Enhance Ethyl Acetate Performance for Solvent Demands
MAR 23, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Ethyl Acetate Solvent Enhancement Background and Objectives
Ethyl acetate has emerged as one of the most versatile and widely utilized organic solvents in modern industrial applications, with its significance spanning across pharmaceutical manufacturing, food processing, cosmetics production, and specialty chemical synthesis. The compound's unique combination of moderate polarity, low toxicity profile, and favorable environmental characteristics has positioned it as a preferred alternative to more hazardous solvents in numerous applications. However, evolving industrial demands and increasingly stringent regulatory requirements have created new challenges that necessitate enhanced performance characteristics beyond traditional specifications.
The historical development of ethyl acetate as an industrial solvent traces back to the early 20th century, when its production methods transitioned from batch fermentation processes to more efficient catalytic synthesis routes. The Fischer esterification process became the dominant production method, utilizing acetic acid and ethanol in the presence of acid catalysts. Over subsequent decades, technological advances introduced direct acetylation processes and reactive distillation techniques, significantly improving production efficiency and product purity levels.
Current market dynamics reveal growing demand for high-performance ethyl acetate variants that can address specific application challenges while maintaining cost-effectiveness. The pharmaceutical industry requires ultra-pure grades with minimal residual impurities, while the electronics sector demands solvents with enhanced thermal stability and reduced moisture sensitivity. Additionally, the coatings and adhesives industries seek formulations with improved evaporation profiles and enhanced compatibility with advanced polymer systems.
The primary objective of ethyl acetate performance enhancement centers on developing modified formulations and production processes that can deliver superior solvent characteristics without compromising environmental safety or economic viability. Key performance targets include achieving higher purity levels exceeding 99.8%, extending thermal stability ranges to accommodate elevated processing temperatures, and reducing residual water content to below 0.05% for moisture-sensitive applications.
Secondary objectives encompass improving the solvent's compatibility with emerging green chemistry initiatives, developing bio-based production pathways that reduce carbon footprint, and creating specialized grades tailored for specific industrial applications. These enhancements aim to maintain ethyl acetate's competitive position against alternative solvents while meeting evolving regulatory standards and sustainability requirements across global markets.
The historical development of ethyl acetate as an industrial solvent traces back to the early 20th century, when its production methods transitioned from batch fermentation processes to more efficient catalytic synthesis routes. The Fischer esterification process became the dominant production method, utilizing acetic acid and ethanol in the presence of acid catalysts. Over subsequent decades, technological advances introduced direct acetylation processes and reactive distillation techniques, significantly improving production efficiency and product purity levels.
Current market dynamics reveal growing demand for high-performance ethyl acetate variants that can address specific application challenges while maintaining cost-effectiveness. The pharmaceutical industry requires ultra-pure grades with minimal residual impurities, while the electronics sector demands solvents with enhanced thermal stability and reduced moisture sensitivity. Additionally, the coatings and adhesives industries seek formulations with improved evaporation profiles and enhanced compatibility with advanced polymer systems.
The primary objective of ethyl acetate performance enhancement centers on developing modified formulations and production processes that can deliver superior solvent characteristics without compromising environmental safety or economic viability. Key performance targets include achieving higher purity levels exceeding 99.8%, extending thermal stability ranges to accommodate elevated processing temperatures, and reducing residual water content to below 0.05% for moisture-sensitive applications.
Secondary objectives encompass improving the solvent's compatibility with emerging green chemistry initiatives, developing bio-based production pathways that reduce carbon footprint, and creating specialized grades tailored for specific industrial applications. These enhancements aim to maintain ethyl acetate's competitive position against alternative solvents while meeting evolving regulatory standards and sustainability requirements across global markets.
Market Demand Analysis for High-Performance Ethyl Acetate
The global ethyl acetate market demonstrates robust growth driven by expanding applications across multiple industrial sectors. The solvent industry represents the largest consumption segment, accounting for the majority of ethyl acetate demand worldwide. Traditional applications in paints, coatings, and adhesives continue to drive steady consumption, while emerging sectors such as pharmaceuticals, food processing, and electronics manufacturing are creating new demand patterns.
The paints and coatings industry remains the primary driver of ethyl acetate consumption, particularly in architectural and automotive applications. Growing construction activities in developing economies and increasing automotive production are sustaining demand growth in this sector. The shift toward water-based and low-VOC formulations has created specific requirements for high-performance ethyl acetate variants that offer superior solvency power while maintaining environmental compliance.
