Polycarbonate for Enhanced Personal Protective Equipment
JUL 1, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Polycarbonate PPE Evolution and Objectives
Polycarbonate has been a cornerstone material in personal protective equipment (PPE) for decades, evolving significantly since its introduction in the 1950s. Initially used primarily in safety goggles and face shields, polycarbonate's exceptional impact resistance and optical clarity quickly made it indispensable in various PPE applications. The evolution of polycarbonate in PPE has been driven by the increasing demand for stronger, lighter, and more versatile protective gear across industries.
In the 1970s and 1980s, advancements in polymer science led to improved polycarbonate formulations, enhancing its heat resistance and durability. This expansion of properties allowed for the material's use in a wider range of PPE, including hard hats and protective visors for high-temperature environments. The 1990s saw the integration of polycarbonate into composite materials, further expanding its applications in specialized protective gear for law enforcement and military personnel.
The turn of the millennium brought about a focus on nanotechnology, leading to the development of nanocomposite polycarbonates. These materials exhibited enhanced mechanical properties and improved chemical resistance, addressing some of the traditional limitations of polycarbonate in PPE. Concurrently, the growing emphasis on sustainability led to research into bio-based polycarbonates, aiming to reduce the environmental impact of PPE production.
Recent years have witnessed a surge in research focused on multifunctional polycarbonates for PPE. The objectives of current research include developing polycarbonate formulations with inherent antimicrobial properties, improved UV resistance, and self-healing capabilities. These advancements aim to create PPE that not only protects against physical hazards but also addresses biological and environmental threats.
The COVID-19 pandemic has further accelerated research into polycarbonate PPE, with a particular focus on enhancing its effectiveness against airborne pathogens. Objectives in this area include developing polycarbonate-based materials with improved filtration capabilities and the ability to inactivate viruses on contact. Additionally, there is ongoing research into polycarbonate formulations that can withstand repeated sterilization processes without degradation, addressing the need for reusable PPE in healthcare settings.
Looking forward, the objectives of polycarbonate research for enhanced PPE are multifaceted. They include developing lighter yet stronger materials to improve user comfort and mobility, creating smart polycarbonates that can adapt to changing environmental conditions, and integrating sensor technologies for real-time monitoring of both the wearer's health and external threats. The ultimate goal is to create next-generation PPE that offers comprehensive protection while enhancing user performance and comfort across various high-risk professions and environments.
In the 1970s and 1980s, advancements in polymer science led to improved polycarbonate formulations, enhancing its heat resistance and durability. This expansion of properties allowed for the material's use in a wider range of PPE, including hard hats and protective visors for high-temperature environments. The 1990s saw the integration of polycarbonate into composite materials, further expanding its applications in specialized protective gear for law enforcement and military personnel.
The turn of the millennium brought about a focus on nanotechnology, leading to the development of nanocomposite polycarbonates. These materials exhibited enhanced mechanical properties and improved chemical resistance, addressing some of the traditional limitations of polycarbonate in PPE. Concurrently, the growing emphasis on sustainability led to research into bio-based polycarbonates, aiming to reduce the environmental impact of PPE production.
Recent years have witnessed a surge in research focused on multifunctional polycarbonates for PPE. The objectives of current research include developing polycarbonate formulations with inherent antimicrobial properties, improved UV resistance, and self-healing capabilities. These advancements aim to create PPE that not only protects against physical hazards but also addresses biological and environmental threats.
The COVID-19 pandemic has further accelerated research into polycarbonate PPE, with a particular focus on enhancing its effectiveness against airborne pathogens. Objectives in this area include developing polycarbonate-based materials with improved filtration capabilities and the ability to inactivate viruses on contact. Additionally, there is ongoing research into polycarbonate formulations that can withstand repeated sterilization processes without degradation, addressing the need for reusable PPE in healthcare settings.
