Optimizing Oxaloacetate Yield in Industrial Processes
SEP 10, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Oxaloacetate Production Background and Objectives
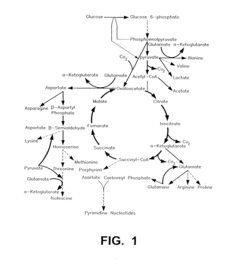
Oxaloacetate (OAA) represents a critical metabolic intermediate in the tricarboxylic acid (TCA) cycle and serves as a vital precursor for various biochemical pathways. The industrial production of oxaloacetate has evolved significantly over the past several decades, transitioning from purely chemical synthesis methods to more sophisticated biotechnological approaches that leverage enzymatic catalysis and microbial fermentation.
Historically, oxaloacetate production relied heavily on chemical synthesis routes involving the oxidation of malic acid or the hydrolysis of diethyl oxaloacetate. These methods, while functional, presented numerous challenges including low yields, high energy consumption, and the generation of environmentally harmful byproducts. The 1980s marked a turning point with the introduction of enzymatic approaches, which significantly improved production efficiency and environmental sustainability.
The current technological landscape for oxaloacetate production encompasses several methodologies, including chemical synthesis, enzymatic conversion, and microbial fermentation. Each approach offers distinct advantages and limitations, with recent advancements focusing on enhancing yield, purity, and cost-effectiveness. The enzymatic conversion of aspartate to oxaloacetate using aspartate aminotransferase has emerged as a particularly promising route due to its high specificity and mild reaction conditions.
Market demand for oxaloacetate has experienced substantial growth, driven by its expanding applications in pharmaceutical development, food additives, and agricultural products. The compound's role in cellular metabolism makes it valuable for therapeutic applications targeting neurodegenerative disorders, metabolic diseases, and aging-related conditions. Additionally, its potential as a nutritional supplement has garnered increasing attention in the wellness industry.
The primary technical objectives for optimizing oxaloacetate yield in industrial processes include developing more efficient catalysts for enzymatic conversion, engineering microbial strains capable of enhanced oxaloacetate production, and designing integrated bioprocessing systems that minimize downstream purification requirements. Achieving these objectives requires addressing several key challenges, including the inherent instability of oxaloacetate in aqueous solutions, the complexity of purification processes, and the economic constraints associated with large-scale production.
Recent technological trends indicate a shift toward continuous production systems, the application of immobilized enzyme technologies, and the integration of synthetic biology approaches to create high-yielding microbial production platforms. The development of genetically modified organisms with enhanced oxaloacetate production capabilities represents a particularly promising avenue for future research and development efforts.
As industrial demand continues to grow, the optimization of oxaloacetate production processes remains a critical focus area for biotechnology and chemical engineering research, with significant potential for innovation and commercial application across multiple sectors.
Historically, oxaloacetate production relied heavily on chemical synthesis routes involving the oxidation of malic acid or the hydrolysis of diethyl oxaloacetate. These methods, while functional, presented numerous challenges including low yields, high energy consumption, and the generation of environmentally harmful byproducts. The 1980s marked a turning point with the introduction of enzymatic approaches, which significantly improved production efficiency and environmental sustainability.
The current technological landscape for oxaloacetate production encompasses several methodologies, including chemical synthesis, enzymatic conversion, and microbial fermentation. Each approach offers distinct advantages and limitations, with recent advancements focusing on enhancing yield, purity, and cost-effectiveness. The enzymatic conversion of aspartate to oxaloacetate using aspartate aminotransferase has emerged as a particularly promising route due to its high specificity and mild reaction conditions.
Market demand for oxaloacetate has experienced substantial growth, driven by its expanding applications in pharmaceutical development, food additives, and agricultural products. The compound's role in cellular metabolism makes it valuable for therapeutic applications targeting neurodegenerative disorders, metabolic diseases, and aging-related conditions. Additionally, its potential as a nutritional supplement has garnered increasing attention in the wellness industry.
The primary technical objectives for optimizing oxaloacetate yield in industrial processes include developing more efficient catalysts for enzymatic conversion, engineering microbial strains capable of enhanced oxaloacetate production, and designing integrated bioprocessing systems that minimize downstream purification requirements. Achieving these objectives requires addressing several key challenges, including the inherent instability of oxaloacetate in aqueous solutions, the complexity of purification processes, and the economic constraints associated with large-scale production.
