Laser Cladding vs Electron Beam Melting: Precision Comparison
APR 8, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Laser Cladding vs EBM Precision Background and Objectives
Additive manufacturing has revolutionized industrial production capabilities, with precision emerging as a critical differentiator among various technologies. Laser Cladding and Electron Beam Melting represent two distinct approaches to material deposition and consolidation, each offering unique advantages in precision-critical applications. The evolution of these technologies has been driven by increasing demands for complex geometries, superior surface finishes, and dimensional accuracy across aerospace, medical, and automotive sectors.
Laser Cladding technology emerged in the 1970s as a surface modification technique, gradually evolving into a sophisticated additive manufacturing process. This technology utilizes focused laser energy to melt powder materials onto substrate surfaces, creating metallurgically bonded layers. The precision capabilities of Laser Cladding have improved significantly through advances in beam control systems, powder delivery mechanisms, and real-time monitoring technologies.
Electron Beam Melting developed as a powder bed fusion technology in the 1990s, leveraging electron beam energy to selectively melt metallic powders in vacuum environments. EBM's precision characteristics are fundamentally influenced by its layer-by-layer consolidation approach and the inherent properties of electron beam interaction with materials. The technology has demonstrated exceptional capabilities in processing reactive materials and achieving near-net-shape components.
The precision comparison between these technologies encompasses multiple dimensional aspects including geometric accuracy, surface roughness, feature resolution, and dimensional repeatability. Current industrial applications demand increasingly stringent tolerances, often requiring post-processing minimization and direct functional part production. Understanding the precision capabilities and limitations of each technology becomes essential for optimal process selection and implementation strategies.
The primary objective of this comparative analysis focuses on establishing quantitative precision benchmarks for both Laser Cladding and Electron Beam Melting technologies. This investigation aims to identify the fundamental factors influencing precision performance, including process parameters, material properties, and equipment capabilities. Additionally, the analysis seeks to determine application-specific precision requirements and match them with appropriate technology selection criteria for various industrial scenarios.
Laser Cladding technology emerged in the 1970s as a surface modification technique, gradually evolving into a sophisticated additive manufacturing process. This technology utilizes focused laser energy to melt powder materials onto substrate surfaces, creating metallurgically bonded layers. The precision capabilities of Laser Cladding have improved significantly through advances in beam control systems, powder delivery mechanisms, and real-time monitoring technologies.
Electron Beam Melting developed as a powder bed fusion technology in the 1990s, leveraging electron beam energy to selectively melt metallic powders in vacuum environments. EBM's precision characteristics are fundamentally influenced by its layer-by-layer consolidation approach and the inherent properties of electron beam interaction with materials. The technology has demonstrated exceptional capabilities in processing reactive materials and achieving near-net-shape components.
The precision comparison between these technologies encompasses multiple dimensional aspects including geometric accuracy, surface roughness, feature resolution, and dimensional repeatability. Current industrial applications demand increasingly stringent tolerances, often requiring post-processing minimization and direct functional part production. Understanding the precision capabilities and limitations of each technology becomes essential for optimal process selection and implementation strategies.
The primary objective of this comparative analysis focuses on establishing quantitative precision benchmarks for both Laser Cladding and Electron Beam Melting technologies. This investigation aims to identify the fundamental factors influencing precision performance, including process parameters, material properties, and equipment capabilities. Additionally, the analysis seeks to determine application-specific precision requirements and match them with appropriate technology selection criteria for various industrial scenarios.
Market Demand for High-Precision Additive Manufacturing
The global additive manufacturing market has experienced unprecedented growth, driven by industries demanding increasingly sophisticated precision manufacturing capabilities. Aerospace, medical device manufacturing, automotive, and energy sectors represent the primary drivers of this demand, each requiring components with tolerances measured in micrometers and surface finishes approaching traditional machining standards.
Aerospace applications constitute the largest segment demanding high-precision additive manufacturing, particularly for turbine components, structural brackets, and heat exchangers. The industry's stringent requirements for dimensional accuracy, surface quality, and material properties have created substantial market pressure for advanced manufacturing processes. Medical device manufacturing follows closely, where patient-specific implants, surgical instruments, and prosthetics require exceptional precision and biocompatibility.
