surges can cause float valves to respond erratically, potentially leading to overflow conditions or inadequate flow control. In high-pressure applications, the structural integrity of float components becomes critical, as failure under pressure can result in catastrophic system breaches. Conversely, vacuum conditions may cause float collapse or improper valve positioning.
Temperature extremes pose substantial challenges to float valve reliability. High temperatures can degrade elastomeric seals, alter material properties, and cause thermal expansion that affects calibration accuracy. Low temperatures may induce brittleness in plastic components or cause fluid viscosity changes that impair float responsiveness. These thermal effects are particularly problematic in applications with wide temperature variations.
Contamination and fouling represent persistent operational challenges. Sediment accumulation, biological growth, or chemical deposits can restrict float movement, obstruct valve seats, or alter buoyancy characteristics. This contamination often develops gradually, making early detection difficult and potentially causing progressive performance degradation before complete failure occurs.
Installation errors and inadequate maintenance protocols contribute significantly to safety incidents. Improper orientation, incorrect sizing, or failure to account for system-specific conditions during installation can compromise valve effectiveness. Insufficient inspection intervals or lack of preventive maintenance allow minor issues to escalate into serious safety hazards.
Fail-safe mechanism inadequacies present another critical challenge. Many float valve designs lack redundant safety features or backup systems to prevent overflow or dry-run conditions when primary mechanisms fail. This absence of secondary protection layers increases vulnerability to single-point failures with potentially severe consequences for personnel safety and environmental protection.
Existing Safety Solutions for Float Valve Implementations
01 Float valve with fail-safe mechanisms
Float valves can be designed with fail-safe mechanisms to prevent overflow or system failure in case of malfunction. These mechanisms include backup shut-off systems, redundant float components, and emergency closure devices that activate when the primary float mechanism fails. Such safety features ensure continuous operation and prevent water damage or flooding in critical applications.- Float valve with fail-safe mechanisms: Float valves can be designed with fail-safe mechanisms to prevent overflow or system failure in case of malfunction. These mechanisms include backup shut-off systems, redundant float components, and emergency closure devices that activate when the primary float mechanism fails. Such safety features ensure continuous operation and prevent water damage or flooding in critical applications.
- Pressure relief and overflow prevention systems: Safety features in float valves include pressure relief mechanisms and overflow prevention systems that protect against excessive pressure buildup or liquid overflow. These systems incorporate pressure-sensitive components, overflow channels, and automatic venting mechanisms that activate when predetermined pressure or liquid levels are exceeded, ensuring safe operation under various conditions.
- Anti-siphon and backflow prevention devices: Float valves can incorporate anti-siphon and backflow prevention devices to maintain water quality and prevent contamination. These safety features include check valves, air gaps, and vacuum breakers that prevent reverse flow of liquids and protect potable water supplies from contamination. Such devices are essential in applications where water safety and hygiene are critical.
- Structural reinforcement and durability enhancements: Safety improvements in float valves include structural reinforcements and material enhancements that increase durability and resistance to wear, corrosion, and mechanical stress. These features involve the use of high-strength materials, protective coatings, and reinforced mounting systems that ensure long-term reliability and prevent catastrophic failure in demanding environments.
- Monitoring and alarm systems integration: Modern float valve safety systems incorporate monitoring capabilities and alarm integration that provide real-time status information and alert operators to potential problems. These systems include sensors, electronic monitoring circuits, and communication interfaces that detect abnormal conditions such as valve malfunction, excessive flow rates, or improper float positioning, enabling prompt corrective action.
