How to Plan Smart Factory Capacity for Variable Demand
MAR 19, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Smart Factory Capacity Planning Background and Objectives
Smart factory capacity planning has emerged as a critical discipline in modern manufacturing, driven by the convergence of Industry 4.0 technologies and increasingly volatile market conditions. This field encompasses the strategic integration of advanced digital technologies, including Internet of Things sensors, artificial intelligence, machine learning algorithms, and real-time data analytics, to optimize production capacity allocation in response to fluctuating demand patterns.
The evolution of manufacturing from traditional fixed-capacity models to dynamic, demand-responsive systems represents a fundamental paradigm shift. Historical manufacturing approaches relied on static capacity planning based on forecasted demand, often resulting in either overcapacity costs or stockout situations. The advent of smart manufacturing technologies has enabled real-time visibility into production processes, supply chain dynamics, and market demand signals, creating opportunities for more agile and responsive capacity management strategies.
Contemporary market volatility, characterized by shortened product lifecycles, customization demands, and unpredictable consumer behavior, has intensified the need for adaptive capacity planning solutions. Global supply chain disruptions, seasonal demand variations, and the rise of mass customization have further complicated traditional capacity planning methodologies, necessitating more sophisticated approaches that can accommodate uncertainty and variability.
The primary objective of smart factory capacity planning is to achieve optimal resource utilization while maintaining service level commitments across variable demand scenarios. This involves developing predictive models that can anticipate demand fluctuations, implementing flexible production systems capable of rapid reconfiguration, and establishing decision-making frameworks that balance efficiency with responsiveness.
Key technological enablers include digital twin technologies for simulation and scenario planning, advanced analytics for demand forecasting, and automated production scheduling systems that can dynamically adjust capacity allocation. The integration of these technologies aims to create self-optimizing manufacturing systems that can proactively respond to market changes while minimizing operational costs and maximizing customer satisfaction.
The strategic importance of this capability extends beyond operational efficiency to encompass competitive advantage, as organizations with superior capacity planning capabilities can better serve customers, reduce inventory costs, and adapt more quickly to market opportunities and disruptions.
The evolution of manufacturing from traditional fixed-capacity models to dynamic, demand-responsive systems represents a fundamental paradigm shift. Historical manufacturing approaches relied on static capacity planning based on forecasted demand, often resulting in either overcapacity costs or stockout situations. The advent of smart manufacturing technologies has enabled real-time visibility into production processes, supply chain dynamics, and market demand signals, creating opportunities for more agile and responsive capacity management strategies.
Contemporary market volatility, characterized by shortened product lifecycles, customization demands, and unpredictable consumer behavior, has intensified the need for adaptive capacity planning solutions. Global supply chain disruptions, seasonal demand variations, and the rise of mass customization have further complicated traditional capacity planning methodologies, necessitating more sophisticated approaches that can accommodate uncertainty and variability.
The primary objective of smart factory capacity planning is to achieve optimal resource utilization while maintaining service level commitments across variable demand scenarios. This involves developing predictive models that can anticipate demand fluctuations, implementing flexible production systems capable of rapid reconfiguration, and establishing decision-making frameworks that balance efficiency with responsiveness.
Key technological enablers include digital twin technologies for simulation and scenario planning, advanced analytics for demand forecasting, and automated production scheduling systems that can dynamically adjust capacity allocation. The integration of these technologies aims to create self-optimizing manufacturing systems that can proactively respond to market changes while minimizing operational costs and maximizing customer satisfaction.
The strategic importance of this capability extends beyond operational efficiency to encompass competitive advantage, as organizations with superior capacity planning capabilities can better serve customers, reduce inventory costs, and adapt more quickly to market opportunities and disruptions.
Variable Demand Market Analysis for Manufacturing
The manufacturing sector faces unprecedented demand volatility driven by evolving consumer preferences, supply chain disruptions, and rapid technological advancement. Traditional mass production models are increasingly inadequate for addressing fluctuating market requirements, creating substantial pressure on manufacturers to develop more responsive capacity planning strategies. This volatility manifests across multiple dimensions including seasonal variations, product lifecycle changes, and unpredictable market events that can dramatically alter demand patterns within short timeframes.