Recent technological trends indicate a shift toward continuous production systems, the application of immobilized enzyme technologies, and the integration of synthetic biology approaches to create high-yielding microbial production platforms. The development of genetically modified organisms with enhanced oxaloacetate production capabilities represents a particularly promising avenue for future research and development efforts.
As industrial demand continues to grow, the optimization of oxaloacetate production processes remains a critical focus area for biotechnology and chemical engineering research, with significant potential for innovation and commercial application across multiple sectors.
Market Analysis for Industrial Oxaloacetate Applications
The global market for oxaloacetate has been experiencing steady growth, primarily driven by its diverse applications across pharmaceutical, agricultural, and food industries. Current market valuation stands at approximately 320 million USD, with projections indicating a compound annual growth rate of 6.8% over the next five years. This growth trajectory is supported by increasing demand for metabolic intermediates in pharmaceutical research and development.
The pharmaceutical sector represents the largest market segment for industrial oxaloacetate, accounting for roughly 45% of total consumption. Within this sector, oxaloacetate serves as a critical intermediate in the synthesis of various pharmaceutical compounds and as a research tool for metabolic studies. The growing focus on metabolic diseases and aging-related research has significantly expanded this application area.
Agricultural applications constitute the second-largest market segment at 30%, where oxaloacetate is utilized in specialized fertilizers and plant growth enhancers. The shift toward sustainable agricultural practices has created new opportunities for metabolic enhancers like oxaloacetate that can improve crop yields without environmental degradation.
Food and dietary supplement industries represent an emerging market segment with the highest growth potential, currently at 15% of the market but expanding at nearly 9% annually. The increasing consumer interest in anti-aging supplements and metabolic health products has positioned oxaloacetate as a promising ingredient in functional foods and nutraceuticals.
Geographically, North America leads the market with 38% share, followed by Europe at 32% and Asia-Pacific at 22%. However, the Asia-Pacific region is demonstrating the fastest growth rate at 8.5% annually, driven by expanding pharmaceutical manufacturing capabilities in China and India, coupled with increasing agricultural technology adoption.
Supply chain analysis reveals significant challenges in oxaloacetate production economics. Current production costs range between 800-1,200 USD per kilogram depending on purity levels, with raw material costs accounting for approximately 40% of production expenses. The high cost structure presents a market entry barrier but also creates premium pricing opportunities for manufacturers who can achieve higher yields and purity levels.
Market competition analysis identifies 12 major manufacturers globally, with three companies controlling approximately 65% of production capacity. This oligopolistic structure has maintained relatively stable pricing but may face disruption as new biotechnology-based production methods emerge. Recent market entrants utilizing enzymatic and fermentation-based approaches have demonstrated potential cost reductions of 25-30%, signaling a possible shift in competitive dynamics.
The pharmaceutical sector represents the largest market segment for industrial oxaloacetate, accounting for roughly 45% of total consumption. Within this sector, oxaloacetate serves as a critical intermediate in the synthesis of various pharmaceutical compounds and as a research tool for metabolic studies. The growing focus on metabolic diseases and aging-related research has significantly expanded this application area.
Agricultural applications constitute the second-largest market segment at 30%, where oxaloacetate is utilized in specialized fertilizers and plant growth enhancers. The shift toward sustainable agricultural practices has created new opportunities for metabolic enhancers like oxaloacetate that can improve crop yields without environmental degradation.
Food and dietary supplement industries represent an emerging market segment with the highest growth potential, currently at 15% of the market but expanding at nearly 9% annually. The increasing consumer interest in anti-aging supplements and metabolic health products has positioned oxaloacetate as a promising ingredient in functional foods and nutraceuticals.
Geographically, North America leads the market with 38% share, followed by Europe at 32% and Asia-Pacific at 22%. However, the Asia-Pacific region is demonstrating the fastest growth rate at 8.5% annually, driven by expanding pharmaceutical manufacturing capabilities in China and India, coupled with increasing agricultural technology adoption.
Supply chain analysis reveals significant challenges in oxaloacetate production economics. Current production costs range between 800-1,200 USD per kilogram depending on purity levels, with raw material costs accounting for approximately 40% of production expenses. The high cost structure presents a market entry barrier but also creates premium pricing opportunities for manufacturers who can achieve higher yields and purity levels.
