

Optimize Ethyl Acetate Production: Reduce Environmental Impact
MAR 23, 20269 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Ethyl Acetate Production Environmental Goals
The ethyl acetate production industry faces mounting pressure to establish comprehensive environmental objectives that align with global sustainability initiatives and regulatory frameworks. Traditional manufacturing processes have historically prioritized production efficiency and cost-effectiveness, often at the expense of environmental considerations. However, the evolving regulatory landscape and increasing stakeholder awareness demand a fundamental shift toward environmentally responsible production methodologies.
Primary environmental goals center on achieving substantial reductions in greenhouse gas emissions throughout the production lifecycle. The industry targets a 40-50% reduction in carbon dioxide equivalent emissions by 2030, compared to 2020 baselines. This ambitious objective encompasses both direct emissions from manufacturing processes and indirect emissions from energy consumption, raw material sourcing, and transportation activities.
Water resource management represents another critical environmental priority. Current objectives include reducing freshwater consumption by 35% through advanced recycling systems and closed-loop water management. Additionally, the industry aims to achieve zero liquid discharge standards, ensuring that all process water undergoes appropriate treatment before release or reuse within the production system.
Waste minimization goals focus on implementing circular economy principles throughout ethyl acetate manufacturing. The target involves reducing solid waste generation by 60% while achieving 90% waste diversion from landfills through recycling, recovery, and beneficial reuse programs. This includes optimizing catalyst utilization, improving separation efficiency, and developing innovative approaches for byproduct valorization.
Energy efficiency improvements constitute a fundamental component of environmental objectives. The industry seeks to reduce specific energy consumption per unit of ethyl acetate produced by 25-30% through process optimization, heat integration, and adoption of renewable energy sources. Integration of solar, wind, and biomass energy systems aims to achieve 50% renewable energy utilization in production facilities.
Air quality protection goals emphasize minimizing volatile organic compound emissions and eliminating hazardous air pollutants. Advanced emission control technologies and process modifications target achieving emission levels significantly below regulatory requirements, with continuous monitoring systems ensuring consistent compliance and performance optimization.
Primary environmental goals center on achieving substantial reductions in greenhouse gas emissions throughout the production lifecycle. The industry targets a 40-50% reduction in carbon dioxide equivalent emissions by 2030, compared to 2020 baselines. This ambitious objective encompasses both direct emissions from manufacturing processes and indirect emissions from energy consumption, raw material sourcing, and transportation activities.
Water resource management represents another critical environmental priority. Current objectives include reducing freshwater consumption by 35% through advanced recycling systems and closed-loop water management. Additionally, the industry aims to achieve zero liquid discharge standards, ensuring that all process water undergoes appropriate treatment before release or reuse within the production system.
Waste minimization goals focus on implementing circular economy principles throughout ethyl acetate manufacturing. The target involves reducing solid waste generation by 60% while achieving 90% waste diversion from landfills through recycling, recovery, and beneficial reuse programs. This includes optimizing catalyst utilization, improving separation efficiency, and developing innovative approaches for byproduct valorization.
Energy efficiency improvements constitute a fundamental component of environmental objectives. The industry seeks to reduce specific energy consumption per unit of ethyl acetate produced by 25-30% through process optimization, heat integration, and adoption of renewable energy sources. Integration of solar, wind, and biomass energy systems aims to achieve 50% renewable energy utilization in production facilities.
Air quality protection goals emphasize minimizing volatile organic compound emissions and eliminating hazardous air pollutants. Advanced emission control technologies and process modifications target achieving emission levels significantly below regulatory requirements, with continuous monitoring systems ensuring consistent compliance and performance optimization.
Market Demand for Green Ethyl Acetate Solutions
The global ethyl acetate market is experiencing a significant transformation driven by increasing environmental consciousness and stringent regulatory frameworks. Traditional ethyl acetate production methods, primarily based on the Fischer esterification process, generate substantial waste streams and consume considerable energy, creating mounting pressure for sustainable alternatives. This shift has catalyzed growing demand for environmentally friendly production technologies that minimize carbon footprint while maintaining economic viability.
