Comparing YAG and CO2 Lasers: Material Penetration Efficiency
MAR 11, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
YAG vs CO2 Laser Technology Background and Objectives
Laser technology has undergone remarkable evolution since its inception in the 1960s, with YAG (Yttrium Aluminum Garnet) and CO2 lasers emerging as two dominant industrial processing technologies. The development trajectory began with the first ruby laser demonstration in 1960, followed by the CO2 laser breakthrough in 1964 and the Nd:YAG laser development in 1964. These milestones established the foundation for modern laser material processing applications.
CO2 lasers operate at a wavelength of 10.6 micrometers in the far-infrared spectrum, utilizing a gas mixture of carbon dioxide, nitrogen, and helium as the active medium. This technology matured rapidly through the 1970s and 1980s, becoming the workhorse for industrial cutting and welding applications. The continuous wave operation and high power output capabilities made CO2 lasers particularly effective for processing thick materials and achieving deep penetration in metals, plastics, and organic materials.
YAG laser technology, specifically Nd:YAG systems, operates at 1.064 micrometers wavelength in the near-infrared range, using a solid-state crystal as the gain medium. The evolution of YAG technology accelerated with advances in diode pumping in the 1990s, leading to improved efficiency and beam quality. Fiber-coupled delivery systems further enhanced the versatility of YAG lasers, enabling precise material processing in confined spaces and complex geometries.
The fundamental wavelength difference between these technologies creates distinct material interaction characteristics. CO2 lasers demonstrate superior absorption in organic materials and certain metals, while YAG lasers excel in processing reflective metals like aluminum and copper due to better absorption at shorter wavelengths. This wavelength-dependent absorption behavior directly influences penetration efficiency across different material types.
The primary objective of comparing these laser technologies centers on optimizing material penetration efficiency for specific industrial applications. Understanding the penetration mechanisms, thermal effects, and processing parameters enables manufacturers to select the most appropriate laser technology for their material processing requirements, ultimately improving productivity and quality outcomes.
CO2 lasers operate at a wavelength of 10.6 micrometers in the far-infrared spectrum, utilizing a gas mixture of carbon dioxide, nitrogen, and helium as the active medium. This technology matured rapidly through the 1970s and 1980s, becoming the workhorse for industrial cutting and welding applications. The continuous wave operation and high power output capabilities made CO2 lasers particularly effective for processing thick materials and achieving deep penetration in metals, plastics, and organic materials.
YAG laser technology, specifically Nd:YAG systems, operates at 1.064 micrometers wavelength in the near-infrared range, using a solid-state crystal as the gain medium. The evolution of YAG technology accelerated with advances in diode pumping in the 1990s, leading to improved efficiency and beam quality. Fiber-coupled delivery systems further enhanced the versatility of YAG lasers, enabling precise material processing in confined spaces and complex geometries.
The fundamental wavelength difference between these technologies creates distinct material interaction characteristics. CO2 lasers demonstrate superior absorption in organic materials and certain metals, while YAG lasers excel in processing reflective metals like aluminum and copper due to better absorption at shorter wavelengths. This wavelength-dependent absorption behavior directly influences penetration efficiency across different material types.
The primary objective of comparing these laser technologies centers on optimizing material penetration efficiency for specific industrial applications. Understanding the penetration mechanisms, thermal effects, and processing parameters enables manufacturers to select the most appropriate laser technology for their material processing requirements, ultimately improving productivity and quality outcomes.
Market Demand for Advanced Laser Material Processing
The global laser material processing market has experienced substantial growth driven by increasing automation demands across manufacturing industries. Traditional mechanical processing methods face limitations in precision, speed, and material versatility, creating significant opportunities for advanced laser technologies. Industries ranging from automotive and aerospace to electronics and medical devices require increasingly sophisticated material processing capabilities that can handle complex geometries, diverse material compositions, and stringent quality requirements.
Manufacturing sectors are particularly demanding enhanced penetration efficiency for thick material processing applications. Heavy industry applications, including shipbuilding, construction equipment, and energy infrastructure, require laser systems capable of cutting through substantial material thicknesses while maintaining precision and speed. The comparison between YAG and CO2 laser penetration capabilities directly addresses these market needs, as different laser wavelengths and power delivery mechanisms offer distinct advantages for specific material processing scenarios.
The electronics industry represents another significant demand driver, where miniaturization trends require precise material removal and processing capabilities. Advanced semiconductor packaging, printed circuit board manufacturing, and micro-electronics assembly processes demand laser systems with superior beam quality and controlled penetration depths. Both YAG and CO2 lasers serve these applications, but their different wavelength characteristics and material interaction properties create distinct market segments.