Pharmaceutical manufacturing represents a rapidly expanding market segment for high-performance ethyl acetate. The compound serves as a critical extraction and purification solvent in active pharmaceutical ingredient production. Stringent quality requirements in pharmaceutical applications demand ethyl acetate with exceptional purity levels, minimal impurities, and consistent performance characteristics. The growing global pharmaceutical industry, particularly in generic drug manufacturing, is driving increased demand for pharmaceutical-grade ethyl acetate.
The electronics and semiconductor industries are emerging as significant consumers of high-performance ethyl acetate. These applications require solvents with precise specifications for cleaning, etching, and photoresist processing. The rapid expansion of semiconductor manufacturing capacity globally is creating new demand for ultra-pure ethyl acetate variants that meet stringent electronic-grade specifications.
Food and beverage processing applications utilize ethyl acetate as an extraction solvent for natural flavors, fragrances, and caffeine removal processes. Consumer preferences for natural ingredients and organic products are driving demand for food-grade ethyl acetate that meets strict safety and purity standards. The growing functional food and nutraceutical markets are contributing to increased consumption in this segment.
Regional demand patterns show significant variation, with Asia-Pacific markets experiencing the highest growth rates due to industrial expansion and manufacturing capacity increases. North American and European markets demonstrate steady demand with emphasis on high-performance and specialty-grade products that meet evolving regulatory requirements and performance standards.
The paints and coatings industry remains the primary driver of ethyl acetate consumption, particularly in architectural and automotive applications. Growing construction activities in developing economies and increasing automotive production are sustaining demand growth in this sector. The shift toward water-based and low-VOC formulations has created specific requirements for high-performance ethyl acetate variants that offer superior solvency power while maintaining environmental compliance.
Pharmaceutical manufacturing represents a rapidly expanding market segment for high-performance ethyl acetate. The compound serves as a critical extraction and purification solvent in active pharmaceutical ingredient production. Stringent quality requirements in pharmaceutical applications demand ethyl acetate with exceptional purity levels, minimal impurities, and consistent performance characteristics. The growing global pharmaceutical industry, particularly in generic drug manufacturing, is driving increased demand for pharmaceutical-grade ethyl acetate.
The electronics and semiconductor industries are emerging as significant consumers of high-performance ethyl acetate. These applications require solvents with precise specifications for cleaning, etching, and photoresist processing. The rapid expansion of semiconductor manufacturing capacity globally is creating new demand for ultra-pure ethyl acetate variants that meet stringent electronic-grade specifications.
Food and beverage processing applications utilize ethyl acetate as an extraction solvent for natural flavors, fragrances, and caffeine removal processes. Consumer preferences for natural ingredients and organic products are driving demand for food-grade ethyl acetate that meets strict safety and purity standards. The growing functional food and nutraceutical markets are contributing to increased consumption in this segment.
Regional demand patterns show significant variation, with Asia-Pacific markets experiencing the highest growth rates due to industrial expansion and manufacturing capacity increases. North American and European markets demonstrate steady demand with emphasis on high-performance and specialty-grade products that meet evolving regulatory requirements and performance standards.
Current Limitations in Ethyl Acetate Solvent Applications
Ethyl acetate, despite its widespread use as a solvent across multiple industries, faces several significant limitations that constrain its performance in demanding applications. These constraints stem from both its inherent chemical properties and the evolving requirements of modern industrial processes.
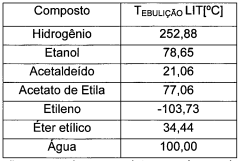
The most prominent limitation is ethyl acetate's relatively high volatility, characterized by a boiling point of 77.1°C and high vapor pressure at ambient temperatures. This property leads to rapid evaporation rates, causing solvent loss during processing, increased volatile organic compound emissions, and challenges in maintaining consistent solvent concentrations in open systems. Industries requiring extended processing times or elevated temperatures find this volatility particularly problematic.
Water miscibility presents another critical challenge, as ethyl acetate can absorb moisture from the atmosphere, leading to phase separation and reduced solvent effectiveness. This hygroscopic nature compromises its performance in humid environments and limits its application in water-sensitive processes. The presence of water can also catalyze hydrolysis reactions, gradually converting ethyl acetate back to acetic acid and ethanol, further degrading solvent quality.