Industrial sectors consuming ethyl acetate are increasingly prioritizing suppliers who demonstrate commitment to environmental stewardship. The coatings and paints industry, which represents the largest consumption segment, is actively seeking low-emission solvents to comply with volatile organic compound regulations. Similarly, pharmaceutical manufacturers are demanding greener solvents to align with their sustainability initiatives and meet evolving regulatory requirements for environmental impact reduction.
The food and beverage sector presents another compelling market opportunity for green ethyl acetate solutions. As natural flavoring agents gain prominence over synthetic alternatives, demand for bio-based ethyl acetate produced through fermentation processes is expanding. This trend reflects consumer preferences for products with reduced environmental impact and cleaner production processes.
Emerging markets in Asia-Pacific region demonstrate particularly strong appetite for sustainable ethyl acetate technologies. Rapid industrialization coupled with increasingly stringent environmental regulations creates substantial market potential for companies offering cleaner production methods. Government incentives supporting green chemistry initiatives further amplify this demand trajectory.
The adhesives and packaging industry represents an additional growth vector, especially as e-commerce expansion drives demand for sustainable packaging solutions. Companies in this sector are actively seeking ethyl acetate produced through renewable feedstocks or energy-efficient processes to reduce their overall environmental footprint.
Market research indicates that end-users are willing to accept moderate price premiums for environmentally superior ethyl acetate solutions, provided they deliver comparable performance characteristics. This willingness stems from the total cost of ownership considerations, including regulatory compliance costs, waste disposal expenses, and corporate sustainability commitments.
The convergence of regulatory pressure, corporate sustainability mandates, and consumer environmental awareness creates a robust foundation for green ethyl acetate market expansion. Companies developing optimized production technologies that significantly reduce environmental impact are positioned to capture substantial market share in this evolving landscape.
Industrial sectors consuming ethyl acetate are increasingly prioritizing suppliers who demonstrate commitment to environmental stewardship. The coatings and paints industry, which represents the largest consumption segment, is actively seeking low-emission solvents to comply with volatile organic compound regulations. Similarly, pharmaceutical manufacturers are demanding greener solvents to align with their sustainability initiatives and meet evolving regulatory requirements for environmental impact reduction.
The food and beverage sector presents another compelling market opportunity for green ethyl acetate solutions. As natural flavoring agents gain prominence over synthetic alternatives, demand for bio-based ethyl acetate produced through fermentation processes is expanding. This trend reflects consumer preferences for products with reduced environmental impact and cleaner production processes.
Emerging markets in Asia-Pacific region demonstrate particularly strong appetite for sustainable ethyl acetate technologies. Rapid industrialization coupled with increasingly stringent environmental regulations creates substantial market potential for companies offering cleaner production methods. Government incentives supporting green chemistry initiatives further amplify this demand trajectory.
The adhesives and packaging industry represents an additional growth vector, especially as e-commerce expansion drives demand for sustainable packaging solutions. Companies in this sector are actively seeking ethyl acetate produced through renewable feedstocks or energy-efficient processes to reduce their overall environmental footprint.
Market research indicates that end-users are willing to accept moderate price premiums for environmentally superior ethyl acetate solutions, provided they deliver comparable performance characteristics. This willingness stems from the total cost of ownership considerations, including regulatory compliance costs, waste disposal expenses, and corporate sustainability commitments.
The convergence of regulatory pressure, corporate sustainability mandates, and consumer environmental awareness creates a robust foundation for green ethyl acetate market expansion. Companies developing optimized production technologies that significantly reduce environmental impact are positioned to capture substantial market share in this evolving landscape.