Looking forward, the objectives of polycarbonate research for enhanced PPE are multifaceted. They include developing lighter yet stronger materials to improve user comfort and mobility, creating smart polycarbonates that can adapt to changing environmental conditions, and integrating sensor technologies for real-time monitoring of both the wearer's health and external threats. The ultimate goal is to create next-generation PPE that offers comprehensive protection while enhancing user performance and comfort across various high-risk professions and environments.
Market Analysis for Advanced PPE Materials
The global market for advanced Personal Protective Equipment (PPE) materials, particularly polycarbonate, has experienced significant growth in recent years. This surge is primarily driven by increasing awareness of workplace safety, stringent regulations, and the ongoing global health concerns. The demand for enhanced PPE has expanded beyond traditional industrial sectors to include healthcare, research laboratories, and even consumer markets.
Polycarbonate, known for its exceptional impact resistance and optical clarity, has emerged as a key material in the production of high-performance PPE. Its versatility allows for applications in face shields, safety goggles, and protective barriers. The market for polycarbonate in PPE is expected to continue its upward trajectory, with a compound annual growth rate (CAGR) projected to remain strong over the next five years.
The healthcare sector represents a substantial portion of the advanced PPE materials market. The COVID-19 pandemic has further accelerated this trend, creating unprecedented demand for high-quality protective equipment. Hospitals, clinics, and emergency response teams are increasingly seeking PPE made from advanced materials like polycarbonate, which offer superior protection and durability compared to traditional alternatives.
In the industrial sector, the adoption of polycarbonate-based PPE is driven by the need for improved worker safety in hazardous environments. Industries such as manufacturing, construction, and chemical processing are major consumers of advanced PPE materials. The ability of polycarbonate to withstand extreme temperatures and resist chemical exposure makes it particularly valuable in these settings.
Geographically, North America and Europe currently lead the market for advanced PPE materials, including polycarbonate. However, rapid industrialization and increasing safety regulations in Asia-Pacific countries are expected to drive significant market growth in this region. China, in particular, is poised to become a major player both in consumption and production of advanced PPE materials.
The market is characterized by a mix of established chemical companies and specialized PPE manufacturers. Key players are investing heavily in research and development to enhance the properties of polycarbonate for PPE applications. Innovations focus on improving impact resistance, reducing weight, and incorporating additional functionalities such as anti-fog and anti-scratch properties.
Consumer awareness and preference for high-quality protective equipment are also influencing market dynamics. There is a growing willingness to invest in premium PPE products that offer superior protection and comfort, especially in sectors where prolonged use of protective gear is common.
Polycarbonate, known for its exceptional impact resistance and optical clarity, has emerged as a key material in the production of high-performance PPE. Its versatility allows for applications in face shields, safety goggles, and protective barriers. The market for polycarbonate in PPE is expected to continue its upward trajectory, with a compound annual growth rate (CAGR) projected to remain strong over the next five years.
The healthcare sector represents a substantial portion of the advanced PPE materials market. The COVID-19 pandemic has further accelerated this trend, creating unprecedented demand for high-quality protective equipment. Hospitals, clinics, and emergency response teams are increasingly seeking PPE made from advanced materials like polycarbonate, which offer superior protection and durability compared to traditional alternatives.
In the industrial sector, the adoption of polycarbonate-based PPE is driven by the need for improved worker safety in hazardous environments. Industries such as manufacturing, construction, and chemical processing are major consumers of advanced PPE materials. The ability of polycarbonate to withstand extreme temperatures and resist chemical exposure makes it particularly valuable in these settings.
Geographically, North America and Europe currently lead the market for advanced PPE materials, including polycarbonate. However, rapid industrialization and increasing safety regulations in Asia-Pacific countries are expected to drive significant market growth in this region. China, in particular, is poised to become a major player both in consumption and production of advanced PPE materials.
The market is characterized by a mix of established chemical companies and specialized PPE manufacturers. Key players are investing heavily in research and development to enhance the properties of polycarbonate for PPE applications. Innovations focus on improving impact resistance, reducing weight, and incorporating additional functionalities such as anti-fog and anti-scratch properties.
