

How to Increase Smart Factory Operational Efficiency
MAR 19, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Smart Factory Efficiency Background and Objectives
Smart factories represent the next evolutionary step in manufacturing, emerging from the convergence of Industry 4.0 technologies including Internet of Things (IoT), artificial intelligence, machine learning, and advanced automation systems. This paradigm shift from traditional manufacturing environments to intelligent, interconnected production facilities has fundamentally transformed how manufacturers approach operational efficiency and productivity optimization.
The historical development of smart manufacturing can be traced through several distinct phases, beginning with mechanization in the late 18th century, progressing through electrification and automation in the 20th century, and culminating in today's digitally-enabled smart factories. The integration of cyber-physical systems, real-time data analytics, and autonomous decision-making capabilities has created unprecedented opportunities for operational enhancement while simultaneously introducing complex challenges in system integration and management.
Current market dynamics reveal an accelerating adoption of smart factory technologies across diverse manufacturing sectors, driven by increasing competitive pressures, rising labor costs, and growing demands for customization and quality. Global supply chain disruptions have further emphasized the critical importance of operational resilience and adaptability, positioning smart factory efficiency as a strategic imperative rather than merely a technological upgrade.
The primary objective of enhancing smart factory operational efficiency centers on achieving optimal resource utilization while maintaining product quality, reducing waste, and minimizing downtime. This encompasses the seamless integration of production planning, real-time monitoring, predictive maintenance, and adaptive control systems to create a self-optimizing manufacturing environment that can respond dynamically to changing conditions and requirements.
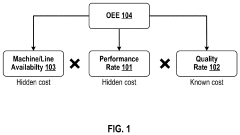
Key performance indicators for smart factory efficiency include Overall Equipment Effectiveness (OEE), throughput optimization, energy consumption reduction, defect rate minimization, and supply chain responsiveness. These metrics collectively define the success criteria for operational efficiency initiatives and provide measurable benchmarks for continuous improvement efforts.
The technological foundation supporting these objectives relies heavily on advanced data analytics, machine learning algorithms, and intelligent automation systems that can process vast amounts of operational data in real-time, identify patterns and anomalies, and implement corrective actions autonomously or through human-machine collaboration interfaces.
The historical development of smart manufacturing can be traced through several distinct phases, beginning with mechanization in the late 18th century, progressing through electrification and automation in the 20th century, and culminating in today's digitally-enabled smart factories. The integration of cyber-physical systems, real-time data analytics, and autonomous decision-making capabilities has created unprecedented opportunities for operational enhancement while simultaneously introducing complex challenges in system integration and management.
Current market dynamics reveal an accelerating adoption of smart factory technologies across diverse manufacturing sectors, driven by increasing competitive pressures, rising labor costs, and growing demands for customization and quality. Global supply chain disruptions have further emphasized the critical importance of operational resilience and adaptability, positioning smart factory efficiency as a strategic imperative rather than merely a technological upgrade.
The primary objective of enhancing smart factory operational efficiency centers on achieving optimal resource utilization while maintaining product quality, reducing waste, and minimizing downtime. This encompasses the seamless integration of production planning, real-time monitoring, predictive maintenance, and adaptive control systems to create a self-optimizing manufacturing environment that can respond dynamically to changing conditions and requirements.
Key performance indicators for smart factory efficiency include Overall Equipment Effectiveness (OEE), throughput optimization, energy consumption reduction, defect rate minimization, and supply chain responsiveness. These metrics collectively define the success criteria for operational efficiency initiatives and provide measurable benchmarks for continuous improvement efforts.
The technological foundation supporting these objectives relies heavily on advanced data analytics, machine learning algorithms, and intelligent automation systems that can process vast amounts of operational data in real-time, identify patterns and anomalies, and implement corrective actions autonomously or through human-machine collaboration interfaces.