02 Pressure relief and overpressure protection
Safety features in float valves include pressure relief mechanisms that prevent excessive pressure buildup in the system. These designs incorporate pressure-sensitive components that automatically release excess pressure or shut down the valve when pressure exceeds safe operating limits. This protection is essential in preventing ruptures, leaks, and potential hazards in pressurized systems.Expand Specific Solutions03 Anti-siphon and backflow prevention
Float valve safety designs incorporate anti-siphon devices and backflow prevention mechanisms to protect water supply systems from contamination. These features prevent reverse flow of potentially contaminated water back into the clean water supply. The designs include air gaps, check valves, and vacuum breakers that maintain system integrity and comply with health and safety regulations.Expand Specific Solutions04 Tamper-proof and secure locking mechanisms
Safety enhancements include tamper-proof designs and secure locking mechanisms that prevent unauthorized adjustment or removal of float valves. These features incorporate sealed housings, locking covers, and security fasteners that maintain proper valve settings and prevent interference. Such designs are particularly important in public facilities and critical infrastructure applications.Expand Specific Solutions05 Material durability and corrosion resistance
Float valve safety is enhanced through the use of durable, corrosion-resistant materials that maintain structural integrity over extended periods. These designs utilize materials that resist chemical degradation, temperature extremes, and mechanical wear. The selection of appropriate materials ensures long-term reliability, reduces maintenance requirements, and prevents sudden failures that could compromise system safety.Expand Specific Solutions
Key Players in Float Valve Manufacturing Industry
The float valve safety implementation landscape represents a mature yet evolving market spanning multiple industrial sectors including oil and gas, manufacturing, and process control industries. The market demonstrates significant scale with established players like Baker Hughes, Halliburton, and Schlumberger dominating oilfield applications, while Siemens AG, Eaton, and ABB lead in industrial automation. Technology maturity varies across segments, with companies like SAMSON AG, Fujikin, and ARCA REGLER demonstrating advanced capabilities in precision control and safety-critical applications through decades of specialized expertise. Emerging innovations focus on digital integration and predictive safety systems, particularly evident in OneSubsea's subsea control solutions and Topsoe's process optimization technologies. The competitive landscape shows consolidation among major players while specialized manufacturers like Ross Operating Valve and TLV maintain niche positions through safety-focused product differentiation and compliance with stringent industry standards.
Baker Hughes Co.
Technical Solution: Baker Hughes implements comprehensive safety mechanisms in float valve systems through multi-layered protection strategies. Their approach includes pressure-balanced float valve designs that prevent sudden pressure differentials during wellbore operations, incorporating fail-safe mechanisms that automatically close valves under abnormal conditions. The company utilizes advanced materials such as corrosion-resistant alloys and elastomers to ensure long-term reliability in harsh downhole environments. Their float valve systems feature redundant sealing mechanisms with primary and secondary seal barriers, preventing fluid migration and ensuring well integrity. Baker Hughes integrates real-time monitoring sensors that detect anomalies in valve operation, including float position verification and pressure differential monitoring. The design incorporates debris tolerance features with enlarged flow paths and self-cleaning capabilities to prevent valve jamming. Their safety protocols include rigorous testing procedures simulating extreme downhole conditions, including high-pressure, high-temperature environments and corrosive fluid exposure, ensuring operational reliability across diverse well completion scenarios.
Strengths: Comprehensive multi-barrier safety design with redundant sealing systems; extensive field-proven reliability in harsh downhole environments; advanced material selection for corrosion resistance. Weaknesses: Higher initial cost compared to standard float valve solutions; complex design may require specialized maintenance expertise; potential for increased system complexity.
Halliburton Energy Services, Inc.
Technical Solution: Halliburton's float valve safety implementation focuses on intelligent valve design with integrated safety features for cementing and well completion operations. Their technology employs auto-fill float valves with controlled opening mechanisms that prevent pressure surges during pipe running operations, reducing risks of formation damage and equipment failure. The system incorporates convertible float valves that transition from open to closed positions through mechanical activation, ensuring precise control during critical cementing phases. Halliburton utilizes computational fluid dynamics modeling to optimize valve geometry, minimizing turbulence and erosion while maximizing flow efficiency. Their safety approach includes pressure-rated components designed to withstand extreme differential pressures exceeding 10,000 psi, with burst disc backup systems providing overpressure protection. The company implements quality assurance protocols including 100% pressure testing of valve assemblies before deployment. Their float valve designs feature anti-rotation mechanisms and positive locking systems that prevent unintended valve operation during installation. Halliburton's safety framework extends to operational procedures with detailed risk assessments and contingency planning for various failure scenarios.
Strengths: Proven track record in high-pressure well environments; sophisticated pressure management capabilities; comprehensive testing and quality assurance protocols. Weaknesses: Primarily focused on oil and gas applications with limited cross-industry adaptability; requires specialized training for proper installation and operation.