The automotive sector's transition toward lightweight, complex geometries for electric vehicle components has intensified demand for precision additive manufacturing. Battery housings, heat management systems, and structural components require manufacturing processes capable of achieving tight tolerances while maintaining production efficiency. Energy sector applications, including nuclear, oil and gas, and renewable energy systems, demand components with exceptional reliability and precision.
Market dynamics reveal a clear preference shift toward processes capable of achieving sub-millimeter accuracy with superior surface finishes. Traditional powder bed fusion technologies, while established, face limitations in meeting the most demanding precision requirements. This gap has created significant market opportunities for advanced processes like laser cladding and electron beam melting, which offer distinct advantages in precision manufacturing applications.
Regional demand patterns show concentrated growth in North America, Europe, and Asia-Pacific, with emerging markets increasingly adopting high-precision additive manufacturing for critical applications. The market demonstrates strong correlation between precision requirements and willingness to invest in advanced manufacturing technologies.
Supply chain disruptions and the need for localized manufacturing have further accelerated demand for high-precision additive manufacturing capabilities. Companies seek manufacturing processes that can produce complex, high-quality components without extensive post-processing requirements, driving interest in technologies that deliver superior as-built surface quality and dimensional accuracy.
The convergence of Industry 4.0 technologies with additive manufacturing has created additional market demand for processes offering real-time quality control and predictable precision outcomes. This technological integration represents a significant market driver for advanced additive manufacturing processes capable of meeting increasingly stringent precision requirements across multiple industrial sectors.
Aerospace applications constitute the largest segment demanding high-precision additive manufacturing, particularly for turbine components, structural brackets, and heat exchangers. The industry's stringent requirements for dimensional accuracy, surface quality, and material properties have created substantial market pressure for advanced manufacturing processes. Medical device manufacturing follows closely, where patient-specific implants, surgical instruments, and prosthetics require exceptional precision and biocompatibility.
The automotive sector's transition toward lightweight, complex geometries for electric vehicle components has intensified demand for precision additive manufacturing. Battery housings, heat management systems, and structural components require manufacturing processes capable of achieving tight tolerances while maintaining production efficiency. Energy sector applications, including nuclear, oil and gas, and renewable energy systems, demand components with exceptional reliability and precision.
Market dynamics reveal a clear preference shift toward processes capable of achieving sub-millimeter accuracy with superior surface finishes. Traditional powder bed fusion technologies, while established, face limitations in meeting the most demanding precision requirements. This gap has created significant market opportunities for advanced processes like laser cladding and electron beam melting, which offer distinct advantages in precision manufacturing applications.
Regional demand patterns show concentrated growth in North America, Europe, and Asia-Pacific, with emerging markets increasingly adopting high-precision additive manufacturing for critical applications. The market demonstrates strong correlation between precision requirements and willingness to invest in advanced manufacturing technologies.
Supply chain disruptions and the need for localized manufacturing have further accelerated demand for high-precision additive manufacturing capabilities. Companies seek manufacturing processes that can produce complex, high-quality components without extensive post-processing requirements, driving interest in technologies that deliver superior as-built surface quality and dimensional accuracy.
The convergence of Industry 4.0 technologies with additive manufacturing has created additional market demand for processes offering real-time quality control and predictable precision outcomes. This technological integration represents a significant market driver for advanced additive manufacturing processes capable of meeting increasingly stringent precision requirements across multiple industrial sectors.
Current Precision Limitations in LC and EBM Technologies
Laser Cladding technology faces significant precision limitations primarily stemming from thermal management challenges and powder delivery inconsistencies. The heat-affected zone in LC processes typically extends 0.5-2.0mm beyond the intended deposition area, creating dimensional variations that compromise geometric accuracy. Surface roughness values commonly range between Ra 15-40μm, substantially higher than conventional machining standards. The powder feeding mechanism introduces additional variability, with particle size distribution affecting layer uniformity and creating porosity levels of 2-8% in typical applications.