Consumer awareness and preference for high-quality protective equipment are also influencing market dynamics. There is a growing willingness to invest in premium PPE products that offer superior protection and comfort, especially in sectors where prolonged use of protective gear is common.
Current Polycarbonate Limitations in PPE
Polycarbonate has been widely used in personal protective equipment (PPE) due to its excellent impact resistance, optical clarity, and lightweight properties. However, despite its advantages, polycarbonate still faces several limitations in PPE applications that hinder its effectiveness and durability.
One of the primary limitations of polycarbonate in PPE is its susceptibility to chemical attack. Many common solvents, including acetone, benzene, and chlorinated hydrocarbons, can cause crazing, cracking, or dissolution of polycarbonate. This vulnerability limits the use of polycarbonate in environments where exposure to such chemicals is likely, potentially compromising the protective capabilities of the equipment.
Another significant limitation is polycarbonate's relatively low scratch resistance compared to other materials used in PPE. While it offers excellent impact resistance, its surface can be easily marred by abrasive materials or rough handling. This can lead to reduced visibility in eye protection equipment and decreased overall durability of the PPE, potentially shortening its service life.
Polycarbonate also exhibits limitations in terms of heat resistance. Although it has a relatively high melting point, prolonged exposure to temperatures above 120°C can cause deformation and degradation of its mechanical properties. This restricts the use of polycarbonate in high-temperature environments or applications where heat exposure is a concern.
UV stability is another area where polycarbonate shows limitations. Prolonged exposure to ultraviolet radiation can cause yellowing, embrittlement, and degradation of mechanical properties. This is particularly problematic for outdoor PPE applications or equipment used in environments with high UV exposure, such as welding or high-altitude work.
The material's relatively low chemical resistance also extends to certain cleaning and disinfection agents commonly used in healthcare settings. Some disinfectants can cause stress cracking or hazing of polycarbonate surfaces, potentially compromising the integrity and clarity of PPE items like face shields or goggles.
Furthermore, while polycarbonate offers good impact resistance, it may not provide sufficient protection against high-velocity projectiles or extreme impact forces. This limitation necessitates the use of additional materials or thicker polycarbonate sheets in certain high-risk applications, potentially increasing weight and reducing comfort for the user.
Lastly, the environmental impact of polycarbonate production and disposal presents a growing concern. The material is not biodegradable and can be challenging to recycle effectively, leading to sustainability issues in the lifecycle of polycarbonate-based PPE.
One of the primary limitations of polycarbonate in PPE is its susceptibility to chemical attack. Many common solvents, including acetone, benzene, and chlorinated hydrocarbons, can cause crazing, cracking, or dissolution of polycarbonate. This vulnerability limits the use of polycarbonate in environments where exposure to such chemicals is likely, potentially compromising the protective capabilities of the equipment.
Another significant limitation is polycarbonate's relatively low scratch resistance compared to other materials used in PPE. While it offers excellent impact resistance, its surface can be easily marred by abrasive materials or rough handling. This can lead to reduced visibility in eye protection equipment and decreased overall durability of the PPE, potentially shortening its service life.
Polycarbonate also exhibits limitations in terms of heat resistance. Although it has a relatively high melting point, prolonged exposure to temperatures above 120°C can cause deformation and degradation of its mechanical properties. This restricts the use of polycarbonate in high-temperature environments or applications where heat exposure is a concern.
UV stability is another area where polycarbonate shows limitations. Prolonged exposure to ultraviolet radiation can cause yellowing, embrittlement, and degradation of mechanical properties. This is particularly problematic for outdoor PPE applications or equipment used in environments with high UV exposure, such as welding or high-altitude work.
The material's relatively low chemical resistance also extends to certain cleaning and disinfection agents commonly used in healthcare settings. Some disinfectants can cause stress cracking or hazing of polycarbonate surfaces, potentially compromising the integrity and clarity of PPE items like face shields or goggles.