Automotive lightweighting initiatives have intensified demand for advanced laser processing of high-strength materials, aluminum alloys, and composite structures. Modern vehicle manufacturing requires laser systems capable of processing dissimilar material combinations while achieving consistent penetration depths and minimal heat-affected zones. The aerospace sector similarly demands high-performance laser processing for titanium alloys, superalloys, and advanced composite materials where penetration efficiency directly impacts production throughput and component quality.
Medical device manufacturing represents a rapidly expanding market segment requiring ultra-precise laser processing capabilities. Surgical instrument manufacturing, implantable device production, and biocompatible material processing demand laser systems with exceptional control over penetration depth and thermal effects. The growing medical device market continues driving demand for advanced laser processing technologies that can meet stringent regulatory requirements while maintaining high production efficiency.
Emerging applications in renewable energy infrastructure, particularly solar panel manufacturing and wind turbine component production, are creating additional market demand for efficient laser material processing systems. These applications often require processing of specialized materials and coatings where penetration efficiency and processing speed directly impact manufacturing economics and product performance.
Manufacturing sectors are particularly demanding enhanced penetration efficiency for thick material processing applications. Heavy industry applications, including shipbuilding, construction equipment, and energy infrastructure, require laser systems capable of cutting through substantial material thicknesses while maintaining precision and speed. The comparison between YAG and CO2 laser penetration capabilities directly addresses these market needs, as different laser wavelengths and power delivery mechanisms offer distinct advantages for specific material processing scenarios.
The electronics industry represents another significant demand driver, where miniaturization trends require precise material removal and processing capabilities. Advanced semiconductor packaging, printed circuit board manufacturing, and micro-electronics assembly processes demand laser systems with superior beam quality and controlled penetration depths. Both YAG and CO2 lasers serve these applications, but their different wavelength characteristics and material interaction properties create distinct market segments.
Automotive lightweighting initiatives have intensified demand for advanced laser processing of high-strength materials, aluminum alloys, and composite structures. Modern vehicle manufacturing requires laser systems capable of processing dissimilar material combinations while achieving consistent penetration depths and minimal heat-affected zones. The aerospace sector similarly demands high-performance laser processing for titanium alloys, superalloys, and advanced composite materials where penetration efficiency directly impacts production throughput and component quality.
Medical device manufacturing represents a rapidly expanding market segment requiring ultra-precise laser processing capabilities. Surgical instrument manufacturing, implantable device production, and biocompatible material processing demand laser systems with exceptional control over penetration depth and thermal effects. The growing medical device market continues driving demand for advanced laser processing technologies that can meet stringent regulatory requirements while maintaining high production efficiency.
Emerging applications in renewable energy infrastructure, particularly solar panel manufacturing and wind turbine component production, are creating additional market demand for efficient laser material processing systems. These applications often require processing of specialized materials and coatings where penetration efficiency and processing speed directly impact manufacturing economics and product performance.
Current Penetration Efficiency Challenges in Laser Systems
Laser penetration efficiency faces significant challenges across multiple dimensions that directly impact industrial processing capabilities. The fundamental issue lies in the complex interaction between laser wavelength, material properties, and thermal management during the penetration process. Current laser systems struggle with achieving consistent penetration depths while maintaining precision and minimizing heat-affected zones, particularly when transitioning between different material types and thicknesses.
Thermal management represents one of the most critical challenges in laser penetration systems. Excessive heat buildup during deep penetration processes leads to material distortion, metallurgical changes, and reduced cut quality. YAG lasers, operating at 1.064 micrometers, generate substantial heat accumulation in thick materials, while CO2 lasers at 10.6 micrometers face different thermal distribution patterns that can cause surface overheating before achieving desired penetration depths.
Material-specific absorption characteristics create inconsistent penetration performance across different substrates. Metals exhibit varying absorption rates depending on their surface finish, composition, and temperature, leading to unpredictable penetration efficiency. Reflective materials pose particular challenges for both laser types, requiring specialized surface treatments or processing parameters that often compromise overall system efficiency and throughput.
Power density optimization remains a persistent challenge in achieving maximum penetration efficiency. Current systems struggle to maintain optimal power distribution throughout the penetration depth, resulting in tapered cuts, incomplete penetration, or excessive material removal. The beam quality degradation during high-power operations further compounds these issues, particularly in thick section processing where consistent energy delivery is crucial.
Process parameter interdependencies create complex optimization challenges that current control systems inadequately address. The relationship between cutting speed, power settings, assist gas pressure, and focal position requires sophisticated real-time adjustment capabilities that exceed current technological implementations. These limitations result in suboptimal penetration efficiency and increased processing times.
