How to Produce High-Purity Propionic Acid for Specialized Markets?
JUL 3, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Propionic Acid Purity Challenges and Objectives
Propionic acid is a vital chemical compound with diverse applications across industries, particularly in specialized markets requiring high-purity grades. The pursuit of producing high-purity propionic acid has become increasingly important due to growing demand in sectors such as pharmaceuticals, food additives, and advanced materials.
The primary objective in this technological domain is to develop efficient and cost-effective methods for producing propionic acid with purity levels exceeding 99.5%. This goal presents significant challenges, as traditional production methods often result in lower purity levels and undesirable byproducts. The presence of impurities, even in trace amounts, can significantly impact the performance and safety of end products in sensitive applications.
One of the key challenges in achieving high purity is the separation of propionic acid from its homologous acids, particularly acetic acid, which often coexists in production streams. The similar chemical properties of these acids make their separation a complex and energy-intensive process. Additionally, the removal of trace metal contaminants, which can catalyze unwanted side reactions or affect product stability, poses another significant hurdle.
The evolution of production technologies has seen a shift from traditional fermentation methods to more advanced synthetic routes. While fermentation offers a bio-based approach, it often struggles to achieve the highest purity levels required for specialized markets. Synthetic methods, on the other hand, have shown promise in producing higher purity grades but face challenges in terms of cost-effectiveness and environmental sustainability.
Recent technological advancements have focused on developing hybrid processes that combine the benefits of both biological and chemical approaches. These innovative methods aim to leverage the selectivity of enzymatic processes with the efficiency of chemical catalysis to produce high-purity propionic acid while minimizing waste and energy consumption.
Another critical objective in this field is the development of more efficient purification and separation technologies. Advanced membrane technologies, such as pervaporation and electrodialysis, are being explored for their potential to achieve higher separation efficiencies with lower energy requirements. Similarly, novel adsorption materials and chromatographic techniques are being investigated for their ability to selectively remove specific impurities.
The pursuit of high-purity propionic acid production also aligns with broader industry trends towards sustainability and circular economy principles. As such, there is a growing emphasis on developing processes that utilize renewable feedstocks, minimize waste generation, and reduce overall environmental impact. This includes exploring bio-based production routes that can achieve high purity levels while maintaining economic viability.
The primary objective in this technological domain is to develop efficient and cost-effective methods for producing propionic acid with purity levels exceeding 99.5%. This goal presents significant challenges, as traditional production methods often result in lower purity levels and undesirable byproducts. The presence of impurities, even in trace amounts, can significantly impact the performance and safety of end products in sensitive applications.
One of the key challenges in achieving high purity is the separation of propionic acid from its homologous acids, particularly acetic acid, which often coexists in production streams. The similar chemical properties of these acids make their separation a complex and energy-intensive process. Additionally, the removal of trace metal contaminants, which can catalyze unwanted side reactions or affect product stability, poses another significant hurdle.
The evolution of production technologies has seen a shift from traditional fermentation methods to more advanced synthetic routes. While fermentation offers a bio-based approach, it often struggles to achieve the highest purity levels required for specialized markets. Synthetic methods, on the other hand, have shown promise in producing higher purity grades but face challenges in terms of cost-effectiveness and environmental sustainability.
Recent technological advancements have focused on developing hybrid processes that combine the benefits of both biological and chemical approaches. These innovative methods aim to leverage the selectivity of enzymatic processes with the efficiency of chemical catalysis to produce high-purity propionic acid while minimizing waste and energy consumption.
Another critical objective in this field is the development of more efficient purification and separation technologies. Advanced membrane technologies, such as pervaporation and electrodialysis, are being explored for their potential to achieve higher separation efficiencies with lower energy requirements. Similarly, novel adsorption materials and chromatographic techniques are being investigated for their ability to selectively remove specific impurities.
The pursuit of high-purity propionic acid production also aligns with broader industry trends towards sustainability and circular economy principles. As such, there is a growing emphasis on developing processes that utilize renewable feedstocks, minimize waste generation, and reduce overall environmental impact. This includes exploring bio-based production routes that can achieve high purity levels while maintaining economic viability.
Market Analysis for High-Purity Propionic Acid
The global market for high-purity propionic acid has been experiencing steady growth, driven by increasing demand from specialized industries such as pharmaceuticals, food additives, and electronics. This niche market segment is characterized by stringent quality requirements and a focus on product purity, typically above 99.5%.