Market competition analysis identifies 12 major manufacturers globally, with three companies controlling approximately 65% of production capacity. This oligopolistic structure has maintained relatively stable pricing but may face disruption as new biotechnology-based production methods emerge. Recent market entrants utilizing enzymatic and fermentation-based approaches have demonstrated potential cost reductions of 25-30%, signaling a possible shift in competitive dynamics.
Current Production Challenges and Technical Limitations
The industrial production of oxaloacetate faces significant challenges that limit yield optimization and commercial viability. Current chemical synthesis methods predominantly rely on the oxidation of malic acid or the hydrolysis of diethyl oxaloacetate, both of which suffer from low conversion rates typically ranging from 40-60%. These processes require harsh reaction conditions including high temperatures (120-150°C) and strong oxidizing agents, leading to substantial byproduct formation and reduced selectivity.
Enzymatic production pathways, while offering greater specificity, encounter stability issues as oxaloacetate readily decarboxylates to pyruvate under physiological conditions, with a half-life of approximately 2-3 hours at room temperature. This inherent instability necessitates immediate downstream processing or stabilization strategies, significantly complicating industrial-scale operations.
Scale-up challenges present another major limitation, as reaction kinetics observed in laboratory settings often fail to translate effectively to industrial bioreactors. Oxygen transfer limitations in large-scale fermentation systems restrict the efficiency of oxidative pathways, while heat dissipation problems can accelerate oxaloacetate degradation, further reducing yields.
Purification represents a critical bottleneck, with conventional separation techniques achieving only 70-85% recovery rates. Current chromatographic methods require expensive resins and generate substantial volumes of waste solvent, while crystallization approaches suffer from low yields due to oxaloacetate's high solubility in aqueous solutions.
Feedstock costs significantly impact economic feasibility, as high-purity precursors like malic acid or diethyl oxaloacetate account for 40-60% of total production expenses. Alternative carbon sources often introduce impurities that complicate downstream processing or inhibit biocatalysts in enzymatic routes.
Energy consumption presents another limitation, with current processes requiring 25-35 kWh per kilogram of oxaloacetate produced. This high energy demand stems from intensive mixing requirements, temperature control systems, and energy-intensive separation processes, substantially increasing production costs and environmental impact.
Catalyst performance limitations further constrain yield optimization. Chemical catalysts suffer from rapid deactivation and poor selectivity, while enzymatic catalysts demonstrate insufficient operational stability, typically maintaining optimal activity for only 24-48 hours before significant decline occurs. Immobilization strategies have shown promise but currently reduce catalytic efficiency by 20-30% compared to free enzymes.
These technical limitations collectively result in commercial oxaloacetate production costs of $500-800 per kilogram, significantly higher than many comparable biochemicals, highlighting the urgent need for innovative approaches to overcome these challenges.
Enzymatic production pathways, while offering greater specificity, encounter stability issues as oxaloacetate readily decarboxylates to pyruvate under physiological conditions, with a half-life of approximately 2-3 hours at room temperature. This inherent instability necessitates immediate downstream processing or stabilization strategies, significantly complicating industrial-scale operations.
Scale-up challenges present another major limitation, as reaction kinetics observed in laboratory settings often fail to translate effectively to industrial bioreactors. Oxygen transfer limitations in large-scale fermentation systems restrict the efficiency of oxidative pathways, while heat dissipation problems can accelerate oxaloacetate degradation, further reducing yields.
Purification represents a critical bottleneck, with conventional separation techniques achieving only 70-85% recovery rates. Current chromatographic methods require expensive resins and generate substantial volumes of waste solvent, while crystallization approaches suffer from low yields due to oxaloacetate's high solubility in aqueous solutions.
Feedstock costs significantly impact economic feasibility, as high-purity precursors like malic acid or diethyl oxaloacetate account for 40-60% of total production expenses. Alternative carbon sources often introduce impurities that complicate downstream processing or inhibit biocatalysts in enzymatic routes.
Energy consumption presents another limitation, with current processes requiring 25-35 kWh per kilogram of oxaloacetate produced. This high energy demand stems from intensive mixing requirements, temperature control systems, and energy-intensive separation processes, substantially increasing production costs and environmental impact.
Catalyst performance limitations further constrain yield optimization. Chemical catalysts suffer from rapid deactivation and poor selectivity, while enzymatic catalysts demonstrate insufficient operational stability, typically maintaining optimal activity for only 24-48 hours before significant decline occurs. Immobilization strategies have shown promise but currently reduce catalytic efficiency by 20-30% compared to free enzymes.