Current Environmental Challenges in EA Production
Ethyl acetate production faces significant environmental challenges across multiple dimensions of the manufacturing process. Traditional production methods generate substantial waste streams that pose serious ecological risks. The most prevalent concern involves the discharge of organic solvents and unreacted raw materials into water systems, creating potential contamination of groundwater and surface water resources.
Air pollution represents another critical environmental burden in EA production facilities. Volatile organic compound emissions occur throughout the synthesis, purification, and storage phases. These emissions contribute to atmospheric pollution and pose health risks to surrounding communities. The release of acetic acid vapors, ethanol, and ethyl acetate itself creates air quality concerns that require extensive emission control systems.
Energy consumption patterns in conventional EA production processes contribute significantly to carbon footprint concerns. High-temperature reaction conditions and energy-intensive distillation processes for product purification demand substantial fossil fuel consumption. This energy dependency translates directly into greenhouse gas emissions, making EA production a notable contributor to industrial carbon emissions.
Waste generation during production creates additional environmental pressures. Catalyst disposal, particularly when using sulfuric acid-based systems, generates hazardous waste requiring specialized treatment and disposal methods. Side reaction products and impurities removed during purification processes add to the overall waste burden, often containing toxic compounds that cannot be easily biodegraded.
Water resource utilization presents ongoing sustainability challenges. Cooling systems, equipment cleaning, and product washing operations consume large volumes of water. The resulting wastewater often contains dissolved organics and requires extensive treatment before discharge, placing additional strain on local water treatment infrastructure.
Regulatory compliance costs continue to escalate as environmental standards become more stringent. Companies face increasing pressure to implement advanced pollution control technologies, conduct regular environmental monitoring, and maintain compliance with evolving emission limits. These requirements drive operational costs while highlighting the urgent need for cleaner production technologies.
The cumulative environmental impact extends beyond immediate production facilities to affect entire industrial ecosystems. Transportation of raw materials and finished products adds to the overall carbon footprint, while packaging and storage requirements contribute additional waste streams that must be managed responsibly.
Air pollution represents another critical environmental burden in EA production facilities. Volatile organic compound emissions occur throughout the synthesis, purification, and storage phases. These emissions contribute to atmospheric pollution and pose health risks to surrounding communities. The release of acetic acid vapors, ethanol, and ethyl acetate itself creates air quality concerns that require extensive emission control systems.
Energy consumption patterns in conventional EA production processes contribute significantly to carbon footprint concerns. High-temperature reaction conditions and energy-intensive distillation processes for product purification demand substantial fossil fuel consumption. This energy dependency translates directly into greenhouse gas emissions, making EA production a notable contributor to industrial carbon emissions.
Waste generation during production creates additional environmental pressures. Catalyst disposal, particularly when using sulfuric acid-based systems, generates hazardous waste requiring specialized treatment and disposal methods. Side reaction products and impurities removed during purification processes add to the overall waste burden, often containing toxic compounds that cannot be easily biodegraded.
Water resource utilization presents ongoing sustainability challenges. Cooling systems, equipment cleaning, and product washing operations consume large volumes of water. The resulting wastewater often contains dissolved organics and requires extensive treatment before discharge, placing additional strain on local water treatment infrastructure.
Regulatory compliance costs continue to escalate as environmental standards become more stringent. Companies face increasing pressure to implement advanced pollution control technologies, conduct regular environmental monitoring, and maintain compliance with evolving emission limits. These requirements drive operational costs while highlighting the urgent need for cleaner production technologies.
The cumulative environmental impact extends beyond immediate production facilities to affect entire industrial ecosystems. Transportation of raw materials and finished products adds to the overall carbon footprint, while packaging and storage requirements contribute additional waste streams that must be managed responsibly.