Market Demand for Smart Manufacturing Solutions
The global manufacturing landscape is experiencing unprecedented transformation driven by the urgent need for operational efficiency, cost reduction, and competitive advantage. Traditional manufacturing processes face mounting pressure from rising labor costs, supply chain disruptions, and increasing customer demands for customization and faster delivery times. These challenges have created substantial market demand for smart manufacturing solutions that can address operational inefficiencies through automation, data analytics, and intelligent process optimization.
Manufacturing enterprises across various sectors are actively seeking technologies that can enhance production visibility, reduce downtime, and optimize resource utilization. The automotive industry leads this demand, requiring sophisticated solutions to manage complex assembly lines and ensure quality control. Electronics manufacturers follow closely, driven by the need for precision manufacturing and rapid product lifecycle management. Food and beverage, pharmaceutical, and aerospace industries also represent significant market segments demanding smart factory solutions to meet stringent regulatory requirements and quality standards.
The market demand is particularly strong for solutions addressing predictive maintenance, real-time production monitoring, and supply chain optimization. Manufacturers recognize that unplanned equipment downtime can cost thousands of dollars per hour, creating substantial appetite for predictive analytics platforms that can forecast equipment failures before they occur. Similarly, demand for real-time production monitoring systems has surged as manufacturers seek to identify bottlenecks, optimize throughput, and maintain consistent quality standards.
Small and medium-sized enterprises represent an emerging and rapidly growing market segment for smart manufacturing solutions. These organizations traditionally lacked access to advanced manufacturing technologies due to high implementation costs and complexity. However, the development of cloud-based platforms, modular solutions, and software-as-a-service offerings has made smart manufacturing technologies more accessible and affordable for smaller manufacturers.
Geographic demand patterns reveal strong market appetite in developed manufacturing regions including North America, Europe, and East Asia. Emerging markets in Southeast Asia and Latin America are also demonstrating increasing interest as their manufacturing sectors mature and face competitive pressures. Government initiatives promoting Industry 4.0 adoption, such as Germany's Industrie 4.0 program and China's Made in China 2025 strategy, have further accelerated market demand by providing financial incentives and regulatory support for smart manufacturing investments.
The COVID-19 pandemic has intensified market demand for smart manufacturing solutions as manufacturers seek to build more resilient and flexible operations. Companies now prioritize solutions that enable remote monitoring, reduce dependency on manual labor, and provide greater supply chain visibility to mitigate future disruptions.
Manufacturing enterprises across various sectors are actively seeking technologies that can enhance production visibility, reduce downtime, and optimize resource utilization. The automotive industry leads this demand, requiring sophisticated solutions to manage complex assembly lines and ensure quality control. Electronics manufacturers follow closely, driven by the need for precision manufacturing and rapid product lifecycle management. Food and beverage, pharmaceutical, and aerospace industries also represent significant market segments demanding smart factory solutions to meet stringent regulatory requirements and quality standards.
The market demand is particularly strong for solutions addressing predictive maintenance, real-time production monitoring, and supply chain optimization. Manufacturers recognize that unplanned equipment downtime can cost thousands of dollars per hour, creating substantial appetite for predictive analytics platforms that can forecast equipment failures before they occur. Similarly, demand for real-time production monitoring systems has surged as manufacturers seek to identify bottlenecks, optimize throughput, and maintain consistent quality standards.
Small and medium-sized enterprises represent an emerging and rapidly growing market segment for smart manufacturing solutions. These organizations traditionally lacked access to advanced manufacturing technologies due to high implementation costs and complexity. However, the development of cloud-based platforms, modular solutions, and software-as-a-service offerings has made smart manufacturing technologies more accessible and affordable for smaller manufacturers.
Geographic demand patterns reveal strong market appetite in developed manufacturing regions including North America, Europe, and East Asia. Emerging markets in Southeast Asia and Latin America are also demonstrating increasing interest as their manufacturing sectors mature and face competitive pressures. Government initiatives promoting Industry 4.0 adoption, such as Germany's Industrie 4.0 program and China's Made in China 2025 strategy, have further accelerated market demand by providing financial incentives and regulatory support for smart manufacturing investments.