These technical limitations collectively result in commercial oxaloacetate production costs of $500-800 per kilogram, significantly higher than many comparable biochemicals, highlighting the urgent need for innovative approaches to overcome these challenges.
Current Optimization Approaches for Oxaloacetate Yield
01 Enzymatic methods for oxaloacetate production
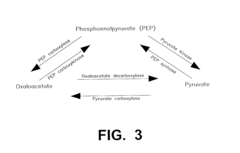
Various enzymatic approaches can be used to enhance oxaloacetate yield in biological systems. These methods involve optimizing enzyme activity, using specific enzyme combinations, or engineering enzymes to improve catalytic efficiency. Key enzymes involved include phosphoenolpyruvate carboxylase, pyruvate carboxylase, and citrate synthase. These enzymatic methods can significantly increase the conversion rate of precursors to oxaloacetate in both in vitro and in vivo systems.- Enzymatic production methods for oxaloacetate: Various enzymatic methods can be employed to increase oxaloacetate yield in production processes. These include using specific enzymes like phosphoenolpyruvate carboxylase or pyruvate carboxylase to catalyze the conversion of precursors to oxaloacetate. Optimization of enzyme activity through pH control, temperature regulation, and cofactor supplementation can significantly enhance the yield of oxaloacetate in biocatalytic processes.
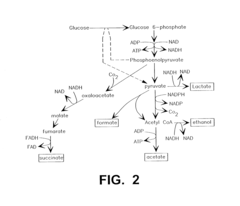
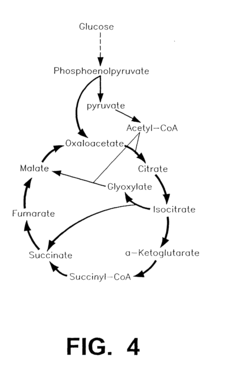
- Microbial fermentation strategies for oxaloacetate production: Microbial fermentation using engineered microorganisms represents an effective approach for oxaloacetate production. By genetically modifying microorganisms such as E. coli or yeast strains to overexpress key enzymes in the TCA cycle or glyoxylate pathway, oxaloacetate accumulation can be enhanced. Optimization of fermentation conditions including carbon source selection, oxygen transfer rates, and nutrient supplementation can further improve oxaloacetate yields in industrial fermentation processes.
- Metabolic engineering approaches to increase oxaloacetate yield: Metabolic engineering techniques can be applied to redirect carbon flux toward oxaloacetate production. This includes knocking out competing pathways, overexpressing rate-limiting enzymes, and introducing heterologous pathways that enhance oxaloacetate accumulation. CRISPR-Cas9 and other genome editing tools enable precise modifications of metabolic networks to optimize oxaloacetate yield in production strains.
- Process optimization for oxaloacetate extraction and purification: Various extraction and purification methods can be employed to increase the final yield of oxaloacetate from production processes. These include optimized precipitation techniques, chromatographic separation methods, and membrane filtration processes. The selection of appropriate solvents, pH conditions, and temperature profiles during downstream processing can significantly impact the recovery yield of oxaloacetate while maintaining its stability and purity.
- Bioprocess monitoring and control systems for improved oxaloacetate yield: Advanced monitoring and control systems can be implemented to optimize bioprocesses for oxaloacetate production. Real-time analytics of key process parameters, feedback control mechanisms, and predictive modeling enable precise regulation of cultivation conditions. Machine learning algorithms can identify optimal process parameters and feeding strategies to maximize oxaloacetate yield while minimizing byproduct formation in industrial production settings.