In the pharmaceutical sector, high-purity propionic acid is utilized as a key ingredient in various medications and as a preservative in drug formulations. The growing pharmaceutical industry, particularly in emerging markets, is expected to fuel demand for high-purity propionic acid in the coming years.
The food and beverage industry represents another significant market for high-purity propionic acid. Its application as a natural preservative in bakery products, dairy items, and animal feed has gained traction due to increasing consumer preference for clean-label products and natural ingredients. The rising awareness of food safety and shelf-life extension further supports market growth in this sector.
Electronics manufacturing, especially in the production of printed circuit boards and semiconductors, requires ultra-high purity propionic acid. The ongoing expansion of the electronics industry, driven by technological advancements and the proliferation of smart devices, is anticipated to create substantial demand for high-purity propionic acid.
Geographically, North America and Europe currently dominate the high-purity propionic acid market, owing to their well-established pharmaceutical and food industries. However, the Asia-Pacific region is emerging as a lucrative market, with rapid industrialization and increasing adoption of advanced technologies in countries like China, India, and South Korea.
Market analysts project a compound annual growth rate (CAGR) for the high-purity propionic acid market in the range of 5-7% over the next five years. This growth is attributed to the expanding applications in specialized industries and the increasing focus on product quality and purity.
Key challenges in the market include the high production costs associated with achieving and maintaining high purity levels, as well as the stringent regulatory requirements for applications in pharmaceuticals and food products. Additionally, the limited number of manufacturers capable of producing high-purity propionic acid creates potential supply chain vulnerabilities.
Despite these challenges, the market outlook remains positive, with opportunities for innovation in production processes to improve efficiency and reduce costs. The development of new applications in emerging industries, such as advanced materials and green chemistry, may further expand the market potential for high-purity propionic acid in specialized sectors.
In the pharmaceutical sector, high-purity propionic acid is utilized as a key ingredient in various medications and as a preservative in drug formulations. The growing pharmaceutical industry, particularly in emerging markets, is expected to fuel demand for high-purity propionic acid in the coming years.
The food and beverage industry represents another significant market for high-purity propionic acid. Its application as a natural preservative in bakery products, dairy items, and animal feed has gained traction due to increasing consumer preference for clean-label products and natural ingredients. The rising awareness of food safety and shelf-life extension further supports market growth in this sector.
Electronics manufacturing, especially in the production of printed circuit boards and semiconductors, requires ultra-high purity propionic acid. The ongoing expansion of the electronics industry, driven by technological advancements and the proliferation of smart devices, is anticipated to create substantial demand for high-purity propionic acid.
Geographically, North America and Europe currently dominate the high-purity propionic acid market, owing to their well-established pharmaceutical and food industries. However, the Asia-Pacific region is emerging as a lucrative market, with rapid industrialization and increasing adoption of advanced technologies in countries like China, India, and South Korea.
Market analysts project a compound annual growth rate (CAGR) for the high-purity propionic acid market in the range of 5-7% over the next five years. This growth is attributed to the expanding applications in specialized industries and the increasing focus on product quality and purity.
Key challenges in the market include the high production costs associated with achieving and maintaining high purity levels, as well as the stringent regulatory requirements for applications in pharmaceuticals and food products. Additionally, the limited number of manufacturers capable of producing high-purity propionic acid creates potential supply chain vulnerabilities.
Despite these challenges, the market outlook remains positive, with opportunities for innovation in production processes to improve efficiency and reduce costs. The development of new applications in emerging industries, such as advanced materials and green chemistry, may further expand the market potential for high-purity propionic acid in specialized sectors.
Current Production Methods and Limitations
Propionic acid production for specialized markets currently relies on two primary methods: petrochemical synthesis and fermentation. The petrochemical route, which dominates the market, involves the carbonylation of ethylene using carbon monoxide and hydrogen, followed by hydroformylation to produce propionaldehyde, which is then oxidized to propionic acid. This process yields high purity but is energy-intensive and relies on non-renewable fossil fuel feedstocks.
Fermentation, an alternative method, utilizes microorganisms to convert renewable substrates like glucose or lactose into propionic acid. While more environmentally friendly, this biological process faces challenges in achieving high purity and concentration levels required for specialized applications. The main limitations include low product yield, slow fermentation rates, and the formation of by-products that complicate downstream purification.