The COVID-19 pandemic has intensified market demand for smart manufacturing solutions as manufacturers seek to build more resilient and flexible operations. Companies now prioritize solutions that enable remote monitoring, reduce dependency on manual labor, and provide greater supply chain visibility to mitigate future disruptions.
Current State and Challenges of Factory Automation
Factory automation has reached a critical juncture where traditional manufacturing systems are being transformed by digital technologies, yet significant gaps remain between current capabilities and the vision of fully autonomous smart factories. The global factory automation market, valued at approximately $200 billion in 2023, continues to expand as manufacturers seek competitive advantages through operational efficiency improvements.
Current automation implementations predominantly focus on isolated systems rather than integrated ecosystems. Most factories operate with a patchwork of legacy equipment, modern sensors, and disparate software platforms that struggle to communicate effectively. This fragmented approach limits the potential for comprehensive optimization and real-time decision-making across entire production lines.
The integration challenge represents one of the most significant barriers to achieving optimal operational efficiency. Existing manufacturing execution systems often lack the flexibility to adapt to changing production requirements, while data silos prevent the holistic visibility necessary for intelligent automation. Many facilities still rely on manual interventions for critical processes, creating bottlenecks that undermine overall system performance.
Cybersecurity concerns have emerged as a paramount challenge, particularly as factories increase their connectivity and data exchange capabilities. The convergence of operational technology and information technology creates new vulnerabilities that traditional security frameworks struggle to address. This security imperative often conflicts with the need for seamless data flow and real-time responsiveness.
Workforce adaptation presents another substantial hurdle, as the transition to smart factory operations requires significant skill development and cultural change. Many organizations face resistance to automation initiatives due to concerns about job displacement and the complexity of new technologies. The shortage of skilled technicians capable of maintaining and optimizing advanced automation systems further compounds these challenges.
Technical limitations in current sensor technologies, edge computing capabilities, and artificial intelligence algorithms constrain the sophistication of automated decision-making processes. While machine learning applications show promise, their implementation often requires extensive customization and ongoing refinement to achieve reliable performance in dynamic manufacturing environments.
The economic justification for comprehensive automation upgrades remains complex, particularly for small and medium-sized manufacturers. High initial investment costs, uncertain return timelines, and the risk of technological obsolescence create barriers to adoption that slow industry-wide progress toward truly intelligent manufacturing systems.
Current automation implementations predominantly focus on isolated systems rather than integrated ecosystems. Most factories operate with a patchwork of legacy equipment, modern sensors, and disparate software platforms that struggle to communicate effectively. This fragmented approach limits the potential for comprehensive optimization and real-time decision-making across entire production lines.
The integration challenge represents one of the most significant barriers to achieving optimal operational efficiency. Existing manufacturing execution systems often lack the flexibility to adapt to changing production requirements, while data silos prevent the holistic visibility necessary for intelligent automation. Many facilities still rely on manual interventions for critical processes, creating bottlenecks that undermine overall system performance.
Cybersecurity concerns have emerged as a paramount challenge, particularly as factories increase their connectivity and data exchange capabilities. The convergence of operational technology and information technology creates new vulnerabilities that traditional security frameworks struggle to address. This security imperative often conflicts with the need for seamless data flow and real-time responsiveness.
Workforce adaptation presents another substantial hurdle, as the transition to smart factory operations requires significant skill development and cultural change. Many organizations face resistance to automation initiatives due to concerns about job displacement and the complexity of new technologies. The shortage of skilled technicians capable of maintaining and optimizing advanced automation systems further compounds these challenges.
Technical limitations in current sensor technologies, edge computing capabilities, and artificial intelligence algorithms constrain the sophistication of automated decision-making processes. While machine learning applications show promise, their implementation often requires extensive customization and ongoing refinement to achieve reliable performance in dynamic manufacturing environments.