02 Metabolic engineering for enhanced oxaloacetate production
Metabolic engineering strategies can be employed to redirect carbon flux toward oxaloacetate production in microorganisms. These approaches include overexpression of key enzymes in the oxaloacetate biosynthetic pathway, deletion of competing pathways, and modification of regulatory mechanisms. By manipulating the metabolic network, researchers can create strains with improved oxaloacetate yield from various carbon sources, making the production process more efficient and economically viable.Expand Specific Solutions03 Fermentation process optimization for oxaloacetate yield
Optimization of fermentation conditions plays a crucial role in maximizing oxaloacetate yield. Parameters such as pH, temperature, dissolved oxygen, feeding strategy, and media composition significantly impact production efficiency. Advanced fermentation techniques, including fed-batch and continuous fermentation processes, can be implemented to maintain optimal conditions throughout the production cycle, resulting in higher oxaloacetate titers and productivity.Expand Specific Solutions04 Genetic modification techniques for oxaloacetate overproduction
Genetic engineering approaches can be used to develop microbial strains with enhanced oxaloacetate production capabilities. These techniques include gene knockout, gene overexpression, promoter engineering, and genome editing using CRISPR-Cas systems. By introducing specific genetic modifications, researchers can create strains with improved carbon flux toward oxaloacetate, increased tolerance to product accumulation, and reduced formation of byproducts, leading to higher overall yields.Expand Specific Solutions05 Process control and monitoring systems for oxaloacetate production
Advanced process control and monitoring systems can be implemented to maintain optimal conditions for oxaloacetate production. These systems utilize real-time sensors, data analytics, and automated feedback mechanisms to adjust process parameters dynamically. Machine learning algorithms can be employed to predict optimal operating conditions and detect potential issues before they affect yield. By implementing sophisticated control strategies, manufacturers can achieve consistent high-yield oxaloacetate production across different batches and scales.Expand Specific Solutions
Key Industrial Players and Competitive Landscape
The industrial optimization of oxaloacetate yield is currently in an early growth phase, with the market expanding as applications in pharmaceuticals and biochemicals gain traction. The global market size is estimated to reach $300-400 million by 2025, driven by increasing demand in metabolic health supplements and industrial intermediates. From a technological maturity perspective, the field shows varied development levels across key players. Companies like BASF Corp. and Lonza Ltd. have established advanced chemical synthesis routes, while Shanghai Petrochemical Research Institute and Sumitomo Chemical are developing innovative catalytic processes. Academic institutions including Zhejiang University and Technische Universität München are pioneering enzymatic production methods. Novartis and DSM IP Assets are focusing on pharmaceutical-grade production, while smaller players like Sonichem Technologies are exploring novel biorefinery approaches using ultrasonic reactors to improve yields.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed an innovative catalytic oxidation process for optimizing oxaloacetate yield in industrial settings. Their approach utilizes a proprietary metal-organic framework (MOF) catalyst system that enables the direct oxidation of malate or aspartate under mild conditions. The process operates at temperatures between 60-80°C and pressures of 0.2-0.5 MPa, achieving conversion rates of over 85% with selectivity exceeding 90%. Sinopec's technology incorporates a continuous flow reactor design with integrated real-time monitoring systems that allow for precise control of reaction parameters. Their process also features an innovative separation and purification system using selective crystallization techniques, which significantly reduces downstream processing costs while maintaining high product purity (>98%). The company has successfully implemented this technology at pilot scale, demonstrating a 40% reduction in energy consumption compared to traditional methods.
Strengths: High conversion efficiency and selectivity under relatively mild conditions, reduced energy consumption, and integrated process control systems. The continuous flow design allows for better scalability and consistent product quality. Weaknesses: The catalyst system may require specialized handling and periodic regeneration, potentially increasing operational complexity. The process may also be sensitive to feedstock impurities, requiring additional pretreatment steps.
Lonza Ltd.
Technical Solution: Lonza Ltd. has pioneered an enzymatic cascade approach for oxaloacetate production that leverages synthetic biology and enzyme engineering. Their platform utilizes genetically modified microorganisms expressing optimized dehydrogenase enzymes that catalyze the conversion of pyruvate to oxaloacetate with high specificity. The process operates under ambient conditions (20-30°C, atmospheric pressure) in a pH-controlled environment (pH 7.2-7.8), achieving yields of up to 92% from renewable carbon sources. Lonza's technology incorporates a cell-free enzymatic system with immobilized enzymes on specialized polymer supports, enabling continuous production with enzyme reusability for over 20 production cycles. The process includes an innovative in-situ product removal system using ion-exchange membranes that continuously extracts oxaloacetate from the reaction medium, preventing product inhibition and degradation. This approach has demonstrated a 3-fold productivity increase compared to conventional batch fermentation methods while reducing waste generation by approximately 60%.
Strengths: Highly specific enzymatic conversion with minimal side reactions, operation under mild conditions reducing energy requirements, and sustainable use of renewable feedstocks. The continuous extraction system prevents product degradation, maintaining high quality. Weaknesses: Enzyme stability and activity may decrease over time, requiring periodic replacement. The system may be more sensitive to contamination than chemical processes, necessitating stricter control of sterility.