Quality consistency across varying material thicknesses presents ongoing challenges for both YAG and CO2 laser systems. Current technologies struggle to maintain uniform penetration characteristics when processing materials with thickness variations, leading to incomplete cuts, excessive dross formation, and compromised edge quality that requires secondary processing operations.
Thermal management represents one of the most critical challenges in laser penetration systems. Excessive heat buildup during deep penetration processes leads to material distortion, metallurgical changes, and reduced cut quality. YAG lasers, operating at 1.064 micrometers, generate substantial heat accumulation in thick materials, while CO2 lasers at 10.6 micrometers face different thermal distribution patterns that can cause surface overheating before achieving desired penetration depths.
Material-specific absorption characteristics create inconsistent penetration performance across different substrates. Metals exhibit varying absorption rates depending on their surface finish, composition, and temperature, leading to unpredictable penetration efficiency. Reflective materials pose particular challenges for both laser types, requiring specialized surface treatments or processing parameters that often compromise overall system efficiency and throughput.
Power density optimization remains a persistent challenge in achieving maximum penetration efficiency. Current systems struggle to maintain optimal power distribution throughout the penetration depth, resulting in tapered cuts, incomplete penetration, or excessive material removal. The beam quality degradation during high-power operations further compounds these issues, particularly in thick section processing where consistent energy delivery is crucial.
Process parameter interdependencies create complex optimization challenges that current control systems inadequately address. The relationship between cutting speed, power settings, assist gas pressure, and focal position requires sophisticated real-time adjustment capabilities that exceed current technological implementations. These limitations result in suboptimal penetration efficiency and increased processing times.
Quality consistency across varying material thicknesses presents ongoing challenges for both YAG and CO2 laser systems. Current technologies struggle to maintain uniform penetration characteristics when processing materials with thickness variations, leading to incomplete cuts, excessive dross formation, and compromised edge quality that requires secondary processing operations.
Existing Material Penetration Enhancement Solutions
01 Wavelength-dependent material absorption characteristics
The penetration efficiency of YAG and CO2 lasers is fundamentally determined by the wavelength-dependent absorption properties of target materials. CO2 lasers operating at longer wavelengths exhibit higher absorption rates in water-containing materials and organic substances, while YAG lasers with shorter wavelengths demonstrate deeper penetration in certain materials due to lower surface absorption. The selection between these laser types depends on the specific absorption spectrum of the material being processed.- Wavelength-dependent material absorption characteristics: The penetration efficiency of YAG and CO2 lasers is fundamentally determined by the wavelength-dependent absorption properties of target materials. CO2 lasers operating at longer wavelengths exhibit higher absorption rates in water-containing materials and organic substances, while YAG lasers with shorter wavelengths demonstrate deeper penetration in certain materials due to lower surface absorption. The selection between these laser types depends on the optical properties and composition of the material being processed.
- Pulse duration and energy density optimization: Material penetration efficiency can be enhanced through precise control of laser pulse parameters including duration, energy density, and repetition rate. Short pulse durations minimize thermal diffusion and enable more efficient energy transfer into the material, while optimized energy density ensures adequate penetration without excessive surface damage. The combination of these parameters must be tailored to specific material properties to achieve optimal penetration depth and processing quality.
- Beam delivery and focusing systems: The efficiency of laser material penetration is significantly influenced by beam delivery mechanisms and focusing optics. Advanced focusing systems enable precise control of spot size and depth of focus, which directly affects the energy concentration at the target material. Optical configurations including lens arrangements, beam shaping elements, and adaptive focusing mechanisms can be optimized to enhance penetration efficiency for different material thicknesses and compositions.
- Hybrid and sequential laser processing techniques: Combining YAG and CO2 lasers in sequential or simultaneous processing configurations can leverage the complementary advantages of both laser types to improve overall material penetration efficiency. Such hybrid approaches allow for initial surface treatment with one laser type followed by deeper penetration with another, or simultaneous application to achieve synergistic effects. This methodology is particularly effective for complex materials with varying composition or layered structures.
- Material surface preparation and assist gas application: Pre-treatment of material surfaces and the use of assist gases during laser processing can significantly enhance penetration efficiency. Surface preparation methods including cleaning, coating, or texturing can modify absorption characteristics and reduce reflection losses. Assist gases such as oxygen, nitrogen, or inert gases facilitate material removal, prevent oxidation, and help maintain consistent penetration depth by clearing debris from the interaction zone.