Furthermore, while polycarbonate offers good impact resistance, it may not provide sufficient protection against high-velocity projectiles or extreme impact forces. This limitation necessitates the use of additional materials or thicker polycarbonate sheets in certain high-risk applications, potentially increasing weight and reducing comfort for the user.
Lastly, the environmental impact of polycarbonate production and disposal presents a growing concern. The material is not biodegradable and can be challenging to recycle effectively, leading to sustainability issues in the lifecycle of polycarbonate-based PPE.
Existing Polycarbonate Enhancement Methods
01 UV protection for polycarbonate
Various methods and additives are used to enhance the UV protection of polycarbonate materials. These include incorporating UV absorbers, stabilizers, and other protective compounds into the polycarbonate composition. Such additives help prevent degradation and discoloration of polycarbonate products when exposed to sunlight and other sources of UV radiation.- UV protection for polycarbonate: Various methods and additives are used to enhance the UV protection of polycarbonate materials. These include incorporating UV absorbers, stabilizers, and other protective compounds into the polycarbonate composition. Such additives help prevent degradation and discoloration of polycarbonate products when exposed to sunlight and other sources of UV radiation.
- Scratch-resistant coatings for polycarbonate: Scratch-resistant coatings are applied to polycarbonate surfaces to improve durability and maintain optical clarity. These coatings typically consist of hard, transparent materials that adhere well to polycarbonate and provide a protective layer against abrasion and chemical attack. Various formulations and application methods are used to achieve optimal scratch resistance while maintaining other desirable properties of polycarbonate.
- Fire retardant polycarbonate compositions: Fire retardant additives and formulations are incorporated into polycarbonate to enhance its flame resistance properties. These additives work by various mechanisms such as char formation, gas phase inhibition, or endothermic decomposition to suppress combustion and reduce the spread of flames. The challenge lies in maintaining the desirable physical and optical properties of polycarbonate while improving its fire resistance.
- Impact resistance enhancement for polycarbonate: Methods to improve the impact resistance of polycarbonate involve modifying its molecular structure or incorporating impact modifiers. These techniques aim to increase the material's ability to absorb and dissipate energy from impacts without fracturing. Approaches include copolymerization, blending with other polymers, or adding elastomeric particles to create a toughened polycarbonate material.
- Chemical resistance improvement for polycarbonate: Enhancing the chemical resistance of polycarbonate involves developing formulations or surface treatments that protect against degradation from exposure to various chemicals, solvents, and environmental factors. This can include the incorporation of stabilizers, the use of protective coatings, or the modification of the polycarbonate's molecular structure to increase its resistance to chemical attack while maintaining its other beneficial properties.
02 Scratch-resistant coatings for polycarbonate
Scratch-resistant coatings are developed and applied to polycarbonate surfaces to improve their durability and longevity. These coatings typically consist of hard, transparent materials that adhere well to polycarbonate and provide a protective layer against scratches, abrasions, and other forms of mechanical damage.Expand Specific Solutions03 Fire-retardant polycarbonate compositions
Fire-retardant additives and formulations are incorporated into polycarbonate materials to enhance their flame resistance and safety properties. These compositions often include halogenated compounds, phosphorus-based additives, or other flame-retardant agents that reduce the flammability and smoke generation of polycarbonate products.Expand Specific Solutions04 Chemical resistance improvements for polycarbonate
Methods and additives are developed to enhance the chemical resistance of polycarbonate materials. These improvements help protect polycarbonate products from degradation when exposed to various chemicals, solvents, and harsh environmental conditions, extending their lifespan and maintaining their physical properties.Expand Specific Solutions05 Impact-resistant polycarbonate blends
Polycarbonate is blended with other polymers or reinforced with additives to improve its impact resistance. These blends and composites maintain the transparency and other desirable properties of polycarbonate while significantly enhancing its ability to withstand impacts and mechanical stress.Expand Specific Solutions
Key PPE and Polycarbonate Manufacturers
The research on polycarbonate for enhanced personal protective equipment is in a growth phase, with increasing market size driven by rising safety concerns and regulatory requirements. The global market for advanced PPE materials is projected to expand significantly in the coming years. Technologically, polycarbonate innovations are progressing rapidly, with companies like SABIC, LG Chem, and Covestro leading development efforts. These firms, along with others like BASF and Kingfa, are investing heavily in R&D to improve polycarbonate properties for PPE applications, focusing on impact resistance, clarity, and lightweight designs. The competitive landscape is intensifying as more players enter this high-potential market.