The economic justification for comprehensive automation upgrades remains complex, particularly for small and medium-sized manufacturers. High initial investment costs, uncertain return timelines, and the risk of technological obsolescence create barriers to adoption that slow industry-wide progress toward truly intelligent manufacturing systems.
Current Smart Factory Efficiency Solutions
01 Real-time monitoring and data analytics systems
Implementation of real-time monitoring systems that collect and analyze operational data from various factory equipment and processes. These systems utilize sensors, IoT devices, and data analytics platforms to track key performance indicators, identify bottlenecks, and provide actionable insights for improving production efficiency. Advanced analytics algorithms process large volumes of data to detect patterns, predict maintenance needs, and optimize resource allocation.- Real-time monitoring and data analytics systems: Implementation of real-time monitoring systems that collect and analyze operational data from various factory equipment and processes. These systems utilize sensors, IoT devices, and data analytics platforms to track key performance indicators, identify bottlenecks, and provide actionable insights for improving production efficiency. Advanced analytics algorithms process large volumes of data to detect patterns, predict maintenance needs, and optimize resource allocation.
- Automated production scheduling and workflow optimization: Systems and methods for automating production scheduling and optimizing workflow processes in manufacturing environments. These solutions employ algorithms to dynamically adjust production schedules based on real-time demand, resource availability, and equipment status. The technology enables better coordination between different production stages, reduces idle time, and maximizes throughput while minimizing production costs and delivery times.
- Predictive maintenance and equipment health monitoring: Technologies for predicting equipment failures and monitoring the health status of manufacturing machinery. These systems use machine learning algorithms and historical data to forecast when maintenance is required, preventing unexpected downdowns and extending equipment lifespan. The approach includes continuous monitoring of equipment parameters, anomaly detection, and automated alert generation to maintenance teams before critical failures occur.
- Energy management and resource optimization: Solutions focused on optimizing energy consumption and resource utilization in smart factory operations. These systems monitor and control energy usage across different production processes, identify energy-intensive operations, and implement strategies to reduce consumption without compromising productivity. The technology includes smart grid integration, load balancing, and automated control systems that adjust energy usage based on production requirements and cost considerations.
- Quality control and defect detection automation: Automated quality control systems that employ computer vision, artificial intelligence, and sensor technologies to detect defects and ensure product quality in real-time. These systems perform continuous inspection of products during manufacturing, identify deviations from quality standards, and trigger corrective actions automatically. The technology reduces manual inspection requirements, improves detection accuracy, and minimizes the production of defective products.
02 Automated production scheduling and resource optimization
Systems for automated scheduling and optimization of production processes that dynamically allocate resources based on demand, capacity, and constraints. These solutions employ algorithms to balance workloads, minimize idle time, reduce changeover periods, and optimize material flow throughout the manufacturing facility. The technology enables adaptive scheduling that responds to real-time changes in orders, equipment availability, and supply chain conditions.Expand Specific Solutions03 Predictive maintenance and equipment health management
Technologies for predicting equipment failures and optimizing maintenance schedules to minimize unplanned downtime. These systems use machine learning models, vibration analysis, thermal imaging, and other diagnostic techniques to assess equipment health and forecast potential failures before they occur. By implementing condition-based maintenance strategies, factories can reduce maintenance costs, extend equipment lifespan, and maintain consistent production output.Expand Specific Solutions04 Digital twin and simulation technologies
Virtual representations of physical factory systems that enable simulation, testing, and optimization of operations without disrupting actual production. These digital models replicate real-world processes and allow manufacturers to experiment with different configurations, test process improvements, and train personnel in a risk-free environment. The technology facilitates scenario planning, capacity analysis, and continuous improvement initiatives by providing detailed insights into system behavior.Expand Specific Solutions05 Integration of artificial intelligence for process optimization
Application of artificial intelligence and machine learning algorithms to optimize manufacturing processes, quality control, and decision-making. These intelligent systems learn from historical data and real-time inputs to automatically adjust process parameters, detect defects, reduce waste, and improve overall equipment effectiveness. AI-driven solutions enable adaptive control systems that continuously refine operations based on changing conditions and performance feedback.Expand Specific Solutions
Key Players in Smart Manufacturing Industry
The smart factory operational efficiency landscape represents a rapidly evolving sector transitioning from traditional automation to AI-driven intelligent manufacturing. The market demonstrates significant growth potential as industries increasingly adopt Industry 4.0 technologies to enhance productivity and reduce operational costs. Technology maturity varies considerably across players, with established giants like Intel, IBM, and Hitachi leading in foundational technologies and infrastructure solutions. Automotive manufacturers Hyundai Motor and Kia are advancing factory digitalization, while specialized firms like Einnosys Technologies and Zhejiang Emergen Robot Technology focus on AI-driven automation and robotics integration. Chinese companies including Gree Electric and HBIS Group are implementing comprehensive smart manufacturing systems, supported by research institutions like Korea Institute of Industrial Technology and Tianjin University driving innovation in industrial IoT and automation technologies.
