

Reduce Waste with Supercritical Fluid Operations Optimization
JAN 19, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Supercritical Fluid Technology Background and Waste Reduction Goals
Supercritical fluid technology emerged in the late 19th century when scientists first observed the unique properties of substances above their critical temperature and pressure thresholds. At these conditions, fluids exhibit characteristics intermediate between gases and liquids, demonstrating exceptional solvating power, diffusivity, and tunable density. Carbon dioxide became the most widely adopted supercritical fluid due to its relatively low critical point, non-toxicity, non-flammability, and environmental compatibility. Early industrial applications focused primarily on decaffeination and extraction processes in the food and pharmaceutical industries during the 1970s and 1980s.
The evolution of supercritical fluid technology has been driven by increasing environmental regulations and sustainability imperatives across manufacturing sectors. Traditional solvent-based processes generate substantial hazardous waste streams, consume excessive energy, and pose worker safety risks. Supercritical fluids offer transformative potential by enabling solvent-free or reduced-solvent operations, minimizing waste generation at the source, and facilitating closed-loop recycling systems. The technology has expanded beyond extraction to encompass cleaning, coating, particle formation, and chemical synthesis applications.
Contemporary waste reduction goals center on achieving near-zero waste discharge through process optimization and operational excellence. The primary technical objectives include maximizing extraction efficiency to reduce raw material consumption, minimizing co-solvent usage through precise parameter control, optimizing separation and recovery systems to enable complete solvent recycling, and reducing energy consumption through heat integration and process intensification. These goals align with circular economy principles and green chemistry frameworks that prioritize waste prevention over end-of-pipe treatment.
Advanced process optimization strategies leverage real-time monitoring, predictive modeling, and adaptive control systems to maintain optimal operating conditions throughout production cycles. Machine learning algorithms and computational fluid dynamics simulations enable precise prediction of phase behavior, mass transfer kinetics, and separation performance. The integration of Industry 4.0 technologies facilitates continuous improvement through data-driven decision-making and automated process adjustments.
The ultimate technical target involves developing fully integrated supercritical fluid systems that achieve complete material utilization, zero hazardous waste generation, and minimal environmental footprint while maintaining economic viability and production scalability across diverse industrial applications.
The evolution of supercritical fluid technology has been driven by increasing environmental regulations and sustainability imperatives across manufacturing sectors. Traditional solvent-based processes generate substantial hazardous waste streams, consume excessive energy, and pose worker safety risks. Supercritical fluids offer transformative potential by enabling solvent-free or reduced-solvent operations, minimizing waste generation at the source, and facilitating closed-loop recycling systems. The technology has expanded beyond extraction to encompass cleaning, coating, particle formation, and chemical synthesis applications.
Contemporary waste reduction goals center on achieving near-zero waste discharge through process optimization and operational excellence. The primary technical objectives include maximizing extraction efficiency to reduce raw material consumption, minimizing co-solvent usage through precise parameter control, optimizing separation and recovery systems to enable complete solvent recycling, and reducing energy consumption through heat integration and process intensification. These goals align with circular economy principles and green chemistry frameworks that prioritize waste prevention over end-of-pipe treatment.
Advanced process optimization strategies leverage real-time monitoring, predictive modeling, and adaptive control systems to maintain optimal operating conditions throughout production cycles. Machine learning algorithms and computational fluid dynamics simulations enable precise prediction of phase behavior, mass transfer kinetics, and separation performance. The integration of Industry 4.0 technologies facilitates continuous improvement through data-driven decision-making and automated process adjustments.
The ultimate technical target involves developing fully integrated supercritical fluid systems that achieve complete material utilization, zero hazardous waste generation, and minimal environmental footprint while maintaining economic viability and production scalability across diverse industrial applications.
Market Demand for Sustainable Supercritical Processes
The global shift toward sustainability has significantly amplified market demand for supercritical fluid technologies that minimize waste generation across multiple industrial sectors. Regulatory pressures, particularly in Europe and North America, are driving manufacturers to adopt cleaner production methods that reduce hazardous solvent usage and eliminate toxic byproducts. Supercritical carbon dioxide extraction and processing have emerged as preferred alternatives in pharmaceuticals, food processing, and specialty chemicals manufacturing, where traditional solvent-based methods generate substantial waste streams requiring costly disposal.
Consumer awareness regarding environmental impact has created substantial market pull for products manufactured through sustainable processes. The food and beverage industry demonstrates particularly strong demand for supercritical fluid extraction in producing natural flavors, essential oils, and decaffeinated coffee, where consumers increasingly scrutinize production methods. Similarly, the cosmetics and nutraceuticals sectors are experiencing growing preference for ingredients extracted using environmentally benign supercritical processes, creating competitive advantages for early adopters of optimized supercritical operations.
Industrial sectors facing stringent waste disposal costs are actively seeking supercritical fluid solutions to improve operational economics while meeting environmental compliance requirements. The pharmaceutical industry represents a major growth area, as supercritical fluid chromatography and particle engineering reduce solvent consumption and enable more efficient active pharmaceutical ingredient purification. Chemical manufacturers are exploring supercritical water oxidation for hazardous waste treatment, addressing both regulatory mandates and corporate sustainability commitments.
Emerging markets in Asia-Pacific are demonstrating accelerated adoption rates as environmental regulations tighten and manufacturing capabilities mature. Investment in supercritical fluid infrastructure is increasingly viewed as strategic positioning for future market access, particularly for export-oriented industries targeting environmentally conscious markets. The convergence of regulatory enforcement, consumer preferences, and operational cost reduction is creating sustained demand growth for waste-minimizing supercritical process technologies across diverse industrial applications.
Consumer awareness regarding environmental impact has created substantial market pull for products manufactured through sustainable processes. The food and beverage industry demonstrates particularly strong demand for supercritical fluid extraction in producing natural flavors, essential oils, and decaffeinated coffee, where consumers increasingly scrutinize production methods. Similarly, the cosmetics and nutraceuticals sectors are experiencing growing preference for ingredients extracted using environmentally benign supercritical processes, creating competitive advantages for early adopters of optimized supercritical operations.