Market dynamics reveal a fundamental shift toward customization and shorter product lifecycles, particularly evident in electronics, automotive, and consumer goods sectors. Manufacturers report demand fluctuations ranging from sudden spikes during promotional periods to extended low-demand phases during economic uncertainties. The rise of e-commerce has further amplified these variations, with online platforms generating immediate demand signals that require rapid manufacturing responses.
Consumer behavior analysis indicates growing expectations for product variety and faster delivery times, compelling manufacturers to maintain flexible production capabilities while controlling costs. The proliferation of smart devices and Internet of Things applications has created new market segments with highly variable demand patterns, where product popularity can shift rapidly based on technological innovations or competitive offerings.
Supply chain complexity adds another layer of variability, as global sourcing strategies expose manufacturers to geopolitical risks, transportation delays, and raw material price fluctuations. These factors create cascading effects on production planning, requiring sophisticated forecasting mechanisms and adaptive capacity management approaches.
The emergence of sustainability requirements and regulatory changes introduces additional demand variables, as manufacturers must respond to evolving environmental standards and consumer preferences for eco-friendly products. This trend necessitates flexible manufacturing systems capable of accommodating new materials, processes, and quality standards without significant capacity disruptions.
Digital transformation initiatives across industries are reshaping demand patterns, with manufacturers experiencing increased pressure to integrate smart technologies while maintaining operational efficiency. The convergence of artificial intelligence, machine learning, and advanced analytics presents opportunities for more accurate demand prediction and responsive capacity planning, though implementation challenges remain significant for many organizations seeking to balance technological investment with operational flexibility.
Market dynamics reveal a fundamental shift toward customization and shorter product lifecycles, particularly evident in electronics, automotive, and consumer goods sectors. Manufacturers report demand fluctuations ranging from sudden spikes during promotional periods to extended low-demand phases during economic uncertainties. The rise of e-commerce has further amplified these variations, with online platforms generating immediate demand signals that require rapid manufacturing responses.
Consumer behavior analysis indicates growing expectations for product variety and faster delivery times, compelling manufacturers to maintain flexible production capabilities while controlling costs. The proliferation of smart devices and Internet of Things applications has created new market segments with highly variable demand patterns, where product popularity can shift rapidly based on technological innovations or competitive offerings.
Supply chain complexity adds another layer of variability, as global sourcing strategies expose manufacturers to geopolitical risks, transportation delays, and raw material price fluctuations. These factors create cascading effects on production planning, requiring sophisticated forecasting mechanisms and adaptive capacity management approaches.
The emergence of sustainability requirements and regulatory changes introduces additional demand variables, as manufacturers must respond to evolving environmental standards and consumer preferences for eco-friendly products. This trend necessitates flexible manufacturing systems capable of accommodating new materials, processes, and quality standards without significant capacity disruptions.
Digital transformation initiatives across industries are reshaping demand patterns, with manufacturers experiencing increased pressure to integrate smart technologies while maintaining operational efficiency. The convergence of artificial intelligence, machine learning, and advanced analytics presents opportunities for more accurate demand prediction and responsive capacity planning, though implementation challenges remain significant for many organizations seeking to balance technological investment with operational flexibility.
Current Challenges in Dynamic Capacity Management
Dynamic capacity management in smart factories faces unprecedented complexity due to the volatile nature of modern market demands. Traditional capacity planning methods, which relied on historical data and linear forecasting models, prove inadequate when confronted with sudden demand spikes, supply chain disruptions, and rapidly changing customer preferences. The COVID-19 pandemic exemplified this challenge, where manufacturers experienced dramatic demand fluctuations across different product categories within short timeframes.
One of the primary obstacles lies in the inherent uncertainty of demand forecasting. Despite advances in predictive analytics, accurately predicting customer behavior remains elusive, particularly in industries with seasonal variations or emerging market segments. This uncertainty creates a cascading effect throughout the production planning process, making it difficult to determine optimal resource allocation and production schedules.
The integration of multiple production systems presents another significant challenge. Modern smart factories typically operate with heterogeneous equipment, legacy systems, and diverse automation technologies that often lack seamless interoperability. This fragmentation creates data silos and communication gaps, hindering real-time visibility into actual production capacity and utilization rates across different manufacturing cells.
