

Optimize Sodium Acetate Use in Fermentation Technology
MAR 23, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Sodium Acetate Fermentation Background and Objectives
Sodium acetate has emerged as a critical component in modern fermentation technology, serving multiple roles as a carbon source, pH buffer, and metabolic regulator across diverse microbial cultivation processes. The compound's unique chemical properties enable it to function effectively in both aerobic and anaerobic fermentation systems, making it particularly valuable for industrial biotechnology applications. Its buffering capacity helps maintain optimal pH conditions during fermentation, while its readily metabolizable acetate moiety provides an accessible carbon source for microbial growth and product formation.
The historical development of sodium acetate utilization in fermentation traces back to early industrial microbiology practices, where it was initially employed as a simple carbon supplement. Over the decades, researchers have discovered its multifaceted benefits, including its ability to enhance specific metabolic pathways, improve product yields, and reduce fermentation time. The compound has proven especially valuable in the production of organic acids, amino acids, antibiotics, and various specialty chemicals through fermentation processes.
Current fermentation industries face increasing pressure to optimize production efficiency while reducing costs and environmental impact. Traditional fermentation approaches often suffer from pH instability, substrate limitation, and suboptimal metabolic flux distribution, leading to reduced productivity and increased processing costs. The challenge lies in maximizing the utilization efficiency of sodium acetate while minimizing waste generation and maintaining product quality standards.
The primary objective of optimizing sodium acetate use in fermentation technology centers on developing systematic approaches to enhance its effectiveness as both a carbon source and process regulator. This involves establishing optimal concentration ranges, timing of addition, and integration with other fermentation parameters to achieve maximum metabolic efficiency. Key goals include improving substrate conversion rates, reducing fermentation cycle times, and enhancing overall process economics.
Secondary objectives encompass the development of predictive models for sodium acetate consumption patterns, identification of synergistic effects with other medium components, and establishment of quality control protocols for consistent performance. The ultimate aim is to create standardized optimization frameworks that can be adapted across different fermentation systems and target products, thereby advancing the overall efficiency and sustainability of industrial fermentation processes.
The historical development of sodium acetate utilization in fermentation traces back to early industrial microbiology practices, where it was initially employed as a simple carbon supplement. Over the decades, researchers have discovered its multifaceted benefits, including its ability to enhance specific metabolic pathways, improve product yields, and reduce fermentation time. The compound has proven especially valuable in the production of organic acids, amino acids, antibiotics, and various specialty chemicals through fermentation processes.
Current fermentation industries face increasing pressure to optimize production efficiency while reducing costs and environmental impact. Traditional fermentation approaches often suffer from pH instability, substrate limitation, and suboptimal metabolic flux distribution, leading to reduced productivity and increased processing costs. The challenge lies in maximizing the utilization efficiency of sodium acetate while minimizing waste generation and maintaining product quality standards.
The primary objective of optimizing sodium acetate use in fermentation technology centers on developing systematic approaches to enhance its effectiveness as both a carbon source and process regulator. This involves establishing optimal concentration ranges, timing of addition, and integration with other fermentation parameters to achieve maximum metabolic efficiency. Key goals include improving substrate conversion rates, reducing fermentation cycle times, and enhancing overall process economics.
Secondary objectives encompass the development of predictive models for sodium acetate consumption patterns, identification of synergistic effects with other medium components, and establishment of quality control protocols for consistent performance. The ultimate aim is to create standardized optimization frameworks that can be adapted across different fermentation systems and target products, thereby advancing the overall efficiency and sustainability of industrial fermentation processes.
Market Demand for Optimized Fermentation Processes
The global fermentation industry is experiencing unprecedented growth driven by increasing demand for sustainable production methods across multiple sectors. Biotechnology companies, pharmaceutical manufacturers, and food processing industries are actively seeking more efficient fermentation processes to reduce production costs while maintaining product quality. The shift toward bio-based manufacturing has created substantial market opportunities for optimized fermentation technologies.
Pharmaceutical and biopharmaceutical sectors represent the largest market segment demanding enhanced fermentation processes. The production of antibiotics, vaccines, and therapeutic proteins requires precise control of fermentation parameters, where sodium acetate optimization plays a crucial role in maintaining optimal pH levels and providing carbon sources for microbial growth. Market pressures for cost-effective drug manufacturing have intensified the need for process improvements.