Hyundai Motor Co., Ltd.
Technical Solution: Hyundai implements smart factory technologies focused on automotive manufacturing optimization, utilizing Industry 4.0 principles including collaborative robotics, AI-driven quality inspection systems, and integrated supply chain management. Their approach incorporates computer vision systems for automated defect detection, predictive maintenance algorithms for production equipment, and flexible manufacturing systems that can adapt to different vehicle models and configurations. The platform enables real-time production monitoring, automated material handling, and data-driven decision making to optimize assembly line efficiency and reduce manufacturing lead times while maintaining quality standards.
Strengths: Automotive industry expertise, proven large-scale manufacturing optimization, strong robotics integration capabilities. Weaknesses: Solutions primarily tailored for automotive sector, limited cross-industry applicability.
Tokyo Electron Ltd.
Technical Solution: Tokyo Electron develops smart factory solutions specifically for semiconductor and electronics manufacturing, focusing on advanced process control and yield optimization. Their technology employs machine learning algorithms for real-time process parameter adjustment, statistical process control for quality assurance, and predictive analytics for equipment health monitoring. The platform integrates with manufacturing execution systems (MES) to provide comprehensive production visibility and automated decision-making capabilities that can optimize fab utilization, reduce cycle times, and improve product quality consistency across multiple production lines.
Strengths: Deep semiconductor manufacturing expertise, advanced process control technology, high precision automation capabilities. Weaknesses: Limited applicability outside semiconductor industry, requires specialized technical expertise for operation.
Core Technologies for Factory Optimization
End to end smart manufacturing architecture for operational efficiency and quality control
PatentInactiveUS20220057788A1
Innovation
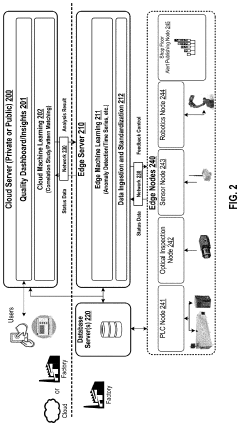
- An end-to-end smart manufacturing architecture that integrates a database server for data storage, an edge server for short-term machine learning-driven decisions, and a cloud server for long-term analytics, enabling real-time data collection and analysis to optimize machine performance, quality control, and resource management.
Smart factory energy efficiency optimization system and method based on digital twin technology
PatentWO2026031506A1
Innovation
- A smart factory energy efficiency optimization system is built based on digital twin technology. By classifying equipment levels, calculating energy recovery coefficients and predicting real-time energy demand, control signals are generated to switch energy supply modes, thereby achieving efficient energy utilization.