Resource optimization complexity intensifies when considering the multi-dimensional nature of capacity constraints. Beyond traditional bottlenecks in machinery and labor, smart factories must now account for energy consumption limits, raw material availability, quality control requirements, and environmental regulations. Balancing these competing constraints while maintaining production efficiency requires sophisticated optimization algorithms that many organizations struggle to implement effectively.
Real-time decision-making capabilities remain limited despite technological advances. While Industry 4.0 technologies promise instantaneous data processing and automated responses, most manufacturers still rely on periodic planning cycles that cannot adequately respond to sudden market changes. The gap between data collection and actionable insights often results in delayed capacity adjustments, leading to either overproduction waste or missed market opportunities.
Furthermore, the human factor introduces additional complexity in dynamic capacity management. Workforce flexibility, skill availability, and training requirements must be synchronized with automated systems and changing production demands. Managing this human-machine collaboration while maintaining safety standards and regulatory compliance adds layers of complexity to capacity planning decisions.
One of the primary obstacles lies in the inherent uncertainty of demand forecasting. Despite advances in predictive analytics, accurately predicting customer behavior remains elusive, particularly in industries with seasonal variations or emerging market segments. This uncertainty creates a cascading effect throughout the production planning process, making it difficult to determine optimal resource allocation and production schedules.
The integration of multiple production systems presents another significant challenge. Modern smart factories typically operate with heterogeneous equipment, legacy systems, and diverse automation technologies that often lack seamless interoperability. This fragmentation creates data silos and communication gaps, hindering real-time visibility into actual production capacity and utilization rates across different manufacturing cells.
Resource optimization complexity intensifies when considering the multi-dimensional nature of capacity constraints. Beyond traditional bottlenecks in machinery and labor, smart factories must now account for energy consumption limits, raw material availability, quality control requirements, and environmental regulations. Balancing these competing constraints while maintaining production efficiency requires sophisticated optimization algorithms that many organizations struggle to implement effectively.
Real-time decision-making capabilities remain limited despite technological advances. While Industry 4.0 technologies promise instantaneous data processing and automated responses, most manufacturers still rely on periodic planning cycles that cannot adequately respond to sudden market changes. The gap between data collection and actionable insights often results in delayed capacity adjustments, leading to either overproduction waste or missed market opportunities.
Furthermore, the human factor introduces additional complexity in dynamic capacity management. Workforce flexibility, skill availability, and training requirements must be synchronized with automated systems and changing production demands. Managing this human-machine collaboration while maintaining safety standards and regulatory compliance adds layers of complexity to capacity planning decisions.
Existing Approaches for Flexible Capacity Planning
01 Real-time production monitoring and capacity optimization systems
Systems and methods for monitoring production processes in real-time to optimize capacity utilization in smart factories. These solutions collect data from various production equipment and sensors to analyze current capacity usage, identify bottlenecks, and provide recommendations for improving throughput. The systems enable dynamic adjustment of production schedules based on actual capacity availability and demand fluctuations.- Real-time production monitoring and capacity optimization systems: Systems that utilize real-time data collection from manufacturing equipment and production lines to monitor current capacity utilization and optimize production scheduling. These systems employ sensors, IoT devices, and data analytics to track machine performance, production rates, and resource availability, enabling dynamic adjustment of production plans to maximize capacity efficiency and minimize bottlenecks in smart factory environments.
- Predictive capacity planning using machine learning and AI: Advanced capacity planning methods that leverage artificial intelligence and machine learning algorithms to forecast future production demands and capacity requirements. These approaches analyze historical production data, market trends, and various operational parameters to predict capacity needs, identify potential constraints, and recommend optimal resource allocation strategies for maintaining efficient production levels in smart manufacturing facilities.
- Integrated supply chain and production capacity coordination: Systems that integrate supply chain management with production capacity planning to ensure synchronized operations across the entire manufacturing ecosystem. These solutions coordinate material availability, supplier schedules, inventory levels, and production capacity to optimize overall throughput and reduce idle time, enabling better alignment between demand forecasting and actual production capabilities in smart factory settings.