Existing Clean Production Methods for EA
01 Bio-based ethyl acetate production methods
Production of ethyl acetate through biological fermentation processes using renewable feedstocks such as biomass, agricultural waste, or bio-ethanol. These methods reduce reliance on petroleum-based raw materials and lower carbon footprint. Fermentation-based processes utilize microorganisms to convert sugars or other organic materials into ethyl acetate, offering a more sustainable alternative to traditional chemical synthesis routes.- Bio-based ethyl acetate production from renewable resources: Methods for producing ethyl acetate from renewable biomass sources such as bioethanol and bio-acetic acid reduce dependency on petroleum-based feedstocks. These processes utilize fermentation and catalytic conversion technologies to create ethyl acetate with lower carbon footprint. The bio-based production routes minimize greenhouse gas emissions and contribute to circular economy principles by utilizing agricultural waste and other renewable materials.
- Energy-efficient catalytic processes for ethyl acetate synthesis: Advanced catalytic systems and reactor designs enable ethyl acetate production at lower temperatures and pressures, significantly reducing energy consumption. These processes employ novel catalysts including heterogeneous catalysts and enzymatic systems that improve reaction selectivity and yield. The energy-efficient methods decrease operational costs while minimizing environmental impact through reduced fossil fuel consumption and associated emissions.
- Waste reduction and byproduct utilization in ethyl acetate manufacturing: Integrated production systems focus on minimizing waste generation and converting byproducts into valuable materials during ethyl acetate synthesis. These approaches include recycling unreacted materials, recovering and purifying side products, and implementing closed-loop systems. The waste minimization strategies reduce disposal requirements and environmental contamination while improving overall process economics and sustainability.
- Emission control and air quality management systems: Technologies for capturing and treating volatile organic compound emissions during ethyl acetate production and handling prevent atmospheric pollution. These systems include vapor recovery units, thermal oxidizers, and absorption technologies that minimize release of ethyl acetate and other volatile compounds. The emission control measures ensure compliance with environmental regulations while protecting air quality and reducing occupational exposure risks.
- Water treatment and resource recovery in ethyl acetate processes: Advanced wastewater treatment systems address aqueous effluents from ethyl acetate production facilities, removing organic contaminants and enabling water reuse. These technologies employ biological treatment, membrane filtration, and advanced oxidation processes to achieve high purification levels. The water management strategies reduce freshwater consumption, minimize discharge of pollutants to water bodies, and support sustainable manufacturing practices.
02 Waste reduction and recycling in ethyl acetate production
Technologies focused on minimizing waste generation during ethyl acetate manufacturing through improved separation techniques, solvent recovery systems, and closed-loop processes. These approaches include recycling unreacted raw materials, recovering and reusing catalysts, and implementing efficient distillation methods to reduce energy consumption and waste discharge. Such systems help decrease environmental burden by minimizing disposal requirements and resource consumption.Expand Specific Solutions03 Energy-efficient catalytic processes
Development of advanced catalytic systems that operate at lower temperatures and pressures, reducing energy requirements for ethyl acetate synthesis. These processes employ novel catalysts including heterogeneous catalysts, enzymatic catalysts, or improved homogeneous catalysts that enhance reaction efficiency and selectivity. Energy-efficient processes contribute to reduced greenhouse gas emissions and lower overall environmental impact of production facilities.Expand Specific Solutions04 Emission control and purification systems
Implementation of advanced emission control technologies to capture and treat volatile organic compounds, carbon dioxide, and other pollutants generated during ethyl acetate production. These systems include absorption towers, adsorption units, thermal oxidizers, and scrubbing technologies that prevent harmful substances from being released into the atmosphere. Such technologies ensure compliance with environmental regulations and minimize air pollution impact.Expand Specific Solutions05 Green chemistry approaches and alternative synthesis routes
Application of green chemistry principles to develop environmentally benign synthesis pathways for ethyl acetate production. These approaches include using non-toxic solvents, eliminating hazardous reagents, designing atom-efficient reactions, and developing processes that generate minimal by-products. Alternative routes may involve enzymatic synthesis, supercritical fluid technology, or novel reaction mechanisms that inherently produce less environmental impact compared to conventional methods.Expand Specific Solutions
Key Players in Green Chemical Manufacturing
The ethyl acetate production optimization landscape represents a mature industrial sector experiencing renewed innovation driven by sustainability imperatives. The market, valued in billions globally, encompasses traditional chemical giants like BASF Corp., Celanese International Corp., and Wacker Chemie AG, who dominate conventional production methods. However, technological maturity varies significantly across approaches. While established petrochemical processes remain highly mature, breakthrough biotechnology solutions are emerging through companies like LanzaTech, Inc., which leverages gas fermentation technology to convert industrial waste gases into ethanol precursors. Academic institutions such as Tianjin University contribute fundamental research, while specialty chemical producers like Daicel Corp. and Rhodia Operations focus on process refinements. The competitive landscape reflects a transitional phase where traditional chemical manufacturing expertise meets innovative bioconversion technologies, creating opportunities for both incremental improvements in existing processes and disruptive sustainable alternatives that could reshape the industry's environmental footprint.