Chemical stability issues emerge under certain conditions, particularly in the presence of strong acids or bases, where ethyl acetate undergoes hydrolysis or transesterification reactions. This instability restricts its use in applications involving extreme pH conditions or extended storage periods without proper stabilization measures.
The solvent's limited temperature range represents another constraint. While suitable for ambient and moderately elevated temperatures, ethyl acetate's performance deteriorates significantly at higher temperatures due to increased volatility and potential thermal decomposition. This limitation excludes its use in high-temperature processing applications where thermal stability is crucial.
Regulatory pressures regarding volatile organic compounds have intensified scrutiny of ethyl acetate emissions, particularly in coating and printing industries. Stricter environmental regulations demand reduced emission levels, pushing manufacturers to seek alternatives or implement costly emission control systems.
Additionally, ethyl acetate's solvency power, while adequate for many applications, proves insufficient for certain high-performance requirements involving complex polymer systems or specialized chemical formulations. Its relatively moderate polarity limits its effectiveness with highly polar or ionic compounds, necessitating solvent blends or alternative solutions.
The most prominent limitation is ethyl acetate's relatively high volatility, characterized by a boiling point of 77.1°C and high vapor pressure at ambient temperatures. This property leads to rapid evaporation rates, causing solvent loss during processing, increased volatile organic compound emissions, and challenges in maintaining consistent solvent concentrations in open systems. Industries requiring extended processing times or elevated temperatures find this volatility particularly problematic.
Water miscibility presents another critical challenge, as ethyl acetate can absorb moisture from the atmosphere, leading to phase separation and reduced solvent effectiveness. This hygroscopic nature compromises its performance in humid environments and limits its application in water-sensitive processes. The presence of water can also catalyze hydrolysis reactions, gradually converting ethyl acetate back to acetic acid and ethanol, further degrading solvent quality.
Chemical stability issues emerge under certain conditions, particularly in the presence of strong acids or bases, where ethyl acetate undergoes hydrolysis or transesterification reactions. This instability restricts its use in applications involving extreme pH conditions or extended storage periods without proper stabilization measures.
The solvent's limited temperature range represents another constraint. While suitable for ambient and moderately elevated temperatures, ethyl acetate's performance deteriorates significantly at higher temperatures due to increased volatility and potential thermal decomposition. This limitation excludes its use in high-temperature processing applications where thermal stability is crucial.
Regulatory pressures regarding volatile organic compounds have intensified scrutiny of ethyl acetate emissions, particularly in coating and printing industries. Stricter environmental regulations demand reduced emission levels, pushing manufacturers to seek alternatives or implement costly emission control systems.
Additionally, ethyl acetate's solvency power, while adequate for many applications, proves insufficient for certain high-performance requirements involving complex polymer systems or specialized chemical formulations. Its relatively moderate polarity limits its effectiveness with highly polar or ionic compounds, necessitating solvent blends or alternative solutions.
Current Enhancement Technologies for Ethyl Acetate Performance
01 Ethyl acetate as a solvent in coating and paint formulations
Ethyl acetate is widely used as a solvent in coating and paint formulations due to its excellent solvency properties, fast evaporation rate, and low toxicity. It effectively dissolves various resins and polymers, providing good film formation and surface finish. The solvent exhibits optimal volatility characteristics that contribute to efficient drying processes and improved application properties in industrial coating systems.- Ethyl acetate as a solvent in coating and paint formulations: Ethyl acetate demonstrates excellent performance as a solvent in various coating and paint applications due to its favorable evaporation rate, good solvency power, and compatibility with resins and polymers. It provides effective dissolution of coating components while enabling proper film formation and drying characteristics. The solvent properties contribute to improved application characteristics and final coating quality.
- Use of ethyl acetate in pharmaceutical and chemical synthesis processes: Ethyl acetate serves as an effective medium for pharmaceutical manufacturing and chemical synthesis reactions. Its properties enable efficient extraction, purification, and reaction processes. The compound's moderate polarity and low toxicity make it suitable for various synthetic pathways and product isolation procedures. It facilitates high yields and purity in chemical transformations.