- Dynamic resource allocation and scheduling optimization: Methods for dynamically allocating manufacturing resources including equipment, personnel, and materials based on real-time capacity requirements and production priorities. These systems employ optimization algorithms to create flexible production schedules that can adapt to changing demands, equipment availability, and operational constraints, ensuring maximum utilization of available capacity while meeting production targets and delivery deadlines.
- Digital twin and simulation-based capacity planning: Capacity planning approaches that utilize digital twin technology and simulation models to virtually test and optimize production scenarios before implementation. These systems create virtual replicas of manufacturing facilities and processes, allowing planners to simulate different capacity configurations, evaluate the impact of changes, and identify optimal production strategies without disrupting actual operations, thereby improving decision-making accuracy in capacity management.
02 Predictive capacity planning using machine learning and AI
Advanced predictive analytics and artificial intelligence techniques are employed to forecast future capacity requirements and optimize resource allocation. These methods analyze historical production data, market trends, and various operational parameters to predict capacity needs and suggest optimal planning strategies. The systems can automatically adjust capacity plans based on predicted demand patterns and production constraints.Expand Specific Solutions03 Integrated production scheduling and capacity management platforms
Comprehensive platforms that integrate production scheduling with capacity management to ensure efficient utilization of manufacturing resources. These systems coordinate multiple production lines, manage work orders, and balance workload distribution across available capacity. They provide tools for scenario planning and what-if analysis to evaluate different capacity allocation strategies.Expand Specific Solutions04 Digital twin technology for capacity simulation and planning
Digital twin implementations that create virtual replicas of manufacturing facilities to simulate and optimize capacity planning decisions. These virtual models enable testing of different production scenarios, capacity configurations, and operational strategies without disrupting actual production. The technology allows for continuous validation and refinement of capacity plans based on real-world performance data.Expand Specific Solutions05 Cloud-based collaborative capacity planning systems
Cloud-enabled platforms that facilitate collaborative capacity planning across multiple stakeholders and production facilities. These systems provide centralized visibility into capacity availability, enable coordination between different departments and locations, and support distributed decision-making for capacity allocation. They offer scalable infrastructure for handling large-scale manufacturing operations and complex supply chain networks.Expand Specific Solutions
Leading Players in Smart Factory Solutions
The smart factory capacity planning market is experiencing rapid growth driven by increasing demand variability across industries, with the market expanding significantly as manufacturers seek adaptive production solutions. The industry is in a transitional phase from traditional static capacity models to dynamic, AI-driven systems that can respond to fluctuating demand patterns. Technology maturity varies considerably among market players, with established enterprise software leaders like SAP SE and IBM demonstrating advanced integrated solutions, while industrial giants such as Siemens, Hitachi, and Mitsubishi Electric offer robust automation platforms. Semiconductor manufacturers including Taiwan Semiconductor Manufacturing and Hon Hai Precision provide foundational hardware capabilities, while emerging players like Liaoning MindI focus on specialized AI-driven industrial solutions. Academic institutions such as Tsinghua University and California Institute of Technology contribute cutting-edge research, creating a competitive landscape where traditional automation meets modern artificial intelligence and cloud computing technologies.
SAP SE
Technical Solution: SAP provides comprehensive smart factory capacity planning solutions through its Digital Manufacturing Cloud and Integrated Business Planning (IBP) platform. The system leverages advanced analytics, machine learning algorithms, and real-time data integration to optimize production capacity based on variable demand patterns. SAP's solution includes demand sensing capabilities that can detect market changes up to 40% faster than traditional forecasting methods, enabling manufacturers to adjust capacity planning proactively. The platform integrates with IoT sensors and manufacturing execution systems to provide real-time visibility into production performance and capacity utilization rates.
Strengths: Market-leading ERP integration, advanced analytics capabilities, comprehensive supply chain visibility. Weaknesses: High implementation costs, complex customization requirements, steep learning curve for operators.
International Business Machines Corp.