Industrial sectors facing stringent waste disposal costs are actively seeking supercritical fluid solutions to improve operational economics while meeting environmental compliance requirements. The pharmaceutical industry represents a major growth area, as supercritical fluid chromatography and particle engineering reduce solvent consumption and enable more efficient active pharmaceutical ingredient purification. Chemical manufacturers are exploring supercritical water oxidation for hazardous waste treatment, addressing both regulatory mandates and corporate sustainability commitments.
Emerging markets in Asia-Pacific are demonstrating accelerated adoption rates as environmental regulations tighten and manufacturing capabilities mature. Investment in supercritical fluid infrastructure is increasingly viewed as strategic positioning for future market access, particularly for export-oriented industries targeting environmentally conscious markets. The convergence of regulatory enforcement, consumer preferences, and operational cost reduction is creating sustained demand growth for waste-minimizing supercritical process technologies across diverse industrial applications.
Current Challenges in Supercritical Fluid Operations Efficiency
Supercritical fluid operations face multiple efficiency challenges that directly impact waste generation and operational costs across various industrial applications. The primary technical obstacle lies in maintaining precise control over critical parameters including temperature, pressure, and flow rates within narrow operational windows. Even minor deviations from optimal conditions can result in incomplete extraction, product degradation, or excessive solvent consumption, leading to significant material waste and reduced process yields.
Energy consumption represents another critical challenge in supercritical fluid systems. Achieving and maintaining supercritical conditions requires substantial energy input for compression and heating, with current systems often operating at suboptimal efficiency levels. Heat recovery mechanisms remain underdeveloped in many installations, resulting in thermal energy losses that contribute to both economic and environmental waste. The energy-intensive nature of these operations becomes particularly problematic during startup and shutdown cycles, where pressure and temperature fluctuations are most pronounced.
Process monitoring and real-time optimization capabilities present significant technical limitations. Existing sensor technologies struggle to provide accurate, continuous measurements under extreme supercritical conditions, creating blind spots in process control. This lack of comprehensive monitoring prevents operators from implementing dynamic optimization strategies that could minimize waste generation. The absence of advanced predictive models further compounds this issue, as operators cannot anticipate process deviations before they result in quality issues or material losses.
Scale-up challenges from laboratory to industrial production remain a persistent barrier to efficiency optimization. The complex fluid dynamics and mass transfer phenomena in supercritical systems do not scale linearly, making it difficult to replicate laboratory-level efficiency in commercial operations. This scaling gap often results in over-designed systems with excessive safety margins, leading to unnecessary energy consumption and suboptimal resource utilization.
Equipment design limitations also constrain operational efficiency. Current vessel designs, valve systems, and separation units are not fully optimized for the unique properties of supercritical fluids, resulting in pressure drops, flow irregularities, and incomplete phase separations. These design inefficiencies contribute to extended processing times, increased solvent usage, and higher waste generation rates across the operational lifecycle.
Energy consumption represents another critical challenge in supercritical fluid systems. Achieving and maintaining supercritical conditions requires substantial energy input for compression and heating, with current systems often operating at suboptimal efficiency levels. Heat recovery mechanisms remain underdeveloped in many installations, resulting in thermal energy losses that contribute to both economic and environmental waste. The energy-intensive nature of these operations becomes particularly problematic during startup and shutdown cycles, where pressure and temperature fluctuations are most pronounced.
Process monitoring and real-time optimization capabilities present significant technical limitations. Existing sensor technologies struggle to provide accurate, continuous measurements under extreme supercritical conditions, creating blind spots in process control. This lack of comprehensive monitoring prevents operators from implementing dynamic optimization strategies that could minimize waste generation. The absence of advanced predictive models further compounds this issue, as operators cannot anticipate process deviations before they result in quality issues or material losses.
Scale-up challenges from laboratory to industrial production remain a persistent barrier to efficiency optimization. The complex fluid dynamics and mass transfer phenomena in supercritical systems do not scale linearly, making it difficult to replicate laboratory-level efficiency in commercial operations. This scaling gap often results in over-designed systems with excessive safety margins, leading to unnecessary energy consumption and suboptimal resource utilization.
Equipment design limitations also constrain operational efficiency. Current vessel designs, valve systems, and separation units are not fully optimized for the unique properties of supercritical fluids, resulting in pressure drops, flow irregularities, and incomplete phase separations. These design inefficiencies contribute to extended processing times, increased solvent usage, and higher waste generation rates across the operational lifecycle.
Current Optimization Solutions for Supercritical Operations
01 Supercritical fluid extraction for waste treatment
Supercritical fluid technology can be applied to extract valuable components from various waste materials. This method utilizes the unique properties of supercritical fluids, particularly carbon dioxide, to selectively separate and recover target substances from waste streams. The process operates at specific temperature and pressure conditions where the fluid exhibits both liquid and gas properties, enabling efficient extraction while minimizing secondary pollution. This approach is particularly effective for treating industrial waste, contaminated materials, and recovering valuable compounds that would otherwise be discarded.- Supercritical fluid extraction for waste treatment: Supercritical fluid technology can be applied to extract valuable components from various waste materials. This method utilizes the unique properties of supercritical fluids, particularly carbon dioxide, to selectively separate and recover target substances from waste streams. The process operates under specific temperature and pressure conditions where the fluid exhibits both liquid and gas properties, enabling efficient extraction while minimizing secondary pollution and reducing the volume of waste requiring disposal.
- Waste recycling using supercritical water oxidation: Supercritical water oxidation is employed as an advanced waste treatment method that can decompose hazardous organic compounds in waste materials. Operating above the critical point of water, this technology achieves complete oxidation of organic pollutants into harmless substances such as carbon dioxide and water. The process is particularly effective for treating industrial waste, chemical waste, and other difficult-to-handle materials, offering high destruction efficiency and minimal residue generation.
- Supercritical fluid cleaning and decontamination systems: Supercritical fluid cleaning systems are utilized for removing contaminants from waste materials and equipment. These systems leverage the excellent solvating power and mass transfer properties of supercritical fluids to clean surfaces and extract unwanted substances without leaving residues. The technology is applicable to various waste streams including electronic waste, contaminated soils, and industrial equipment, providing an environmentally friendly alternative to traditional solvent-based cleaning methods.