Industrial Policy and Standards Framework
The industrial policy and standards framework for smart factory operational efficiency represents a critical foundation that shapes how manufacturing enterprises implement and optimize their digital transformation initiatives. Governments worldwide have recognized the strategic importance of Industry 4.0 technologies and have developed comprehensive policy frameworks to accelerate adoption while ensuring sustainable and secure implementation practices.
National industrial policies have emerged as key drivers in promoting smart manufacturing excellence. Countries like Germany with its Industrie 4.0 initiative, China's Made in China 2025 strategy, and the United States' Manufacturing USA program have established comprehensive frameworks that provide financial incentives, research funding, and regulatory guidance for smart factory development. These policies typically focus on promoting advanced manufacturing technologies, supporting workforce development, and fostering innovation ecosystems that enable operational efficiency improvements.
International standardization bodies have developed crucial frameworks that govern smart factory operations and interoperability. The International Organization for Standardization (ISO) has introduced standards such as ISO 23247 for digital twin manufacturing frameworks and ISO 23053 for interoperability assessment in smart manufacturing systems. The International Electrotechnical Commission (IEC) has established IEC 62264 standards for enterprise-control system integration, which directly impact operational efficiency through improved data flow and system coordination.
Industry-specific standards organizations play vital roles in defining operational efficiency benchmarks and best practices. The Industrial Internet Consortium (IIC) has developed reference architectures and testbed programs that demonstrate proven approaches to enhancing factory performance. Similarly, the Platform Industrie 4.0 alliance has created standardization roadmaps that address interoperability challenges and promote efficient system integration across manufacturing value chains.
Regulatory compliance frameworks increasingly influence smart factory operational strategies, particularly in areas of cybersecurity, data privacy, and environmental sustainability. The European Union's General Data Protection Regulation (GDPR) and emerging cybersecurity directives require manufacturers to implement robust data governance practices that can impact operational workflows. Environmental regulations and carbon emission standards are driving the development of energy-efficient smart factory solutions that optimize resource utilization while maintaining productivity targets.
The convergence of policy initiatives and technical standards creates a structured environment where smart factory operational efficiency improvements can be systematically pursued, measured, and validated against established benchmarks and regulatory requirements.
National industrial policies have emerged as key drivers in promoting smart manufacturing excellence. Countries like Germany with its Industrie 4.0 initiative, China's Made in China 2025 strategy, and the United States' Manufacturing USA program have established comprehensive frameworks that provide financial incentives, research funding, and regulatory guidance for smart factory development. These policies typically focus on promoting advanced manufacturing technologies, supporting workforce development, and fostering innovation ecosystems that enable operational efficiency improvements.
International standardization bodies have developed crucial frameworks that govern smart factory operations and interoperability. The International Organization for Standardization (ISO) has introduced standards such as ISO 23247 for digital twin manufacturing frameworks and ISO 23053 for interoperability assessment in smart manufacturing systems. The International Electrotechnical Commission (IEC) has established IEC 62264 standards for enterprise-control system integration, which directly impact operational efficiency through improved data flow and system coordination.
Industry-specific standards organizations play vital roles in defining operational efficiency benchmarks and best practices. The Industrial Internet Consortium (IIC) has developed reference architectures and testbed programs that demonstrate proven approaches to enhancing factory performance. Similarly, the Platform Industrie 4.0 alliance has created standardization roadmaps that address interoperability challenges and promote efficient system integration across manufacturing value chains.
Regulatory compliance frameworks increasingly influence smart factory operational strategies, particularly in areas of cybersecurity, data privacy, and environmental sustainability. The European Union's General Data Protection Regulation (GDPR) and emerging cybersecurity directives require manufacturers to implement robust data governance practices that can impact operational workflows. Environmental regulations and carbon emission standards are driving the development of energy-efficient smart factory solutions that optimize resource utilization while maintaining productivity targets.
The convergence of policy initiatives and technical standards creates a structured environment where smart factory operational efficiency improvements can be systematically pursued, measured, and validated against established benchmarks and regulatory requirements.