- Ethyl acetate in adhesive and bonding applications: The performance characteristics of ethyl acetate make it valuable in adhesive formulations and bonding applications. It provides appropriate viscosity control, enables proper wetting of surfaces, and contributes to adhesive strength development. The solvent facilitates uniform distribution of adhesive components and supports optimal curing conditions for various bonding applications.
- Application of ethyl acetate in food and flavor industries: Ethyl acetate exhibits important performance attributes in food processing and flavor extraction applications. Its properties enable effective extraction of flavor compounds and essential oils while maintaining product quality. The compound's generally recognized as safe status and favorable organoleptic properties support its use in food-related applications. It provides efficient separation and concentration of desired flavor components.
- Ethyl acetate performance in cleaning and degreasing operations: Ethyl acetate demonstrates effective performance in industrial cleaning and degreasing applications. Its solvency characteristics enable removal of oils, greases, and contaminants from various surfaces and materials. The compound provides rapid evaporation and leaves minimal residue, making it suitable for precision cleaning operations. Its performance characteristics support efficient cleaning processes across multiple industrial sectors.
02 Ethyl acetate in pharmaceutical and chemical synthesis processes
Ethyl acetate serves as an important medium in pharmaceutical manufacturing and chemical synthesis due to its favorable reaction characteristics and extraction capabilities. It functions effectively in purification processes, crystallization procedures, and as a reaction solvent. The compound demonstrates suitable polarity and miscibility properties that facilitate various chemical transformations and product isolation steps in industrial synthesis operations.Expand Specific Solutions03 Performance enhancement through ethyl acetate in adhesive formulations
Ethyl acetate contributes to improved performance characteristics in adhesive compositions by providing appropriate viscosity control, enhanced bonding strength, and optimal drying properties. The solvent facilitates uniform dispersion of adhesive components and promotes effective substrate wetting. Its volatility profile enables controlled curing rates and contributes to the development of strong adhesive bonds in various applications.Expand Specific Solutions04 Ethyl acetate in extraction and separation processes
Ethyl acetate demonstrates excellent performance in extraction and separation applications due to its selective solubility characteristics and favorable partition coefficients. It is employed in liquid-liquid extraction processes for isolating target compounds from complex mixtures. The solvent exhibits efficient mass transfer properties and can be easily recovered and recycled, making it economically viable for industrial separation operations.Expand Specific Solutions05 Environmental and safety performance characteristics of ethyl acetate
Ethyl acetate exhibits favorable environmental and safety profiles compared to many alternative solvents, featuring relatively low toxicity, biodegradability, and reduced environmental persistence. It demonstrates acceptable occupational exposure limits and lower atmospheric impact. The compound's performance includes manageable flammability characteristics and compatibility with various industrial safety protocols, making it a preferred choice in applications requiring reduced environmental and health risks.Expand Specific Solutions
Major Players in Ethyl Acetate and Specialty Solvents Market
The ethyl acetate enhancement market represents a mature yet evolving industry driven by growing solvent demands across pharmaceuticals, coatings, and food processing sectors. The competitive landscape features established chemical giants like China Petroleum & Chemical Corp., BASF Corp., and Celanese International Corp. dominating production capacity, while Japanese companies including Kuraray Co., Daicel Corp., and Resonac Holdings Corp. lead in specialized applications and high-purity variants. Technology maturity varies significantly across applications, with traditional production methods well-established but emerging green synthesis and bio-based alternatives still developing. Regional players like Zanyu Technology Group and its subsidiaries focus on surfactant applications, while research institutions including Tianjin University and University of Campinas drive innovation in catalyst development and process optimization. The market shows consolidation among major producers while specialty applications create opportunities for niche players, indicating a transitioning industry balancing established processes with emerging sustainable technologies.
China Petroleum & Chemical Corp.
Technical Solution: Sinopec has developed advanced catalytic processes for ethyl acetate production using heterogeneous catalysts that improve selectivity to over 95% while reducing energy consumption by 15-20%. Their technology focuses on optimized reactor design with enhanced heat integration and continuous distillation systems. The company employs proprietary zeolite-based catalysts that operate at lower temperatures (120-140°C) compared to traditional processes, resulting in improved product purity and reduced by-product formation. Their integrated production approach combines ethylene oxidation and esterification in a single reactive distillation column, significantly improving process efficiency and reducing capital costs.
Strengths: Large-scale production capacity, integrated petrochemical operations, cost-effective manufacturing. Weaknesses: Higher environmental impact, limited flexibility for specialty grade products.