Temperature gradients during LC processing generate residual stresses that lead to part distortion and dimensional deviations up to ±0.3mm per 100mm of build length. The laser beam profile and power density distribution create non-uniform melting conditions, resulting in irregular track geometry and inconsistent overlap between adjacent passes. These factors collectively limit achievable tolerances to approximately ±0.2-0.5mm for most industrial applications.
Electron Beam Melting encounters distinct precision constraints related to its vacuum environment and powder bed processing methodology. The electron beam deflection system, while offering rapid scanning capabilities, introduces positioning errors of ±50-100μm due to electromagnetic field variations and thermal drift effects. Powder bed uniformity represents a critical limitation, as layer thickness variations of ±20-50μm directly translate to dimensional inaccuracies in the final component.
Charging effects in EBM processing create beam deflection anomalies that compromise geometric precision, particularly in thin-walled structures and overhanging features. The preheating requirements, while beneficial for reducing thermal stresses, introduce temperature gradients that affect powder sintering behavior and dimensional stability. Surface finish quality in EBM typically achieves Ra values of 25-50μm, with stair-stepping effects becoming pronounced on inclined surfaces.
Both technologies struggle with feature resolution limitations when producing fine details or thin walls. LC systems generally cannot reliably produce features smaller than 0.5mm width, while EBM faces similar constraints due to powder particle size and beam diameter limitations. Edge definition remains problematic in both processes, with rounded corners and dimensional deviations occurring at sharp transitions and complex geometries.
Temperature gradients during LC processing generate residual stresses that lead to part distortion and dimensional deviations up to ±0.3mm per 100mm of build length. The laser beam profile and power density distribution create non-uniform melting conditions, resulting in irregular track geometry and inconsistent overlap between adjacent passes. These factors collectively limit achievable tolerances to approximately ±0.2-0.5mm for most industrial applications.
Electron Beam Melting encounters distinct precision constraints related to its vacuum environment and powder bed processing methodology. The electron beam deflection system, while offering rapid scanning capabilities, introduces positioning errors of ±50-100μm due to electromagnetic field variations and thermal drift effects. Powder bed uniformity represents a critical limitation, as layer thickness variations of ±20-50μm directly translate to dimensional inaccuracies in the final component.
Charging effects in EBM processing create beam deflection anomalies that compromise geometric precision, particularly in thin-walled structures and overhanging features. The preheating requirements, while beneficial for reducing thermal stresses, introduce temperature gradients that affect powder sintering behavior and dimensional stability. Surface finish quality in EBM typically achieves Ra values of 25-50μm, with stair-stepping effects becoming pronounced on inclined surfaces.
Both technologies struggle with feature resolution limitations when producing fine details or thin walls. LC systems generally cannot reliably produce features smaller than 0.5mm width, while EBM faces similar constraints due to powder particle size and beam diameter limitations. Edge definition remains problematic in both processes, with rounded corners and dimensional deviations occurring at sharp transitions and complex geometries.
Existing Precision Optimization Solutions for LC and EBM
01 Laser cladding process control and parameter optimization
Technologies focused on controlling and optimizing laser cladding process parameters to achieve precise material deposition. This includes methods for adjusting laser power, scanning speed, powder feed rate, and beam focus to improve cladding quality, reduce defects, and enhance dimensional accuracy. Advanced control systems monitor real-time process conditions and make automatic adjustments to maintain consistent cladding precision across complex geometries.- Laser cladding process control and parameter optimization: Precision in laser cladding can be enhanced through careful control of process parameters such as laser power, scanning speed, powder feed rate, and beam focus. Advanced monitoring systems and feedback mechanisms enable real-time adjustment of these parameters to achieve consistent coating quality, minimize defects, and control the heat-affected zone. Optimization of these parameters is critical for achieving desired metallurgical bonding and dimensional accuracy in the cladded layer.