The food and beverage industry demonstrates strong demand for optimized fermentation in producing organic acids, amino acids, and food additives. Consumer preferences for natural and organic products have driven manufacturers to seek more efficient fermentation methods. Sodium acetate optimization directly impacts yield rates and product purity, making it a critical factor in meeting market demands for high-quality food ingredients.
Industrial biotechnology applications, including biofuel production and biochemical manufacturing, require scalable fermentation processes with consistent performance. The growing emphasis on renewable energy sources and sustainable chemicals has expanded market opportunities for companies offering optimized fermentation solutions. Efficient sodium acetate utilization can significantly reduce raw material costs and improve overall process economics.
Emerging markets in developing countries are experiencing rapid industrialization, creating new demand for fermentation technologies. These markets prioritize cost-effective solutions that can deliver reliable results with minimal infrastructure requirements. Optimized sodium acetate usage addresses these needs by improving process stability and reducing operational complexity.
The market also shows increasing interest in automated and digitally controlled fermentation systems. Integration of process optimization technologies, including sodium acetate management systems, aligns with industry trends toward smart manufacturing and Industry 4.0 implementations. This technological convergence creates additional market opportunities for comprehensive fermentation optimization solutions.
Pharmaceutical and biopharmaceutical sectors represent the largest market segment demanding enhanced fermentation processes. The production of antibiotics, vaccines, and therapeutic proteins requires precise control of fermentation parameters, where sodium acetate optimization plays a crucial role in maintaining optimal pH levels and providing carbon sources for microbial growth. Market pressures for cost-effective drug manufacturing have intensified the need for process improvements.
The food and beverage industry demonstrates strong demand for optimized fermentation in producing organic acids, amino acids, and food additives. Consumer preferences for natural and organic products have driven manufacturers to seek more efficient fermentation methods. Sodium acetate optimization directly impacts yield rates and product purity, making it a critical factor in meeting market demands for high-quality food ingredients.
Industrial biotechnology applications, including biofuel production and biochemical manufacturing, require scalable fermentation processes with consistent performance. The growing emphasis on renewable energy sources and sustainable chemicals has expanded market opportunities for companies offering optimized fermentation solutions. Efficient sodium acetate utilization can significantly reduce raw material costs and improve overall process economics.
Emerging markets in developing countries are experiencing rapid industrialization, creating new demand for fermentation technologies. These markets prioritize cost-effective solutions that can deliver reliable results with minimal infrastructure requirements. Optimized sodium acetate usage addresses these needs by improving process stability and reducing operational complexity.
The market also shows increasing interest in automated and digitally controlled fermentation systems. Integration of process optimization technologies, including sodium acetate management systems, aligns with industry trends toward smart manufacturing and Industry 4.0 implementations. This technological convergence creates additional market opportunities for comprehensive fermentation optimization solutions.
Current State of Sodium Acetate Application in Fermentation
Sodium acetate has established itself as a critical component in various fermentation processes, serving multiple functional roles that enhance microbial growth and metabolic efficiency. Currently, this versatile compound is widely employed across industrial biotechnology applications, ranging from pharmaceutical production to food processing and biofuel generation.
In pharmaceutical fermentation, sodium acetate functions primarily as a carbon source and pH buffer, supporting the cultivation of antibiotic-producing microorganisms such as Streptomyces species. Major pharmaceutical manufacturers utilize sodium acetate concentrations typically ranging from 2-8 g/L in their production media, with companies like Pfizer and Novartis incorporating it into their standard fermentation protocols for penicillin and cephalosporin production.
The food and beverage industry leverages sodium acetate in fermentation processes for producing organic acids, amino acids, and flavor compounds. Fermentation facilities producing monosodium glutamate and other amino acids commonly employ sodium acetate as a supplementary carbon source, with typical usage rates of 1-5 g/L depending on the target organism and desired yield.
Biofuel production represents an emerging application area where sodium acetate demonstrates significant potential. Ethanol fermentation processes utilize sodium acetate to maintain optimal pH conditions and provide additional carbon substrate for yeast metabolism. Current industrial implementations show acetate supplementation can increase ethanol yields by 8-15% compared to glucose-only fermentation systems.