Celanese International Corp.
Technical Solution: Celanese has developed an advanced methanol-to-acetate technology platform that significantly reduces environmental impact through improved catalyst systems and process optimization. Their proprietary catalyst technology enables higher selectivity and conversion rates while operating at lower temperatures, reducing energy consumption by approximately 20%. The company has implemented comprehensive solvent recovery systems that achieve over 99% solvent recycling efficiency. Celanese's integrated production approach includes on-site renewable energy generation and waste heat recovery systems. Their process design incorporates advanced separation technologies that minimize waste streams and reduce water consumption through closed-loop systems.
Strengths: Proven industrial scale technology, excellent solvent recovery rates, integrated energy systems. Weaknesses: Still relies on fossil-based methanol feedstock, requires significant infrastructure investment.
BASF Corp.
Technical Solution: BASF has developed an integrated approach to ethyl acetate production optimization focusing on process intensification and waste heat recovery systems. Their technology incorporates advanced distillation column designs with structured packing materials that reduce energy consumption by up to 25% compared to conventional systems. The company implements closed-loop water recycling systems and utilizes bio-based feedstocks where economically viable. BASF's process optimization includes real-time monitoring systems with AI-driven predictive maintenance to minimize downtime and reduce waste generation. Their catalyst technology enables lower reaction temperatures, reducing overall energy requirements and extending equipment lifespan.
Strengths: Comprehensive process integration, proven energy reduction technologies, strong R&D capabilities. Weaknesses: High initial capital investment, complex system integration requirements.
Core Green Chemistry Innovations for EA
Process of low energy consumption for preparing a carboxylic acid ester
PatentInactiveEP2686292A1
Innovation
- A process involving the reaction of ethyl alcohol with acetic acid in the presence of a solid acid catalyst, using a reactive distillation system with a molar ratio of acetic acid to ethyl alcohol between 0.85 and 0.97, and a reflux ratio between 1.0 and 1.5, which allows for simultaneous reaction and separation in multiple zones, reducing energy costs and acetic acid content.
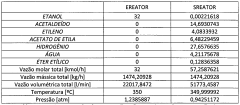
Integrated system for producing ethyl acetate, acetaldehyde, hydrogen and ethylene, integrated process for producing ethyl acetate, acetaldehyde, hydrogen and ethylene, and products thereby produced
PatentWO2013029129A1
Innovation
- An integrated system utilizing a fixed-bed reactor with a calcined hydrotalcite catalyst for dehydrogenation and dehydration of ethanol, followed by a series of distillation columns for efficient separation and purification, employing ethylene glycol as a solvent to separate ethyl acetate from water, thereby reducing energy expenditure and minimizing azeotropy issues.
Environmental Regulations for Chemical Industry
The chemical industry faces increasingly stringent environmental regulations worldwide, particularly affecting ethyl acetate production processes. The European Union's REACH regulation requires comprehensive registration and evaluation of chemical substances, mandating detailed environmental impact assessments for ethyl acetate manufacturers. This regulation compels companies to demonstrate safe use throughout the entire lifecycle, from raw material sourcing to waste disposal.