Technical Solution: IBM offers Watson IoT Manufacturing solutions combined with AI-powered capacity planning tools that utilize predictive analytics and cognitive computing to optimize smart factory operations. The platform employs machine learning models to analyze historical production data, market trends, and external factors to predict demand fluctuations with up to 85% accuracy. IBM's solution includes dynamic scheduling algorithms that can automatically adjust production capacity in real-time, reducing inventory costs by up to 20% while maintaining service levels. The system integrates edge computing capabilities to process data locally and reduce latency in capacity adjustment decisions.
Strengths: Advanced AI and machine learning capabilities, strong edge computing integration, proven track record in industrial IoT. Weaknesses: Complex implementation process, requires significant data infrastructure investment, limited industry-specific customization options.
Core Technologies in Demand-Responsive Manufacturing
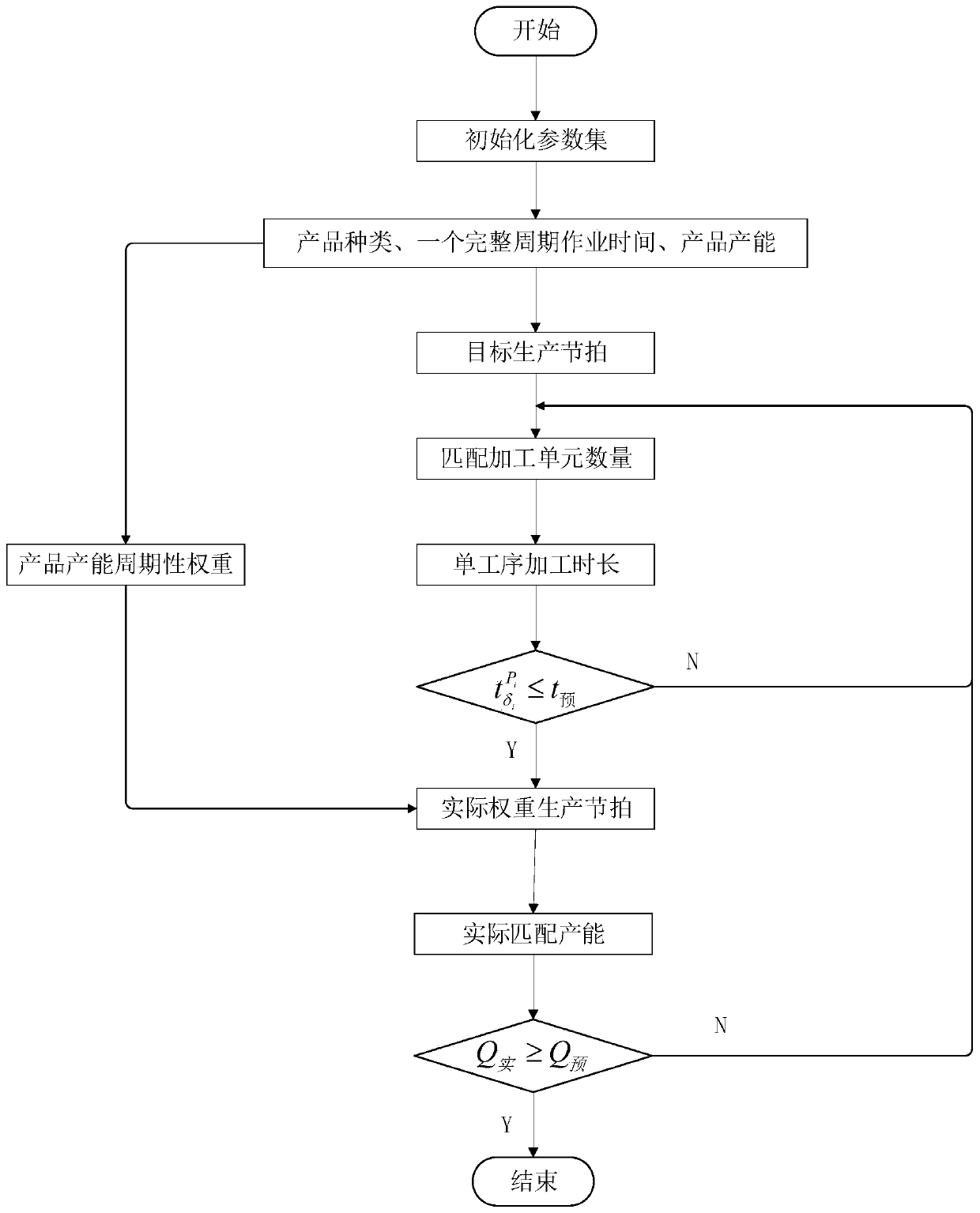
Planning method for solving multi-objective optimization of intelligent manufacturing workshop
PatentActiveCN110968057A
Innovation
- By obtaining the product types and processing techniques of the manufacturing workshop, calculate the periodic production capacity ratio of each product, combine the target production capacity and production rhythm, optimize the number of equipment to improve equipment utilization, use the target production capacity as the objective function, and conduct simulation evaluation to achieve Capacity matching and cost control.