Recent technological developments have focused on optimizing acetate utilization efficiency through engineered microbial strains. Metabolically engineered Escherichia coli and Saccharomyces cerevisiae strains now demonstrate enhanced acetate uptake capabilities, reducing required concentrations while maintaining productivity levels.
However, several challenges persist in current sodium acetate applications. Cost considerations remain significant, as sodium acetate represents 5-12% of total fermentation media costs in large-scale operations. Additionally, acetate toxicity at elevated concentrations limits maximum utilization rates, typically constraining effective concentrations below 10 g/L for most microbial systems.
Process integration challenges also affect current implementations. Acetate metabolism often competes with primary carbon source utilization, creating complex metabolic dynamics that require careful optimization. Furthermore, downstream purification processes must account for residual acetate presence, potentially complicating product recovery and purification protocols.
In pharmaceutical fermentation, sodium acetate functions primarily as a carbon source and pH buffer, supporting the cultivation of antibiotic-producing microorganisms such as Streptomyces species. Major pharmaceutical manufacturers utilize sodium acetate concentrations typically ranging from 2-8 g/L in their production media, with companies like Pfizer and Novartis incorporating it into their standard fermentation protocols for penicillin and cephalosporin production.
The food and beverage industry leverages sodium acetate in fermentation processes for producing organic acids, amino acids, and flavor compounds. Fermentation facilities producing monosodium glutamate and other amino acids commonly employ sodium acetate as a supplementary carbon source, with typical usage rates of 1-5 g/L depending on the target organism and desired yield.
Biofuel production represents an emerging application area where sodium acetate demonstrates significant potential. Ethanol fermentation processes utilize sodium acetate to maintain optimal pH conditions and provide additional carbon substrate for yeast metabolism. Current industrial implementations show acetate supplementation can increase ethanol yields by 8-15% compared to glucose-only fermentation systems.
Recent technological developments have focused on optimizing acetate utilization efficiency through engineered microbial strains. Metabolically engineered Escherichia coli and Saccharomyces cerevisiae strains now demonstrate enhanced acetate uptake capabilities, reducing required concentrations while maintaining productivity levels.
However, several challenges persist in current sodium acetate applications. Cost considerations remain significant, as sodium acetate represents 5-12% of total fermentation media costs in large-scale operations. Additionally, acetate toxicity at elevated concentrations limits maximum utilization rates, typically constraining effective concentrations below 10 g/L for most microbial systems.
Process integration challenges also affect current implementations. Acetate metabolism often competes with primary carbon source utilization, creating complex metabolic dynamics that require careful optimization. Furthermore, downstream purification processes must account for residual acetate presence, potentially complicating product recovery and purification protocols.
Existing Sodium Acetate Optimization Methods
01 Sodium acetate in heating packs and thermal storage devices
Sodium acetate trihydrate is widely used in reusable heating packs and thermal energy storage systems due to its phase change properties. When crystallization is triggered, it releases heat through an exothermic reaction, making it ideal for hand warmers and heat storage applications. The material can be recharged by heating to return it to liquid state for repeated use.- Sodium acetate in heating pads and thermal storage devices: Sodium acetate trihydrate is widely used in reusable heating pads and thermal energy storage systems due to its phase change properties. When crystallization is triggered, it releases heat through an exothermic reaction, providing warmth. These devices utilize the supersaturated solution property of sodium acetate, which can be reset by heating to dissolve the crystals again for repeated use.
- Sodium acetate as a buffering agent in pharmaceutical and chemical applications: Sodium acetate serves as an effective pH buffer in various pharmaceutical formulations and chemical processes. It helps maintain stable pH levels in solutions and can be used in dialysis solutions, injectable medications, and laboratory reagents. The buffering capacity of sodium acetate makes it valuable in applications requiring precise pH control.
- Production and purification methods for sodium acetate: Various manufacturing processes have been developed for producing high-purity sodium acetate, including crystallization techniques, evaporation methods, and purification systems. These processes focus on controlling crystal size, removing impurities, and achieving desired purity levels for different industrial applications. Equipment designs include specialized reactors, crystallizers, and drying systems.