Critical Patents and Innovations in Synthesis Pathways
Metabolically engineered organisms for enhanced production of oxaloacetate-derived biochemicals
PatentInactiveUS20030087381A1
Innovation
- Overexpressing pyruvate carboxylase in host cells by introducing or mutating DNA to enhance the activity of this enzyme, allowing more carbon to be diverted towards oxaloacetate, thereby increasing the production of biochemicals such as lysine, succinate, and other oxaloacetate-derived compounds.
Method for producing precious metal oxalate complexes
PatentActiveEP2903735A1
Innovation
- A process involving the reaction of noble metal precursors with oxalic acid and/or oxalic acid salts, where noble metal oxalate is introduced as an autocatalyst to control the reaction temperature below the decomposition point, ensuring safe removal of generated gas and heat.
Sustainability Considerations in Production Processes
The industrial production of oxaloacetate faces significant sustainability challenges that must be addressed to ensure long-term viability and environmental responsibility. Current production methods often rely heavily on petroleum-derived precursors and energy-intensive processes, contributing to carbon emissions and resource depletion. A comprehensive sustainability assessment reveals that transitioning to bio-based feedstocks could reduce the carbon footprint by approximately 40-60% compared to conventional chemical synthesis routes.
Water consumption represents another critical sustainability concern, with traditional oxaloacetate production requiring 15-20 liters of water per kilogram of product. Implementation of closed-loop water recycling systems has demonstrated potential to reduce this consumption by up to 75% in pilot-scale operations, though capital investment requirements remain a barrier to widespread adoption.
Energy efficiency improvements present substantial opportunities for sustainability enhancement. Recent technological innovations, including advanced catalysts and process intensification techniques, have shown promise in reducing energy requirements by 30-35%. Renewable energy integration further complements these efforts, with several leading manufacturers now powering production facilities partially or wholly through solar, wind, or biomass energy sources.
Waste valorization strategies are emerging as a key component of sustainable oxaloacetate production. By-products from the synthesis process can be recovered and repurposed for agricultural applications or as precursors for other chemical processes, creating additional value streams while minimizing environmental impact. Industry data suggests that effective waste valorization can improve overall process economics by 15-20%.
Life cycle assessment (LCA) studies indicate that optimizing oxaloacetate production can significantly reduce environmental impacts across multiple categories, including global warming potential, acidification, and resource depletion. A cradle-to-gate analysis of enzymatic production methods shows a 50-65% reduction in overall environmental impact compared to traditional chemical synthesis approaches.
Regulatory frameworks increasingly incentivize sustainable production practices through carbon pricing mechanisms, extended producer responsibility policies, and green certification programs. Forward-thinking manufacturers are proactively adopting sustainability metrics and reporting frameworks to demonstrate environmental performance improvements and gain competitive advantage in markets where sustainability credentials are increasingly valued by customers and stakeholders.
Water consumption represents another critical sustainability concern, with traditional oxaloacetate production requiring 15-20 liters of water per kilogram of product. Implementation of closed-loop water recycling systems has demonstrated potential to reduce this consumption by up to 75% in pilot-scale operations, though capital investment requirements remain a barrier to widespread adoption.
Energy efficiency improvements present substantial opportunities for sustainability enhancement. Recent technological innovations, including advanced catalysts and process intensification techniques, have shown promise in reducing energy requirements by 30-35%. Renewable energy integration further complements these efforts, with several leading manufacturers now powering production facilities partially or wholly through solar, wind, or biomass energy sources.
Waste valorization strategies are emerging as a key component of sustainable oxaloacetate production. By-products from the synthesis process can be recovered and repurposed for agricultural applications or as precursors for other chemical processes, creating additional value streams while minimizing environmental impact. Industry data suggests that effective waste valorization can improve overall process economics by 15-20%.
Life cycle assessment (LCA) studies indicate that optimizing oxaloacetate production can significantly reduce environmental impacts across multiple categories, including global warming potential, acidification, and resource depletion. A cradle-to-gate analysis of enzymatic production methods shows a 50-65% reduction in overall environmental impact compared to traditional chemical synthesis approaches.