Current purification techniques for both production methods include distillation, crystallization, and membrane separation. However, these processes often struggle to achieve the ultra-high purity levels demanded by specialized markets, such as pharmaceuticals and electronics. Distillation, while effective, is energy-intensive and can lead to thermal degradation of the product. Crystallization requires precise temperature control and can result in product loss. Membrane separation technologies, though promising, still face challenges in scalability and membrane fouling.
Another significant limitation in current production methods is the difficulty in removing trace impurities, particularly in fermentation-derived propionic acid. These impurities, even in minute quantities, can be detrimental to the performance of high-value applications. Conventional purification methods often fall short in eliminating these trace contaminants, necessitating additional, costly purification steps.
The economics of high-purity propionic acid production also present a challenge. The increased energy consumption and additional purification steps required to achieve higher purity levels significantly impact production costs. This economic barrier limits the widespread adoption of ultra-high purity propionic acid in price-sensitive markets, despite its potential benefits in various applications.
Lastly, the environmental impact of current production methods, especially the petrochemical route, is a growing concern. The reliance on fossil fuels and the generation of greenhouse gases during production conflict with increasing global emphasis on sustainability and environmental responsibility. While fermentation offers a more sustainable alternative, its current limitations in yield and purity hinder its widespread adoption for high-purity applications.
Fermentation, an alternative method, utilizes microorganisms to convert renewable substrates like glucose or lactose into propionic acid. While more environmentally friendly, this biological process faces challenges in achieving high purity and concentration levels required for specialized applications. The main limitations include low product yield, slow fermentation rates, and the formation of by-products that complicate downstream purification.
Current purification techniques for both production methods include distillation, crystallization, and membrane separation. However, these processes often struggle to achieve the ultra-high purity levels demanded by specialized markets, such as pharmaceuticals and electronics. Distillation, while effective, is energy-intensive and can lead to thermal degradation of the product. Crystallization requires precise temperature control and can result in product loss. Membrane separation technologies, though promising, still face challenges in scalability and membrane fouling.
Another significant limitation in current production methods is the difficulty in removing trace impurities, particularly in fermentation-derived propionic acid. These impurities, even in minute quantities, can be detrimental to the performance of high-value applications. Conventional purification methods often fall short in eliminating these trace contaminants, necessitating additional, costly purification steps.
The economics of high-purity propionic acid production also present a challenge. The increased energy consumption and additional purification steps required to achieve higher purity levels significantly impact production costs. This economic barrier limits the widespread adoption of ultra-high purity propionic acid in price-sensitive markets, despite its potential benefits in various applications.
Lastly, the environmental impact of current production methods, especially the petrochemical route, is a growing concern. The reliance on fossil fuels and the generation of greenhouse gases during production conflict with increasing global emphasis on sustainability and environmental responsibility. While fermentation offers a more sustainable alternative, its current limitations in yield and purity hinder its widespread adoption for high-purity applications.
Existing High-Purity Production Techniques
01 Purification methods for propionic acid
Various purification methods are employed to increase the purity of propionic acid. These may include distillation, crystallization, and extraction techniques. The choice of method depends on the initial purity of the acid and the desired final purity level. Advanced separation technologies can be used to remove impurities and achieve high-purity propionic acid.- Purification methods for propionic acid: Various methods are employed to purify propionic acid, including distillation, crystallization, and extraction techniques. These processes aim to remove impurities and increase the purity of the final product. Advanced separation technologies may be used to achieve high-purity propionic acid suitable for industrial and pharmaceutical applications.
- Analysis and quality control of propionic acid purity: Analytical techniques are used to determine the purity of propionic acid and identify potential impurities. These may include gas chromatography, high-performance liquid chromatography, and spectroscopic methods. Quality control measures are implemented to ensure consistent purity levels in production batches.
- Production of high-purity propionic acid: Specialized production processes are developed to manufacture high-purity propionic acid. These may involve optimized fermentation techniques, catalytic processes, or synthetic routes that minimize the formation of byproducts and impurities. The focus is on achieving purity levels suitable for demanding applications.
- Applications requiring high-purity propionic acid: Certain industries and applications demand high-purity propionic acid. These may include pharmaceutical manufacturing, food additives, and specialty chemical production. The purity requirements for these applications are often stringent, necessitating advanced purification and quality control measures.
- Storage and handling of high-purity propionic acid: Proper storage and handling techniques are crucial for maintaining the purity of propionic acid. This includes using appropriate materials for containers, controlling environmental conditions, and implementing measures to prevent contamination during transportation and storage. Specialized equipment and procedures may be required for high-purity grades.