- Sodium acetate in food preservation and processing: Sodium acetate functions as a preservative and flavoring agent in food applications. It helps control microbial growth, adjust acidity, and enhance flavor profiles in various food products. The compound is recognized as safe for food use and can be incorporated into seasonings, snack foods, and preserved products to extend shelf life and improve taste characteristics.
- Sodium acetate in industrial equipment and processing systems: Sodium acetate is utilized in various industrial equipment designs including mixing systems, storage tanks, feeding devices, and processing apparatus. These systems are engineered for efficient handling, mixing, and application of sodium acetate in manufacturing processes. Equipment innovations focus on improving material flow, preventing contamination, and optimizing production efficiency.
02 Sodium acetate as a buffering agent in pharmaceutical and chemical processes
Sodium acetate serves as an effective pH buffer in various pharmaceutical formulations and chemical processes. It helps maintain stable pH levels in solutions and can be used in drug delivery systems, biological applications, and chemical synthesis. The buffering capacity makes it valuable for controlling acidity in various industrial and medical applications.Expand Specific Solutions03 Production and purification methods for sodium acetate
Various manufacturing processes and equipment designs have been developed for the efficient production and purification of sodium acetate. These include crystallization methods, drying systems, and purification techniques to obtain high-purity sodium acetate suitable for different applications. The processes focus on optimizing yield, purity, and energy efficiency.Expand Specific Solutions04 Sodium acetate in food preservation and processing
Sodium acetate is utilized in food industry applications as a preservative, acidity regulator, and flavoring agent. It helps extend shelf life of food products by controlling microbial growth and maintaining desired pH levels. The compound is recognized as safe for food use and can enhance flavor profiles in various food products.Expand Specific Solutions05 Sodium acetate in specialized equipment and apparatus
Sodium acetate is incorporated into various specialized equipment designs including heating devices, cooling systems, and processing apparatus. These applications leverage its thermal properties and chemical characteristics for specific industrial and consumer purposes. The designs often focus on efficient heat transfer, safety features, and ease of use.Expand Specific Solutions
Key Players in Industrial Fermentation and Acetate Solutions
The sodium acetate optimization in fermentation technology represents a mature industrial biotechnology sector experiencing steady growth driven by increasing demand for bio-based chemicals and sustainable manufacturing processes. The market demonstrates significant scale with established global players like DuPont, DSM, Lonza, and Ajinomoto leading advanced fermentation applications, while specialized companies such as Purac Biochem and CJ CheilJedang focus on specific fermentation optimization solutions. Technology maturity varies across applications, with companies like Evonik and Yara providing industrial-scale chemical solutions, academic institutions including Jiangnan University and South China University of Technology advancing fundamental research, and emerging players like FOOP Organic Biosciences developing niche organic applications. The competitive landscape shows consolidation among major chemical manufacturers while innovation continues through university-industry collaborations and specialized biotechnology firms targeting specific fermentation enhancement applications.
DSM IP Assets BV
Technical Solution: DSM has pioneered innovative sodium acetate optimization strategies in fermentation through their biotechnology division. Their technology focuses on metabolic pathway engineering where sodium acetate serves as both a pH buffer and alternative carbon source during glucose limitation phases. The company has developed proprietary microbial strains that efficiently utilize acetate for enhanced biomass production and secondary metabolite synthesis. Their fermentation protocols incorporate staged sodium acetate feeding strategies that prevent acetate toxicity while maximizing substrate utilization efficiency. This approach has shown significant improvements in vitamin production processes and specialty chemical manufacturing with reported productivity increases of 40-50%.
Strengths: Strong biotechnology expertise, established market presence, proven commercial applications. Weaknesses: Limited customization options, dependency on proprietary strains.
DuPont de Nemours, Inc.
Technical Solution: DuPont has developed advanced fermentation optimization technologies that utilize sodium acetate as a key buffering agent and carbon source supplement. Their proprietary fermentation platform incorporates precise sodium acetate dosing systems that maintain optimal pH levels between 6.5-7.2 during microbial cultivation processes. The company's approach involves real-time monitoring of acetate consumption rates and dynamic adjustment of sodium acetate concentrations to maximize metabolic efficiency. Their technology has demonstrated up to 35% improvement in fermentation yield and 25% reduction in processing time across various biotechnology applications including enzyme production and biofuel synthesis.