Sustainability and Energy Efficiency Considerations
Sustainability and energy efficiency have emerged as critical drivers for smart factory operational efficiency, fundamentally reshaping manufacturing paradigms. Modern smart factories are increasingly adopting circular economy principles, where waste reduction, resource optimization, and energy conservation directly correlate with enhanced operational performance. The integration of sustainable practices not only reduces environmental impact but also generates substantial cost savings and operational improvements.
Energy management systems represent the cornerstone of sustainable smart factory operations. Advanced energy monitoring platforms utilize IoT sensors and machine learning algorithms to track real-time energy consumption across production lines, identifying inefficiencies and optimization opportunities. These systems enable predictive energy management, automatically adjusting equipment operation schedules during off-peak hours and implementing dynamic load balancing to minimize energy costs while maintaining production targets.
Smart factories are leveraging renewable energy integration strategies to achieve both sustainability goals and operational efficiency. Solar panels, wind turbines, and energy storage systems are being seamlessly integrated with manufacturing operations through intelligent grid management systems. These renewable energy sources provide cost-effective power while reducing dependency on traditional energy grids, ensuring more stable and predictable operational costs.
Heat recovery and waste-to-energy technologies are transforming manufacturing waste streams into valuable energy resources. Advanced heat exchangers capture thermal energy from industrial processes, redirecting it for space heating, water heating, or other manufacturing applications. Similarly, biomass conversion systems transform organic waste materials into usable energy, creating closed-loop systems that minimize waste disposal costs and generate additional energy sources.
Digital twin technology plays a pivotal role in optimizing energy consumption and sustainability metrics. Virtual factory models simulate various operational scenarios, enabling manufacturers to test energy-efficient configurations before implementation. These digital replicas help identify optimal equipment placement, workflow optimization, and resource allocation strategies that simultaneously improve productivity and reduce environmental impact.
Green manufacturing protocols are being embedded into smart factory control systems, automatically prioritizing sustainable production methods. These protocols include material selection algorithms that favor recyclable components, production scheduling systems that minimize energy consumption, and quality control processes that reduce waste generation. The integration of sustainability metrics into key performance indicators ensures that environmental considerations remain central to operational decision-making processes.
Energy management systems represent the cornerstone of sustainable smart factory operations. Advanced energy monitoring platforms utilize IoT sensors and machine learning algorithms to track real-time energy consumption across production lines, identifying inefficiencies and optimization opportunities. These systems enable predictive energy management, automatically adjusting equipment operation schedules during off-peak hours and implementing dynamic load balancing to minimize energy costs while maintaining production targets.
Smart factories are leveraging renewable energy integration strategies to achieve both sustainability goals and operational efficiency. Solar panels, wind turbines, and energy storage systems are being seamlessly integrated with manufacturing operations through intelligent grid management systems. These renewable energy sources provide cost-effective power while reducing dependency on traditional energy grids, ensuring more stable and predictable operational costs.
Heat recovery and waste-to-energy technologies are transforming manufacturing waste streams into valuable energy resources. Advanced heat exchangers capture thermal energy from industrial processes, redirecting it for space heating, water heating, or other manufacturing applications. Similarly, biomass conversion systems transform organic waste materials into usable energy, creating closed-loop systems that minimize waste disposal costs and generate additional energy sources.
Digital twin technology plays a pivotal role in optimizing energy consumption and sustainability metrics. Virtual factory models simulate various operational scenarios, enabling manufacturers to test energy-efficient configurations before implementation. These digital replicas help identify optimal equipment placement, workflow optimization, and resource allocation strategies that simultaneously improve productivity and reduce environmental impact.
Green manufacturing protocols are being embedded into smart factory control systems, automatically prioritizing sustainable production methods. These protocols include material selection algorithms that favor recyclable components, production scheduling systems that minimize energy consumption, and quality control processes that reduce waste generation. The integration of sustainability metrics into key performance indicators ensures that environmental considerations remain central to operational decision-making processes.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!