- Resource recovery from waste using supercritical processes: Supercritical fluid processes enable the recovery of valuable resources and materials from waste streams. This approach focuses on converting waste into useful products through selective extraction, separation, and conversion processes. The technology can recover metals, organic compounds, and other valuable substances from complex waste matrices, contributing to circular economy principles and reducing the environmental impact of waste disposal.
- Integrated supercritical fluid waste management systems: Comprehensive waste management systems incorporating supercritical fluid technology provide integrated solutions for waste processing, treatment, and disposal. These systems combine multiple unit operations including extraction, oxidation, separation, and purification to handle diverse waste types. The integrated approach optimizes resource utilization, minimizes environmental impact, and enhances overall waste treatment efficiency through process integration and energy recovery mechanisms.
02 Supercritical water oxidation for waste disposal
Supercritical water oxidation is an advanced waste treatment technology that operates above the critical point of water to decompose hazardous and organic waste materials. This process achieves complete oxidation of organic compounds into carbon dioxide, water, and inorganic salts under high temperature and pressure conditions. The technology is particularly suitable for treating toxic waste, pharmaceutical waste, and other difficult-to-handle materials. The method offers advantages including high destruction efficiency, minimal air emissions, and the ability to handle wet waste without pre-drying.Expand Specific Solutions03 Supercritical fluid cleaning and decontamination systems
Supercritical fluid cleaning systems utilize the solvent properties of supercritical fluids to remove contaminants from various substrates and waste materials. These systems are designed to clean precision parts, remove organic residues, and decontaminate equipment without leaving harmful residues. The technology provides an environmentally friendly alternative to traditional solvent-based cleaning methods, as the supercritical fluid can be easily recovered and recycled. Applications include cleaning of electronic components, medical devices, and industrial equipment contaminated with oils, greases, or other organic materials.Expand Specific Solutions04 Recovery and recycling using supercritical fluid technology
Supercritical fluid processes enable the recovery and recycling of valuable materials from waste streams through selective extraction and separation. This technology facilitates the reclamation of metals, polymers, and other reusable components from complex waste matrices. The process can be optimized by adjusting operating parameters to target specific materials while leaving contaminants behind. This approach supports circular economy principles by converting waste into valuable resources, reducing landfill requirements, and minimizing environmental impact. The recovered materials can often be returned to manufacturing processes with minimal additional processing.Expand Specific Solutions05 Integrated supercritical fluid waste management systems
Comprehensive waste management systems incorporating supercritical fluid technology combine multiple unit operations for complete waste processing. These integrated systems may include pre-treatment, supercritical fluid processing, separation, and post-treatment stages to handle diverse waste streams efficiently. The systems are designed with automated controls, safety features, and monitoring capabilities to ensure optimal performance and regulatory compliance. Such integrated approaches can handle multiple waste types, recover valuable materials, neutralize hazardous components, and minimize residual waste requiring disposal. The technology offers scalability from laboratory to industrial scale operations.Expand Specific Solutions
Key Players in Supercritical Fluid Technology Industry
The supercritical fluid operations optimization technology for waste reduction is in a transitional phase from pilot-scale demonstrations to early commercial deployment, with market growth driven by stringent environmental regulations and circular economy initiatives. The competitive landscape features diverse players spanning research institutions like Xi'an Jiaotong University, Zhejiang University, and École Polytechnique Fédérale de Lausanne conducting fundamental research, alongside specialized cleantech companies such as 374Water and Beyond the Dome pioneering commercial SCWO systems. Industrial equipment manufacturers including Tokyo Electron, SCREEN Holdings, and Novellus Systems contribute process optimization expertise, while energy and infrastructure firms like Korea Electric Power, Parsons Corp., and Kanadevia Corp. explore integration opportunities. The technology demonstrates moderate maturity with proven laboratory results and emerging full-scale applications, though widespread adoption remains constrained by capital costs and operational complexity, positioning it as a promising but still-developing solution for industrial waste management.
Tokyo Electron Ltd.
Technical Solution: Tokyo Electron has developed advanced supercritical CO2 (scCO2) cleaning and processing systems for semiconductor manufacturing that optimize supercritical fluid operations to reduce chemical waste and improve process efficiency. Their technology utilizes supercritical carbon dioxide as a cleaning solvent operating above critical point (31.1°C, 73.8 bar) to remove photoresist residues, particles, and contaminants from wafer surfaces. The system incorporates real-time monitoring and adaptive control algorithms to optimize pressure, temperature, and co-solvent ratios, achieving superior cleaning performance while reducing hazardous chemical consumption by up to 90% compared to conventional wet cleaning processes. The closed-loop scCO2 system enables solvent recovery and recycling, minimizing waste generation and environmental impact in high-volume semiconductor fabrication.
Strengths: Significant reduction in hazardous chemical waste (up to 90%), excellent cleaning uniformity, environmentally friendly solvent recovery, proven in high-volume manufacturing. Weaknesses: Limited to specific semiconductor applications, high initial equipment costs, requires integration with existing fab infrastructure.
Industrial Technology Research Institute
Technical Solution: Industrial Technology Research Institute (ITRI) has developed supercritical fluid extraction and processing technologies focused on waste valorization and resource recovery. Their optimized supercritical CO2 extraction systems operate at controlled conditions (typically 100-400 bar, 35-80°C) to selectively extract valuable compounds from industrial waste streams including spent coffee grounds, agricultural residues, and electronic waste. The technology incorporates multi-stage extraction with pressure and temperature optimization algorithms that maximize target compound recovery while minimizing co-extraction of undesired materials. ITRI's approach integrates process intensification principles with real-time analytical feedback to optimize extraction efficiency, reduce processing time by 40-60% compared to conventional methods, and enable closed-loop CO2 recycling. This reduces both waste disposal volumes and the environmental footprint of extraction operations across food, pharmaceutical, and materials recovery applications.
Strengths: Versatile application across multiple waste streams, significant process time reduction (40-60%), enables valuable resource recovery from waste, environmentally benign solvent. Weaknesses: Scale-up challenges from laboratory to industrial scale, economics dependent on recovered material value, requires waste stream characterization and process customization.