02 Production of high-purity propionic acid
High-purity propionic acid can be produced through optimized fermentation processes or chemical synthesis routes. Careful control of reaction conditions, selection of appropriate catalysts, and use of high-quality raw materials contribute to achieving higher purity levels. Continuous production methods may also be employed to maintain consistent purity.Expand Specific Solutions03 Analytical methods for purity determination
Accurate determination of propionic acid purity is crucial for quality control. Various analytical techniques such as gas chromatography, high-performance liquid chromatography, and spectroscopic methods can be used to assess purity levels. These methods help in identifying and quantifying impurities present in the propionic acid samples.Expand Specific Solutions04 Stabilization and storage of high-purity propionic acid
Maintaining the purity of propionic acid during storage and transportation is important. Proper packaging materials, storage conditions, and stabilizing additives may be used to prevent degradation and contamination. Techniques to minimize moisture absorption and oxidation can help preserve the high purity of the acid.Expand Specific Solutions05 Applications requiring high-purity propionic acid
High-purity propionic acid finds applications in various industries such as pharmaceuticals, food additives, and specialty chemicals. The required purity levels may vary depending on the specific application. Some uses may demand ultra-high purity propionic acid, necessitating advanced purification techniques and stringent quality control measures.Expand Specific Solutions
Key Industry Players and Competitive Landscape
The production of high-purity propionic acid for specialized markets is in a mature stage of development, with a growing market size driven by increasing demand in various industries. The technology has reached a high level of maturity, with established players like BASF Corp., Dow Global Technologies LLC, and Evonik Operations GmbH leading the field. These companies have extensive experience in chemical manufacturing and possess advanced production capabilities. Emerging players such as Wanhua Chemical Group Co., Ltd. and Nippon Shokubai Co., Ltd. are also making significant contributions to the market, leveraging their expertise in specialty chemicals. The competitive landscape is characterized by ongoing research and development efforts to improve production efficiency and product quality, with academic institutions like The Ohio State University and Xiamen University contributing to technological advancements in the field.
Rohm & Haas Co.
Technical Solution: Rohm & Haas has developed a continuous flow process for high-purity propionic acid production using a heterogeneous catalyst system. The process involves the liquid-phase oxidation of propanal over a supported metal oxide catalyst in a tubular reactor. The reaction conditions are carefully controlled to maximize selectivity towards propionic acid. Post-reaction, the crude product undergoes a series of purification steps including reactive distillation and pervaporation to achieve purities of up to 99.6%[10]. The company has also implemented an advanced process control system using artificial intelligence to optimize reaction conditions in real-time, ensuring consistent product quality[11].
Strengths: Continuous process allowing for high throughput, efficient catalyst utilization, advanced process control. Weaknesses: Potential catalyst deactivation issues, high energy requirements for purification steps.
Evonik Operations GmbH
Technical Solution: Evonik has pioneered a catalytic oxidation process for high-purity propionic acid production. The method uses propionaldehyde as a starting material, which undergoes controlled oxidation over a proprietary noble metal catalyst. The reaction occurs in a fixed-bed reactor under optimized temperature and pressure conditions. Post-reaction, the crude propionic acid undergoes a series of purification steps including fractional distillation and adsorption on specialized molecular sieves to remove trace impurities[4]. This results in propionic acid with purity exceeding 99.8%. Evonik has also developed a novel online monitoring system using Raman spectroscopy to ensure consistent product quality[5].
Strengths: High purity output, scalable process, efficient use of catalysts. Weaknesses: Dependence on propionaldehyde availability, potential catalyst deactivation issues.
Innovative Purification Technologies
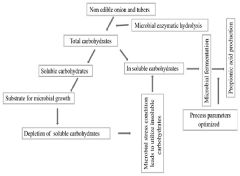
Method for production of propionic acid from inulins
PatentPendingIN202141042851A
Innovation
- A single-step process optimizing enzymatic hydrolysis of inulin from onion waste and non-edible tubers to convert insoluble carbohydrates into fermentable sugars, followed by microbial fermentation to produce propionic acid, addressing issues like bi-product formation and downstream processing through optimized microbial growth conditions and stress parameters.