02 Pulse duration and energy density optimization
Material penetration efficiency can be enhanced through precise control of pulse parameters including duration, frequency, and energy density. Short-pulse configurations enable controlled material removal with minimal thermal damage to surrounding areas, while continuous wave or longer pulse modes facilitate deeper heat penetration for applications requiring bulk material modification. The optimization of these parameters allows for tailored penetration depths and processing efficiency.Expand Specific Solutions03 Beam delivery and focusing systems
Advanced optical systems for beam shaping, focusing, and delivery significantly impact the penetration efficiency of both laser types. Specialized lens configurations, fiber optic delivery systems, and adaptive focusing mechanisms enable precise control over spot size and energy concentration at various depths within materials. These systems can be optimized differently for YAG and CO2 lasers based on their distinct wavelength characteristics.Expand Specific Solutions04 Hybrid and combined laser processing techniques
Combining YAG and CO2 laser systems or utilizing sequential processing approaches can achieve superior material penetration results compared to single-laser methods. Hybrid configurations leverage the complementary characteristics of both laser types, with one laser preparing the surface or creating initial penetration channels while the other performs deeper material modification. This approach optimizes overall processing efficiency and quality.Expand Specific Solutions05 Material-specific processing parameter databases
Systematic characterization and database development of optimal laser parameters for different material types enables improved penetration efficiency. These databases include material-specific settings for power levels, scanning speeds, assist gas selection, and focal position adjustments that maximize penetration while maintaining processing quality. Empirical data collection and modeling approaches help predict optimal parameters for new material combinations.Expand Specific Solutions
Major Players in Industrial Laser Manufacturing
The YAG and CO2 laser comparison market represents a mature industrial segment experiencing steady growth driven by diverse manufacturing applications. The industry has reached technological maturity with established players like TRUMPF Laser- und Systemtechnik GmbH and Coherent Inc. leading commercial laser systems development, while Mitsubishi Heavy Industries and Mitsubishi Electric Corp. drive automotive and industrial integration. Market size continues expanding across microelectronics, materials processing, and precision manufacturing sectors. Technology maturity varies by application, with companies like ASML Netherlands BV pushing advanced lithography boundaries, while research institutions including Tongji University, Xidian University, and Changchun Institute of Optics advance fundamental laser physics. Specialized firms like Nanjing Keyun Optoelectronics focus on ultrafast laser innovations, indicating ongoing technological evolution despite overall market maturity.
Electro Scientific Industries, Inc.
Technical Solution: ESI focuses on precision laser systems comparing YAG and CO2 technologies for micro-machining and material penetration applications. Their advanced beam delivery systems utilize proprietary optics designs that optimize focal spot characteristics for enhanced penetration control in thin and medium-thickness materials. The company's CO2 laser systems incorporate sophisticated gas mixture control and cavity stabilization technologies that ensure consistent penetration quality across extended operation periods. For YAG applications, ESI develops specialized Q-switching and mode-locking techniques that enable precise control over penetration depth through pulse energy and duration optimization. Their integrated vision systems provide real-time monitoring of penetration progress and quality assessment.
Strengths: Exceptional precision control, specialized micro-machining capabilities and advanced process monitoring. Weaknesses: Limited to smaller scale applications, higher cost per unit area processed.
ASML Netherlands BV
Technical Solution: ASML develops advanced laser technologies primarily for semiconductor lithography applications, incorporating both YAG and CO2 laser systems for specialized material processing and penetration requirements. Their laser systems feature ultra-precise beam control and stabilization technologies that enable consistent material interaction and controlled penetration in semiconductor substrates and advanced materials. The company's proprietary optical systems utilize sophisticated wavelength management and beam shaping techniques to optimize penetration characteristics for different material layers in semiconductor manufacturing. ASML's integrated metrology systems provide real-time feedback on penetration depth and quality, ensuring precise control over material modification processes in high-precision manufacturing environments.
Strengths: Ultra-high precision capabilities, cutting-edge optical technologies and exceptional stability control. Weaknesses: Highly specialized for semiconductor applications, extremely high system costs and complexity.