Core Technologies in Waste Minimization via Supercritical Methods
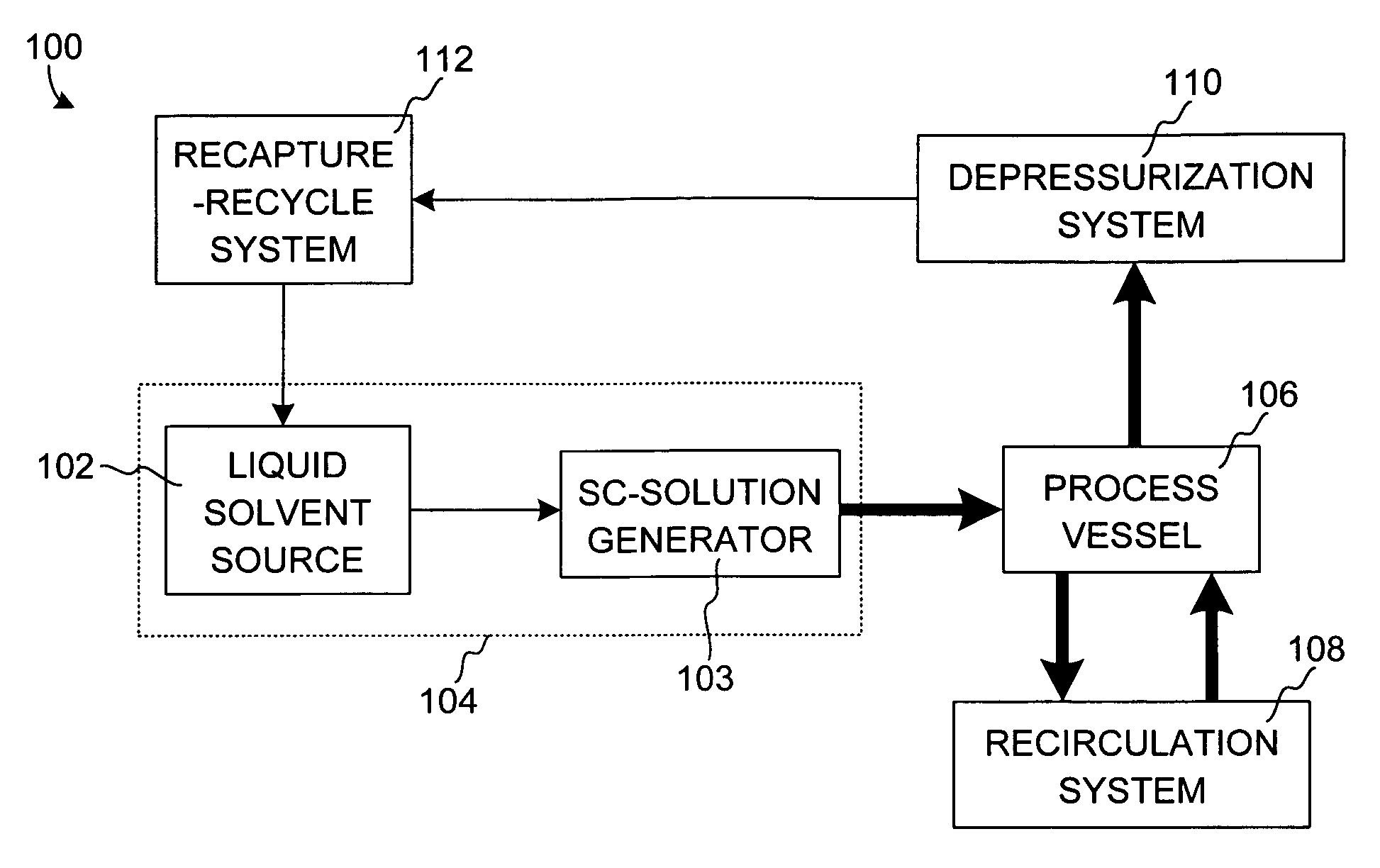
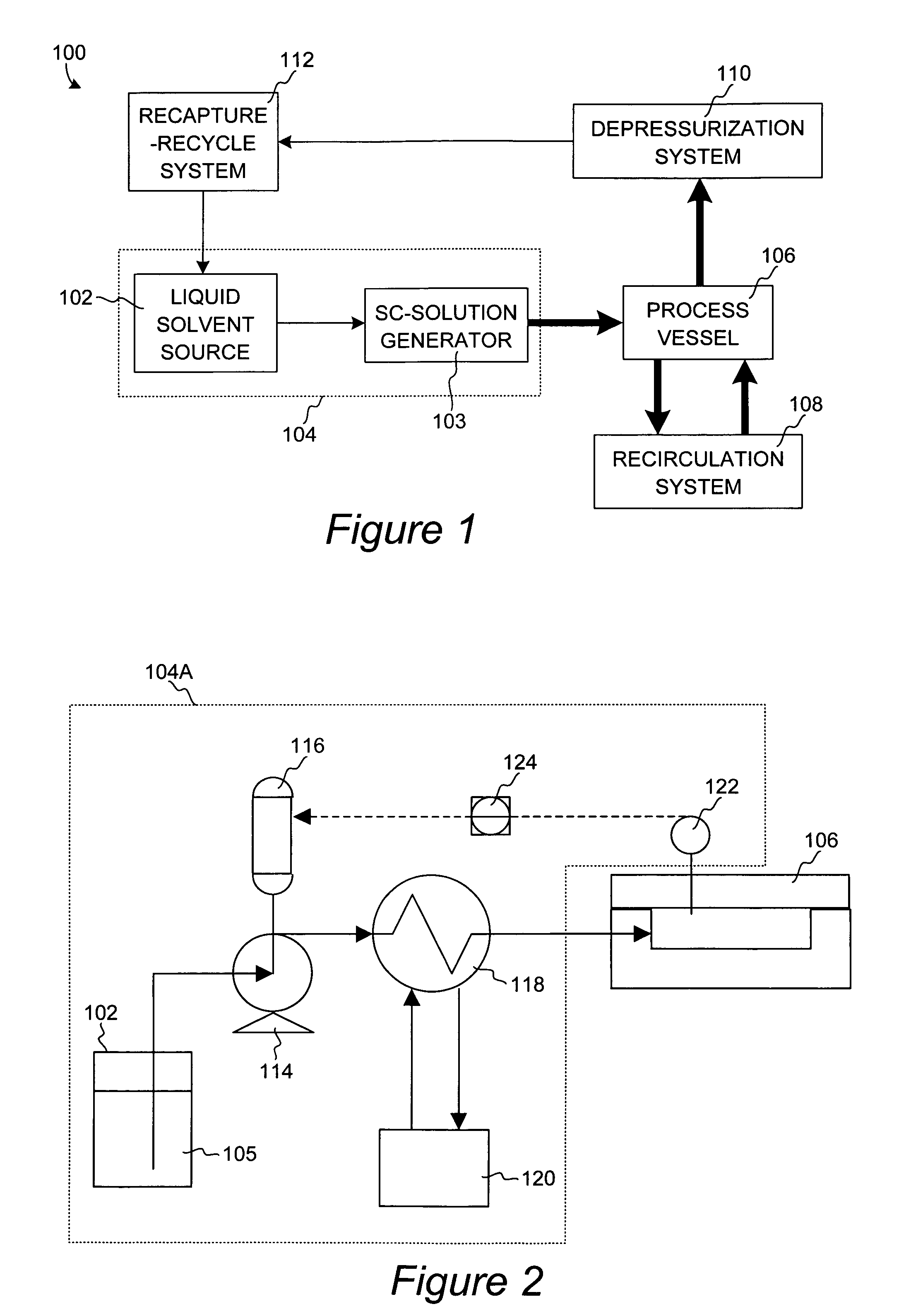
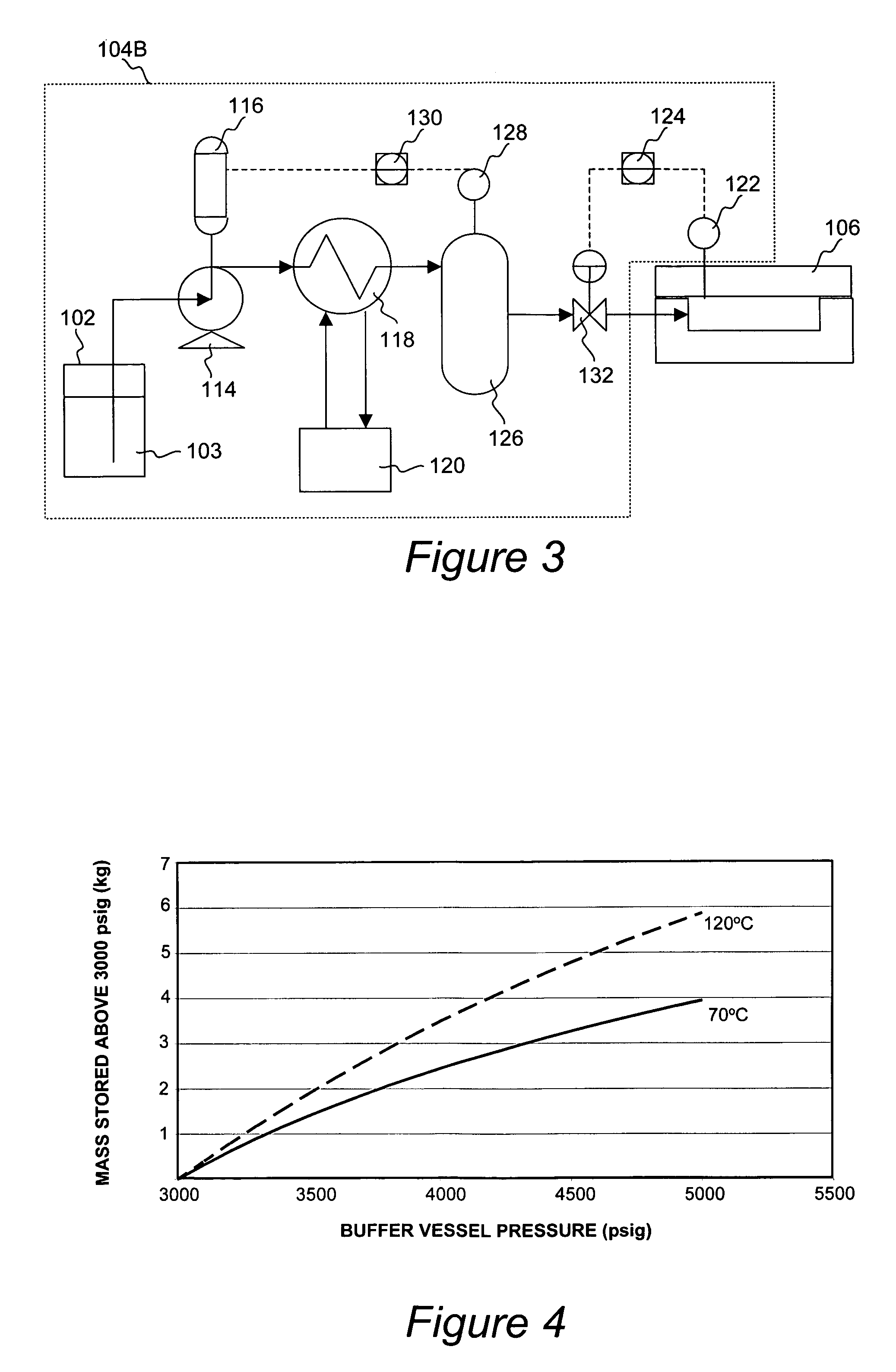
Apparatus and methods for processing semiconductor substrates using supercritical fluids
PatentInactiveUS7503334B1
Innovation
- A system incorporating a solvent delivery mechanism, recirculation, chemical addition, depressurization, and recapture-recycle subsystems for efficient and flexible supercritical fluid cleaning, allowing for easy wafer exchange, sequential chemical additions, and solvent recycling.