Industry 4.0 Standards and Compliance Framework
The implementation of smart factory capacity planning for variable demand requires adherence to established Industry 4.0 standards and compliance frameworks that ensure interoperability, security, and operational excellence. These frameworks provide the foundational architecture for integrating advanced manufacturing technologies while maintaining regulatory compliance and industry best practices.
The Reference Architecture Model Industrie 4.0 (RAMI 4.0) serves as the primary structural framework for smart factory implementations. This three-dimensional model encompasses hierarchy levels, life cycle phases, and functional layers that guide the development of capacity planning systems. RAMI 4.0 ensures that demand forecasting algorithms, production scheduling systems, and resource allocation mechanisms operate within standardized communication protocols and data exchange formats.
ISO/IEC 62264 Enterprise-Control System Integration standard plays a crucial role in defining the interface between enterprise resource planning systems and manufacturing execution systems. For variable demand scenarios, this standard enables seamless data flow between demand prediction models and production control systems, ensuring that capacity adjustments align with both operational constraints and business objectives.
The Industrial Internet Consortium's Industrial Internet Reference Architecture (IIRA) provides comprehensive guidelines for implementing IoT-enabled capacity planning solutions. This framework addresses critical aspects including edge computing deployment for real-time demand sensing, cloud-based analytics for demand pattern recognition, and secure data transmission protocols that protect sensitive production and market information.
Cybersecurity compliance represents a fundamental requirement, with standards such as IEC 62443 defining security measures for industrial automation and control systems. Smart factories implementing dynamic capacity planning must incorporate multi-layered security architectures that protect against cyber threats while maintaining system responsiveness to demand fluctuations.
OPC UA (Open Platform Communications Unified Architecture) standards ensure semantic interoperability between diverse manufacturing systems and external demand data sources. This enables integration of customer order management systems, supply chain partners, and market intelligence platforms into unified capacity planning frameworks.
Quality management standards including ISO 9001 and automotive-specific IATF 16949 mandate documentation and traceability requirements that influence capacity planning system design. These standards ensure that variable production schedules maintain consistent quality outputs while providing audit trails for compliance verification and continuous improvement initiatives.
The Reference Architecture Model Industrie 4.0 (RAMI 4.0) serves as the primary structural framework for smart factory implementations. This three-dimensional model encompasses hierarchy levels, life cycle phases, and functional layers that guide the development of capacity planning systems. RAMI 4.0 ensures that demand forecasting algorithms, production scheduling systems, and resource allocation mechanisms operate within standardized communication protocols and data exchange formats.
ISO/IEC 62264 Enterprise-Control System Integration standard plays a crucial role in defining the interface between enterprise resource planning systems and manufacturing execution systems. For variable demand scenarios, this standard enables seamless data flow between demand prediction models and production control systems, ensuring that capacity adjustments align with both operational constraints and business objectives.
The Industrial Internet Consortium's Industrial Internet Reference Architecture (IIRA) provides comprehensive guidelines for implementing IoT-enabled capacity planning solutions. This framework addresses critical aspects including edge computing deployment for real-time demand sensing, cloud-based analytics for demand pattern recognition, and secure data transmission protocols that protect sensitive production and market information.
Cybersecurity compliance represents a fundamental requirement, with standards such as IEC 62443 defining security measures for industrial automation and control systems. Smart factories implementing dynamic capacity planning must incorporate multi-layered security architectures that protect against cyber threats while maintaining system responsiveness to demand fluctuations.