SABIC Global Technologies BV
Technical Solution: SABIC has focused on developing high-performance polycarbonate resins for PPE applications. Their LEXAN™ polycarbonate portfolio includes grades specifically designed for face shields, goggles, and other protective equipment. SABIC has introduced LEXAN™ EXL copolymer, which offers improved low-temperature impact strength and chemical resistance, crucial for PPE used in harsh environments[9]. The company has also developed flame-retardant polycarbonate grades that meet stringent safety standards for PPE in high-risk industries[10]. SABIC's research extends to enhancing the material's UV resistance and anti-fog properties, addressing common issues in PPE usage[11]. They have also made strides in sustainable polycarbonate production, introducing grades with up to 30% post-consumer recycled content[12].
Strengths: Excellent impact strength, chemical resistance, and flame-retardant properties. Focus on sustainability. Weaknesses: Higher cost for specialized grades, potential limitations in extreme temperature applications.
LG Chem Ltd.
Technical Solution: LG Chem has made significant advancements in polycarbonate research for PPE applications. Their LUPOY® polycarbonate series includes grades specifically engineered for medical and safety equipment. LG Chem has developed a high-flow polycarbonate grade that allows for easier processing and thinner-walled PPE products, enhancing comfort without compromising protection[13]. The company has also focused on improving the material's impact resistance and optical clarity, crucial for face shields and protective eyewear[14]. LG Chem's research includes the development of anti-bacterial and anti-viral polycarbonate grades, addressing the growing demand for self-sanitizing PPE surfaces[15]. They have also made progress in creating polycarbonate blends with enhanced chemical resistance, suitable for PPE exposed to harsh cleaning agents in medical settings[16].
Strengths: High-flow grades for improved processing, focus on anti-bacterial properties, good optical clarity. Weaknesses: Limited data on long-term durability in extreme conditions, potential higher costs for specialized grades.
Innovative Polycarbonate Formulations for PPE
Protective polymeric materials and related devices
PatentInactiveUS20110190457A1
Innovation
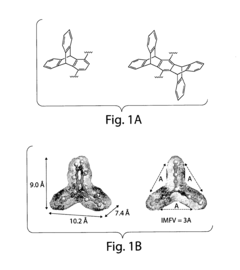
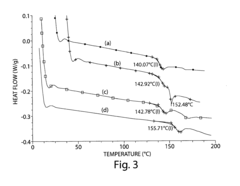
- Incorporating shape-persistent portions, like triptycene molecules, into the polymer structure to increase mechanical strength by promoting molecular interactions and interlocking, resulting in polymers with improved stiffness, strength, and energy absorption capabilities.


Reinforced polycarbonate compositions with improved heat resistance
PatentActiveUS11873375B2
Innovation
- A reinforced polycarbonate composition comprising 30-60 wt % homopolycarbonate, 5-30 wt % poly(carbonate-siloxane), 10-40 wt % high heat polycarbonate with a glass transition temperature of 170° C or higher, 1-10 wt % phosphorous-containing flame retardant, 0.01-0.5 wt % anti-drip agent, and 5-30 wt % reinforcing fibers, which provides a heat deflection temperature greater than 115° C and a UL-94 flammability rating of V1 or V0 at various thicknesses.