In the United States, the Environmental Protection Agency enforces the Clean Air Act, which specifically targets volatile organic compound emissions from ethyl acetate production facilities. The National Emission Standards for Hazardous Air Pollutants impose strict limits on acetaldehyde and other toxic air pollutants commonly generated during traditional ethyl acetate synthesis. Manufacturing facilities must implement continuous emission monitoring systems and maintain emissions below specified thresholds.
China's environmental regulatory framework has evolved rapidly, with the Environmental Protection Law establishing severe penalties for non-compliance. The country's carbon neutrality commitment by 2060 has intensified scrutiny on energy-intensive chemical processes. Local environmental protection bureaus now conduct regular inspections and require real-time pollution monitoring data submission for ethyl acetate production facilities.
The Basel Convention on hazardous waste management significantly impacts ethyl acetate production by restricting transboundary movement of chemical waste streams. This international treaty requires manufacturers to implement comprehensive waste minimization strategies and adopt cleaner production technologies. Companies must demonstrate adherence to waste hierarchy principles, prioritizing prevention, reuse, and recycling over disposal.
Emerging regulations focus on circular economy principles, pushing ethyl acetate producers toward sustainable feedstock utilization and closed-loop manufacturing systems. The European Green Deal and similar initiatives worldwide are driving regulatory shifts toward bio-based production pathways and renewable energy integration. These evolving standards create both compliance challenges and innovation opportunities for industry players seeking competitive advantages through environmental leadership.
Regulatory compliance costs continue escalating, with non-compliance penalties reaching millions of dollars annually. Forward-thinking companies are proactively investing in advanced process technologies and environmental management systems to exceed current requirements and prepare for anticipated future regulations.
In the United States, the Environmental Protection Agency enforces the Clean Air Act, which specifically targets volatile organic compound emissions from ethyl acetate production facilities. The National Emission Standards for Hazardous Air Pollutants impose strict limits on acetaldehyde and other toxic air pollutants commonly generated during traditional ethyl acetate synthesis. Manufacturing facilities must implement continuous emission monitoring systems and maintain emissions below specified thresholds.
China's environmental regulatory framework has evolved rapidly, with the Environmental Protection Law establishing severe penalties for non-compliance. The country's carbon neutrality commitment by 2060 has intensified scrutiny on energy-intensive chemical processes. Local environmental protection bureaus now conduct regular inspections and require real-time pollution monitoring data submission for ethyl acetate production facilities.
The Basel Convention on hazardous waste management significantly impacts ethyl acetate production by restricting transboundary movement of chemical waste streams. This international treaty requires manufacturers to implement comprehensive waste minimization strategies and adopt cleaner production technologies. Companies must demonstrate adherence to waste hierarchy principles, prioritizing prevention, reuse, and recycling over disposal.
Emerging regulations focus on circular economy principles, pushing ethyl acetate producers toward sustainable feedstock utilization and closed-loop manufacturing systems. The European Green Deal and similar initiatives worldwide are driving regulatory shifts toward bio-based production pathways and renewable energy integration. These evolving standards create both compliance challenges and innovation opportunities for industry players seeking competitive advantages through environmental leadership.
Regulatory compliance costs continue escalating, with non-compliance penalties reaching millions of dollars annually. Forward-thinking companies are proactively investing in advanced process technologies and environmental management systems to exceed current requirements and prepare for anticipated future regulations.
Life Cycle Assessment of EA Production Methods
Life Cycle Assessment (LCA) provides a comprehensive framework for evaluating the environmental impacts of ethyl acetate production methods throughout their entire lifecycle, from raw material extraction to end-of-life disposal. This systematic approach enables manufacturers to identify environmental hotspots and optimize production processes for reduced ecological footprint.