Core Safety Innovations in Float Valve Design
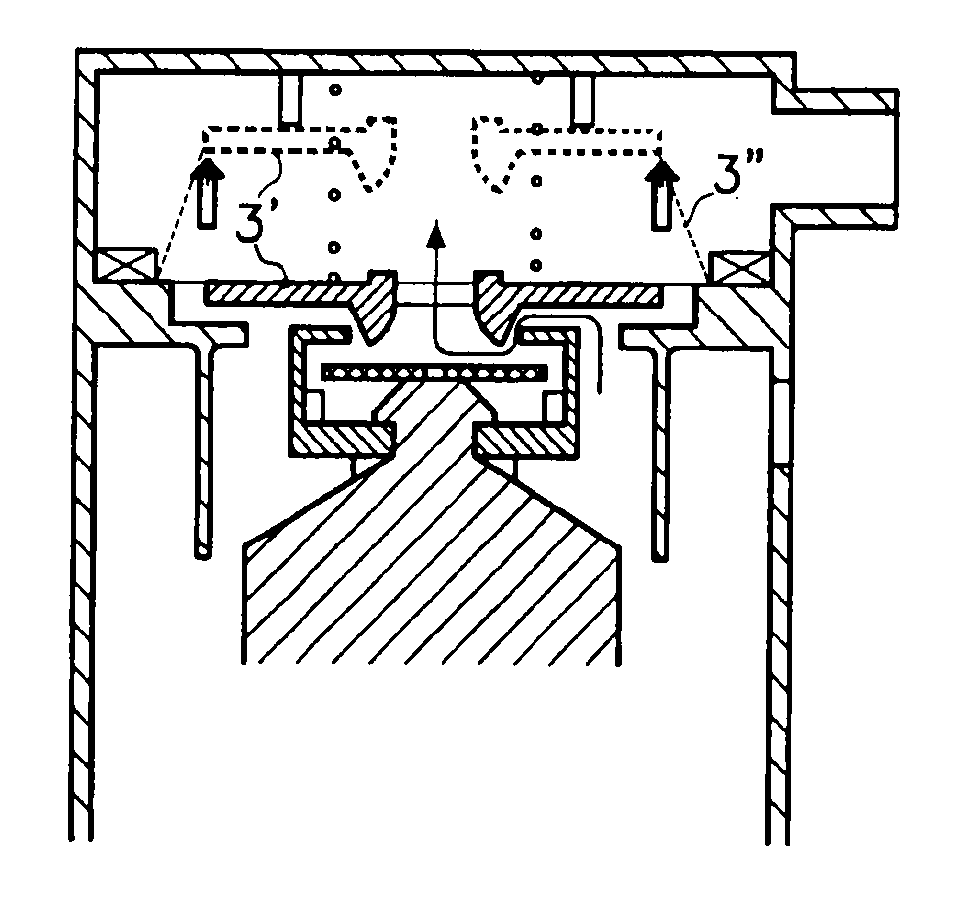
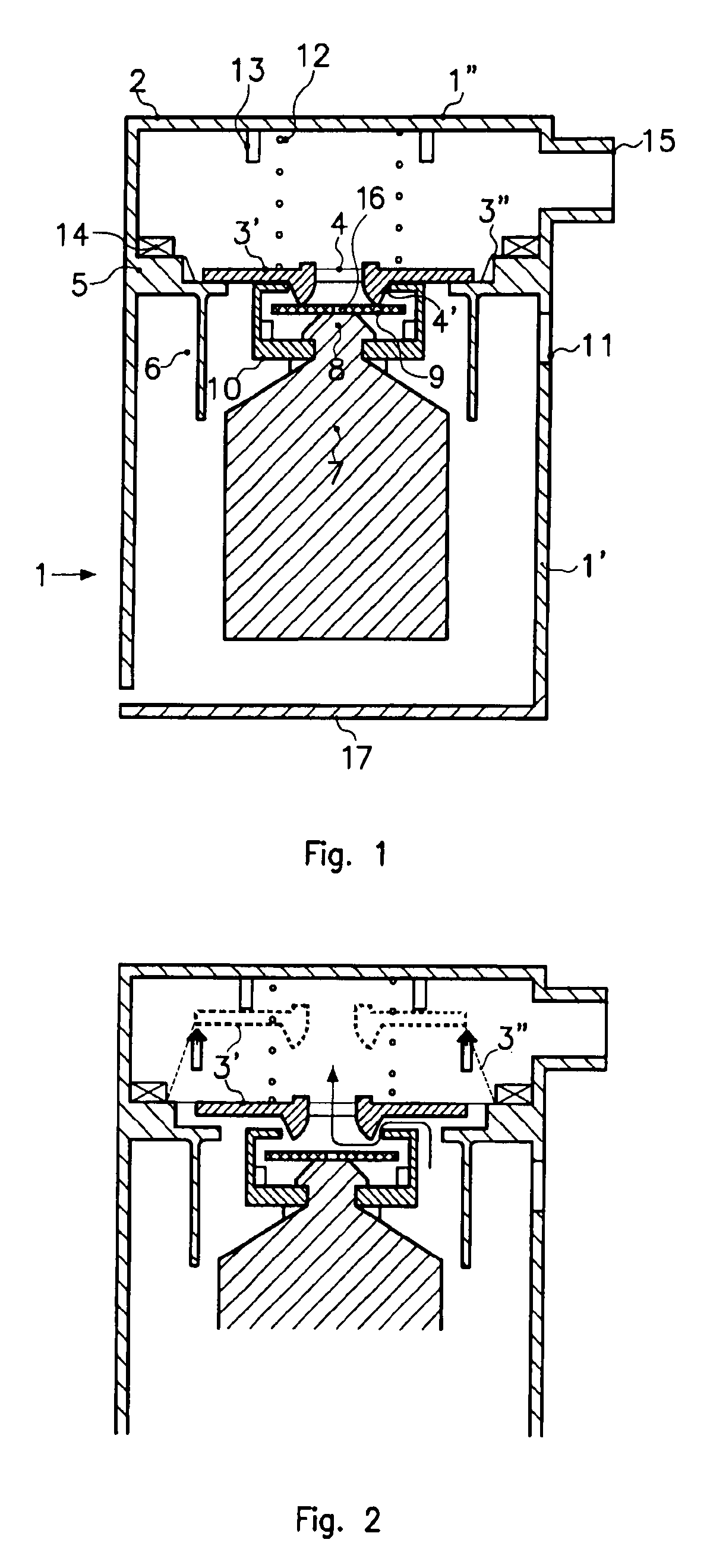
Safety valve for the venting circuit of a liquid tank
PatentInactiveUS8267113B2
Innovation
- A safety valve design featuring a chamber with a moveable wall and float that divides into a lower and upper portion, where the float can slide to close the venting aperture, and a preloading spring to define pressure levels, along with a stop to prevent the moveable wall from sticking, ensuring continued venting during high overpressure and preventing liquid entrainment.
Safety valve for a venting line in a liquid container
PatentInactiveEP0803671A1
Innovation
- A safety valve design featuring a vertically sliding float with a needle valve, a supporting mechanism using a ball in a perforated frustoconical cup to drive the float upwards and close the valve, and a barrel extending into the tank to channel flow and protect against lateral waves, with adjustable dimensions to minimize sensitivity to abnormal phenomena.



Safety Standards and Regulations for Float Valves
Float valve safety is governed by a comprehensive framework of international, regional, and industry-specific standards that establish minimum performance requirements and testing protocols. The International Organization for Standardization (ISO) provides foundational guidelines through ISO 4126 series for pressure relief devices and ISO 6718 for general valve requirements, which include provisions applicable to float-operated mechanisms. In North America, the American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code Section VIII addresses safety requirements for pressure vessels incorporating float valves, while the American Water Works Association (AWWA) standards specifically cover float valves used in water distribution systems. European markets adhere to the Pressure Equipment Directive (PED) 2014/68/EU, which mandates conformity assessment procedures for float valves operating above specified pressure thresholds.