Core Patents in Laser Penetration Optimization
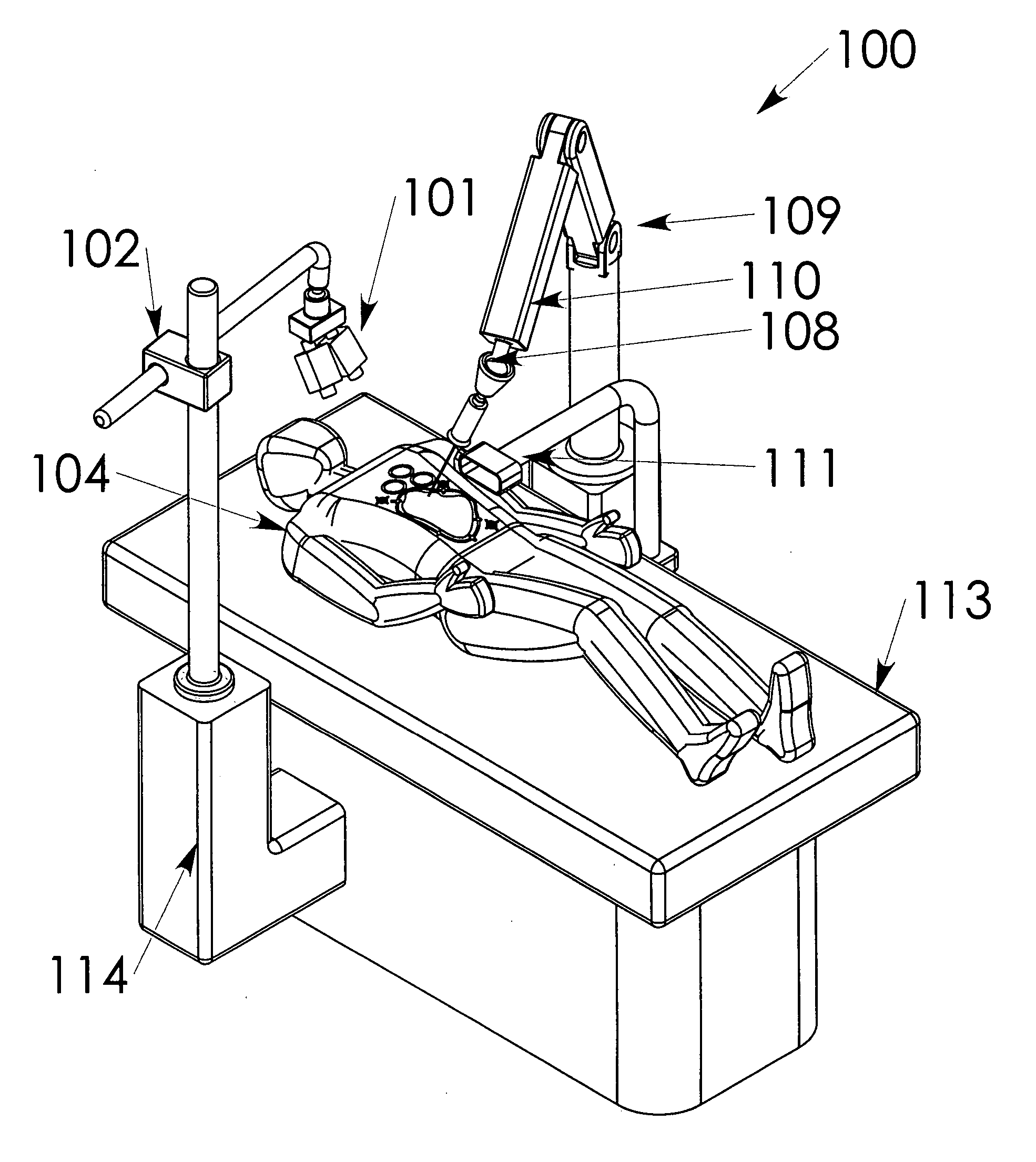
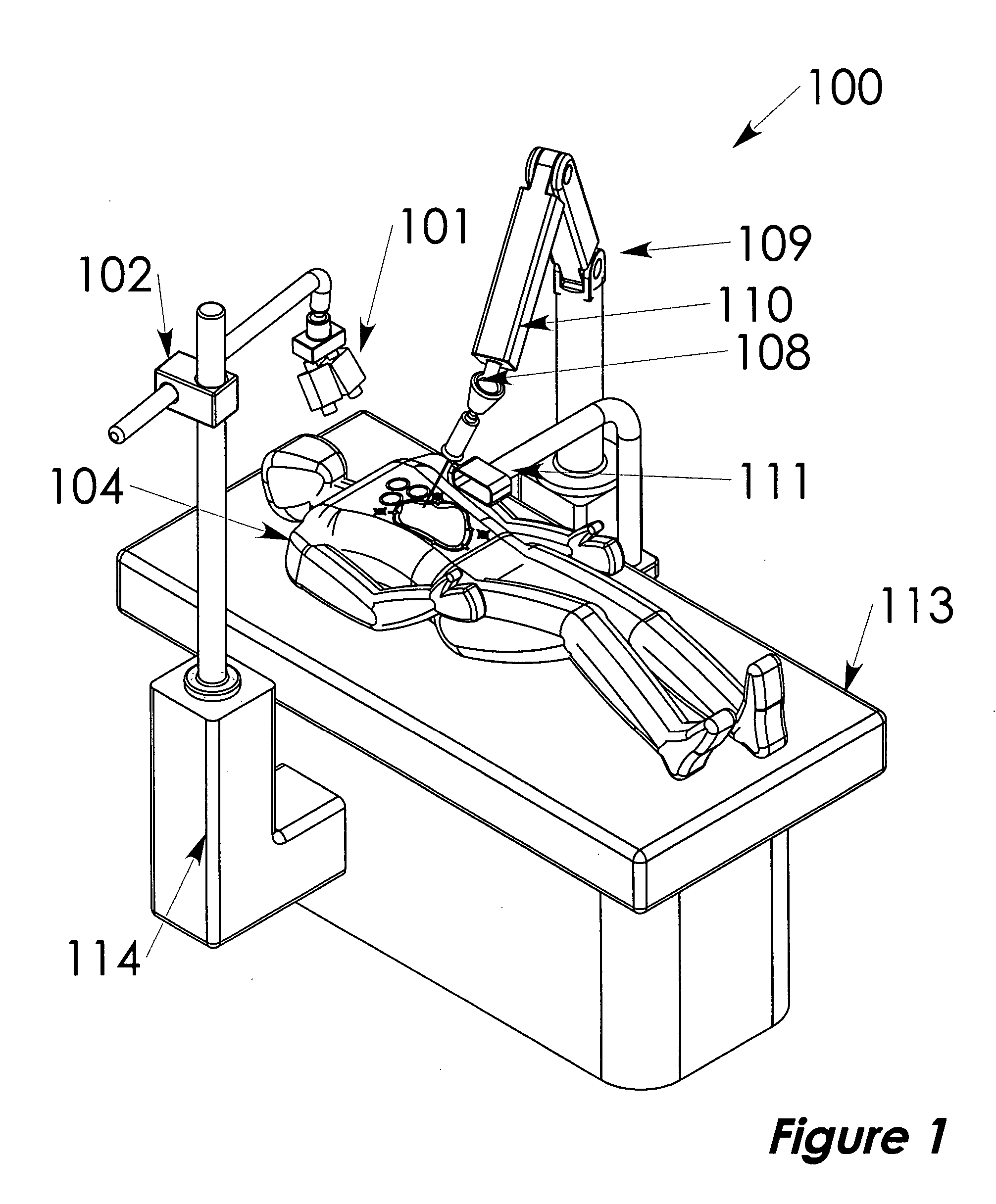
Automated laser-treatment system with real-time integrated 3D vision system for laser debridement and the like
PatentActiveUS20080033410A1
Innovation
- An automated laser treatment system utilizing a multi-purpose near real-time 3D vision system and robotic or programmable large-area scanning technology to precisely map and treat large areas with minimal physician involvement, including smoke evacuation and filtration systems.
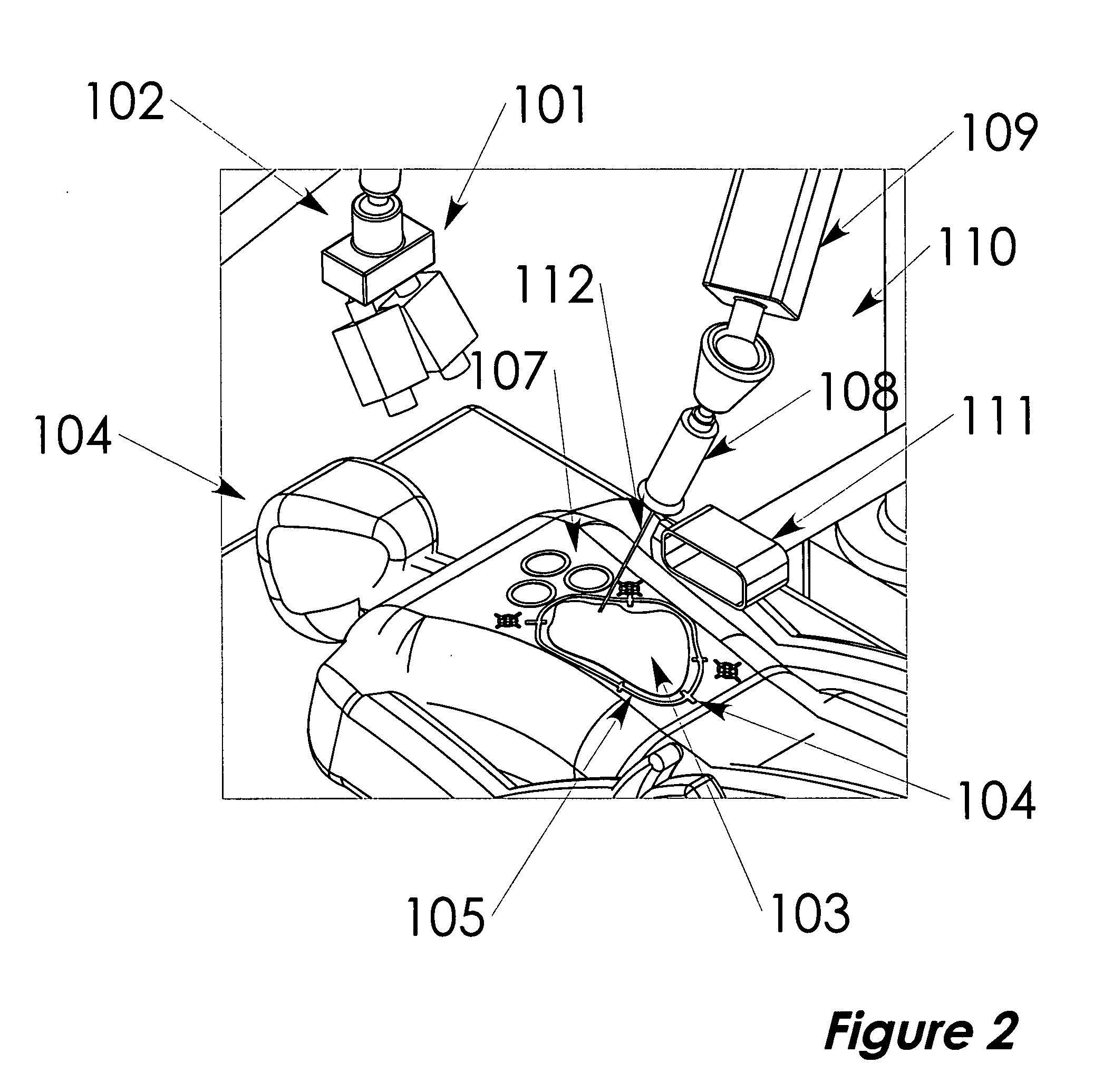

Automated Laser-Treatment System With Real Time Integrated 3D Vision System for Laser Debridement and the Like
PatentInactiveUS20100094265A1
Innovation
- Development of automated laser treatment systems incorporating a multi-purpose near real-time 3D vision system, robotic arms, and programmable large-area laser scanning systems to precisely and quickly treat large areas with minimal physician involvement, using Er:YAG or CO2 lasers for debridement and other dermatological conditions.




Safety Standards for High-Power Laser Operations
High-power laser operations involving YAG and CO2 systems require comprehensive safety frameworks due to their significant material penetration capabilities and associated hazards. The fundamental safety standards are established by international organizations