The LCA methodology for ethyl acetate production encompasses four distinct phases: goal and scope definition, inventory analysis, impact assessment, and interpretation. The functional unit typically defined is one kilogram of ethyl acetate produced, allowing for standardized comparisons across different production routes. System boundaries extend from cradle-to-gate, including raw material acquisition, transportation, manufacturing processes, and waste treatment.
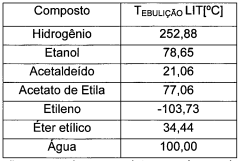
Current LCA studies reveal significant environmental variations between different ethyl acetate production pathways. The traditional Fischer esterification process, utilizing acetic acid and ethanol, demonstrates moderate environmental impacts with primary concerns related to energy consumption and catalyst usage. Alternative routes, such as the Tischenko reaction using acetaldehyde, show different impact profiles with reduced water consumption but increased energy requirements for temperature control.
Carbon footprint analysis indicates that energy-intensive distillation and purification steps contribute approximately 40-60% of total greenhouse gas emissions across all production methods. Water consumption patterns vary significantly, with conventional processes requiring 8-12 cubic meters per ton of product, while advanced integrated systems achieve reductions of up to 30% through recycling and process optimization.
Toxicity assessments highlight the importance of solvent recovery and waste minimization strategies. Production methods with higher recovery rates of unreacted feedstock and by-products demonstrate substantially lower ecotoxicity potentials. The integration of green chemistry principles, including the use of heterogeneous catalysts and solvent-free conditions, shows promising results in reducing overall environmental burden.
Recent comparative LCA studies demonstrate that bio-based ethyl acetate production from renewable feedstocks can achieve 25-40% reduction in carbon footprint compared to petroleum-derived routes. However, land use impacts and potential competition with food production require careful consideration in sustainability assessments.
The application of LCA results enables informed decision-making for process optimization, identifying opportunities for energy integration, waste heat recovery, and circular economy implementation. These insights drive the development of next-generation production technologies with enhanced environmental performance while maintaining economic viability.
The LCA methodology for ethyl acetate production encompasses four distinct phases: goal and scope definition, inventory analysis, impact assessment, and interpretation. The functional unit typically defined is one kilogram of ethyl acetate produced, allowing for standardized comparisons across different production routes. System boundaries extend from cradle-to-gate, including raw material acquisition, transportation, manufacturing processes, and waste treatment.
Current LCA studies reveal significant environmental variations between different ethyl acetate production pathways. The traditional Fischer esterification process, utilizing acetic acid and ethanol, demonstrates moderate environmental impacts with primary concerns related to energy consumption and catalyst usage. Alternative routes, such as the Tischenko reaction using acetaldehyde, show different impact profiles with reduced water consumption but increased energy requirements for temperature control.
Carbon footprint analysis indicates that energy-intensive distillation and purification steps contribute approximately 40-60% of total greenhouse gas emissions across all production methods. Water consumption patterns vary significantly, with conventional processes requiring 8-12 cubic meters per ton of product, while advanced integrated systems achieve reductions of up to 30% through recycling and process optimization.
Toxicity assessments highlight the importance of solvent recovery and waste minimization strategies. Production methods with higher recovery rates of unreacted feedstock and by-products demonstrate substantially lower ecotoxicity potentials. The integration of green chemistry principles, including the use of heterogeneous catalysts and solvent-free conditions, shows promising results in reducing overall environmental burden.
Recent comparative LCA studies demonstrate that bio-based ethyl acetate production from renewable feedstocks can achieve 25-40% reduction in carbon footprint compared to petroleum-derived routes. However, land use impacts and potential competition with food production require careful consideration in sustainability assessments.
The application of LCA results enables informed decision-making for process optimization, identifying opportunities for energy integration, waste heat recovery, and circular economy implementation. These insights drive the development of next-generation production technologies with enhanced environmental performance while maintaining economic viability.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!