Material selection and construction standards play a critical role in ensuring float valve safety. ASTM International specifications define acceptable materials for valve bodies, floats, and sealing components based on operating conditions, including temperature ranges, pressure ratings, and fluid compatibility. For potable water applications, NSF/ANSI Standard 61 certification is mandatory to ensure materials do not leach harmful substances. Similarly, valves used in food processing must comply with FDA regulations and 3-A Sanitary Standards, which dictate hygienic design principles and material specifications.
Functional safety requirements are addressed through standards such as IEC 61508 for electrical/electronic/programmable electronic safety-related systems, particularly relevant for float valves with electronic level sensing or control components. The standard establishes Safety Integrity Levels (SIL) that quantify reliability requirements based on risk assessment. For hazardous environments, ATEX Directive 2014/34/EU in Europe and NEC 500/505 classifications in North America specify explosion-proof design requirements for float valves operating in potentially explosive atmospheres.
Testing and certification protocols ensure compliance verification through third-party assessment. Underwriters Laboratories (UL) and TÜV certification programs validate that float valve designs meet applicable safety standards through rigorous testing including pressure cycling, temperature extremes, endurance testing, and failure mode analysis. Regular inspection and maintenance requirements are specified in standards such as API 576 for pressure-relieving devices, establishing intervals and procedures to maintain safety performance throughout the valve's operational life.