Strengths: Extensive R&D capabilities, proven industrial-scale implementation, comprehensive process control systems. Weaknesses: High capital investment requirements, complex technology transfer processes.
Core Innovations in Acetate-Enhanced Fermentation
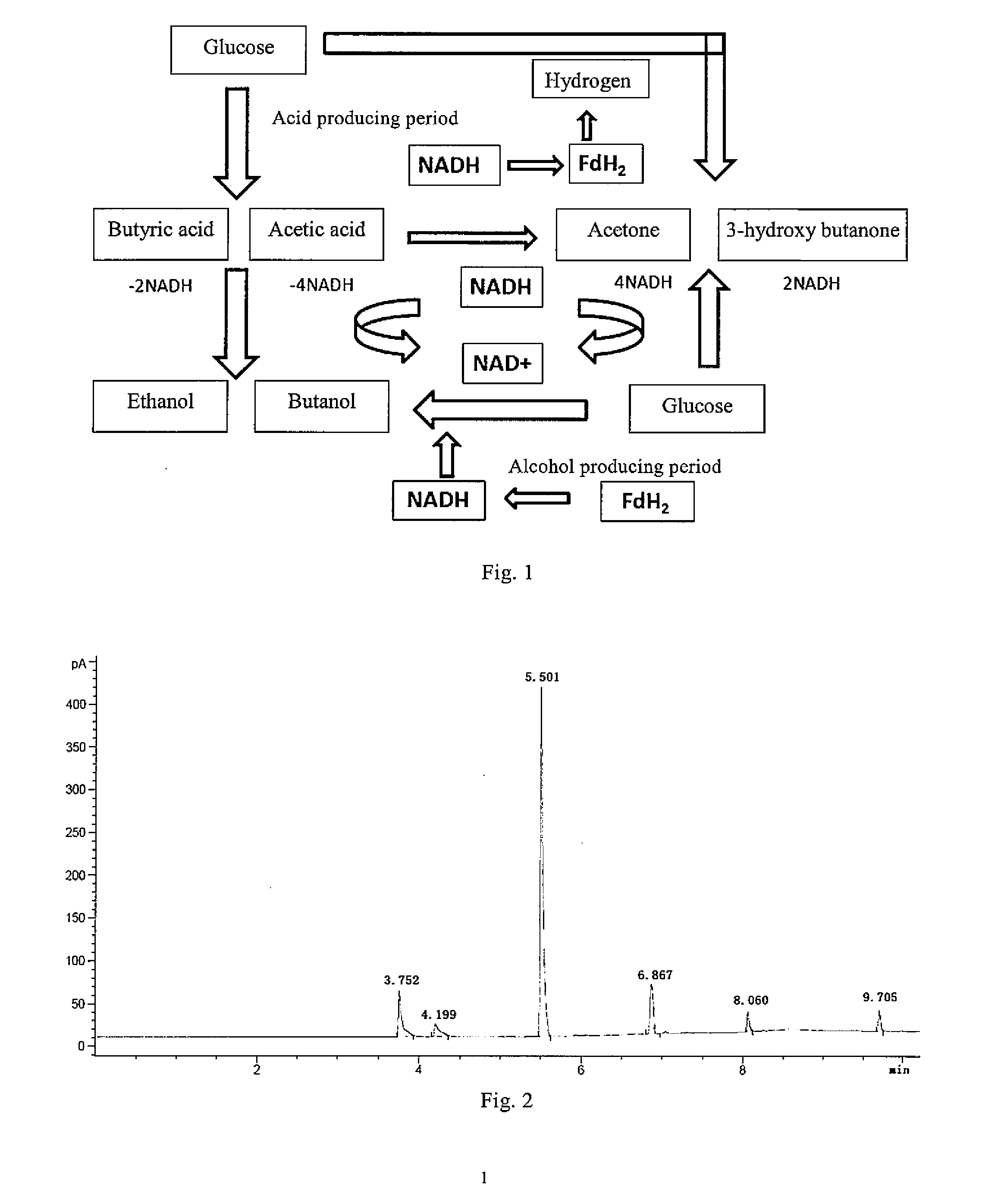
Clostridium acetobutylicum and application thereof
PatentInactiveUS20150093796A1
Innovation
- A mutagenic strain of Clostridium acetobutylicum, designated CGMCC NO. 5234, is developed through ultraviolet mutagenesis to coproduce butanol and 3-hydroxy butanone via fermentation, utilizing a controlled liquid fermentation medium with specific carbon, nitrogen sources, and metabolic regulators to optimize yield and reduce by-products like 2,3-butanediol.