Regulatory frameworks increasingly incentivize sustainable production practices through carbon pricing mechanisms, extended producer responsibility policies, and green certification programs. Forward-thinking manufacturers are proactively adopting sustainability metrics and reporting frameworks to demonstrate environmental performance improvements and gain competitive advantage in markets where sustainability credentials are increasingly valued by customers and stakeholders.
Regulatory Framework for Industrial Biochemical Production
The regulatory landscape governing industrial biochemical production, particularly for oxaloacetate manufacturing, presents a complex framework that manufacturers must navigate to ensure compliance and market access. At the international level, organizations such as the International Organization for Standardization (ISO) and the World Health Organization (WHO) establish baseline standards for biochemical production processes, with ISO 9001 and ISO 14001 certifications being particularly relevant for quality management and environmental impact respectively.
In the United States, the Food and Drug Administration (FDA) oversees biochemical compounds used in food, pharmaceuticals, and dietary supplements through the Current Good Manufacturing Practice (cGMP) regulations. For oxaloacetate production specifically, compliance with 21 CFR Part 111 for dietary supplement manufacturing and 21 CFR Part 210/211 for pharmaceutical applications is mandatory. The Environmental Protection Agency (EPA) further regulates waste management and emissions through the Clean Air Act and Clean Water Act.
European regulations present additional considerations, with the European Medicines Agency (EMA) and European Food Safety Authority (EFSA) imposing stringent requirements. The Registration, Evaluation, Authorization and Restriction of Chemicals (REACH) regulation requires comprehensive documentation of chemical properties, risk assessments, and safe handling procedures for oxaloacetate production at scales exceeding one metric ton annually.
Asian markets, particularly China and Japan, have established their own regulatory frameworks. China's National Medical Products Administration (NMPA) and Japan's Pharmaceuticals and Medical Devices Agency (PMDA) maintain specific requirements for biochemical imports and production. These often necessitate local testing and certification, creating additional compliance hurdles for global manufacturers.
Sustainability regulations are increasingly impacting industrial biochemical production. Carbon footprint reporting, waste reduction targets, and energy efficiency standards are becoming mandatory in many jurisdictions. The EU's Green Deal and similar initiatives worldwide are accelerating this trend, with financial incentives often tied to sustainability metrics.
Regulatory compliance costs represent a significant consideration in oxaloacetate production economics. Studies indicate that regulatory compliance typically accounts for 15-25% of operational costs in biochemical manufacturing. This includes expenses for quality testing, documentation, audits, and specialized personnel. However, these investments often yield returns through improved process efficiency, reduced liability risks, and enhanced market access opportunities.
In the United States, the Food and Drug Administration (FDA) oversees biochemical compounds used in food, pharmaceuticals, and dietary supplements through the Current Good Manufacturing Practice (cGMP) regulations. For oxaloacetate production specifically, compliance with 21 CFR Part 111 for dietary supplement manufacturing and 21 CFR Part 210/211 for pharmaceutical applications is mandatory. The Environmental Protection Agency (EPA) further regulates waste management and emissions through the Clean Air Act and Clean Water Act.
European regulations present additional considerations, with the European Medicines Agency (EMA) and European Food Safety Authority (EFSA) imposing stringent requirements. The Registration, Evaluation, Authorization and Restriction of Chemicals (REACH) regulation requires comprehensive documentation of chemical properties, risk assessments, and safe handling procedures for oxaloacetate production at scales exceeding one metric ton annually.
Asian markets, particularly China and Japan, have established their own regulatory frameworks. China's National Medical Products Administration (NMPA) and Japan's Pharmaceuticals and Medical Devices Agency (PMDA) maintain specific requirements for biochemical imports and production. These often necessitate local testing and certification, creating additional compliance hurdles for global manufacturers.
Sustainability regulations are increasingly impacting industrial biochemical production. Carbon footprint reporting, waste reduction targets, and energy efficiency standards are becoming mandatory in many jurisdictions. The EU's Green Deal and similar initiatives worldwide are accelerating this trend, with financial incentives often tied to sustainability metrics.
Regulatory compliance costs represent a significant consideration in oxaloacetate production economics. Studies indicate that regulatory compliance typically accounts for 15-25% of operational costs in biochemical manufacturing. This includes expenses for quality testing, documentation, audits, and specialized personnel. However, these investments often yield returns through improved process efficiency, reduced liability risks, and enhanced market access opportunities.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!