Material selection and construction standards play a critical role in ensuring float valve safety. ASTM International specifications define acceptable materials for valve bodies, floats, and sealing components based on operating conditions, including temperature ranges, pressure ratings, and fluid compatibility. For potable water applications, NSF/ANSI Standard 61 certification is mandatory to ensure materials do not leach harmful substances. Similarly, valves used in food processing must comply with FDA regulations and 3-A Sanitary Standards, which dictate hygienic design principles and material specifications.
Functional safety requirements are addressed through standards such as IEC 61508 for electrical/electronic/programmable electronic safety-related systems, particularly relevant for float valves with electronic level sensing or control components. The standard establishes Safety Integrity Levels (SIL) that quantify reliability requirements based on risk assessment. For hazardous environments, ATEX Directive 2014/34/EU in Europe and NEC 500/505 classifications in North America specify explosion-proof design requirements for float valves operating in potentially explosive atmospheres.
Testing and certification protocols ensure compliance verification through third-party assessment. Underwriters Laboratories (UL) and TÜV certification programs validate that float valve designs meet applicable safety standards through rigorous testing including pressure cycling, temperature extremes, endurance testing, and failure mode analysis. Regular inspection and maintenance requirements are specified in standards such as API 576 for pressure-relieving devices, establishing intervals and procedures to maintain safety performance throughout the valve's operational life.
Failure Mode Analysis and Risk Mitigation Strategies
Float valve safety requires systematic identification of potential failure modes and corresponding mitigation strategies to prevent catastrophic incidents. The most critical failure mode involves mechanical jamming of the float mechanism, which can result from sediment accumulation, corrosion, or foreign object interference. This condition may cause continuous fluid flow or complete blockage, leading to overflow situations or system pressure anomalies. Regular inspection protocols and installation of redundant sensing mechanisms serve as primary countermeasures against such failures.
Material degradation represents another significant failure pathway, particularly in chemically aggressive environments or extreme temperature conditions. Float materials may experience embrittlement, swelling, or loss of buoyancy over time, compromising their functional integrity. Implementing material compatibility assessments during design phase and establishing scheduled replacement intervals based on operational environment characteristics effectively mitigate this risk category.
Seal failure constitutes a frequently observed failure mode that permits uncontrolled leakage around valve seats or shaft penetrations. This degradation typically results from wear, thermal cycling, or chemical attack on elastomeric components. Dual-seal configurations with leak detection capabilities and selection of advanced sealing materials resistant to specific operating conditions provide robust protection against seal-related failures.
Electrical and control system malfunctions in automated float valve assemblies present additional safety concerns, including sensor drift, actuator failure, or communication loss with supervisory systems. Implementing fail-safe design principles ensures valves default to predetermined safe positions during power loss or control signal interruption. Integration of continuous diagnostic monitoring with predictive maintenance algorithms enables early detection of degradation trends before functional failure occurs.
Hydraulic shock and pressure surge events pose external threats to float valve integrity, potentially causing structural damage or displacement of internal components. Installation of pressure relief devices, surge suppressors, and proper system design with adequate flow velocity control effectively minimize these dynamic loading risks and extend operational lifespan while maintaining safety margins.
Material degradation represents another significant failure pathway, particularly in chemically aggressive environments or extreme temperature conditions. Float materials may experience embrittlement, swelling, or loss of buoyancy over time, compromising their functional integrity. Implementing material compatibility assessments during design phase and establishing scheduled replacement intervals based on operational environment characteristics effectively mitigate this risk category.
Seal failure constitutes a frequently observed failure mode that permits uncontrolled leakage around valve seats or shaft penetrations. This degradation typically results from wear, thermal cycling, or chemical attack on elastomeric components. Dual-seal configurations with leak detection capabilities and selection of advanced sealing materials resistant to specific operating conditions provide robust protection against seal-related failures.
Electrical and control system malfunctions in automated float valve assemblies present additional safety concerns, including sensor drift, actuator failure, or communication loss with supervisory systems. Implementing fail-safe design principles ensures valves default to predetermined safe positions during power loss or control signal interruption. Integration of continuous diagnostic monitoring with predictive maintenance algorithms enables early detection of degradation trends before functional failure occurs.
Hydraulic shock and pressure surge events pose external threats to float valve integrity, potentially causing structural damage or displacement of internal components. Installation of pressure relief devices, surge suppressors, and proper system design with adequate flow velocity control effectively minimize these dynamic loading risks and extend operational lifespan while maintaining safety margins.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!