- Electron beam melting precision control systems: Electron beam melting processes require precise control of beam parameters including acceleration voltage, beam current, focus, and deflection to achieve high-resolution melting and solidification. Advanced control systems incorporate real-time monitoring and adaptive control algorithms to maintain consistent energy density distribution and thermal management. These systems enable precise layer-by-layer fabrication with minimal thermal distortion and improved dimensional accuracy.
- Material composition and powder characteristics for additive manufacturing: The precision of both laser cladding and electron beam melting is significantly influenced by powder material properties including particle size distribution, morphology, flowability, and chemical composition. Optimized powder characteristics ensure uniform powder bed density, consistent energy absorption, and predictable melting behavior. Material selection and powder preparation methods directly impact the microstructure, mechanical properties, and dimensional accuracy of the final components.
- Thermal management and distortion control techniques: Precision in additive manufacturing processes is heavily dependent on effective thermal management strategies to control residual stresses and minimize geometric distortion. Techniques include preheating substrates, controlling interlayer cooling rates, optimizing scan patterns, and implementing post-process heat treatment. Advanced thermal modeling and in-situ temperature monitoring enable prediction and mitigation of thermal-induced defects, ensuring dimensional stability and improved part accuracy.
- Quality monitoring and defect detection systems: Advanced monitoring systems incorporating optical sensors, thermal imaging, and acoustic emission detection enable real-time quality assessment during laser cladding and electron beam melting processes. These systems can identify defects such as porosity, cracks, incomplete fusion, and dimensional deviations during fabrication. Integration of machine learning algorithms and automated feedback control allows for immediate process correction, ensuring consistent precision and reducing post-process inspection requirements.
02 Electron beam melting precision enhancement techniques
Methods and apparatus for improving the precision of electron beam melting processes through beam control, scanning strategies, and energy distribution optimization. These technologies address challenges in achieving fine feature resolution, surface finish quality, and dimensional accuracy in electron beam additive manufacturing. Techniques include multi-beam systems, adaptive beam shaping, and precise electron optics control.Expand Specific Solutions03 Hybrid laser and electron beam processing systems
Integrated systems combining laser cladding and electron beam melting capabilities to leverage the advantages of both technologies. These hybrid approaches enable multi-material processing, improved thermal management, and enhanced precision through complementary energy source utilization. The systems allow for sequential or simultaneous application of different beam technologies for complex part fabrication.Expand Specific Solutions04 Powder delivery and material handling for precision deposition
Advanced powder feeding systems and material handling mechanisms designed to improve the precision of material deposition in both laser cladding and electron beam processes. These technologies focus on consistent powder flow control, precise powder stream positioning, particle size optimization, and contamination prevention to achieve uniform coating thickness and composition. Innovations include coaxial nozzle designs, powder flow monitoring, and automated material supply systems.Expand Specific Solutions05 Quality monitoring and defect detection systems
In-situ monitoring and inspection technologies for real-time quality assessment during laser cladding and electron beam melting processes. These systems employ various sensing techniques including thermal imaging, optical monitoring, and acoustic emission detection to identify defects, measure layer thickness, and verify dimensional accuracy. Advanced data processing and machine learning algorithms enable predictive quality control and process optimization.Expand Specific Solutions
Key Players in Laser Cladding and EBM Industry
The precision comparison between laser cladding and electron beam melting represents a mature additive manufacturing sector experiencing significant growth, with the global market expanding rapidly as industries demand higher precision manufacturing solutions. The technology landscape shows varying maturity levels, with laser cladding being more established in industrial applications while electron beam melting continues advancing in aerospace and medical sectors. Leading academic institutions including Dalian University of Technology, Huazhong University of Science & Technology, and Politecnico di Milano drive fundamental research, while industrial giants like General Electric, Siemens Energy, and specialized firms such as Seurat Technologies and DM3D Technology commercialize these precision manufacturing technologies. The competitive environment features strong collaboration between research institutions and industry players, with companies like Mercedes-Benz, BMW, and Nissan integrating these technologies into automotive manufacturing processes, indicating robust market adoption across multiple high-precision industries.