Safety Standards and Regulations for PPE
Safety standards and regulations play a crucial role in ensuring the effectiveness and reliability of Personal Protective Equipment (PPE), particularly those incorporating polycarbonate materials. The development and implementation of these standards are essential for maintaining consistent quality and performance across various PPE products.
In the context of polycarbonate-enhanced PPE, several international and national organizations are responsible for establishing and updating safety standards. The International Organization for Standardization (ISO) has developed numerous standards relevant to PPE, including ISO 16602 for protective clothing against chemicals and ISO 16073 for wildland firefighting personal protective equipment.
The European Committee for Standardization (CEN) has also contributed significantly to PPE regulations, with standards such as EN 166 for personal eye protection and EN 397 for industrial safety helmets. These standards often include specific requirements for polycarbonate components, addressing factors like impact resistance, optical clarity, and chemical resistance.
In the United States, the Occupational Safety and Health Administration (OSHA) enforces regulations related to PPE in workplace settings. OSHA's standards, such as 29 CFR 1910.133 for eye and face protection, incorporate performance requirements that polycarbonate-based PPE must meet. Additionally, the National Institute for Occupational Safety and Health (NIOSH) conducts research and provides recommendations for PPE standards.
The testing and certification processes for polycarbonate-enhanced PPE are rigorous and comprehensive. These processes typically involve impact resistance tests, optical clarity assessments, and evaluations of material degradation under various environmental conditions. For instance, ANSI/ISEA Z87.1 standard for eye and face protection devices includes detailed testing protocols for polycarbonate lenses and face shields.
Compliance with these safety standards and regulations is mandatory for manufacturers and distributors of PPE. This ensures that end-users can rely on the protective capabilities of their equipment in hazardous environments. As research on polycarbonate for enhanced PPE progresses, it is crucial that new developments are aligned with existing standards or contribute to the evolution of these standards.
The dynamic nature of safety standards and regulations necessitates ongoing collaboration between researchers, manufacturers, and regulatory bodies. This collaboration ensures that advancements in polycarbonate technology for PPE are effectively translated into improved safety measures for users across various industries, from healthcare to construction and manufacturing.
In the context of polycarbonate-enhanced PPE, several international and national organizations are responsible for establishing and updating safety standards. The International Organization for Standardization (ISO) has developed numerous standards relevant to PPE, including ISO 16602 for protective clothing against chemicals and ISO 16073 for wildland firefighting personal protective equipment.
The European Committee for Standardization (CEN) has also contributed significantly to PPE regulations, with standards such as EN 166 for personal eye protection and EN 397 for industrial safety helmets. These standards often include specific requirements for polycarbonate components, addressing factors like impact resistance, optical clarity, and chemical resistance.
In the United States, the Occupational Safety and Health Administration (OSHA) enforces regulations related to PPE in workplace settings. OSHA's standards, such as 29 CFR 1910.133 for eye and face protection, incorporate performance requirements that polycarbonate-based PPE must meet. Additionally, the National Institute for Occupational Safety and Health (NIOSH) conducts research and provides recommendations for PPE standards.
The testing and certification processes for polycarbonate-enhanced PPE are rigorous and comprehensive. These processes typically involve impact resistance tests, optical clarity assessments, and evaluations of material degradation under various environmental conditions. For instance, ANSI/ISEA Z87.1 standard for eye and face protection devices includes detailed testing protocols for polycarbonate lenses and face shields.
Compliance with these safety standards and regulations is mandatory for manufacturers and distributors of PPE. This ensures that end-users can rely on the protective capabilities of their equipment in hazardous environments. As research on polycarbonate for enhanced PPE progresses, it is crucial that new developments are aligned with existing standards or contribute to the evolution of these standards.
The dynamic nature of safety standards and regulations necessitates ongoing collaboration between researchers, manufacturers, and regulatory bodies. This collaboration ensures that advancements in polycarbonate technology for PPE are effectively translated into improved safety measures for users across various industries, from healthcare to construction and manufacturing.