Fermentation method for halomonas sp. and use thereof in preparation of pha
PatentWO2025246695A1
Innovation
- Acetate is used as a pH neutralizer, and the pH of the fermentation system is adjusted by periodic addition to avoid cell growth rate limitation and pH loss caused by initial addition. By taking advantage of the weak alkalinity and high safety of acetate, production costs are reduced and conversion rate is improved.




Environmental Impact of Sodium Acetate in Bioprocessing
The environmental implications of sodium acetate utilization in bioprocessing operations present a complex landscape of both beneficial and challenging aspects that require comprehensive evaluation. As fermentation technologies increasingly rely on sodium acetate as a carbon source and pH buffer, understanding its ecological footprint becomes crucial for sustainable bioprocess development.
Sodium acetate production itself carries environmental considerations, primarily stemming from the acetic acid manufacturing process and subsequent neutralization with sodium hydroxide. The industrial synthesis typically involves methanol carbonylation or acetaldehyde oxidation, both energy-intensive processes that contribute to carbon emissions. However, the relatively simple chemical structure and established production pathways result in lower environmental impact compared to more complex organic substrates used in fermentation.
The biodegradability profile of sodium acetate presents significant environmental advantages in bioprocessing applications. Unlike synthetic polymers or complex organic compounds, sodium acetate readily undergoes microbial degradation, breaking down into harmless end products including carbon dioxide and water. This characteristic minimizes long-term environmental accumulation and reduces the risk of persistent contamination in wastewater streams.
Wastewater management represents a critical environmental consideration in sodium acetate-based fermentation processes. Residual sodium acetate in effluent streams can contribute to biochemical oxygen demand, potentially affecting aquatic ecosystems if not properly treated. However, the compound's high solubility and biodegradability facilitate effective biological treatment processes, enabling efficient removal through conventional wastewater treatment systems.
The carbon footprint analysis reveals mixed environmental impacts depending on application context. While sodium acetate production generates greenhouse gas emissions, its use in fermentation can potentially offset these impacts through enhanced bioprocess efficiency and reduced overall resource consumption. The compound's ability to improve fermentation yields and reduce processing time can lead to decreased energy consumption per unit of product, contributing to overall environmental benefits.
Resource utilization efficiency emerges as a key environmental advantage of optimized sodium acetate use in fermentation technology. The compound's dual functionality as both carbon source and pH buffer reduces the need for multiple additives, minimizing packaging, transportation, and storage requirements. This consolidation effect contributes to reduced environmental impact across the entire supply chain.
Comparative lifecycle assessments indicate that sodium acetate generally presents a more favorable environmental profile than many alternative carbon sources used in industrial fermentation. The compound's established recycling pathways and potential for recovery from waste streams further enhance its environmental sustainability credentials in bioprocessing applications.
Sodium acetate production itself carries environmental considerations, primarily stemming from the acetic acid manufacturing process and subsequent neutralization with sodium hydroxide. The industrial synthesis typically involves methanol carbonylation or acetaldehyde oxidation, both energy-intensive processes that contribute to carbon emissions. However, the relatively simple chemical structure and established production pathways result in lower environmental impact compared to more complex organic substrates used in fermentation.
The biodegradability profile of sodium acetate presents significant environmental advantages in bioprocessing applications. Unlike synthetic polymers or complex organic compounds, sodium acetate readily undergoes microbial degradation, breaking down into harmless end products including carbon dioxide and water. This characteristic minimizes long-term environmental accumulation and reduces the risk of persistent contamination in wastewater streams.
Wastewater management represents a critical environmental consideration in sodium acetate-based fermentation processes. Residual sodium acetate in effluent streams can contribute to biochemical oxygen demand, potentially affecting aquatic ecosystems if not properly treated. However, the compound's high solubility and biodegradability facilitate effective biological treatment processes, enabling efficient removal through conventional wastewater treatment systems.