General Electric Company
Technical Solution: GE has developed advanced laser cladding systems for turbine blade repair and manufacturing, achieving surface roughness of Ra 3-8 μm and dimensional tolerances within ±0.1mm. Their laser cladding process utilizes high-power fiber lasers with precise powder delivery systems, enabling controlled heat input and minimal thermal distortion. The company has also implemented closed-loop monitoring systems with real-time temperature and geometry feedback to maintain consistent clad quality. GE's approach focuses on optimizing laser parameters, powder flow rates, and substrate preheating to achieve metallurgical bonding while minimizing dilution rates below 10%.
Strengths: Extensive industrial experience, proven turbine component applications, advanced process monitoring. Weaknesses: Higher equipment costs, limited to specific alloy systems, requires skilled operators.
Seurat Technologies, Inc.
Technical Solution: Seurat Technologies specializes in Area Printing technology, which represents an advanced form of laser-based additive manufacturing that addresses precision challenges in metal 3D printing. Their proprietary process uses synchronized laser arrays to achieve layer thicknesses of 10-50 μm with positional accuracy within ±10 μm across the build platform. The company's technology enables simultaneous processing of multiple laser beams, reducing thermal gradients and improving dimensional stability compared to traditional single-beam systems. Seurat's approach incorporates real-time process monitoring and closed-loop feedback control to maintain consistent energy density distribution, resulting in improved surface finish quality with Ra values typically ranging from 5-15 μm depending on material and geometry.
Strengths: Multi-beam synchronization technology, reduced thermal gradients, high throughput capabilities. Weaknesses: Limited to specific geometries, newer technology with less field validation, specialized material requirements.
Core Precision Control Patents in LC and EBM Systems
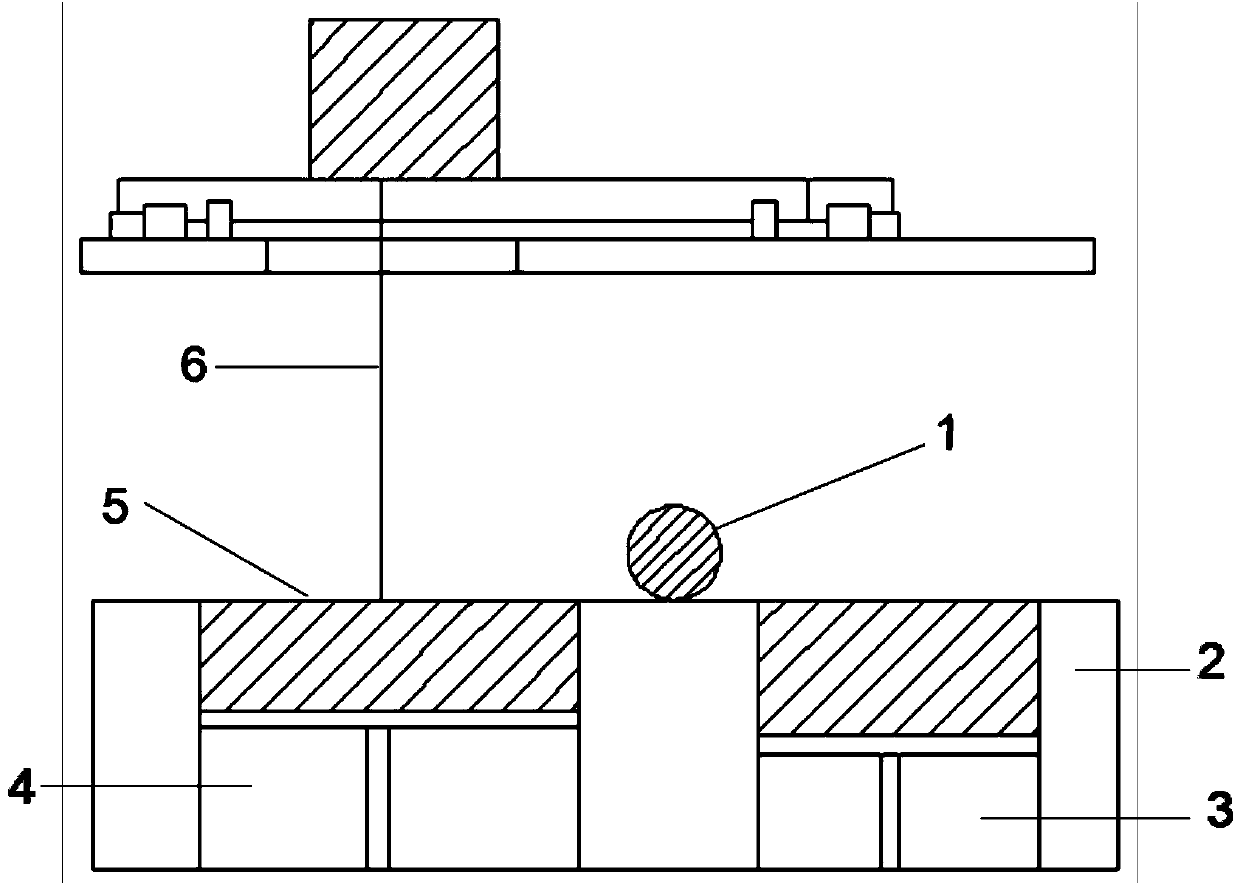
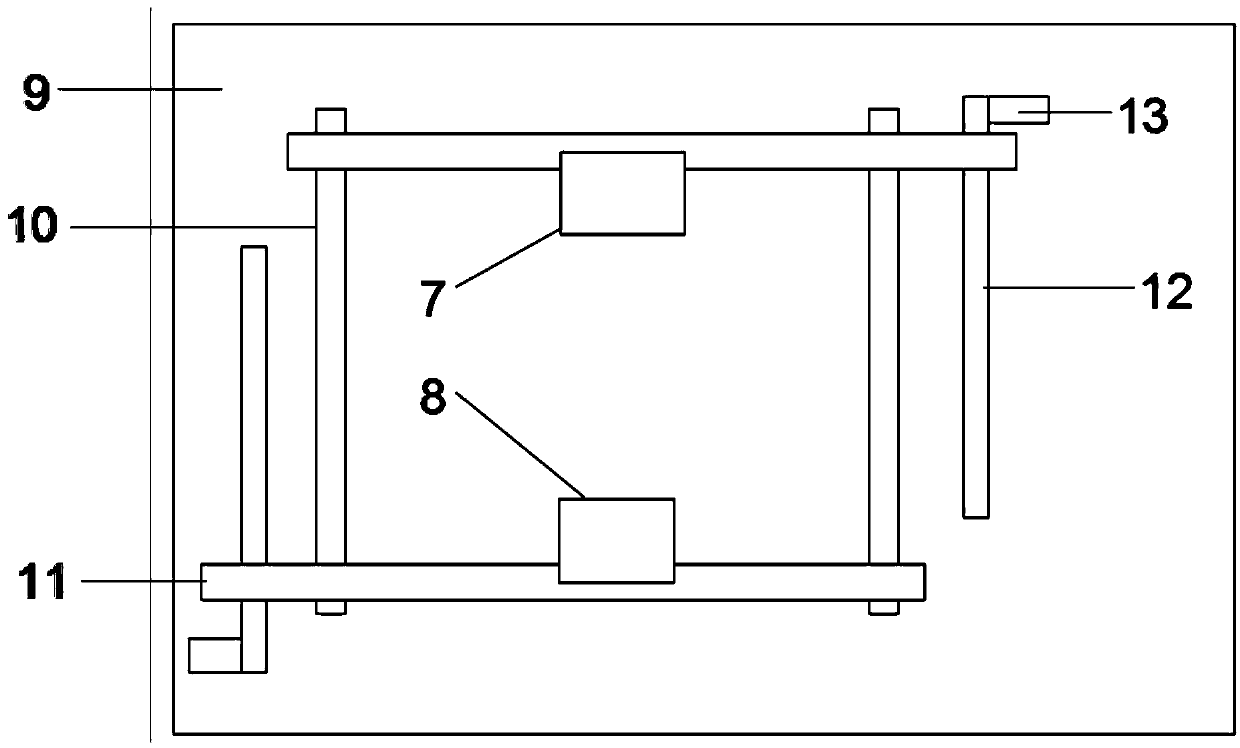
Method and device for manufacturing efficient and high-precision composite additive
PatentActiveCN104190931A
Innovation
- A composite additive manufacturing method of laser beam and electron beam is used. The laser beam is used to scan the boundary of the part for melting, and the electron beam is used for internal high-speed melting. The forming structure is combined with remelting technology to improve forming efficiency and accuracy.