OPC UA (Open Platform Communications Unified Architecture) standards ensure semantic interoperability between diverse manufacturing systems and external demand data sources. This enables integration of customer order management systems, supply chain partners, and market intelligence platforms into unified capacity planning frameworks.
Quality management standards including ISO 9001 and automotive-specific IATF 16949 mandate documentation and traceability requirements that influence capacity planning system design. These standards ensure that variable production schedules maintain consistent quality outputs while providing audit trails for compliance verification and continuous improvement initiatives.
Sustainability Impact of Smart Capacity Planning
Smart capacity planning in manufacturing environments presents significant opportunities for environmental sustainability improvements through optimized resource utilization and waste reduction. Traditional capacity planning approaches often result in overproduction, excessive energy consumption, and material waste due to their inability to accurately respond to demand fluctuations. Smart factory capacity planning systems address these challenges by implementing real-time demand sensing, predictive analytics, and automated resource allocation mechanisms.
The environmental benefits of intelligent capacity planning manifest primarily through energy efficiency optimization. Smart systems can dynamically adjust production schedules and equipment utilization based on actual demand patterns, reducing unnecessary energy consumption during low-demand periods. This approach can achieve energy savings of 15-30% compared to conventional fixed-capacity operations, directly translating to reduced carbon emissions and lower environmental impact.
Material waste reduction represents another critical sustainability dimension. Smart capacity planning systems utilize advanced forecasting algorithms to minimize overproduction and reduce raw material consumption. By accurately predicting demand variations and adjusting production accordingly, these systems can decrease material waste by up to 25%, contributing to circular economy principles and resource conservation.
Water consumption optimization emerges as an additional environmental benefit, particularly relevant in industries with significant water usage. Smart capacity planning enables precise control of production processes, reducing water waste through optimized cleaning cycles, cooling system management, and process efficiency improvements. This targeted approach can achieve water consumption reductions of 10-20% while maintaining production quality standards.
The integration of renewable energy sources becomes more feasible with smart capacity planning systems. These platforms can schedule energy-intensive operations during periods of high renewable energy availability, maximizing the utilization of clean energy sources and reducing dependence on fossil fuels. This capability supports corporate sustainability goals and regulatory compliance requirements.
Supply chain sustainability benefits extend beyond individual factory operations. Smart capacity planning systems enable better coordination with suppliers and distributors, reducing transportation-related emissions through optimized logistics and inventory management. This holistic approach creates cascading environmental benefits throughout the entire value chain, amplifying the overall sustainability impact of smart manufacturing initiatives.
The environmental benefits of intelligent capacity planning manifest primarily through energy efficiency optimization. Smart systems can dynamically adjust production schedules and equipment utilization based on actual demand patterns, reducing unnecessary energy consumption during low-demand periods. This approach can achieve energy savings of 15-30% compared to conventional fixed-capacity operations, directly translating to reduced carbon emissions and lower environmental impact.
Material waste reduction represents another critical sustainability dimension. Smart capacity planning systems utilize advanced forecasting algorithms to minimize overproduction and reduce raw material consumption. By accurately predicting demand variations and adjusting production accordingly, these systems can decrease material waste by up to 25%, contributing to circular economy principles and resource conservation.
Water consumption optimization emerges as an additional environmental benefit, particularly relevant in industries with significant water usage. Smart capacity planning enables precise control of production processes, reducing water waste through optimized cleaning cycles, cooling system management, and process efficiency improvements. This targeted approach can achieve water consumption reductions of 10-20% while maintaining production quality standards.
The integration of renewable energy sources becomes more feasible with smart capacity planning systems. These platforms can schedule energy-intensive operations during periods of high renewable energy availability, maximizing the utilization of clean energy sources and reducing dependence on fossil fuels. This capability supports corporate sustainability goals and regulatory compliance requirements.
Supply chain sustainability benefits extend beyond individual factory operations. Smart capacity planning systems enable better coordination with suppliers and distributors, reducing transportation-related emissions through optimized logistics and inventory management. This holistic approach creates cascading environmental benefits throughout the entire value chain, amplifying the overall sustainability impact of smart manufacturing initiatives.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!