The carbon footprint analysis reveals mixed environmental impacts depending on application context. While sodium acetate production generates greenhouse gas emissions, its use in fermentation can potentially offset these impacts through enhanced bioprocess efficiency and reduced overall resource consumption. The compound's ability to improve fermentation yields and reduce processing time can lead to decreased energy consumption per unit of product, contributing to overall environmental benefits.
Resource utilization efficiency emerges as a key environmental advantage of optimized sodium acetate use in fermentation technology. The compound's dual functionality as both carbon source and pH buffer reduces the need for multiple additives, minimizing packaging, transportation, and storage requirements. This consolidation effect contributes to reduced environmental impact across the entire supply chain.
Comparative lifecycle assessments indicate that sodium acetate generally presents a more favorable environmental profile than many alternative carbon sources used in industrial fermentation. The compound's established recycling pathways and potential for recovery from waste streams further enhance its environmental sustainability credentials in bioprocessing applications.
Cost-Benefit Analysis of Acetate Optimization Strategies
The economic evaluation of sodium acetate optimization strategies in fermentation technology reveals significant cost-benefit variations across different implementation approaches. Traditional fermentation processes typically consume sodium acetate at concentrations ranging from 2-8 g/L, representing 15-25% of total raw material costs in industrial biotechnology applications. Optimization strategies can reduce these consumption rates by 30-50% while maintaining or improving product yields.
Direct cost savings from acetate optimization primarily stem from reduced raw material procurement expenses. Industrial-grade sodium acetate costs approximately $800-1200 per metric ton, making consumption reduction strategies economically attractive for large-scale operations. Advanced feeding strategies, including pulsed addition and pH-controlled dosing systems, require initial capital investments of $50,000-150,000 per production line but typically achieve payback periods of 12-18 months through material savings.
Process intensification approaches demonstrate superior cost-benefit ratios in high-volume production scenarios. Implementing real-time monitoring systems for acetate utilization, combined with automated feeding controls, generates operational savings of $200,000-500,000 annually for facilities processing over 10,000 tons of substrate yearly. These systems reduce labor costs by 20-30% while minimizing waste generation and improving batch consistency.
Alternative acetate sources present mixed economic outcomes depending on regional availability and quality requirements. Utilizing acetate-rich waste streams or lower-grade sodium acetate can reduce raw material costs by 40-60%, but may require additional purification steps costing $100-300 per ton of processed material. The net benefit varies significantly based on local waste availability and regulatory compliance requirements.
Long-term economic benefits extend beyond direct cost savings through improved process reliability and reduced environmental compliance costs. Optimized acetate utilization typically reduces wastewater treatment expenses by 25-35% and decreases carbon footprint-related costs. These indirect benefits contribute an additional 10-15% to the overall economic value proposition, making acetate optimization strategies increasingly attractive as environmental regulations tighten and sustainability metrics gain importance in industrial operations.
Direct cost savings from acetate optimization primarily stem from reduced raw material procurement expenses. Industrial-grade sodium acetate costs approximately $800-1200 per metric ton, making consumption reduction strategies economically attractive for large-scale operations. Advanced feeding strategies, including pulsed addition and pH-controlled dosing systems, require initial capital investments of $50,000-150,000 per production line but typically achieve payback periods of 12-18 months through material savings.
Process intensification approaches demonstrate superior cost-benefit ratios in high-volume production scenarios. Implementing real-time monitoring systems for acetate utilization, combined with automated feeding controls, generates operational savings of $200,000-500,000 annually for facilities processing over 10,000 tons of substrate yearly. These systems reduce labor costs by 20-30% while minimizing waste generation and improving batch consistency.
Alternative acetate sources present mixed economic outcomes depending on regional availability and quality requirements. Utilizing acetate-rich waste streams or lower-grade sodium acetate can reduce raw material costs by 40-60%, but may require additional purification steps costing $100-300 per ton of processed material. The net benefit varies significantly based on local waste availability and regulatory compliance requirements.
Long-term economic benefits extend beyond direct cost savings through improved process reliability and reduced environmental compliance costs. Optimized acetate utilization typically reduces wastewater treatment expenses by 25-35% and decreases carbon footprint-related costs. These indirect benefits contribute an additional 10-15% to the overall economic value proposition, making acetate optimization strategies increasingly attractive as environmental regulations tighten and sustainability metrics gain importance in industrial operations.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!