System and Method for Forming Nano-Particles in Additively-Manufactured Metal Alloys
PatentInactiveUS20180311736A1
Innovation
- The method involves adding a reactive component to the atmosphere or metallic powder during additive manufacturing to form nano-particles, such as nano-oxides, which are dispersed uniformly throughout the metal alloy, enhancing mechanical properties and allowing for simpler and more efficient precipitation hardening, eliminating the need for an initial solutionizing step.
Quality Standards and Certification for Precision Manufacturing
The precision manufacturing industry has established comprehensive quality standards and certification frameworks to ensure consistent performance across advanced manufacturing technologies, including laser cladding and electron beam melting. These standards serve as critical benchmarks for evaluating dimensional accuracy, surface finish quality, and overall manufacturing precision.
International standards organizations have developed specific protocols for additive and surface modification manufacturing processes. ISO/ASTM 52900 series provides fundamental terminology and classification systems, while ISO 17296 addresses quality principles and material specifications. For laser cladding applications, ISO 19232 establishes guidelines for coating thickness measurement and adhesion testing. Electron beam melting processes follow ASTM F2924 standards for titanium alloy components and ASTM F3001 for general powder bed fusion requirements.
Certification bodies such as NADCAP, ISO 9001, and AS9100 have developed aerospace-specific quality management systems that directly impact precision manufacturing validation. These certifications require documented process control procedures, statistical process monitoring, and traceability systems that are particularly relevant for both laser cladding and electron beam melting operations.
Precision measurement standards define acceptable tolerances and measurement methodologies for manufactured components. ASME Y14.5 geometric dimensioning and tolerancing principles establish baseline requirements for dimensional accuracy assessment. Surface roughness standards including ISO 4287 and ISO 25178 provide frameworks for evaluating surface texture quality, which differs significantly between laser cladding and electron beam melting processes.
Quality assurance protocols mandate specific inspection procedures and documentation requirements. Non-destructive testing standards such as ASTM E165 for penetrant testing and ASTM E709 for radiographic examination ensure internal quality verification. These standards become particularly important when comparing precision capabilities between different manufacturing technologies.
Emerging certification frameworks specifically address metal additive manufacturing quality requirements. The recent development of ASTM F3413 and ISO/ASTM 52941 standards provides structured approaches for qualifying powder bed fusion and directed energy deposition processes, establishing measurable criteria for precision comparison studies.
International standards organizations have developed specific protocols for additive and surface modification manufacturing processes. ISO/ASTM 52900 series provides fundamental terminology and classification systems, while ISO 17296 addresses quality principles and material specifications. For laser cladding applications, ISO 19232 establishes guidelines for coating thickness measurement and adhesion testing. Electron beam melting processes follow ASTM F2924 standards for titanium alloy components and ASTM F3001 for general powder bed fusion requirements.
Certification bodies such as NADCAP, ISO 9001, and AS9100 have developed aerospace-specific quality management systems that directly impact precision manufacturing validation. These certifications require documented process control procedures, statistical process monitoring, and traceability systems that are particularly relevant for both laser cladding and electron beam melting operations.
Precision measurement standards define acceptable tolerances and measurement methodologies for manufactured components. ASME Y14.5 geometric dimensioning and tolerancing principles establish baseline requirements for dimensional accuracy assessment. Surface roughness standards including ISO 4287 and ISO 25178 provide frameworks for evaluating surface texture quality, which differs significantly between laser cladding and electron beam melting processes.