Methods for producing propionic acid
PatentWO2024226289A1
Innovation
- A method involving the dehydration of 3-hydroxypropionic acid to form acrylic acid using a first catalyst, followed by hydrogenation of acrylic acid to propionic acid using a second catalyst, with specific temperature and pressure conditions, and optionally using a polymerization inhibitor to prevent acrylic acid polymerization.


Environmental Impact and Sustainability Considerations
The production of high-purity propionic acid for specialized markets necessitates a thorough examination of its environmental impact and sustainability considerations. The manufacturing process, while essential for various industries, can potentially contribute to environmental degradation if not managed properly.
One of the primary environmental concerns is the emission of volatile organic compounds (VOCs) during production. These emissions can lead to air pollution and contribute to the formation of ground-level ozone, which has adverse effects on human health and ecosystems. To mitigate this issue, manufacturers are increasingly implementing advanced air pollution control technologies, such as thermal oxidizers and scrubbers, to capture and treat VOC emissions effectively.
Water usage and wastewater management are also critical aspects of propionic acid production. The process typically requires significant amounts of water for cooling and purification steps. Implementing closed-loop water systems and advanced wastewater treatment technologies can help reduce water consumption and minimize the discharge of pollutants into local water bodies.
Energy efficiency is another key consideration in the pursuit of sustainable propionic acid production. The distillation and purification processes are energy-intensive, often relying on fossil fuels. To address this, manufacturers are exploring renewable energy sources and implementing heat recovery systems to optimize energy utilization and reduce greenhouse gas emissions associated with production.
Raw material sourcing plays a crucial role in the overall sustainability of propionic acid production. Traditional methods often rely on petrochemical feedstocks, which are non-renewable and have a significant carbon footprint. There is growing interest in developing bio-based production methods using renewable feedstocks, such as biomass or agricultural waste, to create a more sustainable supply chain.
Waste reduction and circular economy principles are increasingly being applied to propionic acid production. This includes finding ways to valorize by-products and waste streams, potentially creating additional value-added products and reducing the overall environmental footprint of the production process.
Life cycle assessment (LCA) is becoming an essential tool for evaluating the environmental impact of propionic acid production. By analyzing the entire product life cycle, from raw material extraction to end-of-life disposal, manufacturers can identify hotspots for environmental improvement and make informed decisions to enhance the sustainability of their processes.
As regulations become more stringent and consumer demand for environmentally friendly products grows, the propionic acid industry is under pressure to adopt cleaner production methods. This has led to increased investment in research and development of green chemistry principles and sustainable production technologies, aiming to minimize environmental impact while maintaining high product purity and quality for specialized markets.
One of the primary environmental concerns is the emission of volatile organic compounds (VOCs) during production. These emissions can lead to air pollution and contribute to the formation of ground-level ozone, which has adverse effects on human health and ecosystems. To mitigate this issue, manufacturers are increasingly implementing advanced air pollution control technologies, such as thermal oxidizers and scrubbers, to capture and treat VOC emissions effectively.
Water usage and wastewater management are also critical aspects of propionic acid production. The process typically requires significant amounts of water for cooling and purification steps. Implementing closed-loop water systems and advanced wastewater treatment technologies can help reduce water consumption and minimize the discharge of pollutants into local water bodies.
Energy efficiency is another key consideration in the pursuit of sustainable propionic acid production. The distillation and purification processes are energy-intensive, often relying on fossil fuels. To address this, manufacturers are exploring renewable energy sources and implementing heat recovery systems to optimize energy utilization and reduce greenhouse gas emissions associated with production.
Raw material sourcing plays a crucial role in the overall sustainability of propionic acid production. Traditional methods often rely on petrochemical feedstocks, which are non-renewable and have a significant carbon footprint. There is growing interest in developing bio-based production methods using renewable feedstocks, such as biomass or agricultural waste, to create a more sustainable supply chain.
Waste reduction and circular economy principles are increasingly being applied to propionic acid production. This includes finding ways to valorize by-products and waste streams, potentially creating additional value-added products and reducing the overall environmental footprint of the production process.
Life cycle assessment (LCA) is becoming an essential tool for evaluating the environmental impact of propionic acid production. By analyzing the entire product life cycle, from raw material extraction to end-of-life disposal, manufacturers can identify hotspots for environmental improvement and make informed decisions to enhance the sustainability of their processes.
As regulations become more stringent and consumer demand for environmentally friendly products grows, the propionic acid industry is under pressure to adopt cleaner production methods. This has led to increased investment in research and development of green chemistry principles and sustainable production technologies, aiming to minimize environmental impact while maintaining high product purity and quality for specialized markets.