Celanese International Corp.
Technical Solution: Celanese utilizes an innovative methanol carbonylation technology coupled with advanced esterification processes to produce high-purity ethyl acetate. Their proprietary catalyst system achieves 98% conversion efficiency with minimal side reactions. The company has developed a continuous reactive distillation process that integrates reaction and separation, reducing energy consumption by 25% compared to conventional methods. Their technology platform includes advanced process control systems with real-time optimization algorithms that maintain consistent product quality while maximizing yield. The company also focuses on producing specialty grades of ethyl acetate with enhanced purity levels for pharmaceutical and electronic applications.
Strengths: Advanced process technology, high product purity, strong R&D capabilities. Weaknesses: Higher production costs, limited geographic presence in emerging markets.
Key Patents in Ethyl Acetate Modification and Optimization
Integrated system for producing ethyl acetate, acetaldehyde, hydrogen and ethylene, integrated process for producing ethyl acetate, acetaldehyde, hydrogen and ethylene, and products thereby produced
PatentWO2013029129A1
Innovation
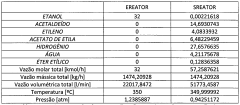
- An integrated system utilizing a fixed-bed reactor with a calcined hydrotalcite catalyst for dehydrogenation and dehydration of ethanol, followed by a series of distillation columns for efficient separation and purification, employing ethylene glycol as a solvent to separate ethyl acetate from water, thereby reducing energy expenditure and minimizing azeotropy issues.
Method for preparing microspheres and microspheres produced thereby
PatentWO2012011740A9
Innovation
- A method involving mixing a water-insoluble organic solvent with a dispersion solvent, forming a dispersed phase with a polymer compound and drug, and then creating an emulsion, followed by adding a base or acid to remove the solvent, reducing residual solvent concentration and minimizing waste.




Environmental Regulations Impact on Ethyl Acetate Applications
Environmental regulations have fundamentally transformed the landscape for ethyl acetate applications across multiple industries. The implementation of stringent volatile organic compound (VOC) emission standards has created both challenges and opportunities for ethyl acetate utilization as a solvent. Regulatory frameworks such as the Clean Air Act in the United States, REACH in Europe, and similar legislation in Asia-Pacific regions have established maximum allowable emission thresholds that directly impact ethyl acetate usage patterns.
The coating and paint industry has experienced the most significant regulatory pressure, with traditional high-VOC formulations being phased out in favor of low-emission alternatives. This shift has paradoxically benefited ethyl acetate due to its relatively favorable environmental profile compared to other organic solvents. Its biodegradability and lower toxicity have positioned it as a preferred choice for manufacturers seeking compliance with environmental standards while maintaining performance requirements.
Pharmaceutical and food processing sectors face particularly complex regulatory environments where ethyl acetate applications must satisfy both environmental and safety criteria. The FDA's guidelines on residual solvents and the European Medicines Agency's ICH Q3C standards have established specific limits for ethyl acetate residues in pharmaceutical products. These regulations have driven innovation in purification processes and recovery systems to minimize waste and ensure compliance.
The adhesives and printing industries have adapted to regulations by developing closed-loop systems and implementing advanced vapor recovery technologies. These adaptations have actually enhanced the economic viability of ethyl acetate by reducing material losses and improving process efficiency. Regulatory requirements for workplace exposure limits have also spurred the development of safer handling procedures and equipment designs.
Emerging regulations focusing on circular economy principles and sustainable chemistry are creating new opportunities for bio-based ethyl acetate production. Government incentives for green chemistry initiatives have accelerated research into renewable feedstock utilization, potentially reshaping the entire supply chain structure for ethyl acetate applications in the coming decade.
The coating and paint industry has experienced the most significant regulatory pressure, with traditional high-VOC formulations being phased out in favor of low-emission alternatives. This shift has paradoxically benefited ethyl acetate due to its relatively favorable environmental profile compared to other organic solvents. Its biodegradability and lower toxicity have positioned it as a preferred choice for manufacturers seeking compliance with environmental standards while maintaining performance requirements.
Pharmaceutical and food processing sectors face particularly complex regulatory environments where ethyl acetate applications must satisfy both environmental and safety criteria. The FDA's guidelines on residual solvents and the European Medicines Agency's ICH Q3C standards have established specific limits for ethyl acetate residues in pharmaceutical products. These regulations have driven innovation in purification processes and recovery systems to minimize waste and ensure compliance.