Environmental Impact of Polycarbonate PPE
The environmental impact of polycarbonate-based Personal Protective Equipment (PPE) is a critical consideration in the ongoing research and development of enhanced protective gear. Polycarbonate, while offering excellent protective properties, presents several environmental challenges throughout its lifecycle.
Production of polycarbonate for PPE involves energy-intensive processes and the use of potentially harmful chemicals, including bisphenol A (BPA). These manufacturing processes contribute to greenhouse gas emissions and may lead to the release of pollutants if not properly managed. Additionally, the production of polycarbonate relies on fossil fuel-derived raw materials, further increasing its carbon footprint.
During the use phase, polycarbonate PPE generally has a positive environmental impact by reducing the need for single-use disposable protective equipment. The durability and reusability of polycarbonate-based PPE can significantly decrease waste generation in healthcare and industrial settings. However, the cleaning and sterilization processes required for reuse may consume additional energy and water resources.
End-of-life management of polycarbonate PPE poses significant environmental challenges. While theoretically recyclable, the complex nature of PPE components and potential contamination often make recycling difficult in practice. Improper disposal can lead to polycarbonate PPE contributing to plastic pollution in landfills and marine environments. The slow degradation rate of polycarbonate exacerbates this issue, as it can persist in the environment for hundreds of years.
Recent research has focused on developing more environmentally friendly alternatives to traditional polycarbonate PPE. Bio-based polycarbonates derived from renewable resources show promise in reducing the reliance on fossil fuels. Additionally, advancements in recycling technologies, such as chemical recycling, offer potential solutions for more effective end-of-life management of polycarbonate PPE.
Efforts to mitigate the environmental impact of polycarbonate PPE also include design innovations aimed at improving recyclability and reducing material usage. This includes the development of modular PPE designs that allow for easier separation of components and the use of monomaterial constructions to facilitate recycling.
In conclusion, while polycarbonate PPE offers significant protective benefits, its environmental impact remains a concern. Ongoing research and development efforts are crucial in addressing these challenges, focusing on sustainable production methods, improved recyclability, and the exploration of eco-friendly alternatives to enhance the overall environmental performance of protective equipment.
Production of polycarbonate for PPE involves energy-intensive processes and the use of potentially harmful chemicals, including bisphenol A (BPA). These manufacturing processes contribute to greenhouse gas emissions and may lead to the release of pollutants if not properly managed. Additionally, the production of polycarbonate relies on fossil fuel-derived raw materials, further increasing its carbon footprint.
During the use phase, polycarbonate PPE generally has a positive environmental impact by reducing the need for single-use disposable protective equipment. The durability and reusability of polycarbonate-based PPE can significantly decrease waste generation in healthcare and industrial settings. However, the cleaning and sterilization processes required for reuse may consume additional energy and water resources.
End-of-life management of polycarbonate PPE poses significant environmental challenges. While theoretically recyclable, the complex nature of PPE components and potential contamination often make recycling difficult in practice. Improper disposal can lead to polycarbonate PPE contributing to plastic pollution in landfills and marine environments. The slow degradation rate of polycarbonate exacerbates this issue, as it can persist in the environment for hundreds of years.
Recent research has focused on developing more environmentally friendly alternatives to traditional polycarbonate PPE. Bio-based polycarbonates derived from renewable resources show promise in reducing the reliance on fossil fuels. Additionally, advancements in recycling technologies, such as chemical recycling, offer potential solutions for more effective end-of-life management of polycarbonate PPE.
Efforts to mitigate the environmental impact of polycarbonate PPE also include design innovations aimed at improving recyclability and reducing material usage. This includes the development of modular PPE designs that allow for easier separation of components and the use of monomaterial constructions to facilitate recycling.
In conclusion, while polycarbonate PPE offers significant protective benefits, its environmental impact remains a concern. Ongoing research and development efforts are crucial in addressing these challenges, focusing on sustainable production methods, improved recyclability, and the exploration of eco-friendly alternatives to enhance the overall environmental performance of protective equipment.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!