including the International Electrotechnical Commission (IEC), American National Standards Institute (ANSI), and Occupational Safety and Health Administration (OSHA), with IEC 60825 series serving as the primary global standard for laser safety.
Laser classification systems form the cornerstone of safety protocols, with both YAG and CO2 high-power lasers typically falling into Class 4 categories due to their ability to cause severe eye and skin injuries, fire hazards, and material damage. The classification determines mandatory safety measures including controlled access areas, warning systems, and personal protective equipment requirements.
Personal protective equipment standards vary significantly between YAG and CO2 laser operations due to their different wavelengths and penetration characteristics. YAG lasers operating at 1064nm require specialized eyewear with optical density ratings of at least OD 5-7, while CO2 lasers at 10.6μm necessitate different protective materials due to their infrared spectrum properties. Safety eyewear must comply with ANSI Z136.1 standards and undergo regular inspection protocols.
Controlled area requirements mandate physical barriers, interlocks, and access control systems for high-power laser operations. These areas must feature appropriate warning signage, emergency stop systems, and beam containment measures. The penetration efficiency differences between YAG and CO2 lasers directly impact containment requirements, with CO2 systems often requiring specialized ventilation due to material vaporization effects.
Training and certification standards require operators to demonstrate competency in laser physics, safety procedures, and emergency response protocols. Regular safety audits, equipment maintenance schedules, and incident reporting systems ensure ongoing compliance with evolving safety standards and technological advancements in high-power laser applications.
Laser classification systems form the cornerstone of safety protocols, with both YAG and CO2 high-power lasers typically falling into Class 4 categories due to their ability to cause severe eye and skin injuries, fire hazards, and material damage. The classification determines mandatory safety measures including controlled access areas, warning systems, and personal protective equipment requirements.
Personal protective equipment standards vary significantly between YAG and CO2 laser operations due to their different wavelengths and penetration characteristics. YAG lasers operating at 1064nm require specialized eyewear with optical density ratings of at least OD 5-7, while CO2 lasers at 10.6μm necessitate different protective materials due to their infrared spectrum properties. Safety eyewear must comply with ANSI Z136.1 standards and undergo regular inspection protocols.