The adhesives and printing industries have adapted to regulations by developing closed-loop systems and implementing advanced vapor recovery technologies. These adaptations have actually enhanced the economic viability of ethyl acetate by reducing material losses and improving process efficiency. Regulatory requirements for workplace exposure limits have also spurred the development of safer handling procedures and equipment designs.
Emerging regulations focusing on circular economy principles and sustainable chemistry are creating new opportunities for bio-based ethyl acetate production. Government incentives for green chemistry initiatives have accelerated research into renewable feedstock utilization, potentially reshaping the entire supply chain structure for ethyl acetate applications in the coming decade.
Green Chemistry Approaches for Sustainable Ethyl Acetate Solutions
The integration of green chemistry principles into ethyl acetate production and application represents a paradigm shift toward sustainable solvent solutions. Traditional ethyl acetate manufacturing relies heavily on energy-intensive processes and petroleum-derived feedstocks, contributing to significant carbon footprints and environmental concerns. Green chemistry approaches fundamentally reimagine these processes by emphasizing renewable feedstocks, catalytic efficiency, and waste minimization strategies.
Bio-based feedstock utilization emerges as a cornerstone of sustainable ethyl acetate production. Advanced fermentation technologies enable the conversion of agricultural waste, cellulosic biomass, and food processing byproducts into acetic acid and ethanol precursors. These biotechnological pathways not only reduce dependency on fossil fuels but also create circular economy opportunities by valorizing waste streams that would otherwise require disposal.
Catalytic innovations play a pivotal role in enhancing process sustainability. Heterogeneous catalysts, particularly solid acid catalysts and enzyme-based systems, offer superior selectivity and recyclability compared to traditional homogeneous catalysts. These systems operate under milder reaction conditions, reducing energy consumption while maintaining high conversion rates and product purity.
Solvent-free and water-based reaction systems represent another significant advancement in green ethyl acetate synthesis. Microwave-assisted synthesis and continuous flow reactors enable efficient production with minimal solvent usage, while supercritical fluid technologies eliminate the need for organic solvents entirely. These approaches dramatically reduce waste generation and simplify downstream purification processes.
Process intensification strategies further enhance sustainability by integrating multiple unit operations into single, highly efficient systems. Reactive distillation columns combine reaction and separation processes, reducing energy requirements and capital investments while improving overall process economics. These integrated approaches align with green chemistry principles by maximizing atom economy and minimizing waste generation.
The development of biodegradable ethyl acetate formulations addresses end-of-life environmental concerns. Modified molecular structures and additive packages enhance biodegradation rates without compromising solvent performance, ensuring that sustainable production translates into sustainable application and disposal practices.
Bio-based feedstock utilization emerges as a cornerstone of sustainable ethyl acetate production. Advanced fermentation technologies enable the conversion of agricultural waste, cellulosic biomass, and food processing byproducts into acetic acid and ethanol precursors. These biotechnological pathways not only reduce dependency on fossil fuels but also create circular economy opportunities by valorizing waste streams that would otherwise require disposal.
Catalytic innovations play a pivotal role in enhancing process sustainability. Heterogeneous catalysts, particularly solid acid catalysts and enzyme-based systems, offer superior selectivity and recyclability compared to traditional homogeneous catalysts. These systems operate under milder reaction conditions, reducing energy consumption while maintaining high conversion rates and product purity.
Solvent-free and water-based reaction systems represent another significant advancement in green ethyl acetate synthesis. Microwave-assisted synthesis and continuous flow reactors enable efficient production with minimal solvent usage, while supercritical fluid technologies eliminate the need for organic solvents entirely. These approaches dramatically reduce waste generation and simplify downstream purification processes.
Process intensification strategies further enhance sustainability by integrating multiple unit operations into single, highly efficient systems. Reactive distillation columns combine reaction and separation processes, reducing energy requirements and capital investments while improving overall process economics. These integrated approaches align with green chemistry principles by maximizing atom economy and minimizing waste generation.
The development of biodegradable ethyl acetate formulations addresses end-of-life environmental concerns. Modified molecular structures and additive packages enhance biodegradation rates without compromising solvent performance, ensuring that sustainable production translates into sustainable application and disposal practices.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!