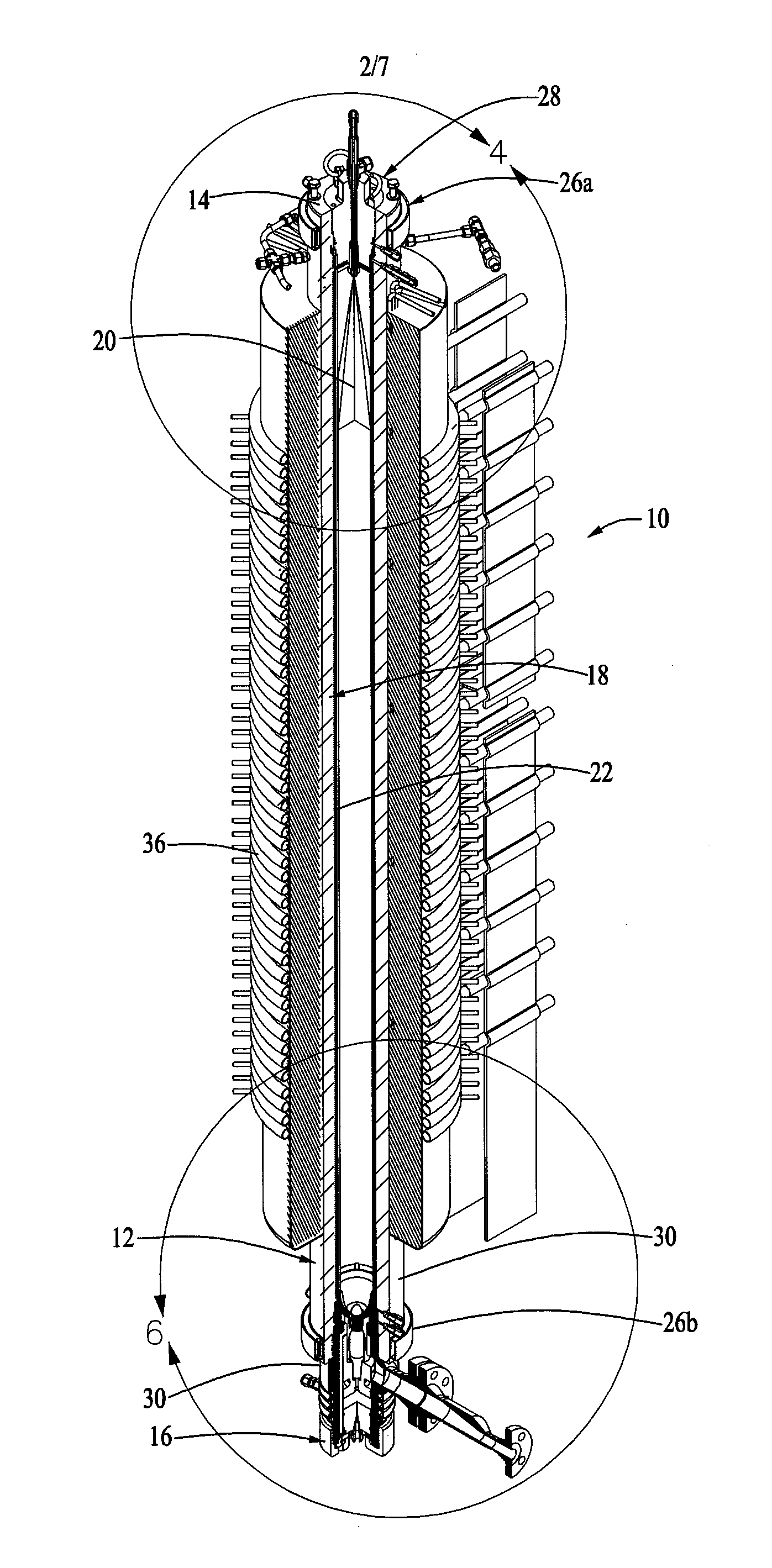
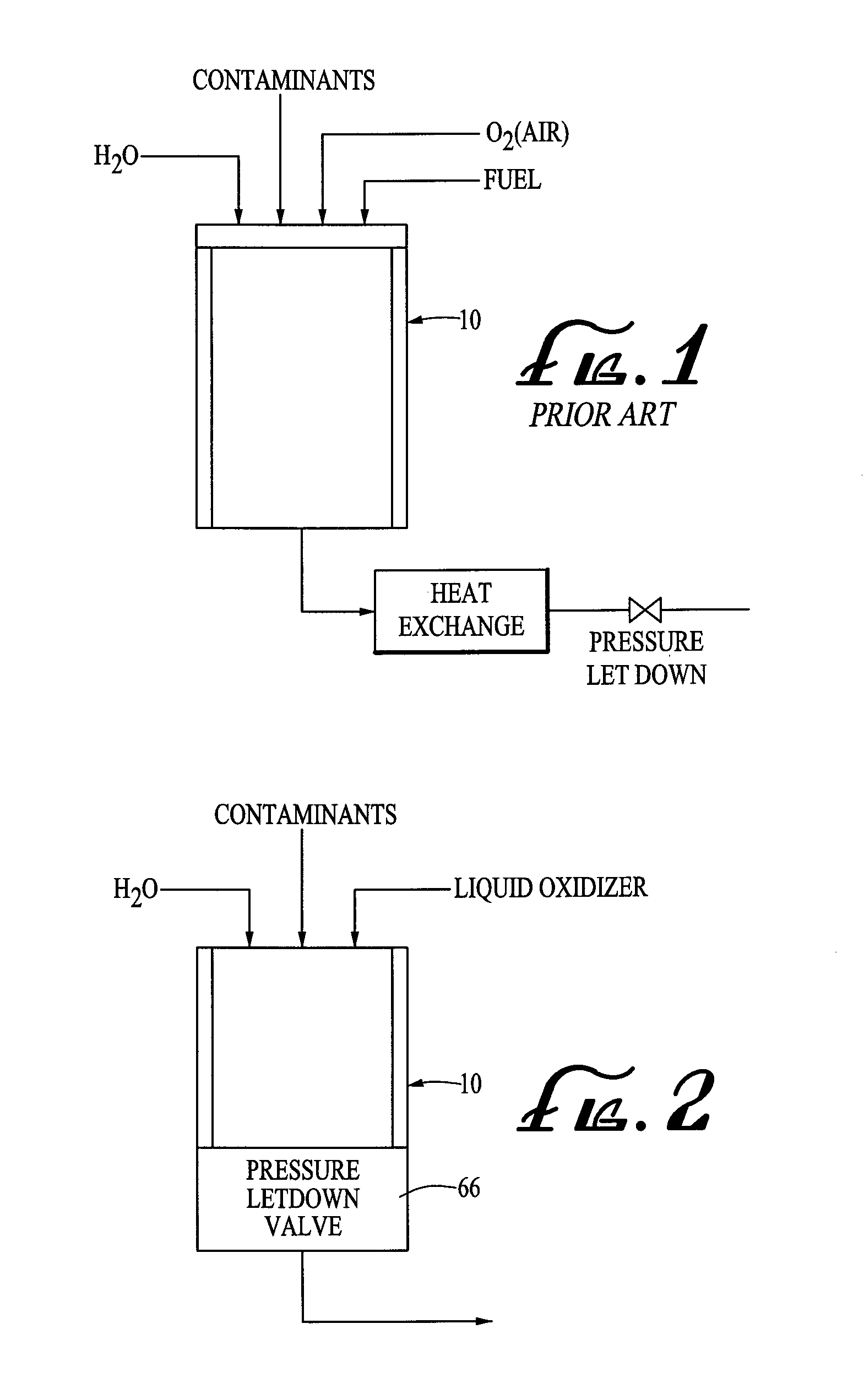
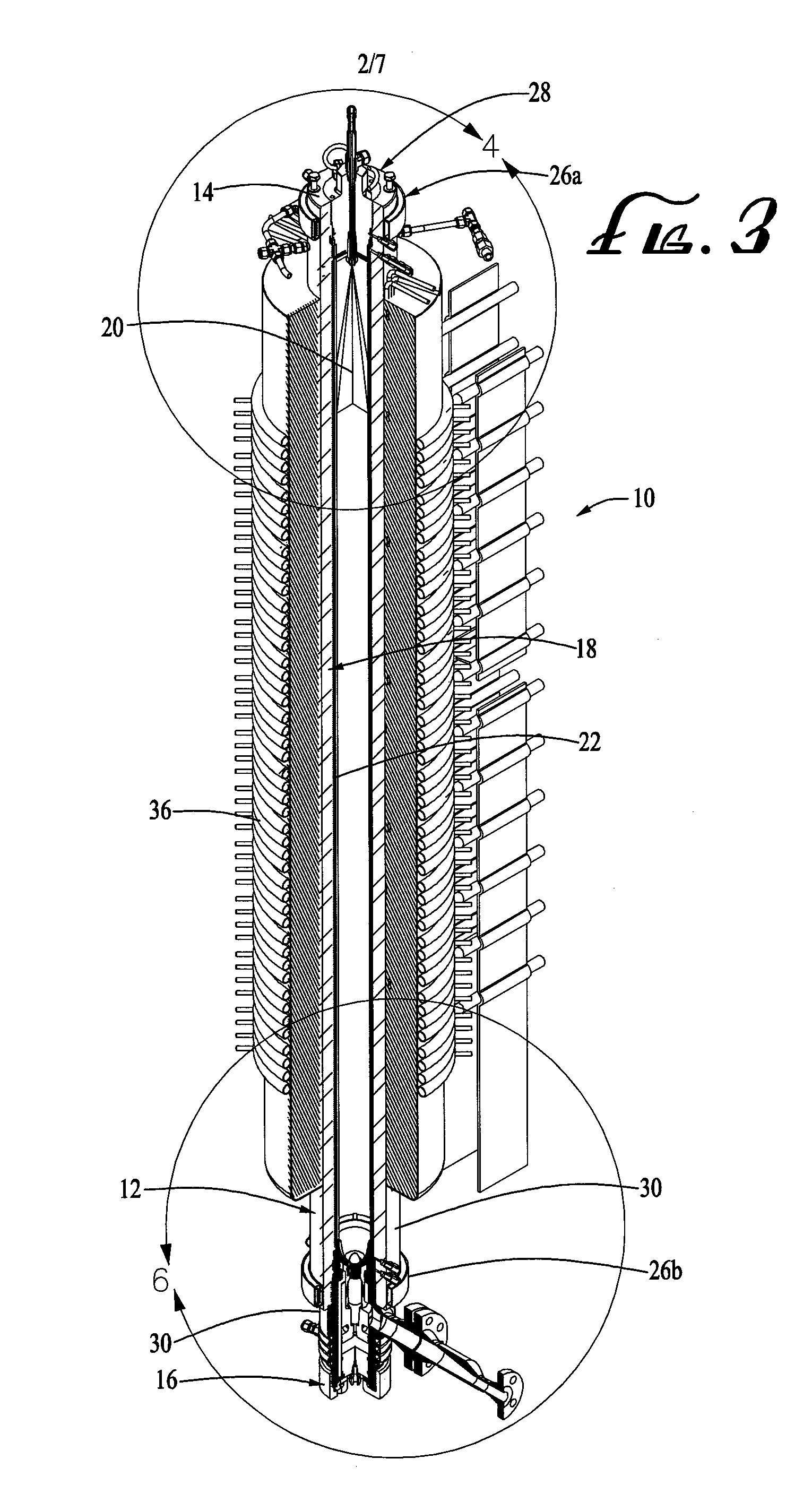
Supercritical water oxidation apparatus and process
PatentActiveUS7682514B2
Innovation
- A method using a continuous flow reactor with a liquid oxidizer, such as a 50 weight percent hydrogen peroxide solution, and a reactor design featuring a removable cylindrical liner and internal letdown valve with pressure feedback control to manage salt precipitation and reduce fouling, eliminating the need for high-pressure air systems and minimizing maintenance.

Environmental Regulations Impacting Supercritical Processes
Supercritical fluid operations have become subject to increasingly stringent environmental regulations worldwide, driven by growing concerns over industrial emissions, waste generation, and resource efficiency. Regulatory frameworks such as the European Union's REACH (Registration, Evaluation, Authorization and Restriction of Chemicals) and the United States Environmental Protection Agency's Clean Air Act impose strict limitations on solvent emissions and hazardous waste disposal. These regulations directly influence the adoption and optimization of supercritical fluid technologies, as they offer inherently cleaner alternatives to conventional solvent-based processes. Compliance requirements mandate comprehensive documentation of process parameters, emission levels, and waste streams, compelling operators to implement advanced monitoring and control systems.