Controlled area requirements mandate physical barriers, interlocks, and access control systems for high-power laser operations. These areas must feature appropriate warning signage, emergency stop systems, and beam containment measures. The penetration efficiency differences between YAG and CO2 lasers directly impact containment requirements, with CO2 systems often requiring specialized ventilation due to material vaporization effects.
Training and certification standards require operators to demonstrate competency in laser physics, safety procedures, and emergency response protocols. Regular safety audits, equipment maintenance schedules, and incident reporting systems ensure ongoing compliance with evolving safety standards and technological advancements in high-power laser applications.
Environmental Impact of Industrial Laser Systems
The environmental implications of industrial laser systems, particularly YAG and CO2 lasers, have become increasingly significant as manufacturing industries prioritize sustainability and regulatory compliance. Both laser technologies present distinct environmental profiles that directly influence their adoption in material processing applications.
Energy consumption represents the most substantial environmental factor differentiating these laser systems. CO2 lasers typically operate with electrical-to-optical conversion efficiencies ranging from 10-20%, while modern YAG lasers achieve 25-40% efficiency rates. This efficiency gap translates to significantly higher electricity consumption for CO2 systems, resulting in increased carbon footprint and operational costs. The energy intensity becomes particularly pronounced in high-volume manufacturing environments where continuous operation amplifies the environmental impact differential.
Cooling system requirements further distinguish the environmental profiles of these technologies. CO2 lasers necessitate extensive water cooling infrastructure due to their lower efficiency and higher heat generation. This cooling demand not only increases water consumption but also requires additional energy for circulation pumps and chillers. YAG lasers, conversely, often utilize air cooling or minimal water cooling systems, substantially reducing water usage and associated environmental burden.
Waste generation patterns differ markedly between the two laser types. CO2 laser systems require regular replacement of gas mixtures, generating chemical waste that demands proper disposal protocols. The laser gas typically contains carbon dioxide, nitrogen, and helium, which while not highly toxic, requires controlled handling and disposal. YAG systems produce minimal chemical waste, primarily consisting of occasional flashlamp or diode replacements, resulting in significantly reduced hazardous waste streams.
Manufacturing lifecycle considerations reveal additional environmental distinctions. YAG laser production involves rare earth elements and complex crystal growth processes, creating upstream environmental impacts. However, their extended operational lifespan often compensates for higher initial manufacturing footprint. CO2 lasers utilize more conventional materials but require frequent consumable replacements throughout their operational life.
Regulatory compliance frameworks increasingly favor technologies with lower environmental impact profiles. YAG systems generally align better with emerging environmental standards due to their superior energy efficiency and reduced waste generation, positioning them advantageously for future regulatory landscapes focused on industrial sustainability metrics.
Energy consumption represents the most substantial environmental factor differentiating these laser systems. CO2 lasers typically operate with electrical-to-optical conversion efficiencies ranging from 10-20%, while modern YAG lasers achieve 25-40% efficiency rates. This efficiency gap translates to significantly higher electricity consumption for CO2 systems, resulting in increased carbon footprint and operational costs. The energy intensity becomes particularly pronounced in high-volume manufacturing environments where continuous operation amplifies the environmental impact differential.
Cooling system requirements further distinguish the environmental profiles of these technologies. CO2 lasers necessitate extensive water cooling infrastructure due to their lower efficiency and higher heat generation. This cooling demand not only increases water consumption but also requires additional energy for circulation pumps and chillers. YAG lasers, conversely, often utilize air cooling or minimal water cooling systems, substantially reducing water usage and associated environmental burden.
Waste generation patterns differ markedly between the two laser types. CO2 laser systems require regular replacement of gas mixtures, generating chemical waste that demands proper disposal protocols. The laser gas typically contains carbon dioxide, nitrogen, and helium, which while not highly toxic, requires controlled handling and disposal. YAG systems produce minimal chemical waste, primarily consisting of occasional flashlamp or diode replacements, resulting in significantly reduced hazardous waste streams.
Manufacturing lifecycle considerations reveal additional environmental distinctions. YAG laser production involves rare earth elements and complex crystal growth processes, creating upstream environmental impacts. However, their extended operational lifespan often compensates for higher initial manufacturing footprint. CO2 lasers utilize more conventional materials but require frequent consumable replacements throughout their operational life.
Regulatory compliance frameworks increasingly favor technologies with lower environmental impact profiles. YAG systems generally align better with emerging environmental standards due to their superior energy efficiency and reduced waste generation, positioning them advantageously for future regulatory landscapes focused on industrial sustainability metrics.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!