Quality assurance protocols mandate specific inspection procedures and documentation requirements. Non-destructive testing standards such as ASTM E165 for penetrant testing and ASTM E709 for radiographic examination ensure internal quality verification. These standards become particularly important when comparing precision capabilities between different manufacturing technologies.
Emerging certification frameworks specifically address metal additive manufacturing quality requirements. The recent development of ASTM F3413 and ISO/ASTM 52941 standards provides structured approaches for qualifying powder bed fusion and directed energy deposition processes, establishing measurable criteria for precision comparison studies.
Cost-Benefit Analysis of Precision Enhancement Methods
The economic evaluation of precision enhancement methods for Laser Cladding and Electron Beam Melting reveals significant variations in cost structures and return on investment profiles. Initial capital expenditure analysis indicates that EBM systems typically require 40-60% higher upfront investment compared to laser cladding equipment, primarily due to sophisticated vacuum chamber requirements and electron gun technology. However, this initial cost differential must be evaluated against long-term operational benefits and precision-related value creation.
Operational cost analysis demonstrates that laser cladding systems exhibit lower energy consumption per unit volume processed, consuming approximately 2-5 kW compared to EBM's 3-7 kW range. Material utilization efficiency presents contrasting economic impacts, with EBM achieving 95-98% powder utilization rates versus laser cladding's 60-80% efficiency. This difference translates to substantial material cost savings for EBM applications, particularly when processing expensive aerospace-grade alloys or biomedical titanium powders.
Precision-related cost benefits manifest differently across both technologies. Laser cladding's superior surface finish quality reduces post-processing requirements by 30-50%, generating significant labor and machining cost savings. The technology's ability to achieve ±0.1mm dimensional accuracy minimizes material waste and rework expenses. Conversely, EBM's exceptional internal structure precision reduces quality control costs and minimizes rejection rates in critical applications.
Labor cost considerations favor laser cladding due to simpler operation protocols and reduced setup complexity. EBM systems require specialized operator training and more extensive process monitoring, increasing operational overhead by approximately 20-25%. However, EBM's higher automation potential and reduced manual intervention requirements can offset these costs in high-volume production scenarios.
Return on investment calculations indicate that laser cladding typically achieves payback periods of 18-24 months for precision-critical applications, while EBM systems require 24-36 months due to higher initial investments. The economic viability strongly depends on application-specific precision requirements, production volumes, and material costs, with EBM demonstrating superior long-term economics for high-value, complex geometries requiring exceptional internal precision.
Operational cost analysis demonstrates that laser cladding systems exhibit lower energy consumption per unit volume processed, consuming approximately 2-5 kW compared to EBM's 3-7 kW range. Material utilization efficiency presents contrasting economic impacts, with EBM achieving 95-98% powder utilization rates versus laser cladding's 60-80% efficiency. This difference translates to substantial material cost savings for EBM applications, particularly when processing expensive aerospace-grade alloys or biomedical titanium powders.
Precision-related cost benefits manifest differently across both technologies. Laser cladding's superior surface finish quality reduces post-processing requirements by 30-50%, generating significant labor and machining cost savings. The technology's ability to achieve ±0.1mm dimensional accuracy minimizes material waste and rework expenses. Conversely, EBM's exceptional internal structure precision reduces quality control costs and minimizes rejection rates in critical applications.
Labor cost considerations favor laser cladding due to simpler operation protocols and reduced setup complexity. EBM systems require specialized operator training and more extensive process monitoring, increasing operational overhead by approximately 20-25%. However, EBM's higher automation potential and reduced manual intervention requirements can offset these costs in high-volume production scenarios.
Return on investment calculations indicate that laser cladding typically achieves payback periods of 18-24 months for precision-critical applications, while EBM systems require 24-36 months due to higher initial investments. The economic viability strongly depends on application-specific precision requirements, production volumes, and material costs, with EBM demonstrating superior long-term economics for high-value, complex geometries requiring exceptional internal precision.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!