The regulatory landscape varies significantly across jurisdictions, creating both challenges and opportunities for supercritical fluid technology deployment. Countries with aggressive carbon reduction targets, such as those committed to the Paris Agreement, increasingly favor supercritical CO2 processes due to their lower environmental footprint. Regulations governing pharmaceutical manufacturing, food processing, and chemical synthesis now explicitly encourage or mandate the use of green chemistry principles, where supercritical fluids align perfectly with sustainability objectives. However, operators must navigate complex permitting processes that require detailed environmental impact assessments and validation of waste reduction claims.
Emerging regulations focus on circular economy principles and life cycle assessments, pushing industries toward closed-loop supercritical fluid systems that minimize waste generation and maximize resource recovery. Recent legislative developments in Asia-Pacific regions have introduced carbon pricing mechanisms and waste disposal taxes that economically incentivize supercritical fluid adoption. Regulatory bodies are also establishing specific standards for supercritical fluid extraction in food and pharmaceutical applications, ensuring product safety while promoting environmental stewardship.
The evolving regulatory environment necessitates continuous process optimization to maintain compliance while achieving operational efficiency. Companies investing in supercritical fluid technologies must anticipate future regulatory trends, including potential restrictions on greenhouse gas emissions from auxiliary equipment and stricter limits on residual solvent levels in final products. This regulatory pressure serves as a catalyst for innovation in process design, automation, and waste minimization strategies within supercritical fluid operations.
The regulatory landscape varies significantly across jurisdictions, creating both challenges and opportunities for supercritical fluid technology deployment. Countries with aggressive carbon reduction targets, such as those committed to the Paris Agreement, increasingly favor supercritical CO2 processes due to their lower environmental footprint. Regulations governing pharmaceutical manufacturing, food processing, and chemical synthesis now explicitly encourage or mandate the use of green chemistry principles, where supercritical fluids align perfectly with sustainability objectives. However, operators must navigate complex permitting processes that require detailed environmental impact assessments and validation of waste reduction claims.
Emerging regulations focus on circular economy principles and life cycle assessments, pushing industries toward closed-loop supercritical fluid systems that minimize waste generation and maximize resource recovery. Recent legislative developments in Asia-Pacific regions have introduced carbon pricing mechanisms and waste disposal taxes that economically incentivize supercritical fluid adoption. Regulatory bodies are also establishing specific standards for supercritical fluid extraction in food and pharmaceutical applications, ensuring product safety while promoting environmental stewardship.
The evolving regulatory environment necessitates continuous process optimization to maintain compliance while achieving operational efficiency. Companies investing in supercritical fluid technologies must anticipate future regulatory trends, including potential restrictions on greenhouse gas emissions from auxiliary equipment and stricter limits on residual solvent levels in final products. This regulatory pressure serves as a catalyst for innovation in process design, automation, and waste minimization strategies within supercritical fluid operations.
Energy Efficiency Metrics for Supercritical Fluid Operations
Establishing robust energy efficiency metrics is fundamental to optimizing supercritical fluid operations and minimizing waste generation. These metrics serve as quantifiable indicators that enable operators to assess system performance, identify inefficiencies, and implement targeted improvements. The primary challenge lies in developing comprehensive measurement frameworks that capture the complex energy dynamics inherent in supercritical fluid processes, where pressure maintenance, temperature control, and fluid circulation collectively determine overall system efficiency.
The most critical metric is the Specific Energy Consumption (SEC), measured in kilowatt-hours per kilogram of processed material or extracted product. This indicator directly correlates energy input with productive output, allowing for meaningful comparisons across different operational conditions and system configurations. Complementing SEC, the Energy Recovery Ratio (ERR) quantifies the proportion of input energy successfully recaptured through heat exchangers, pressure recovery systems, and solvent recycling mechanisms. High-performing supercritical fluid systems typically achieve ERR values exceeding 60%, with advanced configurations reaching 75-80% through integrated energy management strategies.
Process-specific metrics include the Compression Energy Efficiency (CEE), which evaluates the thermodynamic performance of pumps and compressors responsible for maintaining supercritical conditions. Given that compression typically accounts for 40-60% of total energy consumption, optimizing CEE through variable speed drives, multi-stage compression, and waste heat recovery presents substantial opportunities for waste reduction. Additionally, the Thermal Efficiency Index (TEI) measures heating and cooling system performance, particularly relevant for processes requiring precise temperature control within narrow supercritical windows.
Real-time monitoring capabilities have transformed metric implementation, enabling continuous tracking of energy consumption patterns and immediate identification of deviations from optimal operating parameters. Advanced sensor networks coupled with data analytics platforms facilitate the calculation of dynamic efficiency metrics that adapt to varying feedstock characteristics and production requirements. These systems generate actionable insights by correlating energy consumption with process variables such as flow rates, pressure differentials, and extraction yields, thereby supporting evidence-based optimization decisions that simultaneously reduce waste and enhance operational sustainability.
The most critical metric is the Specific Energy Consumption (SEC), measured in kilowatt-hours per kilogram of processed material or extracted product. This indicator directly correlates energy input with productive output, allowing for meaningful comparisons across different operational conditions and system configurations. Complementing SEC, the Energy Recovery Ratio (ERR) quantifies the proportion of input energy successfully recaptured through heat exchangers, pressure recovery systems, and solvent recycling mechanisms. High-performing supercritical fluid systems typically achieve ERR values exceeding 60%, with advanced configurations reaching 75-80% through integrated energy management strategies.
Process-specific metrics include the Compression Energy Efficiency (CEE), which evaluates the thermodynamic performance of pumps and compressors responsible for maintaining supercritical conditions. Given that compression typically accounts for 40-60% of total energy consumption, optimizing CEE through variable speed drives, multi-stage compression, and waste heat recovery presents substantial opportunities for waste reduction. Additionally, the Thermal Efficiency Index (TEI) measures heating and cooling system performance, particularly relevant for processes requiring precise temperature control within narrow supercritical windows.
Real-time monitoring capabilities have transformed metric implementation, enabling continuous tracking of energy consumption patterns and immediate identification of deviations from optimal operating parameters. Advanced sensor networks coupled with data analytics platforms facilitate the calculation of dynamic efficiency metrics that adapt to varying feedstock characteristics and production requirements. These systems generate actionable insights by correlating energy consumption with process variables such as flow rates, pressure differentials, and extraction yields, thereby supporting evidence-based optimization decisions that simultaneously reduce waste and enhance operational sustainability.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!