Quality Control and Regulatory Compliance
Quality control and regulatory compliance are critical aspects of producing high-purity propionic acid for specialized markets. Stringent measures must be implemented throughout the production process to ensure consistent quality and adherence to industry standards.
The first step in quality control is the establishment of a robust quality management system (QMS) that encompasses all aspects of production, from raw material sourcing to final product packaging. This system should include detailed standard operating procedures (SOPs) for each stage of the manufacturing process, as well as comprehensive documentation and record-keeping practices.
Regular testing and analysis of the propionic acid at various stages of production are essential. This includes monitoring key parameters such as purity levels, moisture content, and the presence of impurities. Advanced analytical techniques, such as gas chromatography and mass spectrometry, should be employed to detect even trace amounts of contaminants.
Implementing statistical process control (SPC) methods can help identify and address variations in the production process before they lead to quality issues. This involves continuous monitoring of process parameters and the use of control charts to detect trends or anomalies that may affect product quality.
Regulatory compliance is equally important, particularly when producing propionic acid for specialized markets such as pharmaceuticals or food additives. Manufacturers must adhere to Good Manufacturing Practices (GMP) as outlined by regulatory bodies like the FDA or EMA. This includes maintaining clean room environments, implementing proper sanitation procedures, and ensuring personnel are adequately trained.
Traceability is another crucial aspect of regulatory compliance. A comprehensive batch tracking system should be in place to allow for the identification and recall of specific product batches if necessary. This system should track the entire production chain, from raw material suppliers to end-users.
Regular audits, both internal and external, are necessary to ensure ongoing compliance with quality standards and regulatory requirements. These audits should assess all aspects of the production process, including equipment maintenance, personnel training, and documentation practices.
Certification to relevant ISO standards, such as ISO 9001 for quality management systems or ISO 22000 for food safety management, can provide additional assurance to customers and regulatory bodies. These certifications demonstrate a commitment to quality and continuous improvement.
Finally, staying up-to-date with changing regulations and industry standards is crucial. This requires ongoing monitoring of regulatory developments and proactive adaptation of production processes and quality control measures to meet new requirements. Engaging with industry associations and participating in relevant forums can help manufacturers stay informed about emerging trends and best practices in quality control and regulatory compliance for high-purity propionic acid production.
The first step in quality control is the establishment of a robust quality management system (QMS) that encompasses all aspects of production, from raw material sourcing to final product packaging. This system should include detailed standard operating procedures (SOPs) for each stage of the manufacturing process, as well as comprehensive documentation and record-keeping practices.
Regular testing and analysis of the propionic acid at various stages of production are essential. This includes monitoring key parameters such as purity levels, moisture content, and the presence of impurities. Advanced analytical techniques, such as gas chromatography and mass spectrometry, should be employed to detect even trace amounts of contaminants.
Implementing statistical process control (SPC) methods can help identify and address variations in the production process before they lead to quality issues. This involves continuous monitoring of process parameters and the use of control charts to detect trends or anomalies that may affect product quality.
Regulatory compliance is equally important, particularly when producing propionic acid for specialized markets such as pharmaceuticals or food additives. Manufacturers must adhere to Good Manufacturing Practices (GMP) as outlined by regulatory bodies like the FDA or EMA. This includes maintaining clean room environments, implementing proper sanitation procedures, and ensuring personnel are adequately trained.
Traceability is another crucial aspect of regulatory compliance. A comprehensive batch tracking system should be in place to allow for the identification and recall of specific product batches if necessary. This system should track the entire production chain, from raw material suppliers to end-users.
Regular audits, both internal and external, are necessary to ensure ongoing compliance with quality standards and regulatory requirements. These audits should assess all aspects of the production process, including equipment maintenance, personnel training, and documentation practices.
Certification to relevant ISO standards, such as ISO 9001 for quality management systems or ISO 22000 for food safety management, can provide additional assurance to customers and regulatory bodies. These certifications demonstrate a commitment to quality and continuous improvement.
Finally, staying up-to-date with changing regulations and industry standards is crucial. This requires ongoing monitoring of regulatory developments and proactive adaptation of production processes and quality control measures to meet new requirements. Engaging with industry associations and participating in relevant forums can help manufacturers stay informed about emerging trends and best practices in quality control and regulatory compliance for high-purity propionic acid production.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!